
Influence of Alkali Treatment on the Microstructure and Mechanical Properties of Coir and Abaca Fibers

 ,
,  , , and
, , and 
Abstract
:1. Introduction
2. Materials and Methods
Alkalization
3. Results and Discussion
4. Conclusions
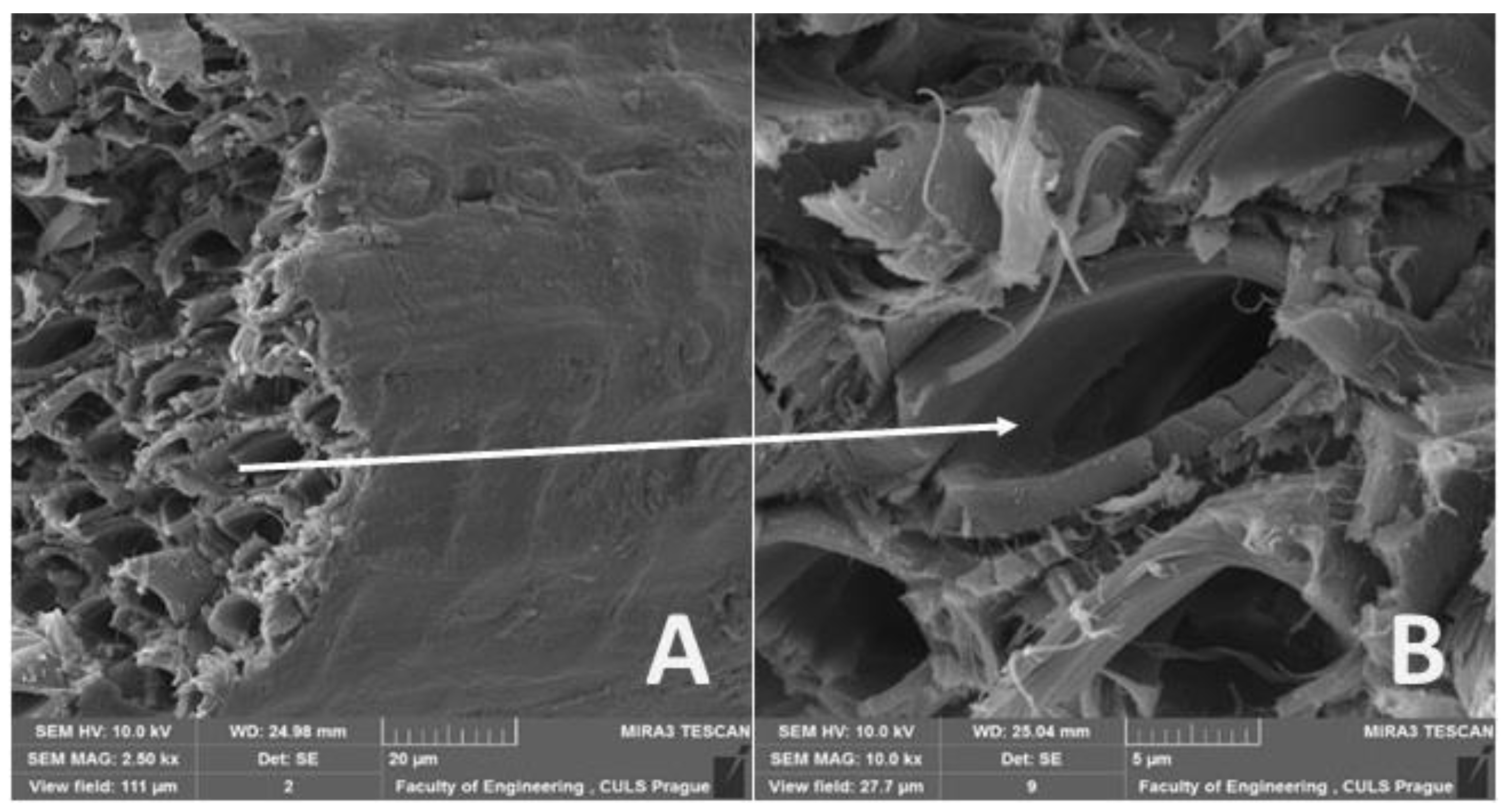
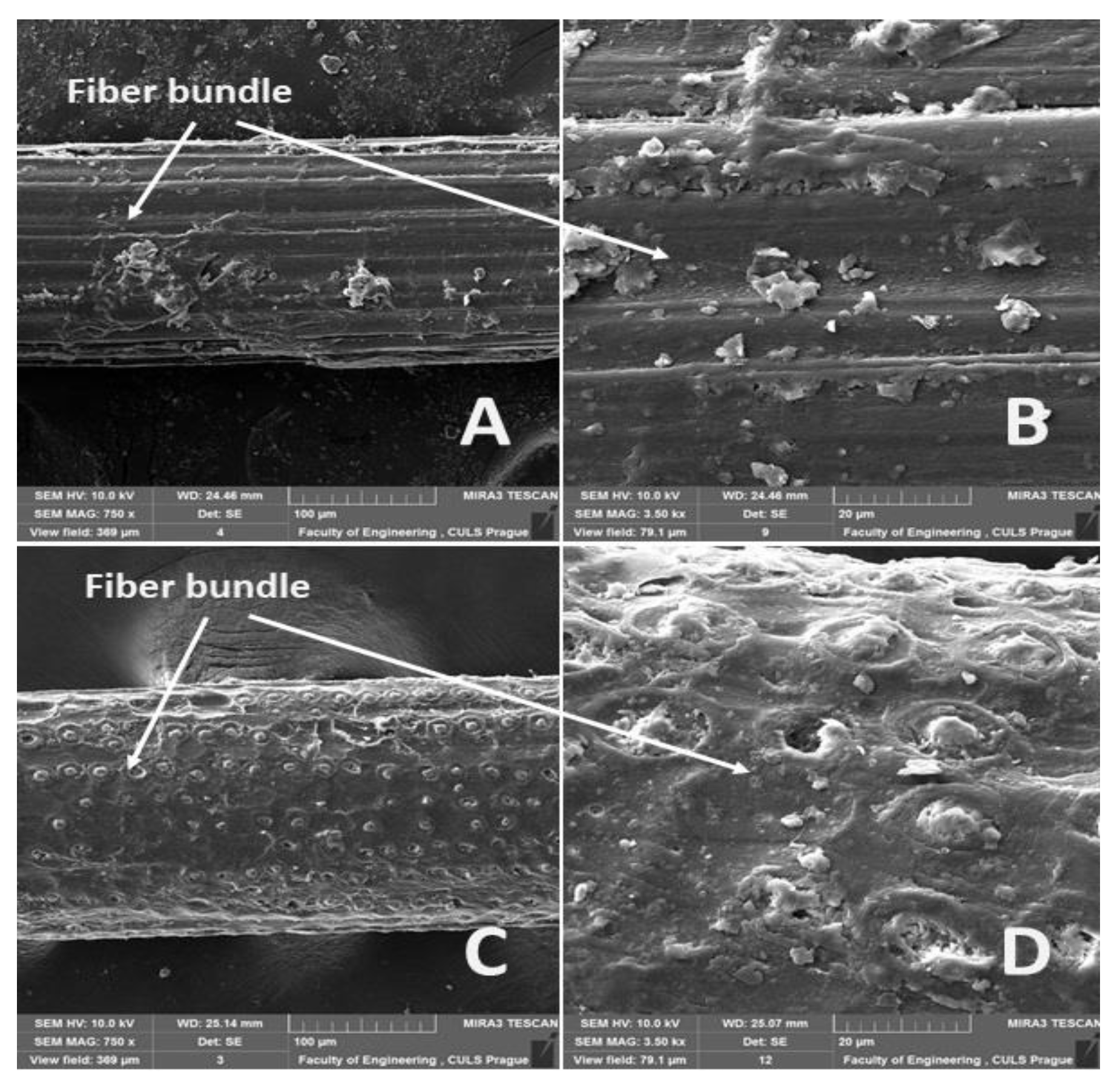
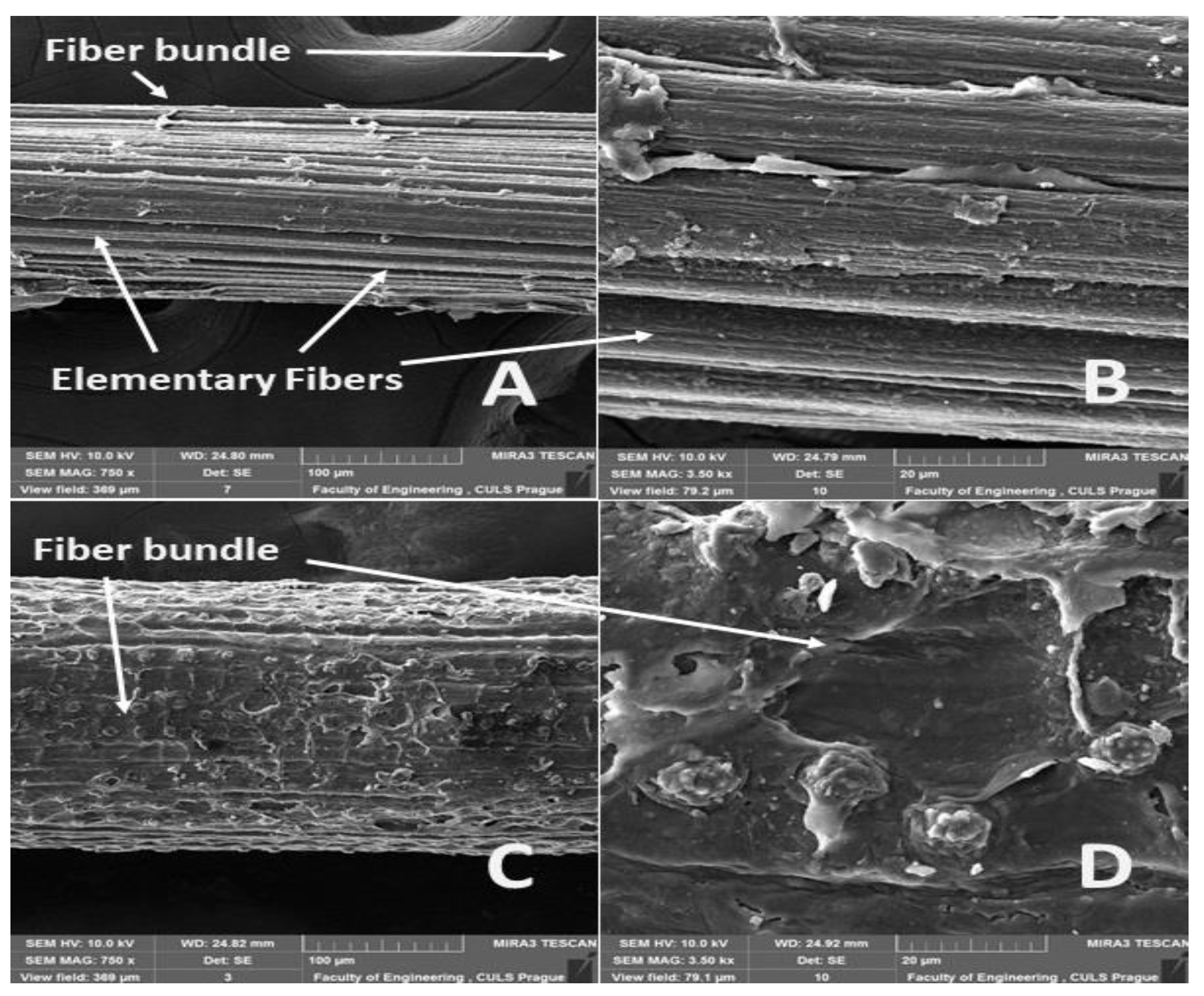
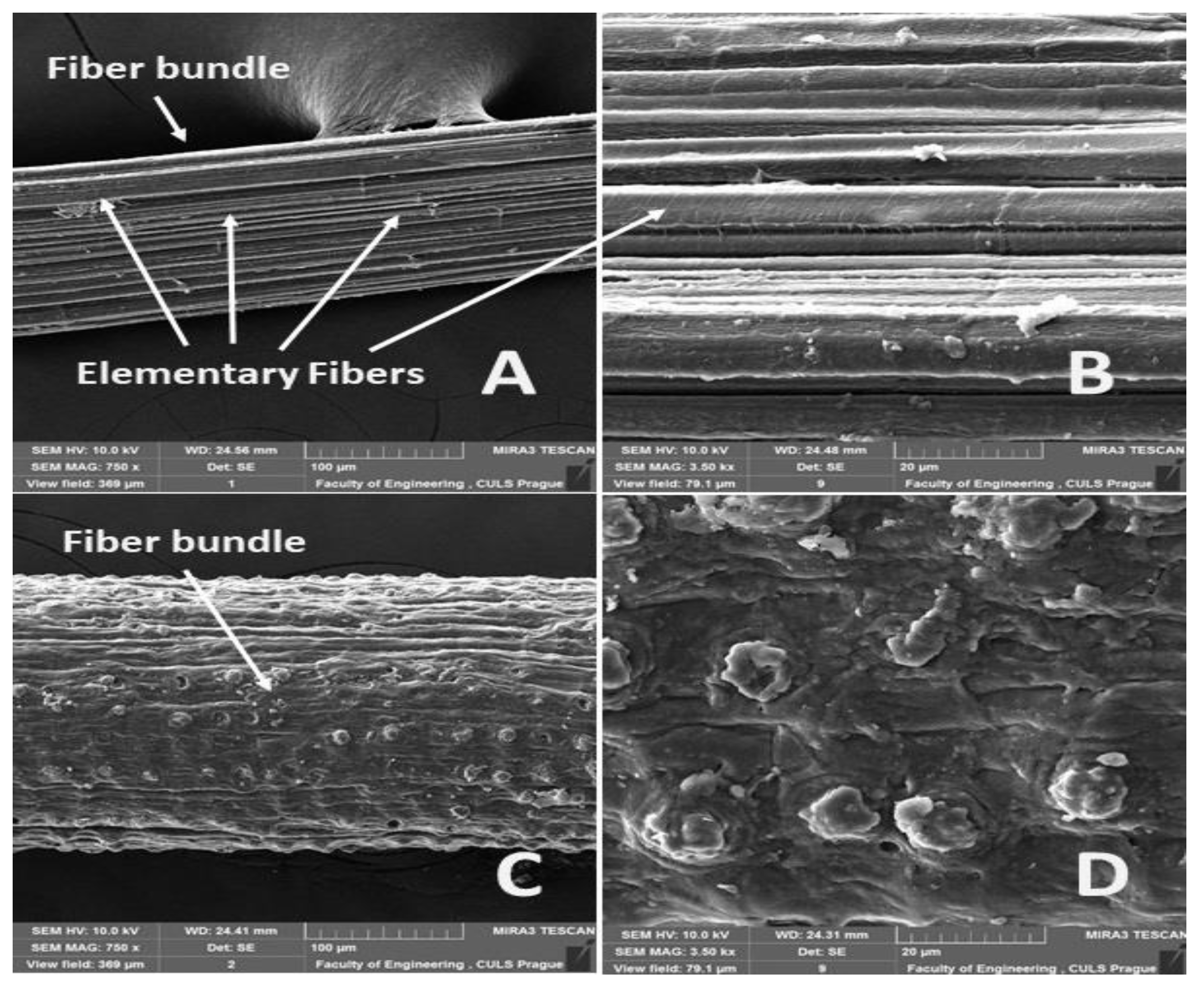
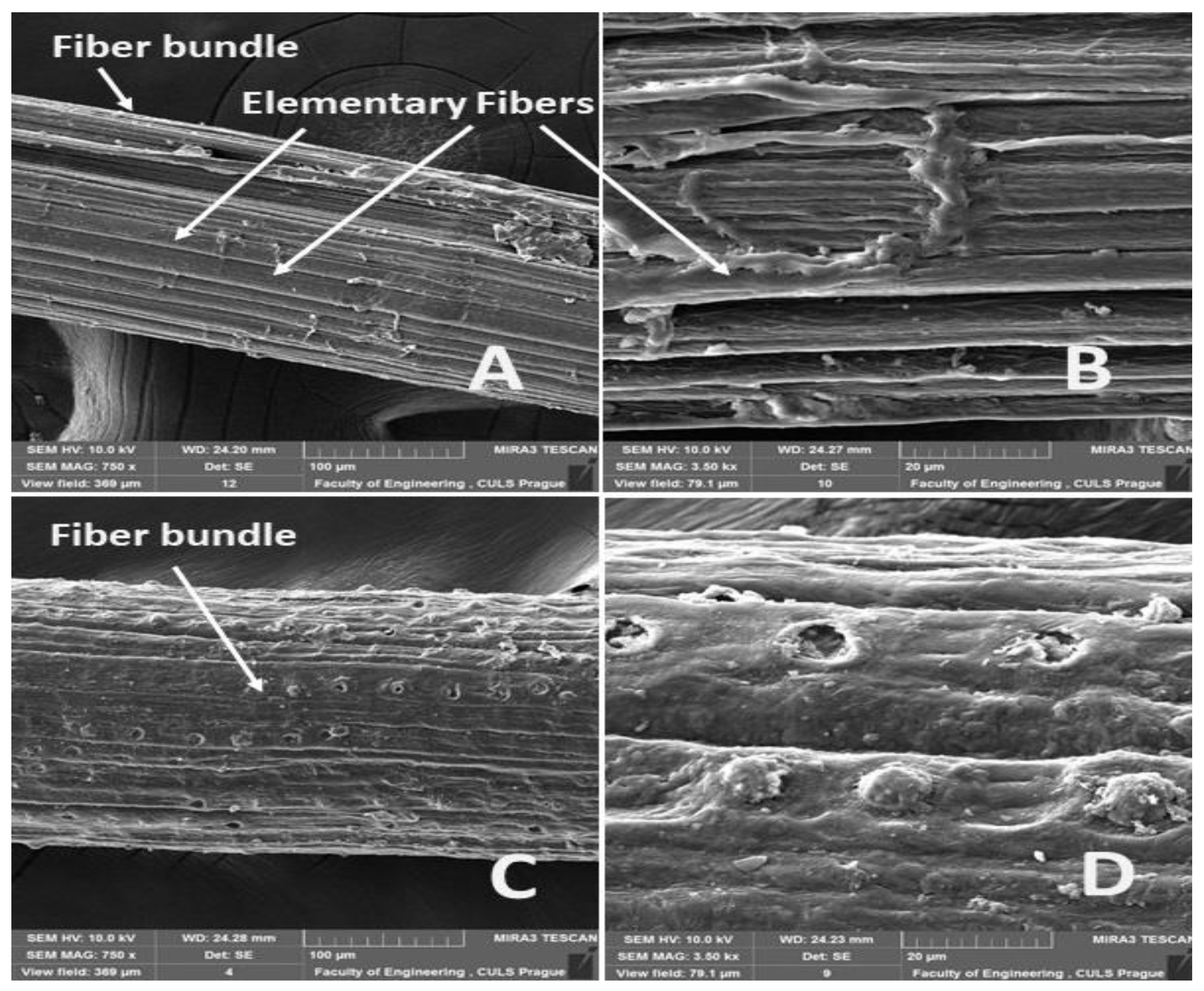
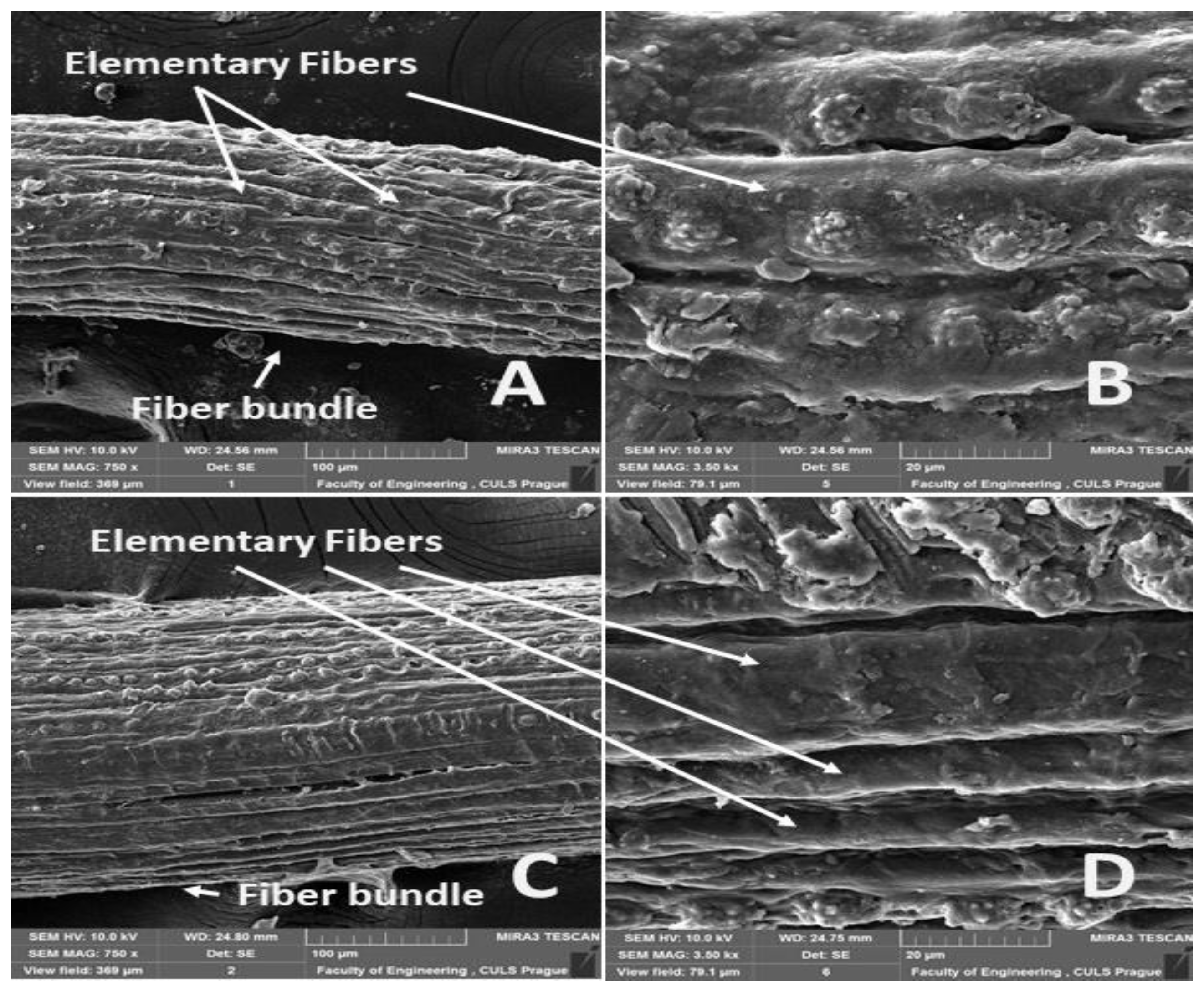
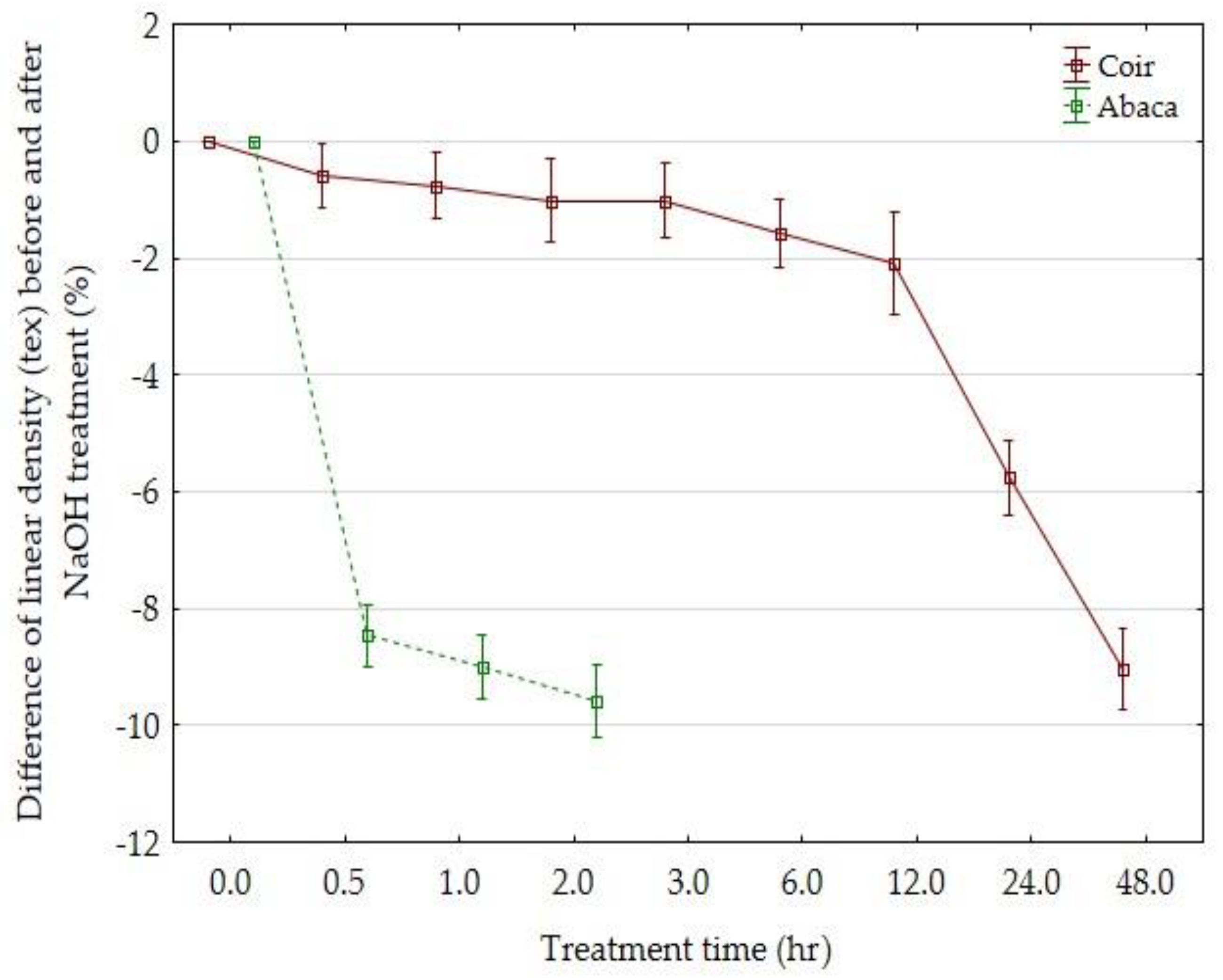
- Scanning Electron Microscopy (SEM) analysis defined the details of the surface and microstructure of coir and abaca fibers and showed that they do not have the same course of surface alkali treatment. Different time intervals had to be used to reach the optimal conditions of treatment, i.e., the optimal tensile properties. The alkali treatment had two effects: It roughened the fiber surface and gradually disintegrated the fiber bounds. These effects were considerably faster with abaca fibers.
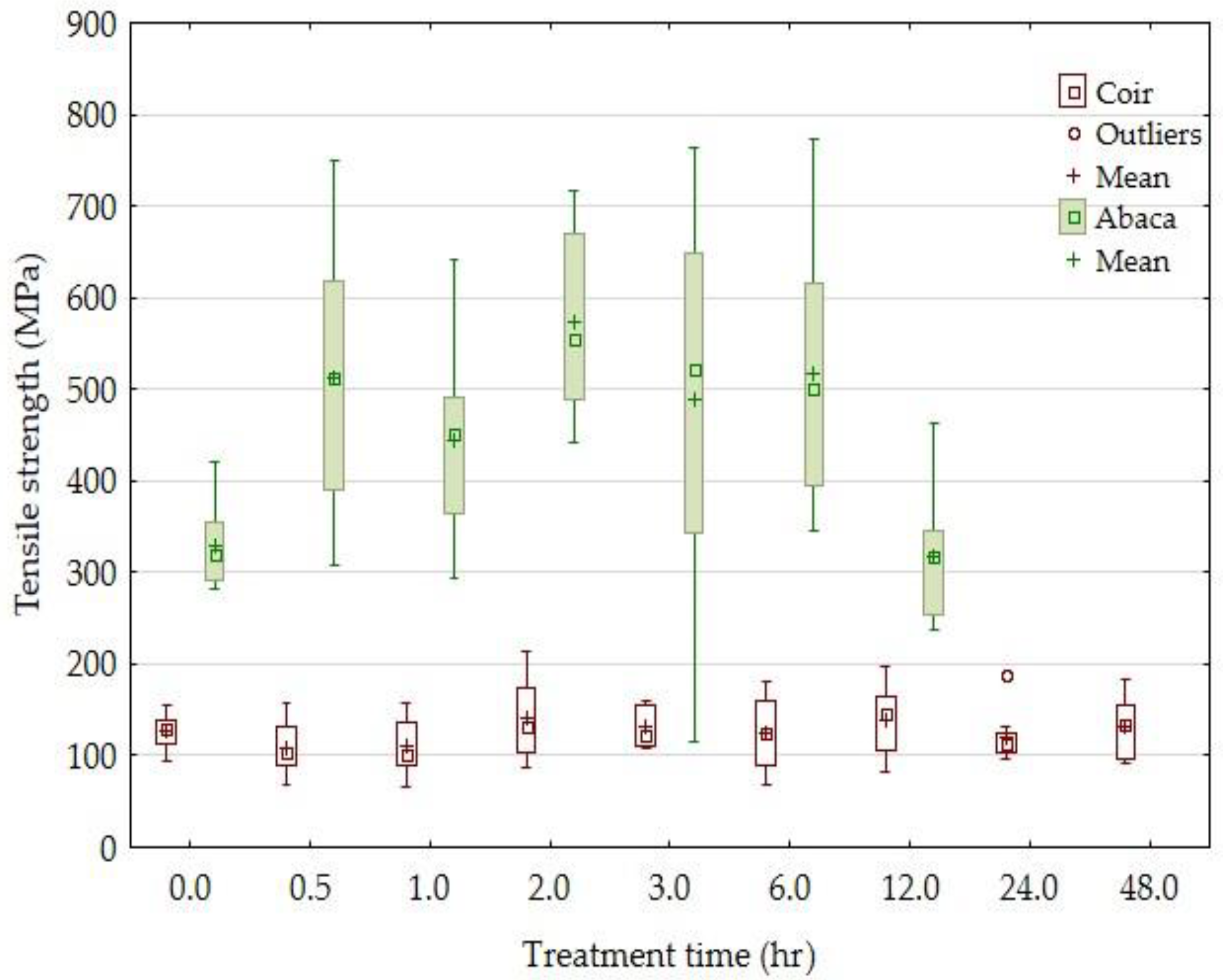
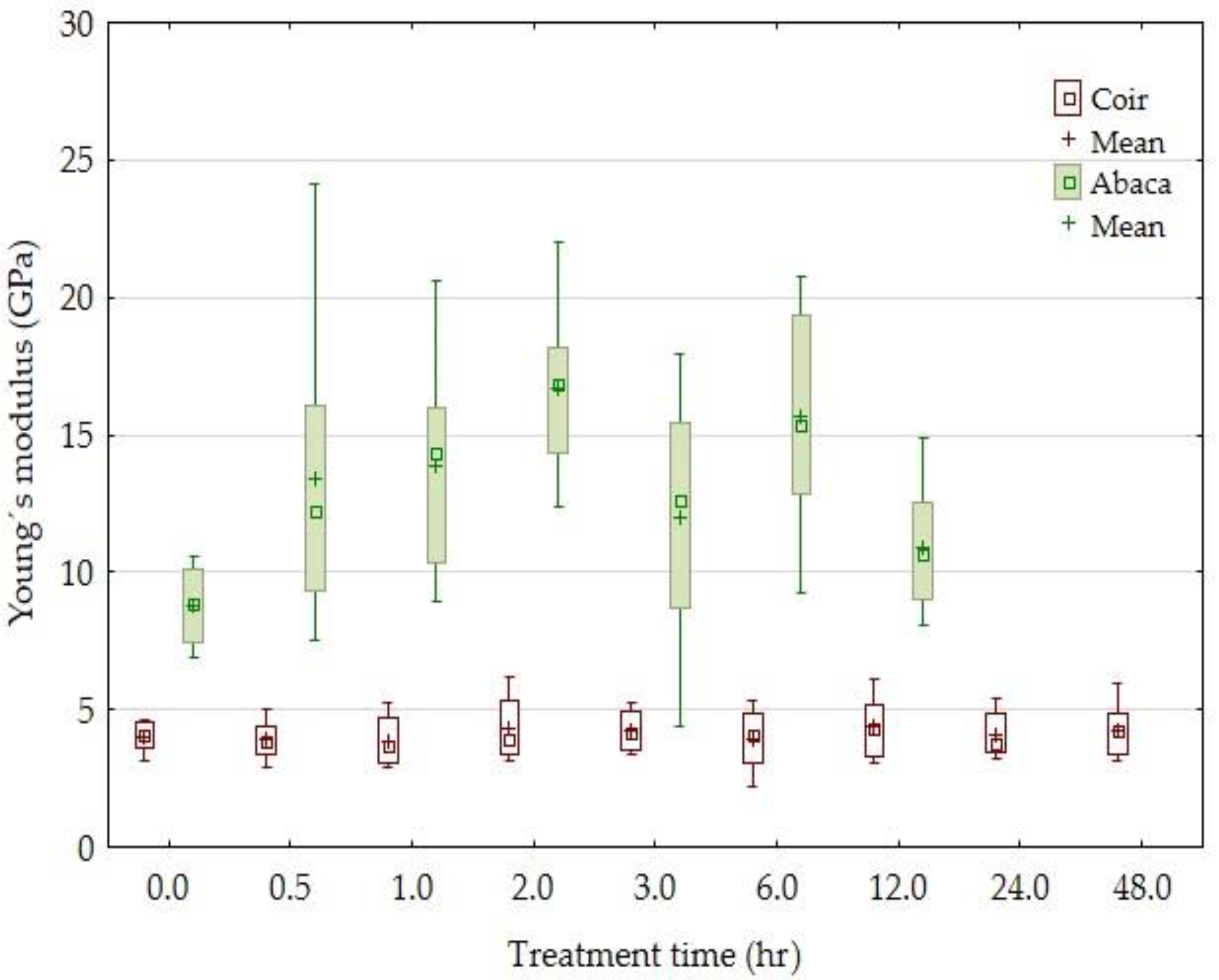
- The tensile properties of the abaca fibers changed owing to the alkali treatment. The Young’s modulus increased to 90%, and the tensile strength increased to 74% compared with the abaca fibers that were not alkali-treated. The results showed only mild changes in the Young’s modulus and the tensile strength of the coir fibers. The excessive, long-term action of NaOH solution alkali treatment caused a deterioration in the mechanical properties of individual fibers.
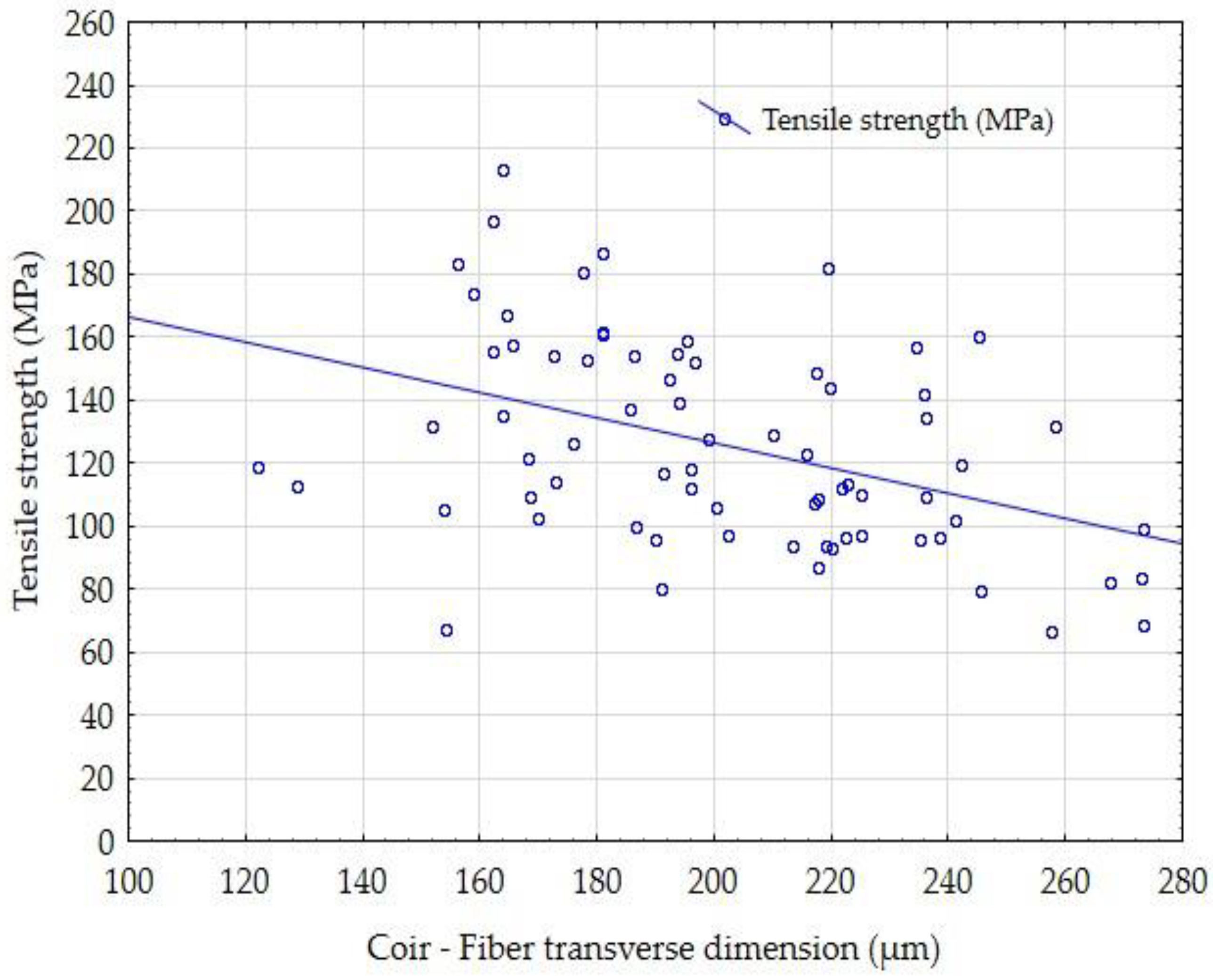
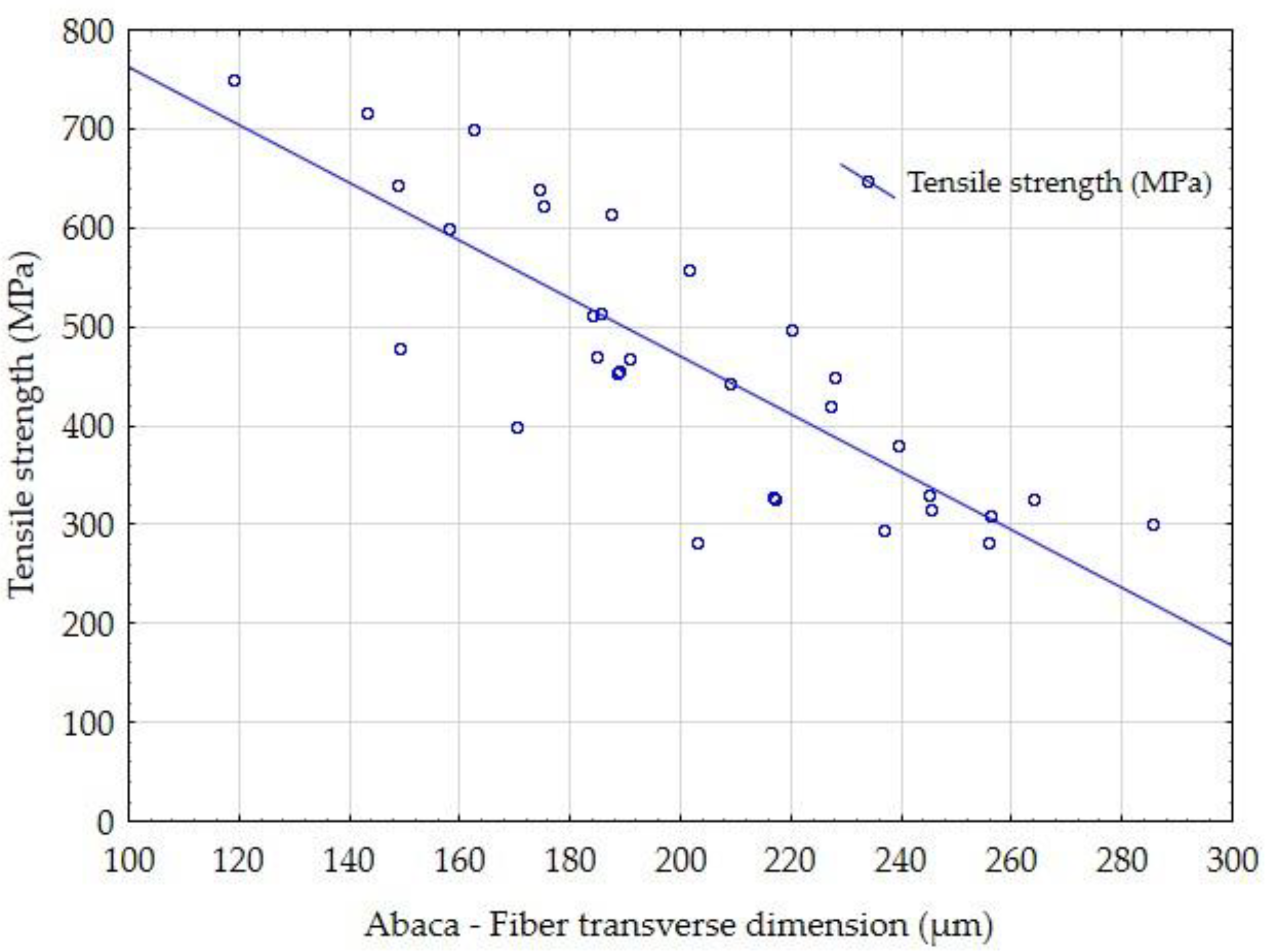
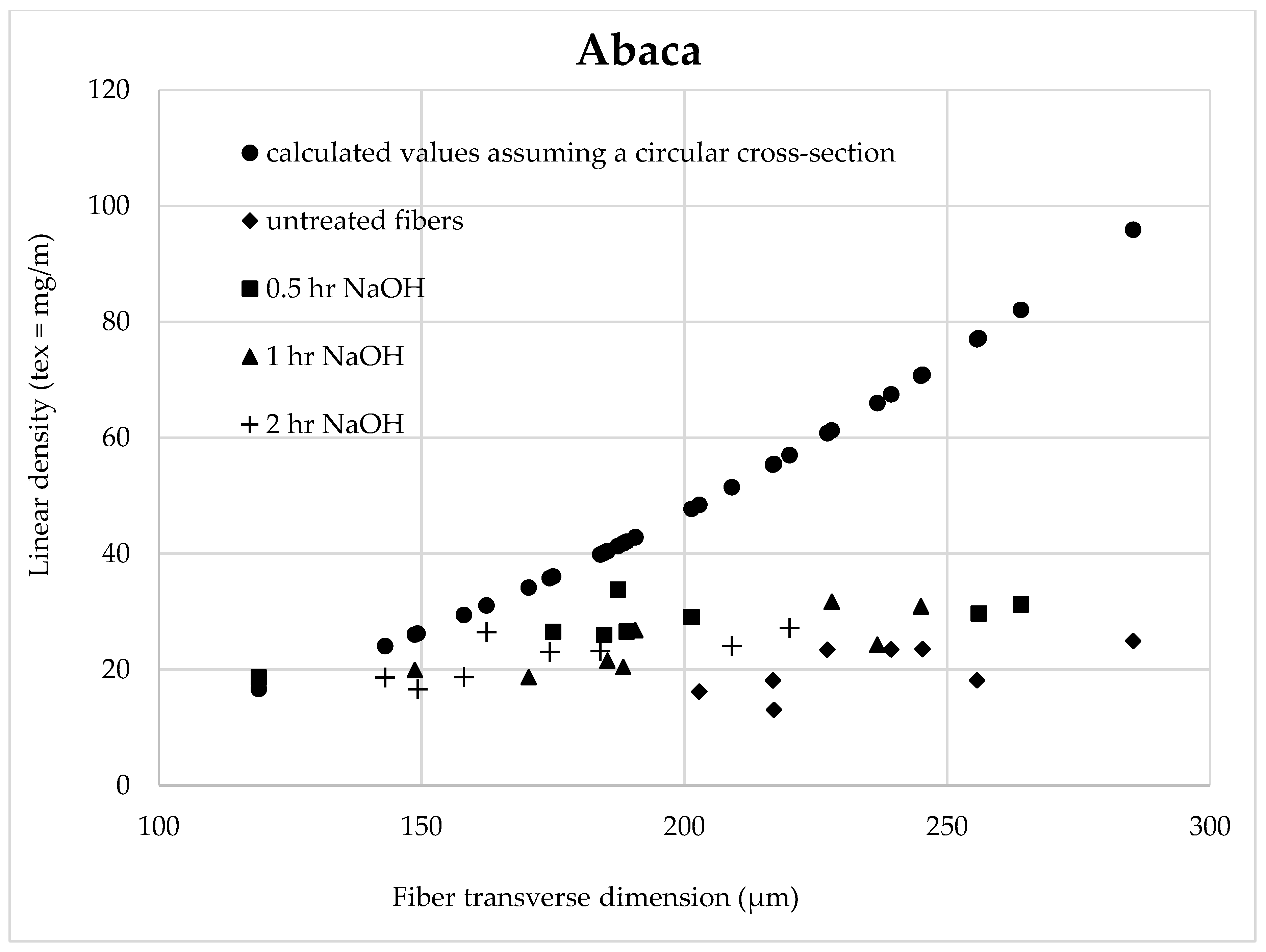
- The tensile strength decreased as the transverse dimension of the fibers increased, namely in the abaca fibers. The porosity of the tested fibers rose as the transverse dimension of fibers increased, and the mass of the material bearing the fiber diminished simultaneously.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Müller, M.; Valášek, P.; Kolář, V.; Šleger, V.; Kagan Gürdil, G.A.; Hromasová, M.; Hloch, S.; Moravec, J.; Pexa, M. Material utilization of cotton post-harvest line residues in polymeric composites. Polymers 2019, 11, 1106. [Google Scholar] [CrossRef] [Green Version]
- Müller, M.; Valášek, P.; Ruggiero, A. Strength characteristics of untreated short-fibre composites from the plant ensete ventricosum. BioResources 2017, 12, 255–269. [Google Scholar] [CrossRef] [Green Version]
- Bledzki, A.K.; Gassan, J. Composites reinforced with cellulose based fibres. Prog. Polym. Sci. 1999, 24, 221–274. [Google Scholar] [CrossRef]
- Agarwal, B.; Broutman, L.; Chandrashekhara, K. Analysis and Performance of Fiber Composites, 3rd ed.; Wiley: New Delhi, India, 2006; ISBN 978-81-265-3636-8. [Google Scholar]
- Wallenberger, F.T.; Bingham, P.A. Fiberglass and Glass Technology: Energy-Friendly Compositions and Applications; Springer: New York, NY, USA, 2010; ISBN 9781441907356. [Google Scholar]
- Bourmaud, A.; Beaugrand, J.; Shah, D.U.; Placet, V.; Baley, C. Towards the design of high-performance plant fibre composites. Prog. Mater. Sci. 2018, 97, 347–408. [Google Scholar] [CrossRef]
- Mylsamy, K.; Rajendran, I. Investigation on physio-chemical and mechanical properties of raw and alkali-treated Agave americana fiber. J. Reinf. Plast. Compos. 2010, 29, 2925–2935. [Google Scholar] [CrossRef]
- Franck, R. Bast and Other Plant Fibres; Woodhead Publishing: Cambridge, UK, 2005. [Google Scholar]
- Cai, M.; Takagi, H.; Nakagaito, A.N.; Katoh, M.; Ueki, T.; Waterhouse, G.I.N.; Li, Y. Influence of alkali treatment on internal microstructure and tensile properties of abaca fibers. Ind. Crops Prod. 2015, 65, 27–35. [Google Scholar] [CrossRef]
- Fuqua, M.A.; Huo, S.; Ulven, C.A. Natural fiber reinforced composites. Polym. Rev. 2012, 52, 259–320. [Google Scholar] [CrossRef]
- Kalia, S.; Kaith, B.S.; Kaur, I. Pretreatments of natural fibers and their application as reinforcing material in polymer composites—A review. Polym. Eng. Sci. 2009, 49, 1253–1272. [Google Scholar] [CrossRef]
- Edeerozey, A.M.M.; Akil, H.M.; Azhar, A.B.; Ariffin, M.I.Z. Chemical modification of kenaf fibers. Mater. Lett. 2007, 61, 2023–2025. [Google Scholar] [CrossRef]
- Rao, M.M.; Rao, K.M. Extraction and tensile properties of natural fibers: Vakka, date and bamboo. Compos. Struct. 2007, 77, 288–295. [Google Scholar] [CrossRef]
- De Andrade Silva, F.; Chawla, N.; de Toledo Filho, R.D. Tensile behavior of high performance natural (sisal) fibers. Compos. Sci. Technol. 2008, 68, 3438–3443. [Google Scholar] [CrossRef]
- Herrera-Franco, P.; Valadez, A. A study of the mechanical properties of short natural-fiber reinforced composites. Compos. Part B Eng. 2005, 36, 597–608. [Google Scholar] [CrossRef]
- Mathura, N.; Cree, D. Characterization and mechanical property of Trinidad coir fibers. J. Appl. Polym. Sci. 2016, 133, 43692. [Google Scholar] [CrossRef]
- Satyanarayana, K.G.; Pillai, C.K.S.; Sukumaran, K.; Pillai, S.G.K.; Rohatgi, P.K.; Vijayan, K. Structure property studies of fibres from various parts of the coconut tree. J. Mater. Sci. 1982, 17, 2453–2462. [Google Scholar] [CrossRef]
- Shibata, M.; Ozawa, K.; Teramoto, N.; Yosomiya, R.; Takeishi, H. Biocomposites made from short abaca fiber and biodegradable polyesters. Macromol. Mater. Eng. 2003, 288, 35–43. [Google Scholar] [CrossRef]
- Symington, M.C.; Banks, W.M.; West, O.D.; Pethrick, R.A. Tensile testing of cellulose based natural fibers for structural composite applications. J. Compos. Mater. 2009, 43, 1083–1108. [Google Scholar] [CrossRef] [Green Version]
- John, M.J.; Anandjiwala, R.D. Recent developments in chemical modification and characterization of natural fiber-reinforced composites. Polym. Compos. 2008, 29, 187–207. [Google Scholar] [CrossRef]
- Savastano, H.; Agopyan, V.; Nolasco, A.M.; Pimentel, L. Plant fibre reinforced cement components for roofing. Constr. Build. Mater. 1999, 13, 433–438. [Google Scholar] [CrossRef]
- Munawar, S.S.; Umemura, K.; Kawai, S. Characterization of the morphological, physical, and mechanical properties of seven nonwood plant fiber bundles. J. Wood Sci. 2007, 53, 108–113. [Google Scholar] [CrossRef]
- Yan, L.; Chouw, N.; Huang, L.; Kasal, B. Effect of alkali treatment on microstructure and mechanical properties of coir fibres, coir fibre reinforced-polymer composites and reinforced-cementitious composites. Constr. Build. Mater. 2016, 112, 168–182. [Google Scholar] [CrossRef]
- Kelly, A. Concise Encyclopedia of Composite Materials; Elsevier: Amsterdam, The Netherlands, 1994; ISBN 978-0-08-042300-5. [Google Scholar]
- Nam, T.H.; Ogihara, S.; Tung, N.H.; Kobayashi, S. Effect of alkali treatment on interfacial and mechanical properties of coir fiber reinforced poly(butylene succinate) biodegradable composites. Compos. Part B Eng. 2011, 42, 1648–1656. [Google Scholar] [CrossRef]
- Richter, S.; Stromann, K.; Müssig, J. Abacá (Musa textilis) grades and their properties—A study of reproducible fibre characterization and a critical evaluation of existing grading systems. Ind. Crops Prod. 2013, 42, 601–612. [Google Scholar] [CrossRef]
- Li, X.; Tabil, L.G.; Panigrahi, S. Chemical treatments of natural fiber for use in natural fiber-reinforced composites: A review. J. Polym. Environ. 2007, 15, 25–33. [Google Scholar] [CrossRef]
- Prasad, S.V.; Pavithran, C.; Rohatgi, P.K. Alkali treatment of coir fibres for coir-polyester composites. J. Mater. Sci. 1983, 18, 1443–1454. [Google Scholar] [CrossRef]
- Rahman, M.M.; Khan, M.A. Surface treatment of coir (Cocos nucifera) fibers and its influence on the fibers’ physico-mechanical properties. Compos. Sci. Technol. 2007, 67, 2369–2376. [Google Scholar] [CrossRef]
- Sreekala, M.S.; Kumaran, M.G.; Joseph, S.; Jacob, M.; Thomas, S. Oil palm fibre reinforced phenol formaldehyde composites: Influence of fibre surface modifications on the mechanical performance. Appl. Compos. Mater. 2000, 7, 295–329. [Google Scholar] [CrossRef]
- Thomas, S.; Woh, Y.K.; Wang, R.; Goh, K.L. Probing the hydrophilicity of coir fibres: Analysis of the mechanical properties of single coir fibres. Procedia Eng. 2017, 200, 206–212. [Google Scholar] [CrossRef]
- Alawar, A.; Hamed, A.M.; Al-Kaabi, K. Characterization of treated date palm tree fiber as composite reinforcement. Compos. Part B Eng. 2009, 40, 601–606. [Google Scholar] [CrossRef]
- Cai, M.; Takagi, H.; Nakagaito, A.N.; Li, Y.; Waterhouse, G.I.N. Effect of alkali treatment on interfacial bonding in abaca fiber-reinforced composites. Compos. Part A Appl. Sci. Manuf. 2016, 90, 589–597. [Google Scholar] [CrossRef]
- Nitta, Y.; Goda, K.; Noda, J.; Lee, W., II. Cross-sectional area evaluation and tensile properties of alkali-treated kenaf fibres. Compos. Part A Appl. Sci. Manuf. 2013, 49, 132–138. [Google Scholar] [CrossRef]
- Sghaier, S.; Zbidi, F.; Zidi, M. Characterization of Doum Palm Fibers After Chemical Treatment. Text. Res. J. 2009, 79, 1108–1114. [Google Scholar] [CrossRef]
- Nechwatal, A.; Mieck, K.P.; Reußmann, T. Developments in the characterization of natural fibre properties and in the use of natural fibres for composites. Compos. Sci. Technol. 2003, 63, 1273–1279. [Google Scholar] [CrossRef]
- Haag, K.; Müssig, J. Scatter in tensile properties of flax fibre bundles: Influence of determination and calculation of the cross-sectional area. J. Mater. Sci. 2016, 51, 7907–7917. [Google Scholar] [CrossRef]
- Valášek, P.; D’Amato, R.; Müller, M.; Ruggiero, A. Mechanical properties and abrasive wear of white/brown coir epoxy composites. Compos. Part B Eng. 2018, 146, 88–97. [Google Scholar] [CrossRef]
- Valášek, P.; Ruggiero, A.; Müller, M. Experimental description of strength and tribological characteristic of EFB oil palm fibres/epoxy composites with technologically undemanding preparation. Compos. Part B Eng. 2017, 122, 79–88. [Google Scholar] [CrossRef]
- Valášek, P.; Müller, M.; Šleger, V. Influence of plasma treatment on mechanical properties of cellulose-based fibres and their interfacial interaction in composite systems. BioResources 2017, 12, 5449–5461. [Google Scholar] [CrossRef]
- Monteiro, S.N.; Margem, F.M.; Guimarães Santafé Júnior, H.P.; de Souza Martins, L.B.; Oliveira, M.P. Correlation between the diameter and the density of coir fiber using the weibull statistic methodology. Mater. Sci. Forum 2014, 775–776, 266–271. [Google Scholar] [CrossRef]
- George, J.; Sreekala, M.S.; Thomas, S. A review on interface modification and characterization of natural fiber reinforced plastic composites. Polym. Eng. Sci. 2001, 41, 1471–1485. [Google Scholar] [CrossRef]
- Kabir, M.M.; Wang, H.; Lau, K.T.; Cardona, F. Chemical treatments on plant-based natural fibre reinforced polymer composites: An overview. Compos. Part B Eng. 2012, 43, 2883–2892. [Google Scholar] [CrossRef]
- Bunsell, A.R. Handbook of Tensile Properties of Textile and Technical Fibres; Elsevier Science & Technology: Kent, UK, 2009; ISBN 9781845696801. [Google Scholar]
- Morton, W.E.; Hearle, J.W.S. Physical Properties of Textile Fibres, 4th ed.; Woodhead Publishing: Cambridge, UK, 2008; ISBN 978-1-84569-220-9. [Google Scholar]
- Negawo, T.A.; Polat, Y.; Buyuknalcaci, F.N.; Kilic, A.; Saba, N.; Jawaid, M. Mechanical, morphological, structural and dynamic mechanical properties of alkali treated Ensete stem fibers reinforced unsaturated polyester composites. Compos. Struct. 2019, 207, 589–597. [Google Scholar] [CrossRef]
- Yilmaz, N.D. Effect of chemical extraction parameters on corn husk fibres characteristics. Indian J. Fibre Text. Res. 2013, 38, 29–34. [Google Scholar]
- Abdel-Halim, E.S.; El-Rafie, M.H.; Kohler, R. Surface characterization of differently pretreated flax fibers and their application in fiber-reinforced composites. Polym. Plast. Technol. Eng. 2008, 47, 58–65. [Google Scholar] [CrossRef]
- Boopathi, L.; Sampath, P.S.; Mylsamy, K. Investigation of physical, chemical and mechanical properties of raw and alkali treated Borassus fruit fiber. Compos. Part B Eng. 2012, 43, 3044–3052. [Google Scholar] [CrossRef]
- Ray, D.; Sarkar, B.K.; Rana, A.K.; Bose, N.R. Effect of alkali treated jute fibres on composite properties. Bull. Mater. Sci. 2001, 24, 129–135. [Google Scholar] [CrossRef]
- Vigneswaran, C.; Jayapriya, J. Effect on physical characteristics of jute fibres with cellulase and specific mixed enzyme systems. J. Text. Inst. 2010, 101, 506–513. [Google Scholar] [CrossRef]
- Reddy, N.; Yang, Y. Properties and potential applications of natural cellulose fibers from the bark of cotton stalks. Bioresour. Technol. 2009, 100, 3563–3569. [Google Scholar] [CrossRef]
- Rout, J.; Misra, M.; Tripathy, S.S.; Nayak, S.K.; Mohanty, A.K. The influence of fibre treatment of the performance of coir-polyester composites. Compos. Sci. Technol. 2001, 61, 1303–1310. [Google Scholar] [CrossRef]
- Müssig, J. Industrial Applications of Natural Fibres: Structure, Properties and Technical Applications; Müssig, J., Ed.; John Wiley & Sons, Ltd.: Chichester, UK, 2010; ISBN 9780470695081. [Google Scholar]
- Cyras, V.P.; Vallo, C.; Kenny, J.M.; Vázquez, A. Effect of chemical treatment on the mechanical properties of starch-based blends reinforced with sisal fibre. J. Compos. Mater. 2004, 38, 1387–1399. [Google Scholar]
- Joseph, P.V.; Joseph, K.; Thomas, S. Short sisal fiber reinforced polypropylene composites: The role of interface modification on ultimate properties. Compos. Interfaces 2002, 9, 171–205. [Google Scholar] [CrossRef]
- Herlina Sari, N.; Wardana, I.N.G.; Irawan, Y.S.; Siswanto, E. Characterization of the Chemical, Physical, and Mechanical Properties of NaOH-treated Natural Cellulosic Fibers from Corn Husks. J. Nat. Fibers 2018, 15, 545–558. [Google Scholar] [CrossRef]
- Militký, J. Textilní Vlákna: Klasická a Speciální; Technická Univerzita v Liberci, Fakulta Textilní: Liberec, Czech, 2012; ISBN 978-80-7372-844-1. [Google Scholar]
- International Organization for Standardization. ČSN EN ISO 5079, Textiles—Fibres—Determination of Breaking Force and Elongation at Break of Individual Fibres; Czech Standardization Institute: Prague, Czech, 1997. [Google Scholar]
- Kolář, V.; Müller, M.; Mishra, R.; Rudawska, A.; Šleger, V.; Tichý, M.; Hromasová, M.; Valášek, P. Quasi-static tests of hybrid adhesive bonds based on biological reinforcement in the form of eggshell microparticles. Polymers 2020, 12, 1391. [Google Scholar] [CrossRef] [PubMed]
- Jamshaid, H.; Mishra, R.; Basra, S.; Rajput, A.W.; Hassan, T.; Petru, M.; Choteborsky, R.; Muller, M. Lignocellulosic Natural Fiber Reinforced Bisphenol F Epoxy Based Bio-composites: Characterization of Mechanical Electrical Performance. J. Nat. Fibers 2020. [Google Scholar] [CrossRef]
- Valadez-Gonzalez, A.; Cervantes-Uc, J.M.; Olayo, R.; Herrera-Franco, P. Effect of fiber surface treatment on the fiber-matrix bond strength of natural fiber reinforced composites. Compos. Part B Eng. 1999, 30, 309–320. [Google Scholar] [CrossRef]
- Monteiro, S.N.; Terrones, L.A.H.; D’Almeida, J.R.M. Mechanical performance of coir fiber/polyester composites. Polym. Test. 2008, 27, 591–595. [Google Scholar] [CrossRef]
- Bledzki, A.K.; Mamun, A.A.; Jaszkiewicz, A.; Erdmann, K. Polypropylene composites with enzyme modified abaca fibre. Compos. Sci. Technol. 2010, 70, 854–860. [Google Scholar] [CrossRef]
- Fu, S.-Y.; Feng, X.-Q.; Lauke, B.; Mai, Y.-W. Effects of particle size, particle/matrix interface adhesion and particle loading on mechanical properties of particulate–polymer composites. Compos. Part B Eng. 2008, 39, 933–961. [Google Scholar] [CrossRef]
- Liu, K.; Takagi, H.; Yang, Z. Dependence of tensile properties of abaca fiber fragments and its unidirectional composites on the fragment height in the fiber stem. Compos. Part A Appl. Sci. Manuf. 2013, 45, 14–22. [Google Scholar] [CrossRef]
- Gassan, J.; Bledzki, A.K. Possibilities for improving the mechanical properties of jute/epoxy composites by alkali treatment of fibres. Compos. Sci. Technol. 1999, 59, 1303–1309. [Google Scholar] [CrossRef]
- Parre, A.; Karthikeyan, B.; Balaji, A.; Udhayasankar, R. Investigation of chemical, thermal and morphological properties of untreated and NaOH treated banana fiber. Mater. Today Proc. 2020, 22, 347–352. [Google Scholar] [CrossRef]
- Kathirselvam, M.; Kumaravel, A.; Arthanarieswaran, V.P.; Saravanakumar, S.S. Characterization of cellulose fibers in Thespesia populnea barks: Influence of alkali treatment. Carbohydr. Polym. 2019, 217, 178–189. [Google Scholar] [CrossRef]
- Senthamaraikannan, P.; Kathiresan, M. Characterization of raw and alkali treated new natural cellulosic fiber from Coccinia grandis.L. Carbohydr. Polym. 2018, 186, 332–343. [Google Scholar] [CrossRef] [PubMed]
- Ben Sghaier, A.E.O.; Chaabouni, Y.; Msahli, S.; Sakli, F. Morphological and crystalline characterization of NaOH and NaOCl treated Agave americana L. fiber. Ind. Crops Prod. 2012, 36, 257–266. [Google Scholar] [CrossRef]
- Mizera, C.; Herak, D.; Hrabe, P.; Muller, M.; Kabutey, A. Mechanical Behavior of Ensete ventricosum Fiber Under Tension Loading. J. Nat. Fibers 2017, 14, 287–296. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fiber Type | Tensile Strength (MPa) | Breaking Force (N) | Young’s Modulus (GPa) | Elongation at Break (%) |
|---|---|---|---|---|
| Abaca (parameter p) | 0.0015 | 0.0193 | 0.0021 | 0.0056 |
| Coir (parameter p) | 0.5210 | 0.9599 | 0.9529 | 0.0000 |
| Coir | Abaca |
|---|---|
| δ = −0.4012 × Tt + 206.68 | δ = −2.9178 × Tt + 1053.8 |
| Treatment Time | Coir | Abaca |
|---|---|---|
| Untreated | T = 0.1450 × Ftd − 1.4440 | T = 0.1072 × Ftd − 5.1974 |
| 0.5 | T = 0.1120 × Ftd − 1.3320 | T = 0.0716 × Ftd − 13.581 |
| 1.0 | T = 0.1508 × Ftd − 0.3257 | T = 0.1181 × Ftd − 0.7763 |
| 2.0 | T = 0.1820 × Ftd − 0.8572 | T = 0.1037 × Ftd − 4.1013 |
| 3.0 | T = 0.2645 × Ftd − 19.324 | – |
| 6.0 | T = 0.0760 × Ftd − 20.320 | – |
| 12.0 | T = 0.2137 × Ftd − 4.8349 | – |
| 24.0 | T = 0.1810 × Ftd − 1.3526 | – |
| 48.0 | T = 0.1031 × Ftd − 14.277 | – |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Valášek, P.; Müller, M.; Šleger, V.; Kolář, V.; Hromasová, M.; D’Amato, R.; Ruggiero, A. Influence of Alkali Treatment on the Microstructure and Mechanical Properties of Coir and Abaca Fibers. Materials 2021, 14, 2636. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14102636
Valášek P, Müller M, Šleger V, Kolář V, Hromasová M, D’Amato R, Ruggiero A. Influence of Alkali Treatment on the Microstructure and Mechanical Properties of Coir and Abaca Fibers. Materials. 2021; 14(10):2636. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14102636
Chicago/Turabian StyleValášek, Petr, Miroslav Müller, Vladimír Šleger, Viktor Kolář, Monika Hromasová, Roberto D’Amato, and Alessandro Ruggiero. 2021. "Influence of Alkali Treatment on the Microstructure and Mechanical Properties of Coir and Abaca Fibers" Materials 14, no. 10: 2636. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14102636