Outstanding Tensile Properties and Their Origins in Twinning-Induced Plasticity (TWIP) Steels with Gradient Substructures

Abstract
:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Materials and Methods
2.1. Material and Sample Preparation
2.2. Mechanical Tests
2.3. Substructural Characterizations
2.3.1. Electron Backscattered Diffraction (EBSD) Characterizations
2.3.2. Methodology for Obtaining Deformation Substructures
3. Results
3.1. Torsional Treatment
3.2. Gradient Substructures After Torsional Deformation
3.3. Tensile Properties
3.4. Substructural Evolution During Tension
4. Discussion
4.1. Dislocation Strengthening
4.2. Back Stress Induced Strengthening and Hardening
5. Conclusions
- (1)
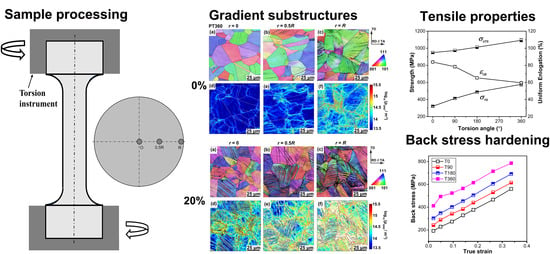
- Torsional treatment induced gradient deformation twin and dislocation substructures in the TWIP steel. The twin and dislocation densities gradually increased along the radial direction from center to the surface of the GS TWIP steel sample;
- (2)
- Tensile tests of the GS TWIP steel samples showed large improvements in the yield strength and ultimate tensile strength with only a modest compromise to the tensile ductility;
- (3)
- Microstructural observations revealed that the gradient substructures still remained during tensile deformation, leading to a strain incompatibility and strain partitioning between the surface and center of the tensioned sample. As a result, more twins and GNDs were formed in the center region (r = 0) of the GS sample than in the bulk of the coarse-grained sample during tension;
- (4)
- LUR tests showed that higher back stress was generated in the GS samples, which originated from the strain incompatibility between the surface and center across the sample-scale together with GND accumulation at/near grain and twin boundaries at the grain-scale;
- (5)
- Consequently, the high yield and ultimate tensile strengths originated from a synergetic effect of dislocation strengthening and gradient substructure-induced back stress strengthening. Additionally, the high back stress induced high strain hardening, further leading to large tensile ductility of the GS TWIP steels.
Author Contributions
Funding
Conflicts of Interest
References
- Cooman, B.C.D.; Estrin, Y.; Kim, S.K. Twinning-induced plasticity (TWIP) steels. Acta Mater. 2018, 142, 283–362. [Google Scholar] [CrossRef]
- Dobrzański, L.A.; Borek, W.; Mazurkiewicz, J. Mechanical Properties of High-Manganese Austenitic TWIP-Type Steel. Mater. Sci. Forum 2014, 783, 27–32. [Google Scholar] [CrossRef]
- Jeong, K.; Jin, J.-E.; Jung, Y.-S.; Kang, S.; Lee, Y.-K. The effects of Si on the mechanical twinning and strain hardening of Fe-18Mn-0.6C twinning-induced plasticity steel. Acta Mater. 2013, 61, 3399–3410. [Google Scholar] [CrossRef]
- Kang, S.; Jung, Y.-S.; Jun, J.-H.; Lee, Y.-K. Effects of recrystallization annealing temperature on carbide precipitation, microstructure, and mechanical properties in Fe-18Mn-0.6C-1.5Al TWIP steel. Mater. Sci. Eng. A 2010, 527, 745–751. [Google Scholar] [CrossRef]
- Jin, J.-E.; Lee, Y.-K. Effects of Al on microstructure and tensile properties of C-bearing high Mn TWIP steel. Acta Mater. 2012, 60, 1680–1688. [Google Scholar] [CrossRef]
- Santos, D.B.; Saleh, A.; Gazder, A.A.; Carman, A.; Duarte, D.M.; Ribeiro Érica, A.; Gonzalez, B.; Pereloma, E.V. Effect of annealing on the microstructure and mechanical properties of cold rolled Fe-24Mn-3Al-2Si-1Ni-0.06C TWIP steel. Mater. Sci. Eng. A 2011, 528, 3545–3555. [Google Scholar] [CrossRef]
- Wu, X.; Yang, M.; Yuan, F.; Wu, G.; Wei, Y.; Huang, X.; Zhu, Y. Heterogeneous lamella structure unites ultrafine-grain strength with coarse-grain ductility. Proc. Natl. Acad. Sci. USA 2015, 112, 14501–14505. [Google Scholar] [CrossRef] [Green Version]
- Fang, X.; He, G.; Zheng, C.; Ma, X.; Kaoumi, D.; Li, Y.; Zhu, Y. Effect of heterostructure and hetero-deformation induced hardening on the strength and ductility of brass. Acta Mater. 2020, 186, 644–655. [Google Scholar] [CrossRef]
- Li, J.; Fang, C.; Liu, Y.; Huang, Z.; Wang, S.; Mao, Q.; Li, Y. Deformation mechanisms of 304L stainless steel with heterogeneous lamella structure. Mater. Sci. Eng. A 2019, 742, 409–413. [Google Scholar] [CrossRef]
- Dini, G.; Najafizadeh, A.; Ueji, R.; Monir-Vaghefi, S. Improved tensile properties of partially recrystallized submicron grained TWIP steel. Mater. Lett. 2010, 64, 15–18. [Google Scholar] [CrossRef]
- Kalsar, R.; Suwas, S. A novel way to enhance the strength of twinning induced plasticity (TWIP) steels. Scr. Mater. 2018, 154, 207–211. [Google Scholar] [CrossRef]
- Chen, L.; Cao, T.; Wei, R.; Tang, K.; Xin, C.; Jiang, F.; Sun, J. Gradient structure design to strengthen carbon interstitial Fe40Mn40Co10Cr10 high entropy alloys. Mater. Sci. Eng. A 2020, 772, 138661. [Google Scholar] [CrossRef]
- Guo, N.; Song, B.; Yu, H.; Xin, R.; Wang, B.; Liu, T. Enhancing tensile strength of Cu by introducing gradient microstructures via a simple torsion deformation. Mater. Des. 2016, 90, 545–550. [Google Scholar] [CrossRef]
- Song, B.; Pan, H.; Chai, L.J.; Guo, N.; Zhao, H.; Xin, R. Evolution of gradient microstructure in an extruded AZ31 rod during torsion and annealing and its effects on mechanical properties. Mater. Sci. Eng. A 2017, 689, 78–88. [Google Scholar] [CrossRef]
- Guo, N.; Zhang, Z.; Dong, Q.; Yu, H.; Song, B.; Chai, L.J.; Liu, C.; Yao, Z.; Daymond, M.R. Strengthening and toughening austenitic steel by introducing gradient martensite via cyclic forward/reverse torsion. Mater. Des. 2018, 143, 150–159. [Google Scholar] [CrossRef]
- Wei, Y.; Li, Y.; Zhu, L.; Liu, Y.; Lei, X.; Wang, G.; Wu, Y.; Mi, Z.; Liu, J.; Wang, H.; et al. Evading the strength-ductility trade-off dilemma in steel through gradient hierarchical nanotwins. Nat. Commun. 2014, 5, 3580. [Google Scholar] [CrossRef] [Green Version]
- Zhao, J.; Lu, X.; Yuan, F.; Kan, Q.; Qu, S.; Kang, G.; Zhang, X. Multiple mechanism based constitutive modeling of gradient nanograined material. Int. J. Plast. 2020, 125, 314–330. [Google Scholar] [CrossRef]
- Goulden, J.; Trimby, P.; Bewick, A. The Benefits and Applications of a CMOS-based EBSD Detector. Microsc. Microanal. 2018, 24, 1128–1129. [Google Scholar] [CrossRef] [Green Version]
- Renard, K.; Jacques, P. On the relationship between work hardening and twinning rate in TWIP steels. Mater. Sci. Eng. A 2012, 542, 8–14. [Google Scholar] [CrossRef]
- Pantleon, W. Resolving the geometrically necessary dislocation content by conventional electron backscattering diffraction. Scr. Mater. 2008, 58, 994–997. [Google Scholar] [CrossRef]
- Kundu, A.; Field, D. Geometrically Necessary Dislocation Density Evolution in Interstitial Free Steel at Small Plastic Strains. Met. Mater. Trans. A 2018, 49, 3274–3282. [Google Scholar] [CrossRef]
- Muránsky, O.; Balogh, L.; Tran, M.; Hamelin, C.; Park, J.-S.; Daymond, M. On the measurement of dislocations and dislocation substructures using EBSD and HRSD techniques. Acta Mater. 2019, 175, 297–313. [Google Scholar]
- Han, Q.; Rui, S.-S.; Qiu, W.; Ma, X.; Su, Y.; Cui, H.; Zhang, H.; Shi, H. Crystal orientation effect on fretting fatigue induced geometrically necessary dislocation distribution in Ni-based single-crystal superalloys. Acta Mater. 2019, 179, 129–141. [Google Scholar] [CrossRef]
- Zhu, C.; Harrington, T.; Gray, G.T.; Vecchio, K.S. Dislocation-type evolution in quasi-statically compressed polycrystalline nickel. Acta Mater. 2018, 155, 104–116. [Google Scholar] [CrossRef]
- Jiang, J.; Britton, T.B.; Wilkinson, A.J. Evolution of dislocation density distributions in copper during tensile deformation. Acta Mater. 2013, 61, 7227–7239. [Google Scholar] [CrossRef]
- Wang, K.; Wei, A.; Shi, Z.; Chen, X.; Lin, J.; Tong, X.; Tao, Z.; Chen, X. The preparation and performance of grain size gradient TWIP steel fabricated by laser heat treatment. Mater. Sci. Eng. A 2019, 743, 294–300. [Google Scholar] [CrossRef]
- Xiong, T.; Zheng, S.; Zhou, Y.; Pang, J.; Jin, Q.; Ge, H.; Zheng, X.; Yang, L.; Beyerlein, I.; Ma, X. Enhancing strength and thermal stability of TWIP steels with a heterogeneous structure. Mater. Sci. Eng. A 2018, 720, 231–237. [Google Scholar] [CrossRef]
- Gil Sevillano, J. Geometrically necessary twins and their associated size effects. Scr. Mater. 2008, 59, 135–138. [Google Scholar] [CrossRef]
- Ashby, M.F. The deformation of plastically non-homogeneous materials. Philos. Mag. 1970, 21, 399–424. [Google Scholar] [CrossRef]
- Hansen, N. Polycrystalline strengthening. Met. Mater. Trans. A 1985, 16, 2167–2190. [Google Scholar] [CrossRef]
- Hansen, L.T.; Fullwood, D.T.; Homer, E.R.; Wagoner, R.H.; Lim, H.; Carroll, J.D.; Zhou, G.; Bong, H.J. An investigation of geometrically necessary dislocations and back stress in large grained tantalum via EBSD and CPFEM. Mater. Sci. Eng. A 2020, 772, 138704. [Google Scholar] [CrossRef]
- Lin, P.; Nie, J.; Liu, Z.; Zhuang, Z. Study of two hardening mechanism caused by geometrically necessary dislocations in thin films with passivation layer. Int. J. Solids Struct. 2019, 160, 59–67. [Google Scholar] [CrossRef]
- Shin, S.; Zhu, C.; Zhang, C.; Vecchio, K.S. Extraordinary strength-ductility synergy in a heterogeneous-structured β -Ti alloy through microstructural optimization. Mater. Res. Lett. 2019, 7, 467–473. [Google Scholar] [CrossRef] [Green Version]
- Lee, H.H.; Yoon, J.I.; Park, H.K.; Kim, H.S. Unique microstructure and simultaneous enhancements of strength and ductility in gradient-microstructured Cu sheet produced by single-roll angular-rolling. Acta Mater. 2019, 166, 638–649. [Google Scholar] [CrossRef]
- Wang, Y.; Huang, C.; Fang, X.; Höppel, H.W.; Göken, M.; Zhu, Y. Hetero-deformation induced (HDI) hardening does not increase linearly with strain gradient. Scr. Mater. 2020, 174, 19–23. [Google Scholar] [CrossRef]
- Huang, C.; Wang, Y.; Ma, X.; Yin, S.; Höppel, H.W.; Goken, M.; Wu, X.; Gao, H.; Zhu, Y. Interface affected zone for optimal strength and ductility in heterogeneous laminate. Mater. Today 2018, 21, 713–719. [Google Scholar] [CrossRef] [Green Version]
- Yang, M.; Pan, Y.; Yuan, F.; Zhu, Y.; Wu, X. Back stress strengthening and strain hardening in gradient structure. Mater. Res. Lett. 2016, 4, 145–151. [Google Scholar] [CrossRef]








© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhi, H.; Zhang, C.; Guo, Z.; Antonov, S.; Su, Y. Outstanding Tensile Properties and Their Origins in Twinning-Induced Plasticity (TWIP) Steels with Gradient Substructures. Materials 2020, 13, 1184. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13051184
Zhi H, Zhang C, Guo Z, Antonov S, Su Y. Outstanding Tensile Properties and Their Origins in Twinning-Induced Plasticity (TWIP) Steels with Gradient Substructures. Materials. 2020; 13(5):1184. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13051184
Chicago/Turabian StyleZhi, Huihui, Cheng Zhang, Zihui Guo, Stoichko Antonov, and Yanjing Su. 2020. "Outstanding Tensile Properties and Their Origins in Twinning-Induced Plasticity (TWIP) Steels with Gradient Substructures" Materials 13, no. 5: 1184. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13051184