On the Chip Shaping and Surface Topography When Finish Cutting 17-4 PH Precipitation-Hardening Stainless Steel under Near-Dry Cutting Conditions




Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Chip Shaping
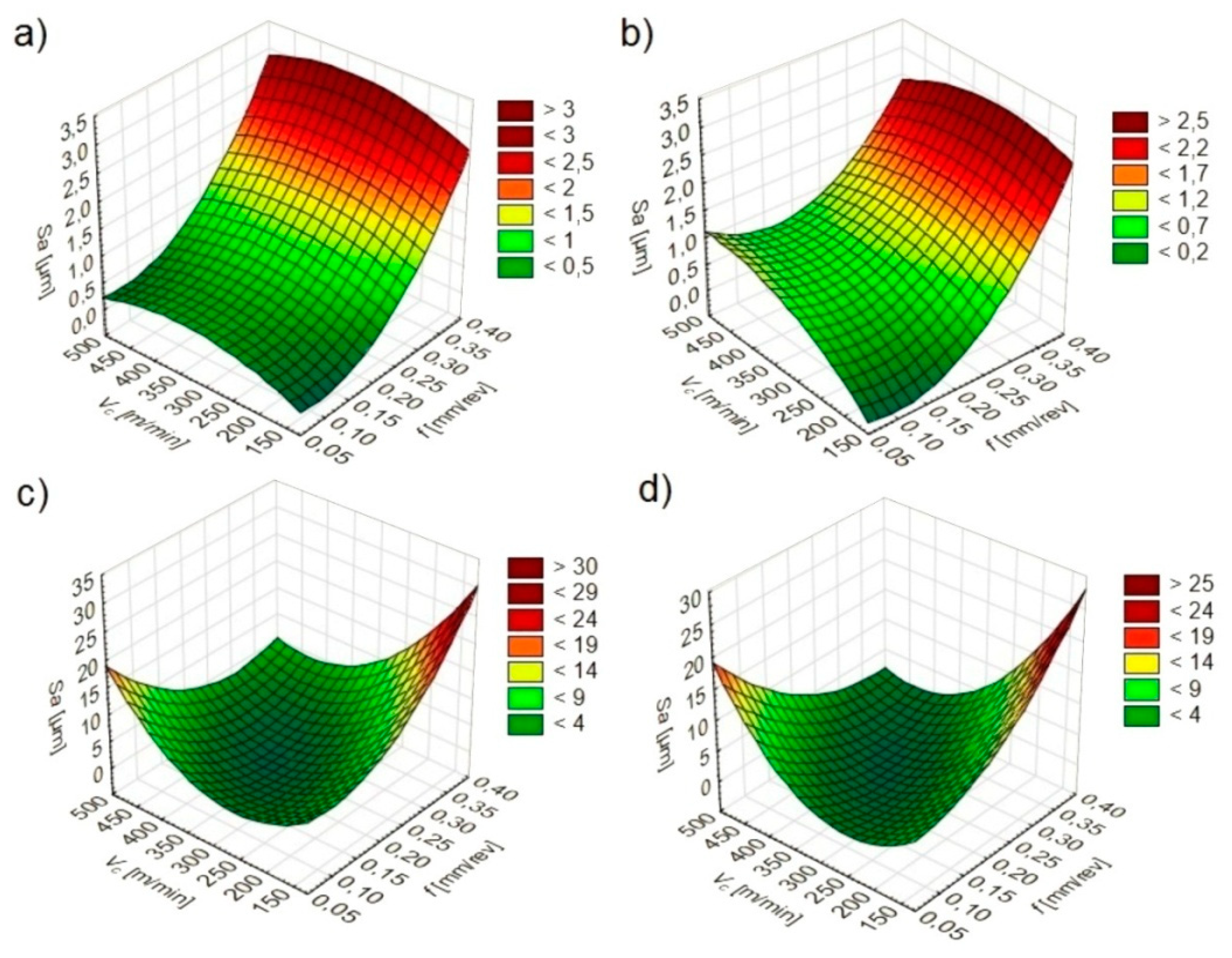
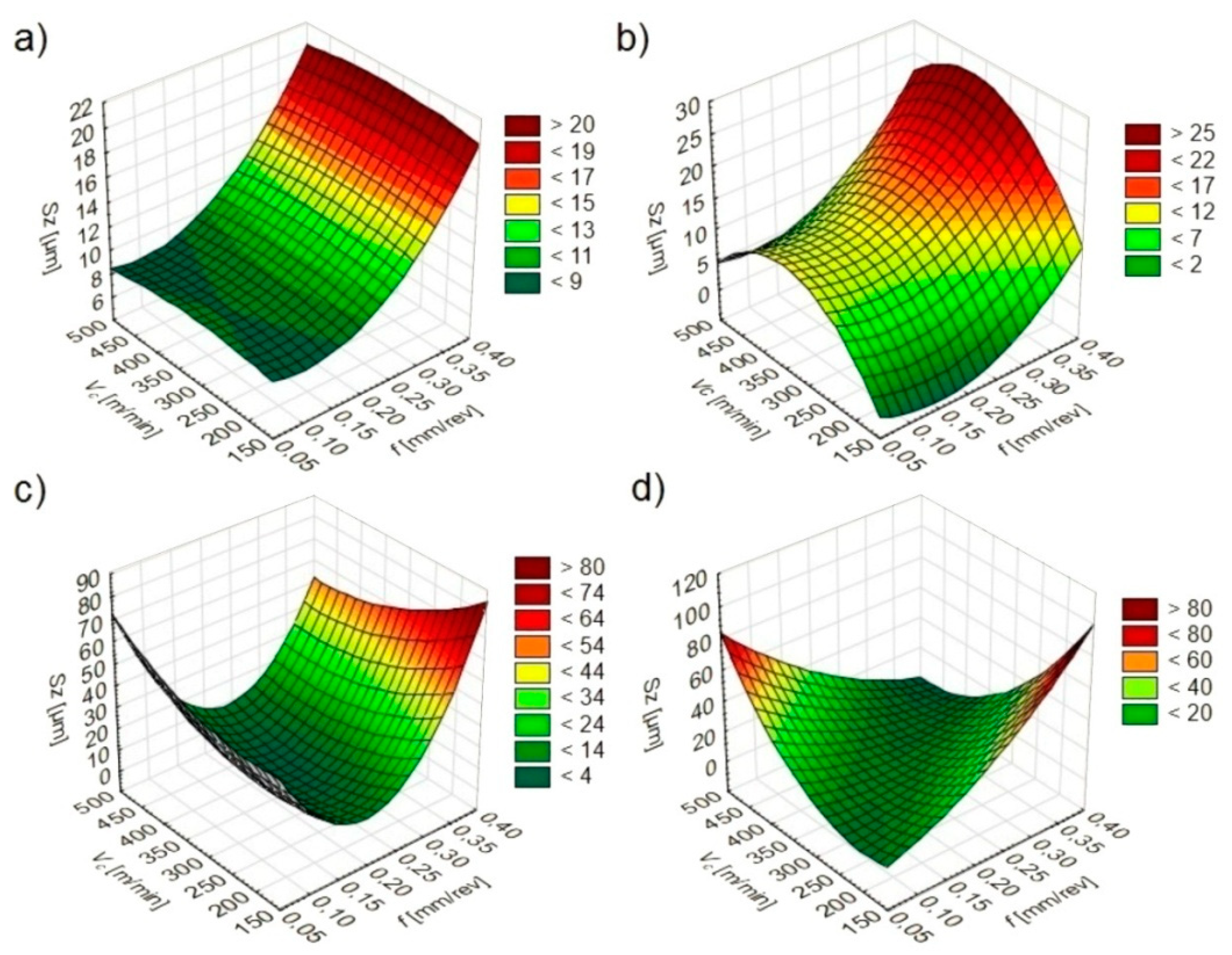
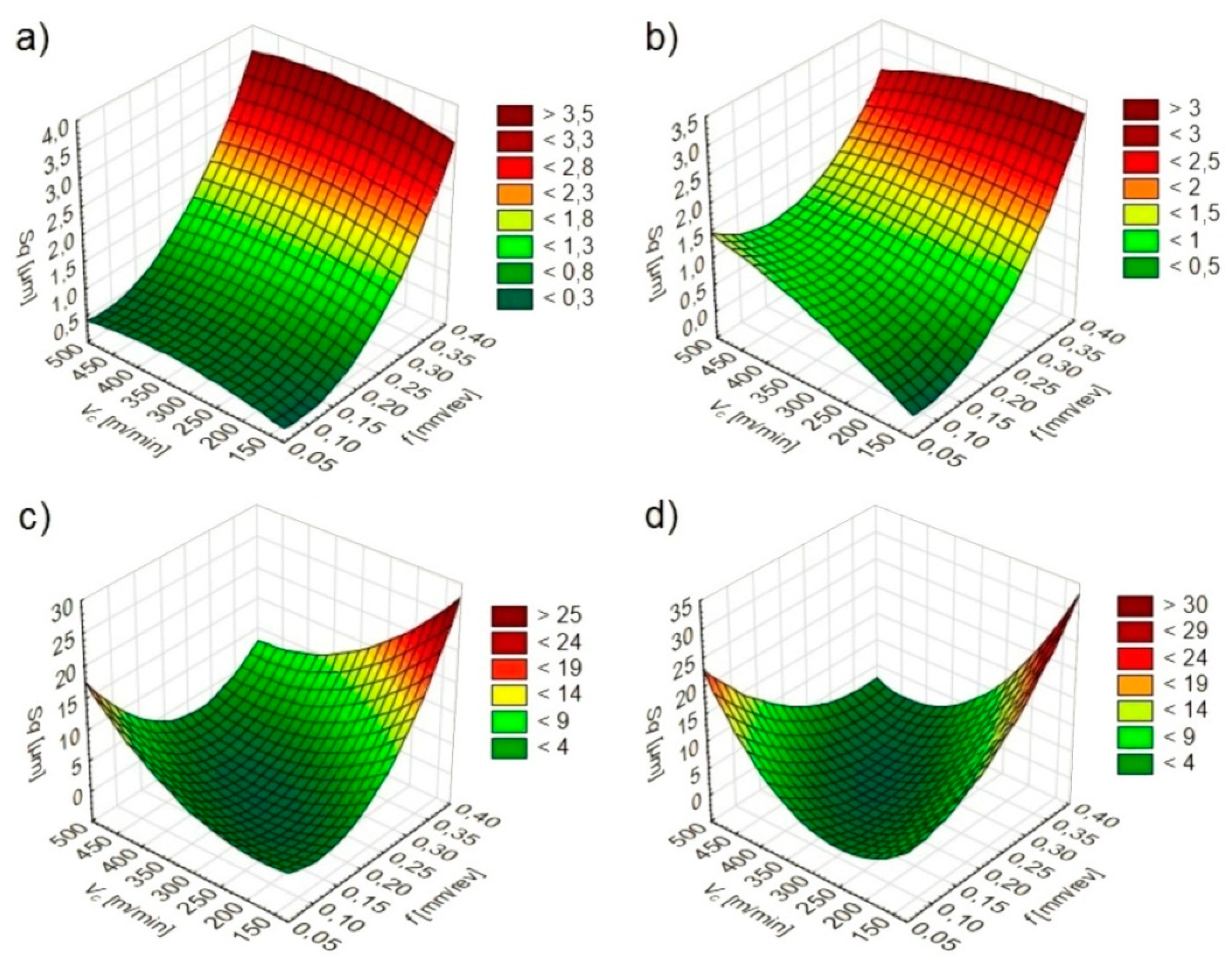
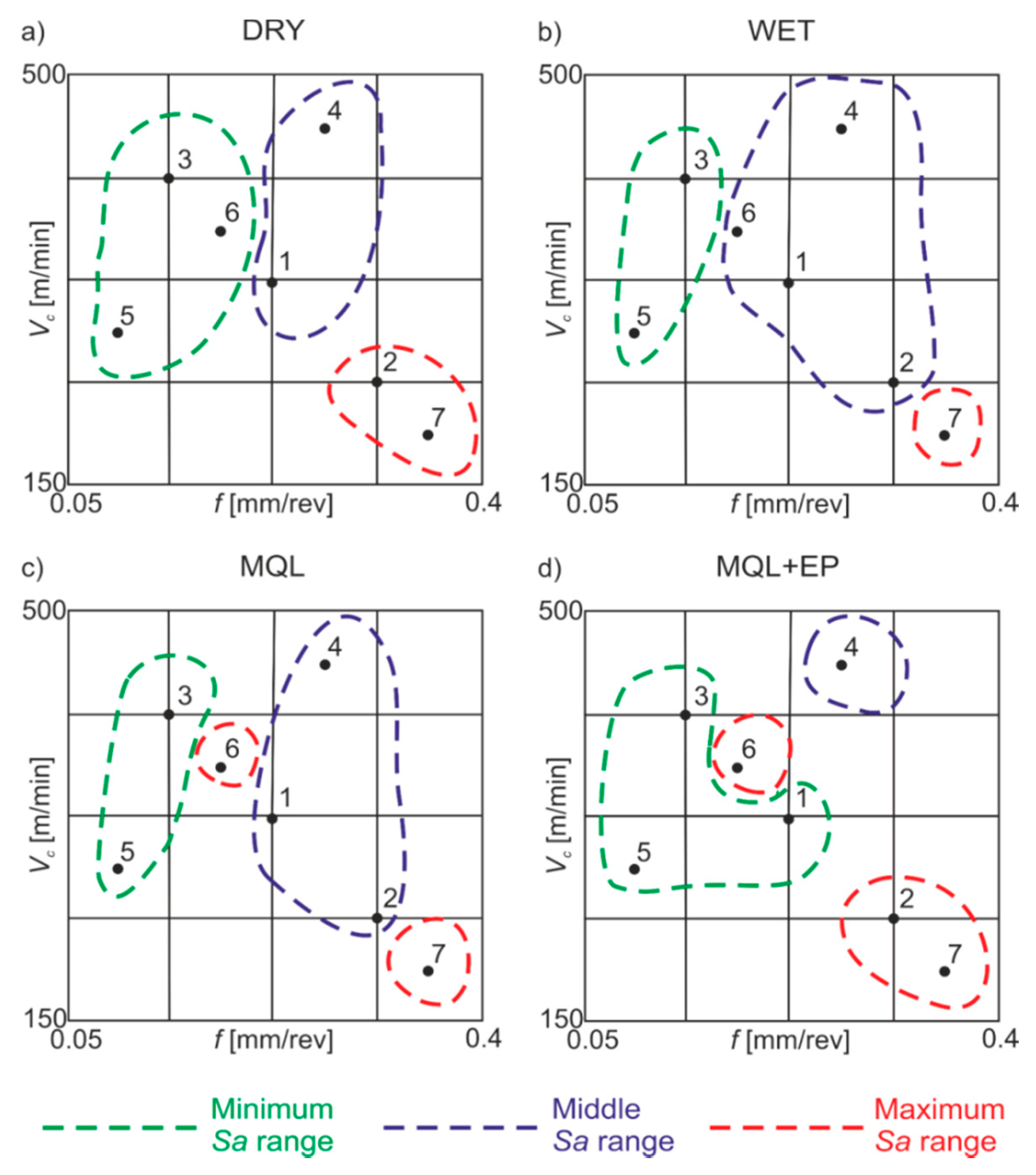
3.2. The Turning Conditions Influence on the Surface Texture Amplitude Parameters
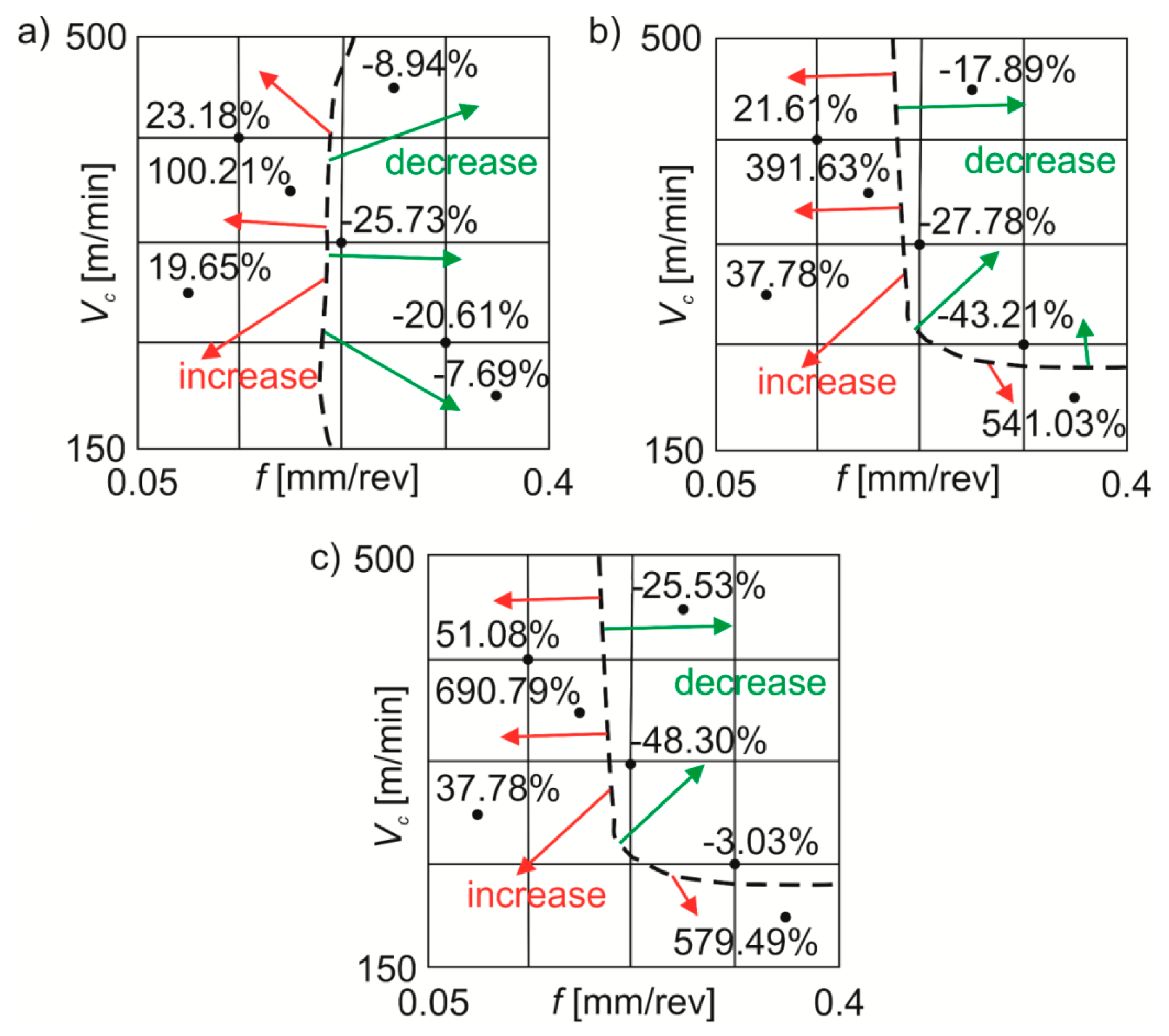
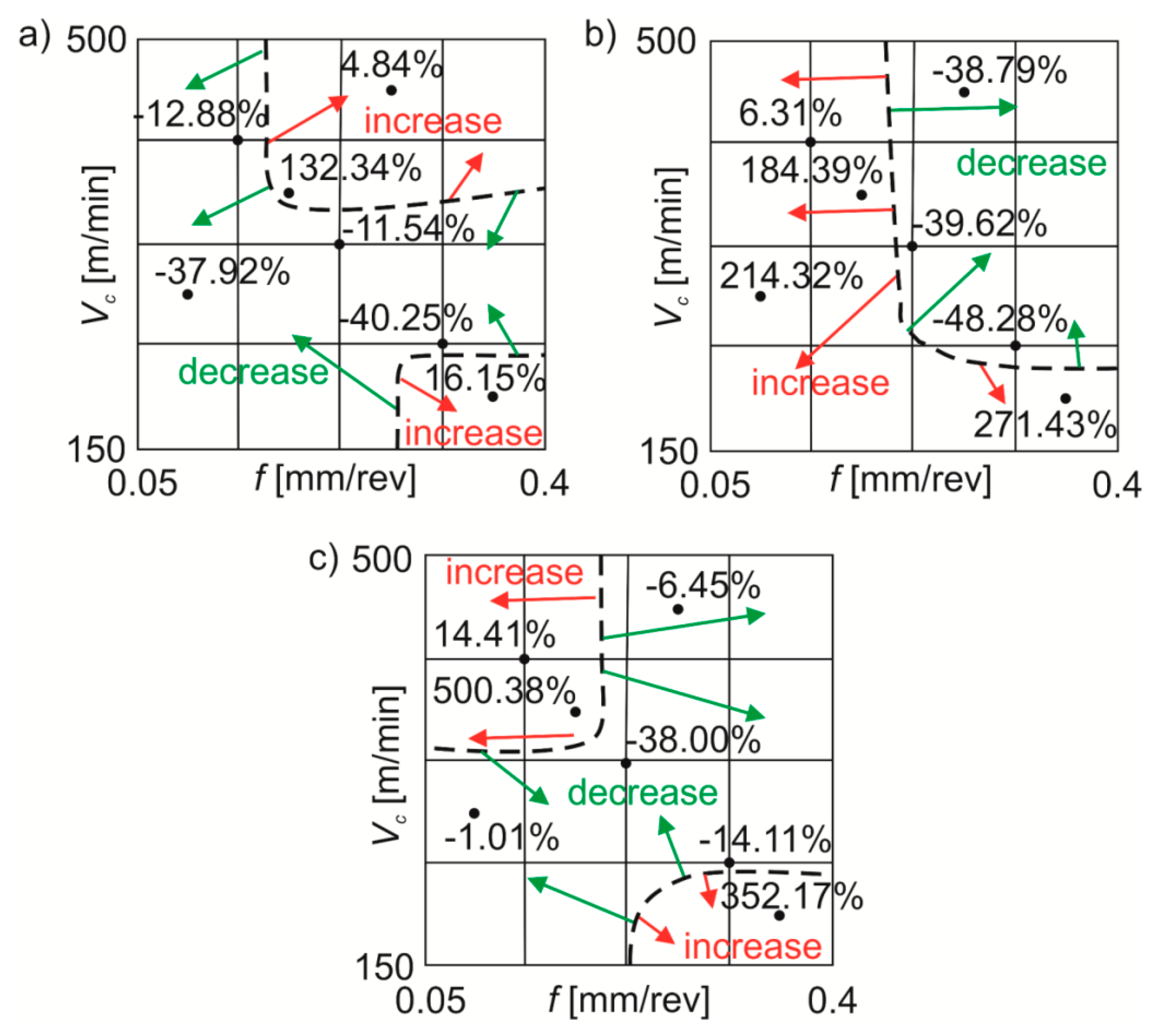
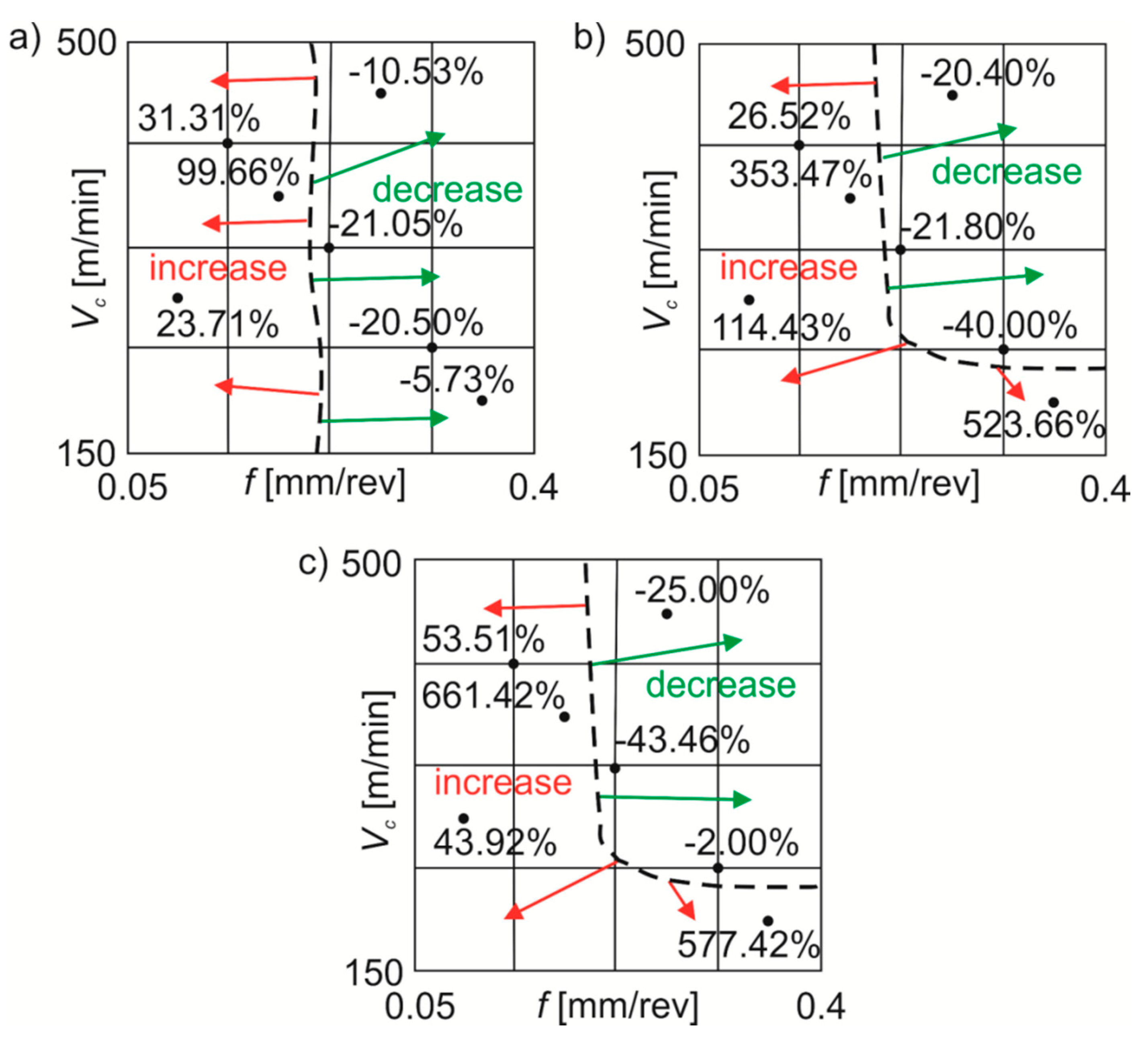
3.3. The Efficiency of Cooling Methods
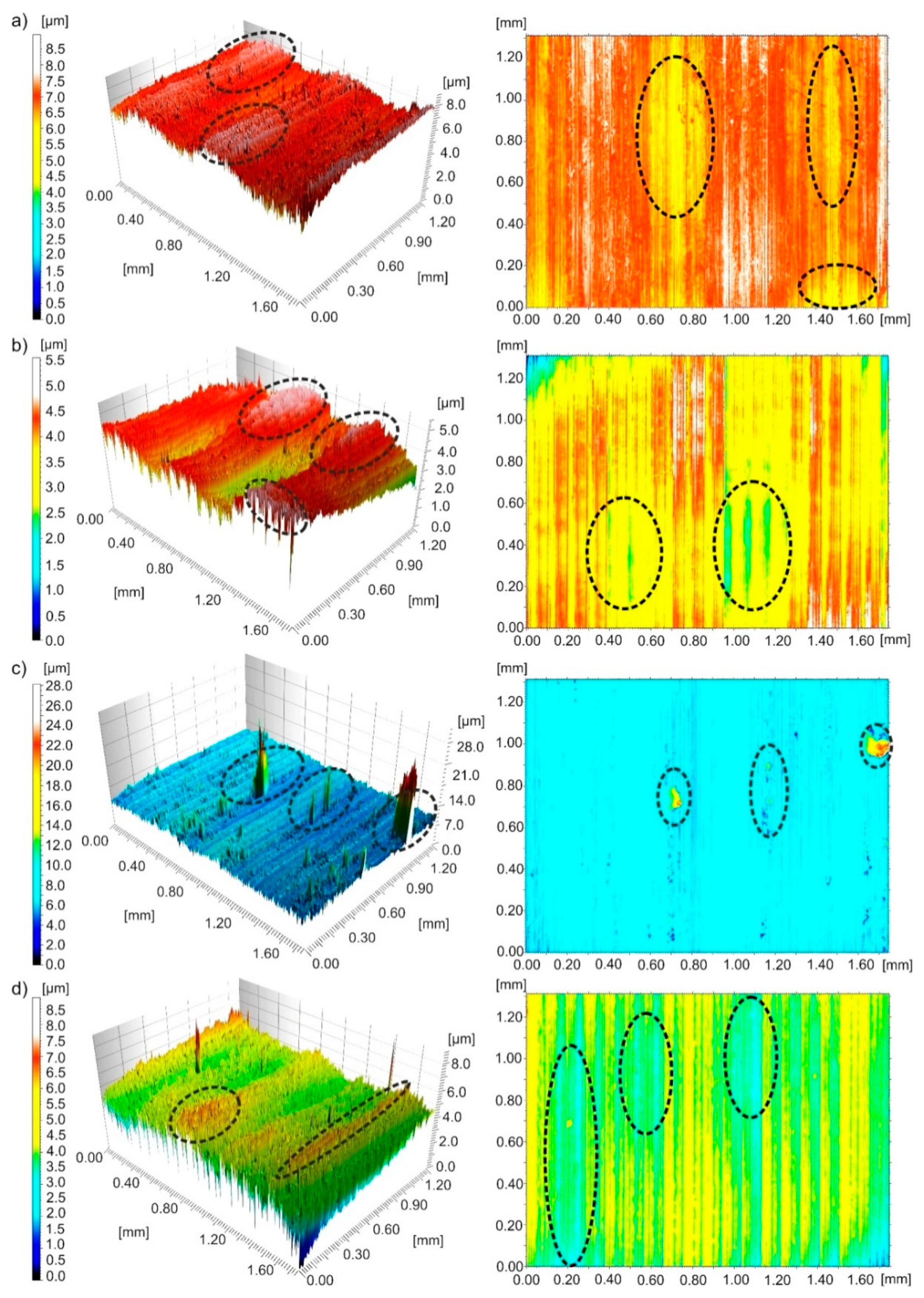
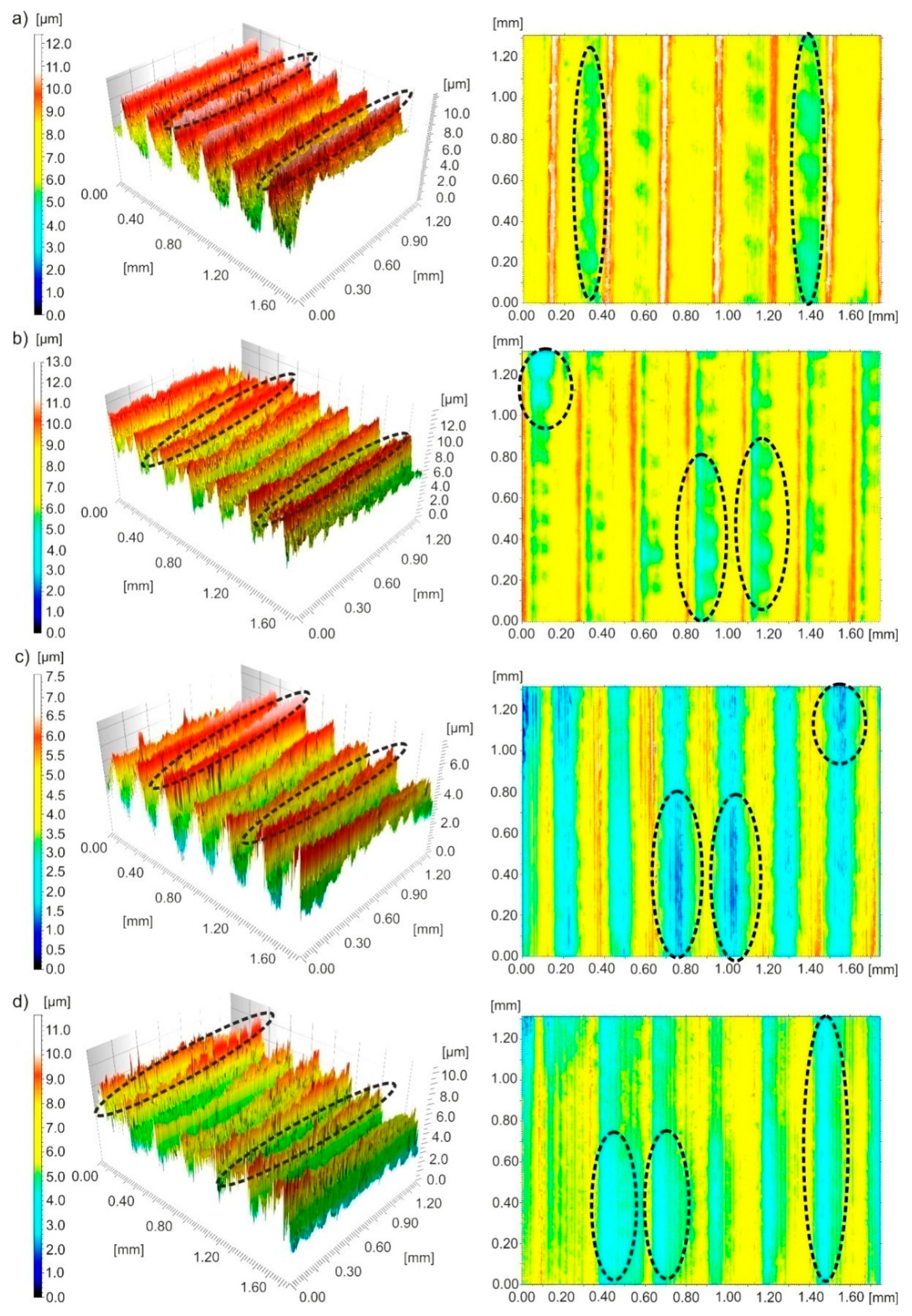
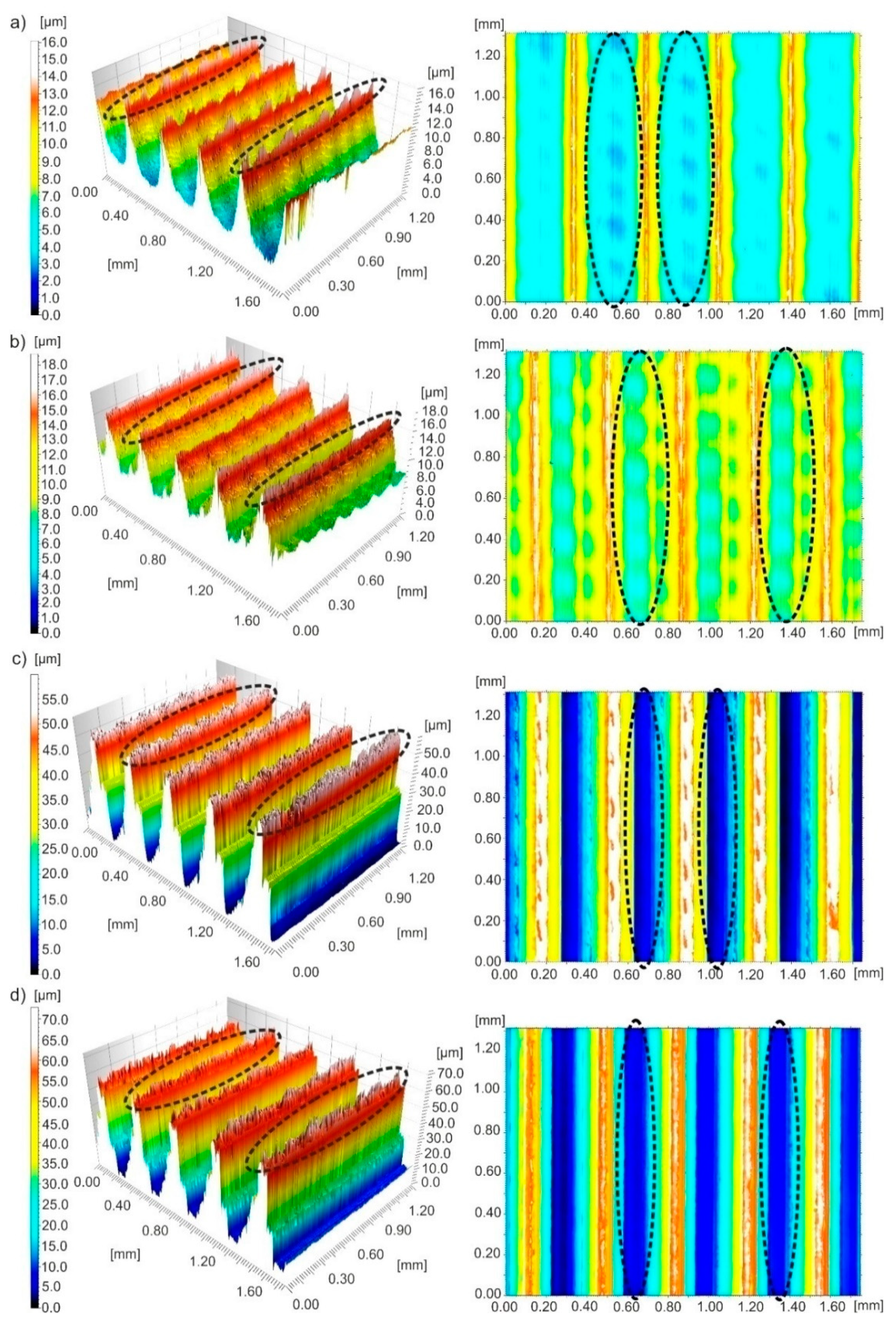
3.4. The Topography of Surfaces Tested
3.5. Material Ratio Curves
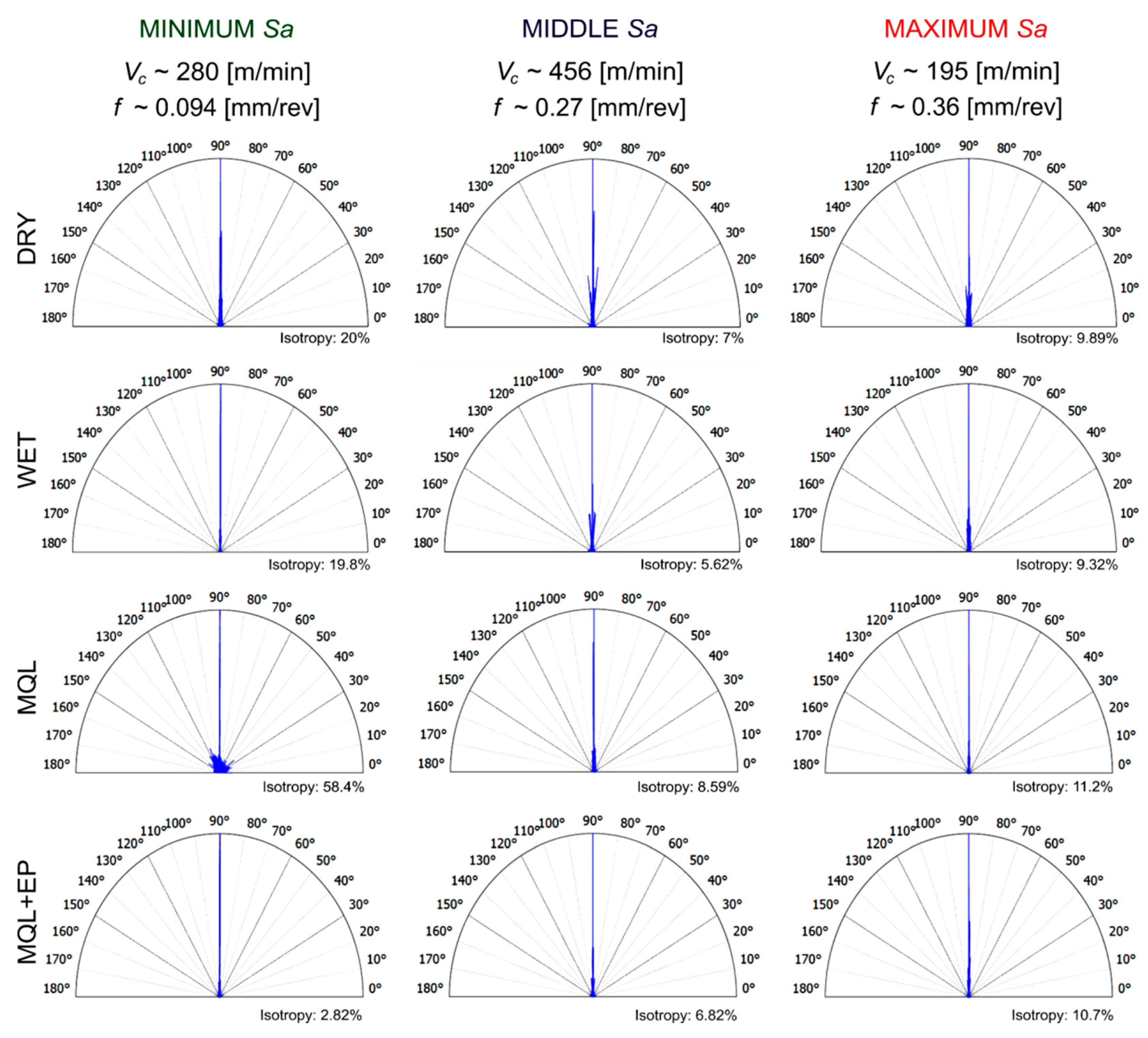
3.6. Surface Texture Isotropy
4. Conclusions
- Under dry, wet, MQL and MQL+EP conditions, the favourable short spiral chips were registered for vc~456 m/min and f~0.27 mm/rev.
- When dry and wet turning, lower Sa, Sz and Sq surface texture parameters occur in lower feeds and in the wide cutting speed range, while for MQL and MQL+EP conditions the location of the area of minimum values of Sa, Sz and Sq depends both on the feed and cutting speed, as well as on their mutual interaction.
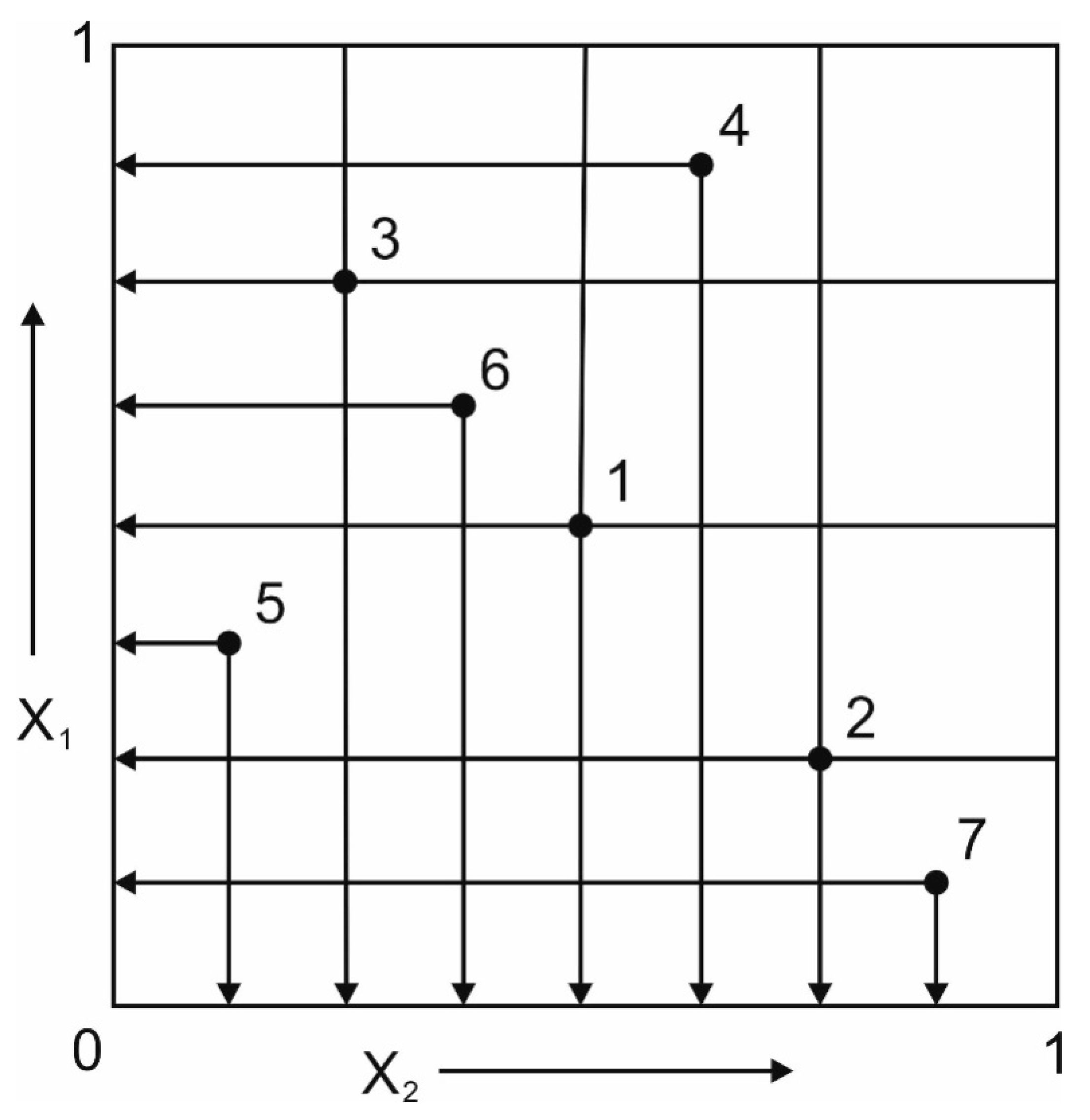
- The application of the PSI method allowed an effective analysis of the influence of a wide range of factors studied on the surface texture parameters, including both direct and mutual effects.
- Compared to dry machining, the Sa surface texture parameter for wet machining was reduced by ~26%, MQL by ~43% and MQL+EP by ~48%; Sz parameter for wet machining by ~40%, MQL by ~48% and MQL+EP by ~38% and Sq parameter for wet machining by ~21%, MQL by ~40% and MQL+EP by ~43%.
- In the case of minimum Sa values under dry, wet and MQL+EP cutting irregular small feed traces in the form of pits and peaks are observed, but under the MQL conditions irregularly distributed peaks are formed on the surface, some of them of a significant height. In the case of medium and maximum Sa values, traces in the form of deep pits and high peaks typical for turning feed effect were observed under all cooling conditions.
- Under all cooling conditions tested in the range Sa = 0.4–0.8 μm the surface texture has a mixed anisotropic character. An anisotropic periodic character and an anisotropic mixed character of the surface texture are observed under dry, wet and MQL+EP conditions in the range Sa= 0.8–1.3 μm and under MQL conditions, respectively. In the range Sa = 1.3–15.0 μm under all the examined conditions an anisotropic periodically determined character of the surface tested is registered.
- In the range Sa = 0.4–0.8 μm under dry and wet cutting, the ~20% surface isotropy, under MQL conditions ~60%, and under MQL+EP conditions of ~3% were registered. In the range Sa = 0.8–15.0 μm, the surface isotropy in the range from ~6% to ~10% was found under all cooling conditions studied.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Ahlhelm, M.; Günther, P.; Scheithauer, U.; Schwarzer, E.; Günther, A.; Slawik, T.; Moritz, T.; Michaelis, A. Innovative and novel manufacturing methods of ceramics and metal ceramic composites for biomedical applications. J. Eur. Ceram. Soc. 2016, 36, 2883–2888. [Google Scholar] [CrossRef]
- Mutlu, I.; Oktay, E. Characterization of 17-4 PH stainless steel foam for biomedical applications in simulated body fluid and artificial saliva environments. Mat. Sci. Eng. C 2013, 33, 1125–1131. [Google Scholar] [CrossRef] [PubMed]
- Karthik, D.; Kalainathan, S.; Swaroop, S. Surface modification of 17-4 PH stainless steel by laser peening without protective coating process. Surf. Coat. Tech. 2015, 278, 138–145. [Google Scholar] [CrossRef]
- Asri, R.I.M.; Harun, W.S.W.; Samykano, M.; Lah, N.A.C.; Ghani, S.A.C.; Tarlochan, F.; Raza, M.R. Corrosion and surface modification on biocompatible metals: A review. Mater. Sci. Eng. C 2017, 77, 1261–1274. [Google Scholar] [CrossRef] [Green Version]
- Karam, S.; Teti, R. Wavelet transform feature extraction for chip form recognition during carbon steel turning. Procedia CIRP 2013, 12, 97–102. [Google Scholar] [CrossRef]
- Leksycki, K.; Feldshtein, E. On the analysis chip shaping after finishing turning of Ti6Al4V titanium alloy under drt, wet and MQL conditions. Arch. Mech. Technol. Mater. 2019, 39, 36–40. [Google Scholar] [CrossRef] [Green Version]
- Dosbaeva, J.; Fox-Rabinovich, G.; Dasch, J.; Veldhuis, S. Enhancement of Wet- and MQL-Based Machining of Automotive Alloys Using Cutting Tools with DLC/Polymer Surface Treatments. J. Mater. Eng. Perform. 2008, 17, 346–351. [Google Scholar] [CrossRef]
- Tasdelen, B.; Thordenberg, H.; Olofsson, D. An experimental investigation on contact length during minimum quantity lubrication (MQL) machining. J. Mater. Process. Technol. 2008, 203, 221–231. [Google Scholar] [CrossRef]
- Liu, C.; He, Y.; Wang, Y.; Li, Y.; Wang, S.; Wang, L.; Wang, Y. An investigation of surface topography and workpiece temperature in whirling milling machining. Int. J. Mech. Sci. 2019, 164, 105182. [Google Scholar] [CrossRef]
- Ying, X.; Yang, Q.; Pei, Q.G.; Yang, L. The Surface Topography in Machining of Medical Metallic Materials: A Review. Mater. Sci. Forum 2016, 681, 127–132. [Google Scholar]
- Rahman, S.S.; Ashraf, M.Z.I.; Amin, A.K.M.N.; Bashar, M.S.; Ashik, M.F.K.; Kamruzzaman, M. Tuning nanofluids for improved lubrication performance in turning biomedical grade titanium alloy. J. Clean. Prod. 2019, 206, 180–196. [Google Scholar] [CrossRef]
- Krolczyk, G.M.; Nieslony, P.; Maruda, R.W.; Wojciechowski, S. Dry cutting effect in turning of duplex stinless steel as a key factor in clean production. J. Clean. Prod. 2017, 142, 3343–3354. [Google Scholar] [CrossRef]
- Krolczyk, G.M.; Maruda, R.W.; Krolczyk, J.B.; Wojciechowski, S.; Mia, M.; Nieslony, P.; Budzik, G. Ecological trends in machining as a key factor in sustainable production–A review. J. Clean. Prod. 2019, 218, 601–615. [Google Scholar] [CrossRef]
- Pereira, O.; Rodriguez, A.; Fernandez-Abia, A.I.; Barreiro, J.; Lopez de Lacalle, L.N. Cryogenic and minimum quantity lubrication for an eco-efficiency turning of AISI 304. J. Clean. Prod. 2016, 139, 440–449. [Google Scholar] [CrossRef]
- Zou, B.; Zhou, H.; Huang, C.; Xu, K.; Wang, J. Tool damage and machined-surface quality using hot-pressed sintering Ti(C7N3)/WC/TaC cermet cutting inserts for high-speed turning stainless steels. Int. J. Adv. Manuf. Tech. 2015, 79, 197–210. [Google Scholar] [CrossRef]
- Sivaiah, P.; Chakradhar, D. Comparative evaluations of machining performance during turning of 17-4 PH stainless steel under cryogenic and wet machining conditions. Mach. Sci. Technol. 2018, 22, 147–162. [Google Scholar] [CrossRef]
- Sivaiah, P.; Chakradhar, D. Effect of cryogenic coolant on turning performance characteristics during machining of 17-4 PH stainless steel: A comparison with MQL, wet, dry machining. JMST CIRP 2018, 21, 86–96. [Google Scholar] [CrossRef]
- Leksycki, K.; Feldshtein, E. The Geometric Surface Structure of X5CrNiCuNb16-4 Stainless Steel in Wet and Dry Finish Turning Conditions. In Advances in Manufacturing II; Diering, M., Wieczorowski, M., Brown, C., Eds.; Lecture Notes in Mechanical Engineering; Springer: Cham, Switzerland, 2019; Volume 5, pp. 183–194. [Google Scholar]
- Jerold, B.D.; Kumar, M.P. Machining of AISI 316 Stainless Steel under Carbon-Di-Oxide Cooling. Mater. Manuf. Process. 2012, 27, 1059–1065. [Google Scholar] [CrossRef]
- Krolczyk, G.M.; Maruda, R.W.; Krolczyk, J.B.; Nieslony, P.; Wojciechowski, S.; Legutko, S. Parametric and nonparametric description of the surface topography in the dry and MQCL cutting conditions. Measurement 2018, 121, 225–239. [Google Scholar] [CrossRef]
- Maruda, R.W.; Legutko, S.; Królczyk, G.M.; Raos, P. Influence of cooling conditions on the machining process under MQCL and MQL conditions. Tech. Gaz. 2015, 22, 965–970. [Google Scholar] [CrossRef] [Green Version]
- Rajaguru, J.; Arunachalam, N. A comprehensive investigation on the effect of flood and MQL coolant on the machinability and stress corrosion cracking of super duplex stainless steel. J. Mater. Process. Tech. 2020, 276, 116417. [Google Scholar]
- Elmunafi, M.H.S.; Kurniawan, D.; Noordin, M.Y. Use of Castor Oil as Cutting Fluid in Machining of Hardened Stainless Steel with Minimum Quantity of Lubricant. Procedia CIRP 2015, 26, 408–411. [Google Scholar] [CrossRef] [Green Version]
- Liu, G.; Huang, C.; Zou, B.; Wang, X.; Liu, Z. Surface integrity and fatigue performance of 17-4PH stainless steel after cutting operations. Surf. Coat. Tech. 2016, 307, 182–189. [Google Scholar] [CrossRef]
- Kochmański, P.; Nowacki, J. Activated gas nitriding of 17-4 PH stainless steel. Surf. Coat. Tech. 2006, 200, 6558–6562. [Google Scholar] [CrossRef]
- Liu, G.; Zou, B.; Huang, C.; Wang, X.; Wang, J.; Liu, Z. Tool damage and its effect on the machined surface roughness in high speed face milling the 17-4PH stainless steel. Int. J. Adv. Manuf. Tech. 2016, 83, 257–264. [Google Scholar] [CrossRef]
- Vengudusamy, B.; Grafl, A.; Novotny-Farkas, F.; Schimmel, T.; Adam, K. Tribological behaviour of antiwear additives used in hydraulic applications: Synergistic or antagonistic with other surface-active additives? Tribol. Int. 2013, 167, 199–210. [Google Scholar] [CrossRef]
- Maruda, R.W.; Krolczyk, G.M.; Niesłony, P.; Krolczyk, J.B.; Legutko, S. Chip formation zone analysis during the turning of austenitic stainless steel 316L under MQCL cooling condition. Procedia Eng. 2016, 149, 297–304. [Google Scholar] [CrossRef] [Green Version]
- Maruda, R.W.; Krolczyk, G.M.; Feldshtein, E.; Pusavec, F.; Szydlowski, M.; Legutko, S.; Sobczak-Kupiec, A. A study on droplets sizes, their distribution and heat exchange for minimum quantity cooling lubrication (MQCL). Int. J. Mach. Tools Manuf. 2016, 100, 81–92. [Google Scholar] [CrossRef]
- Wang, Y.; Zou, B.; Wang, J.; Wu, Y.; Huang, C. Effect of the progressive tool wear on surface topography and chip formation in micro-milling of Ti–6Al–4V using Ti(C7N3)-based cermet micro-mill. Tribol. Int. 2020, 141, 105900. [Google Scholar] [CrossRef]
- Statnikov, R.B.; Statnikov, A.R. The Parameter Space Investigation Method Toolkit; Artech House: Boston, MA, USA, 2011. [Google Scholar]
- Michailidis, N. Variations in the cutting performance of PVD-coated tools in milling Ti6Al4V, explained through temperature-dependent coating properties. Surf. Coat. Tech. 2016, 304, 325–329. [Google Scholar] [CrossRef]
- Bagaber, S.A.; Yusoff, A.R. Multi-objective optimization of cutting parameters to minimize power consumption in dry turning of stainless steel 316. J. Clean. Prod. 2017, 157, 30–46. [Google Scholar] [CrossRef] [Green Version]
- Grzesik, W. Advanced Machining Processes of Metallic Materials: Theory, Modelling and Applications, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2017. [Google Scholar]
- Kaynak, Y.; Lu, T.; Jawahir, I.S. Cryogenic Machining-induced Surface Integrity: A Review and Comparison with Dry, MQL, and Flood-cooled Machining. Mach. Sci. Technol. 2014, 18, 149–198. [Google Scholar] [CrossRef]
- Oczoś, K.E.; Liubimov, V. Struktura Geometryczna Powierzchni. Podstawy Klasyfikacji z Atlasem Charakterystycznych Powierzchni Kształtowych; Oficyna wydawnicza Politechniki Rzeszowskiej: Rzeszów, Poland, 2003. (In Polish) [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variables | Test Points Coordinates | ||||||
|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | |
| X1 | 0.5000 | 0.2500 | 0.7500 | 0.8750 | 0.3750 | 0.6250 | 0.1250 |
| X2 | 0.5000 | 0.7500 | 0.2500 | 0.6250 | 0.1250 | 0.3750 | 0.8750 |
| Dry Cutting |
| Sa = −0.6872 − 4.4729f + 0.0076Vc + 27.1238f2 − 0.0003fVc − 1.0873·10−5Vc2 |
| Sz = 8.0803 − 26.2563f + 0.014Vc + 129.25f2 + 0.0035fVc − 2.312(E − 5)Vc2 Sq = 0.0457 − 5.3189f + 0.0039Vc + 31.3739f2 + 0.0003fVc − 5.7246(E − 6)Vc2 |
| Wet Cutting |
| Sa = −1.7266 − 3.9803f + 0.0131Vc + 32.076f2 − 0.0136fVc − 1.2922E − 5Vc2 |
| Sz= −26.0225 − 70.2708f + 0.229Vc + 213.7683f2 + 0.0489fVc − 0.0003Vc2 Sq = −0.8632 − 2.0673f + 0.0079Vc + 30.6233f2 − 0.0168fVc − 4.7939(E − 6)Vc2 |
| MQL Cutting |
| Sa = 21.3533 − 7.3691f − 0.1275Vc + 233.9231f2 − 0.2742fVc + 0.0003Vc2 |
| Sz = 85.7288 − 602.4137f − 0.0937Vc + 1726.6324f 2 − 0.4679fVc + 0.0003Vc2 Sq = 8.0883 − 38.527f − 0.0372Vc + 318.9039f2 − 0.2655fVc + 0.0001Vc2 |
| MQL+EP Cutting |
| Sa = 17.8488 + 25.895f − 0.1264Vc + 163.9226f2 − 0.298fVc + 0.0003Vc2 |
| Sz = 26.4998 + 294.6575f − 0.2883Vc + 403.2388f2 − 1.4351fVc + 0.0009Vc2 Sq = 21.3113 + 30.0252f − 0.1502Vc + 195.6086f2 − 0.3528fVc + 0.0003Vc2 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Leksycki, K.; Feldshtein, E.; Królczyk, G.M.; Legutko, S. On the Chip Shaping and Surface Topography When Finish Cutting 17-4 PH Precipitation-Hardening Stainless Steel under Near-Dry Cutting Conditions. Materials 2020, 13, 2188. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13092188
Leksycki K, Feldshtein E, Królczyk GM, Legutko S. On the Chip Shaping and Surface Topography When Finish Cutting 17-4 PH Precipitation-Hardening Stainless Steel under Near-Dry Cutting Conditions. Materials. 2020; 13(9):2188. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13092188
Chicago/Turabian StyleLeksycki, Kamil, Eugene Feldshtein, Grzegorz M. Królczyk, and Stanisław Legutko. 2020. "On the Chip Shaping and Surface Topography When Finish Cutting 17-4 PH Precipitation-Hardening Stainless Steel under Near-Dry Cutting Conditions" Materials 13, no. 9: 2188. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13092188