
Stretch Formability of an AZ61 Alloy Plate Prepared by Multi-Pass Friction Stir Processing


Abstract
:1. Introduction
2. Materials and Methods
3. Results
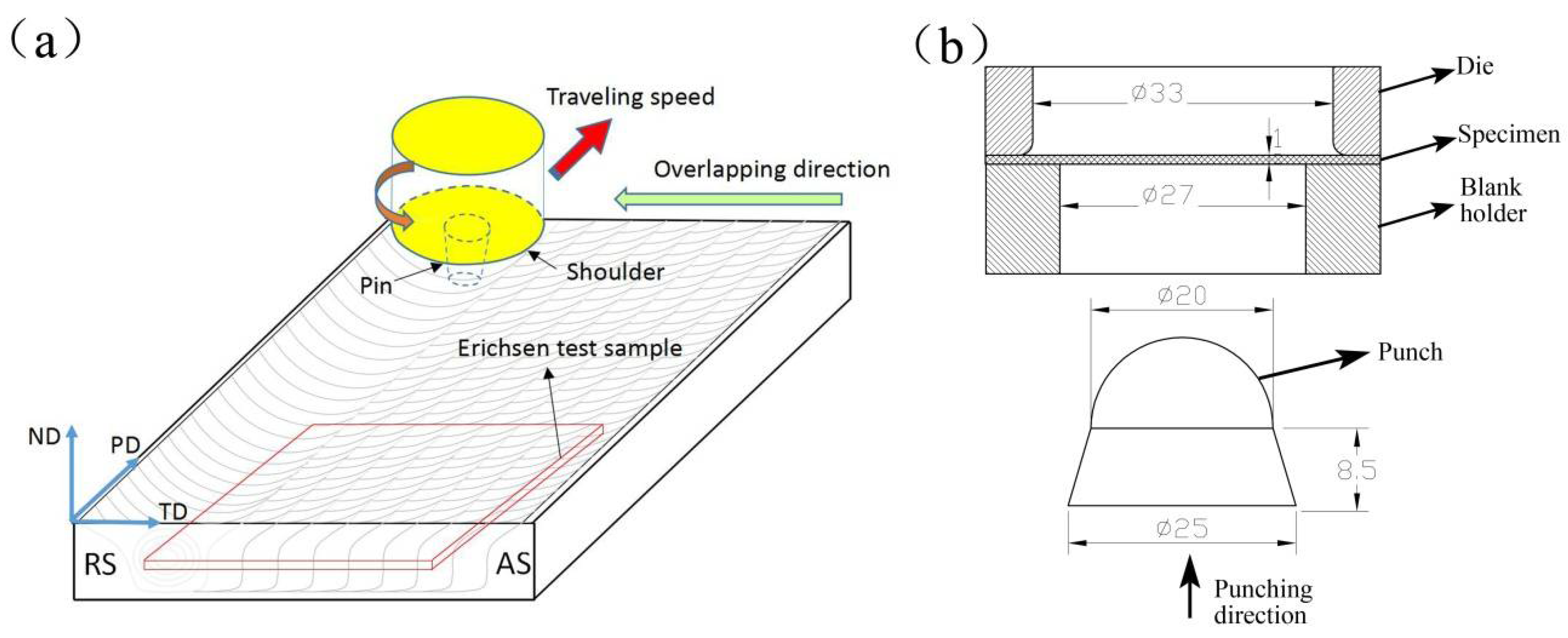
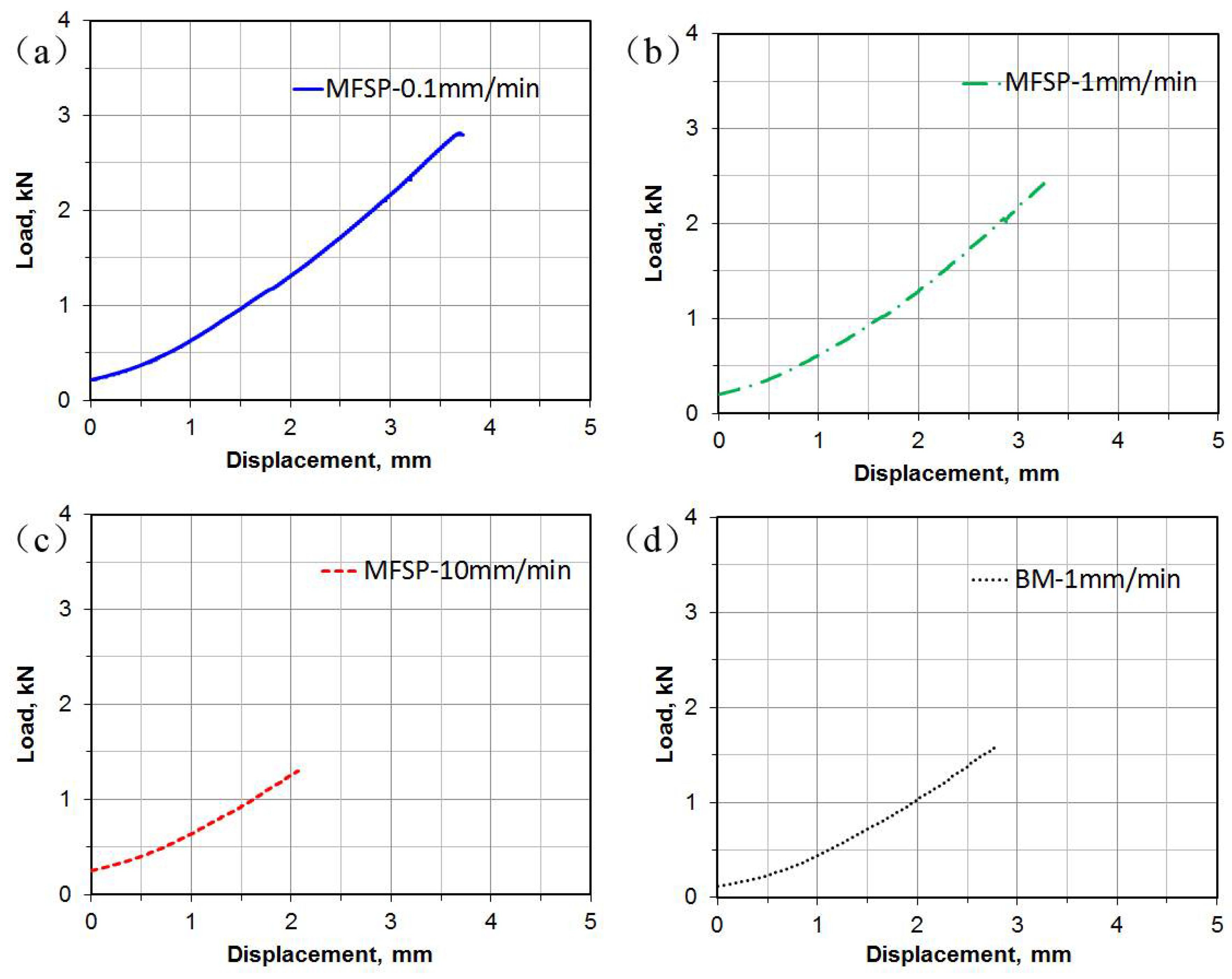
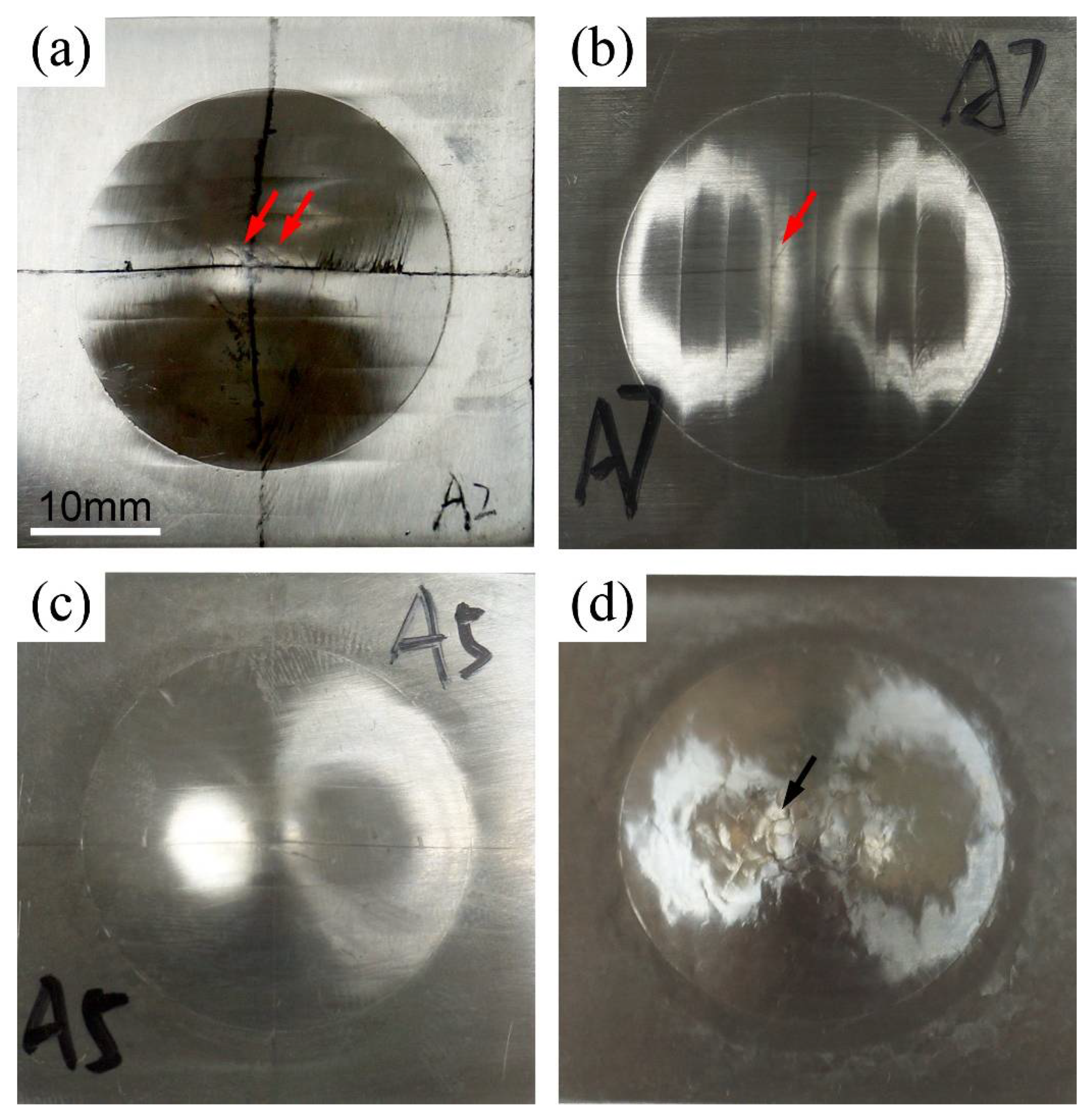
3.1. Stretch Formability of Multi-Pass Friction Stir Processing (M-FSP) AZ61 Plate
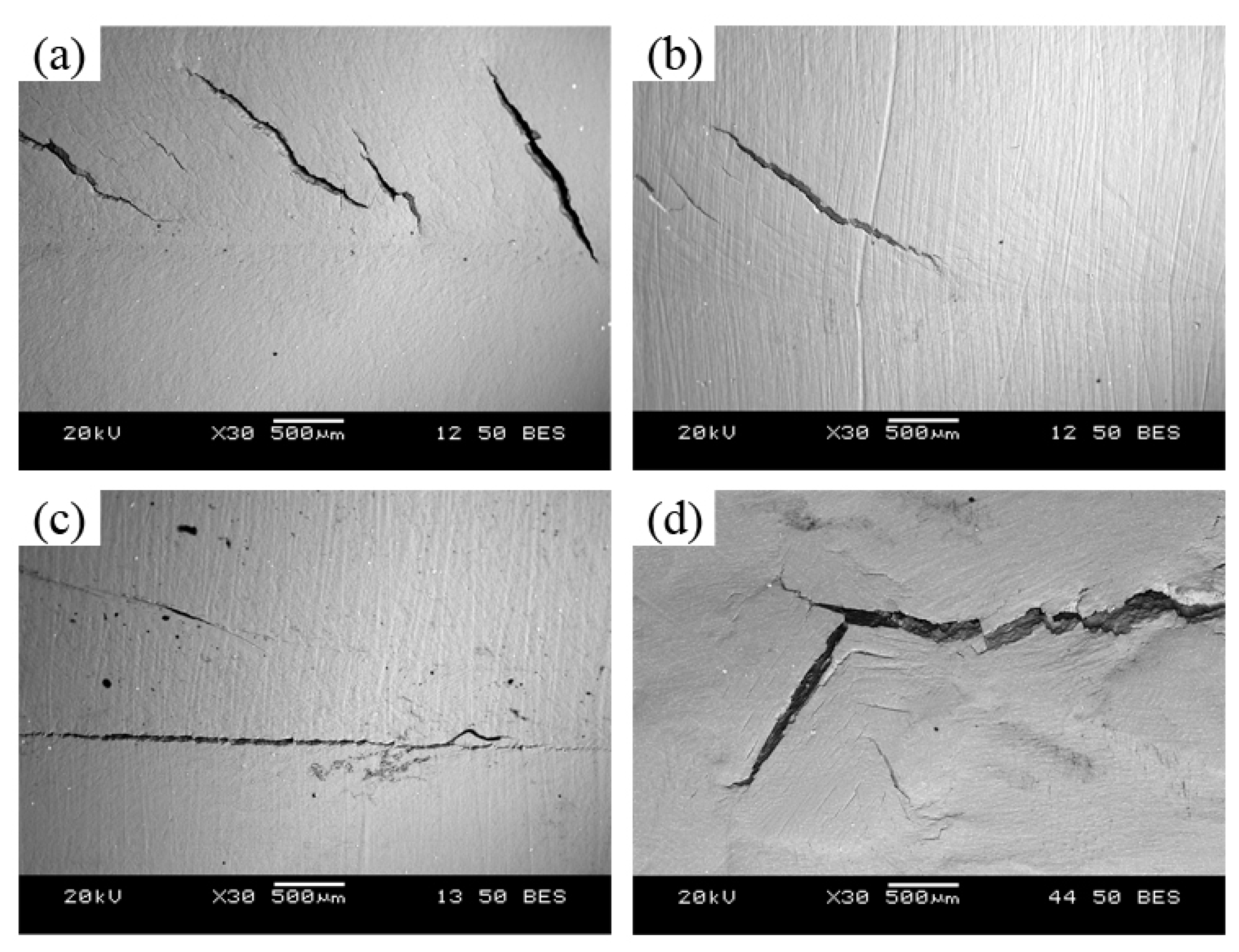
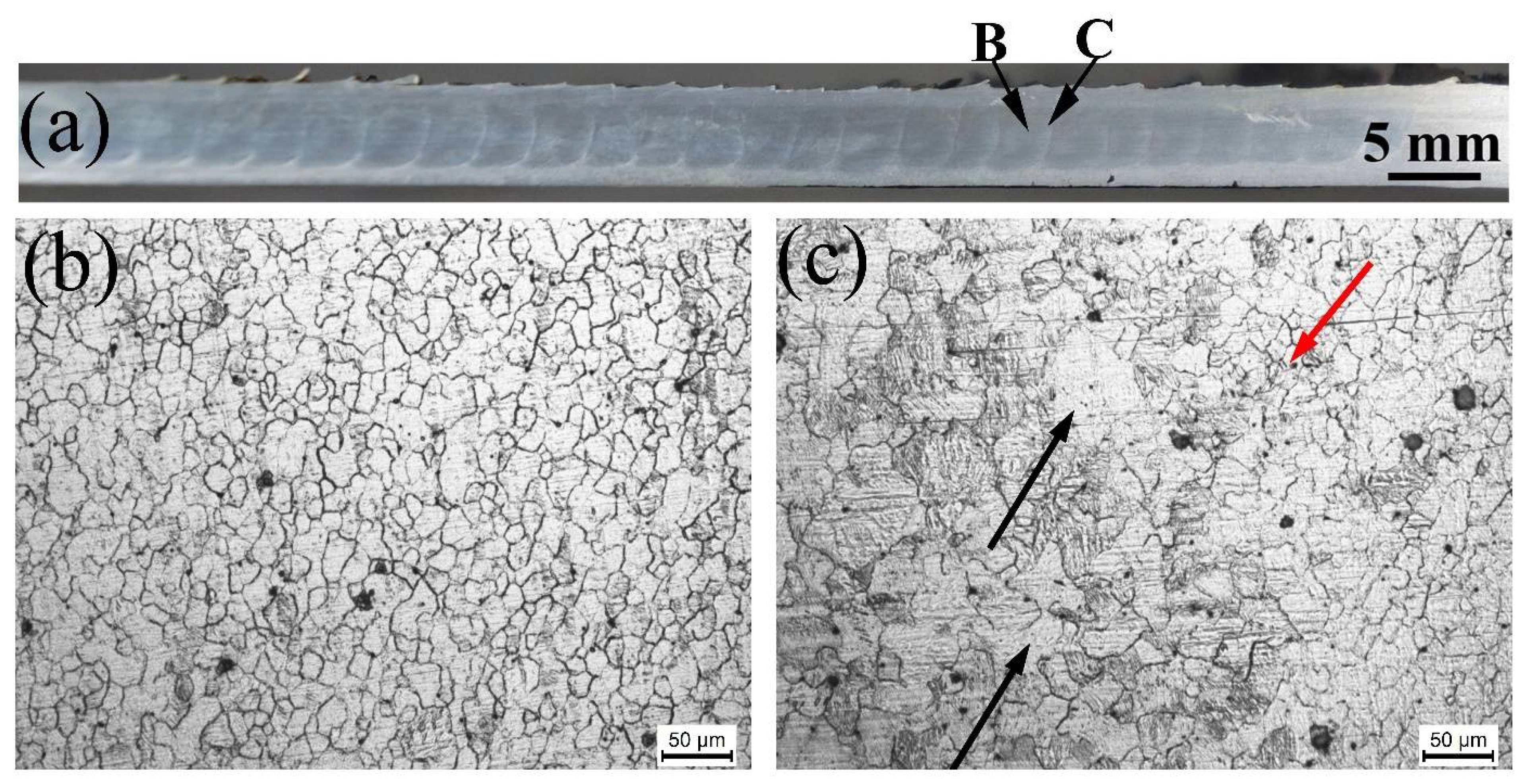
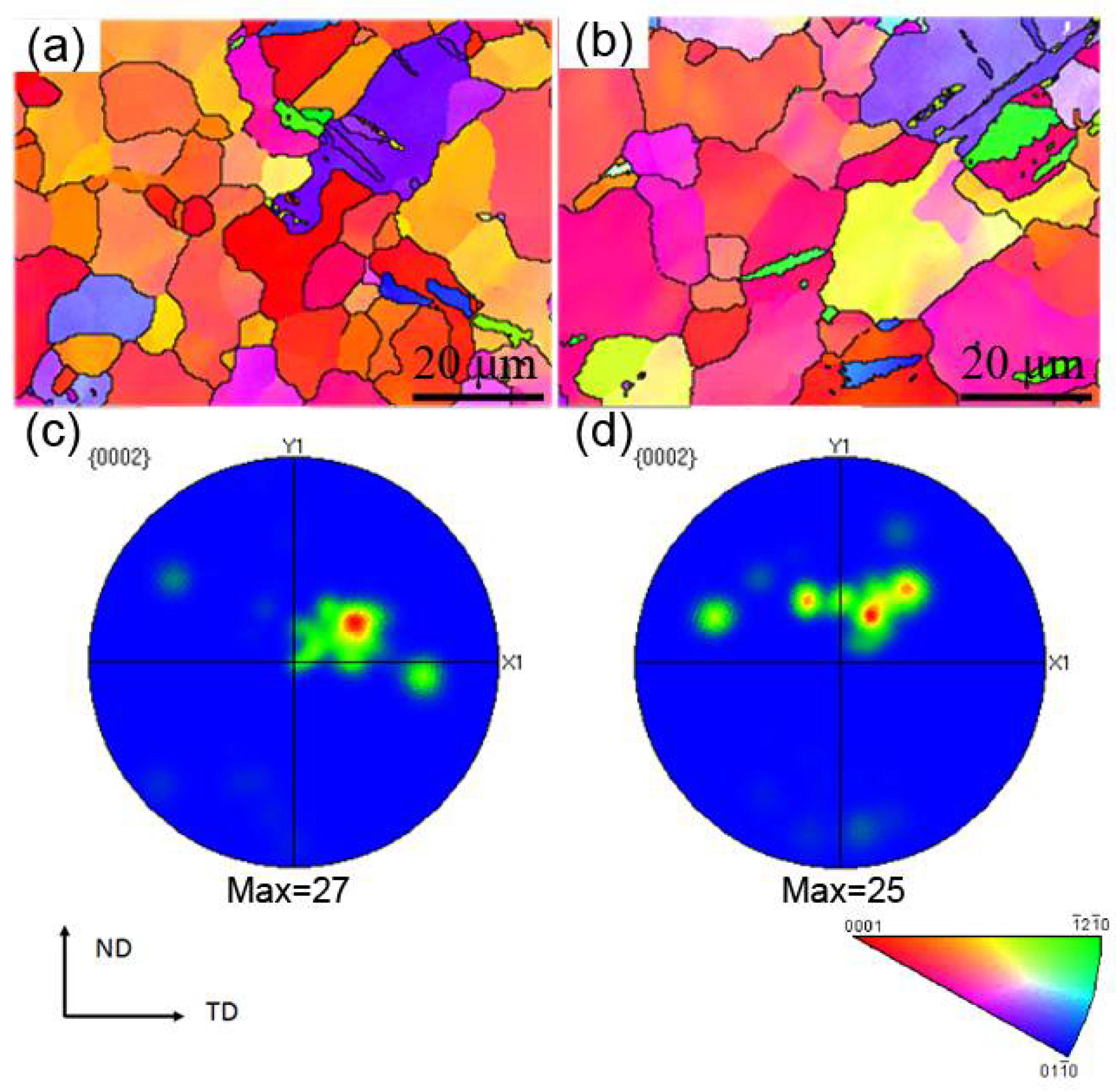
3.2. Microstructural Evolution
4. Discussion
4.1. Stretch Formability of the M-FSP AZ61 Alloy Plate
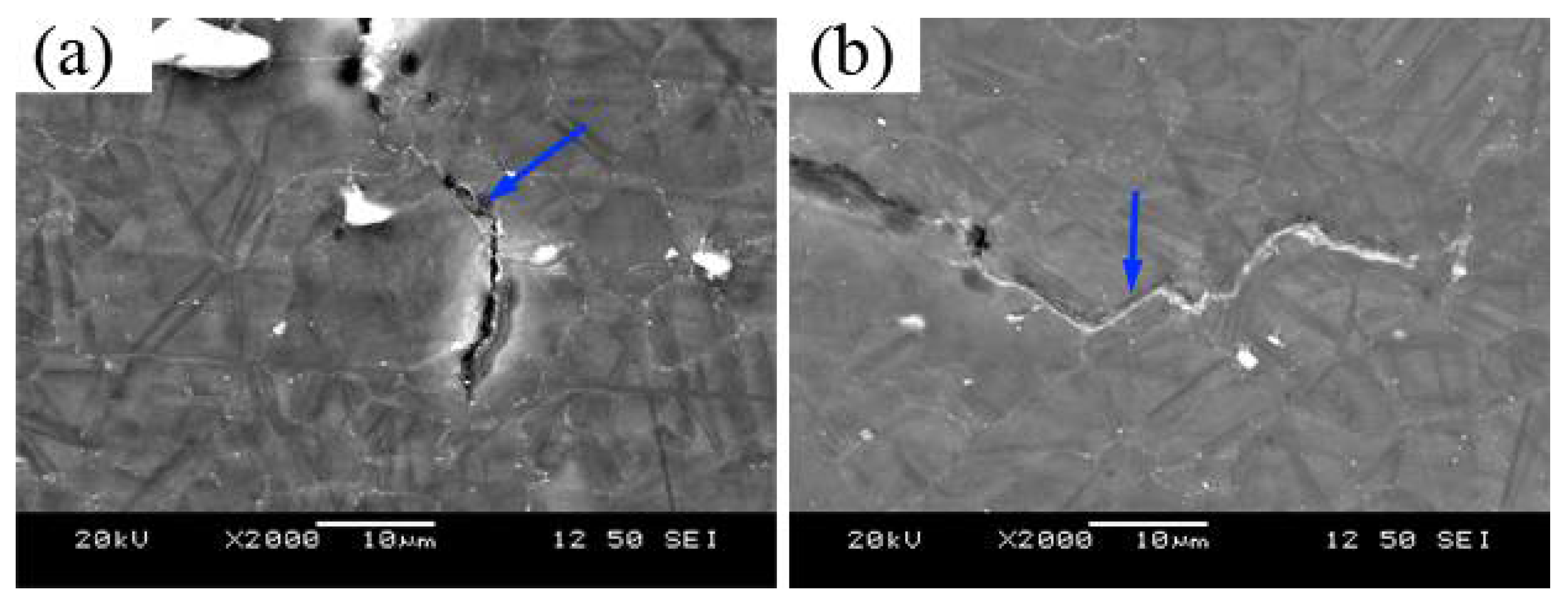
4.2. Effect of Extension Twinning on the Stretch Formability of M-FSP Plate
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bhattacharya, R.; Wynne, B.P. Hot working and crystallographic texture analysis of magnesium AZ alloys. Mater. Sci. Technol. 2011, 27, 461–477. [Google Scholar] [CrossRef]
- Kojima, Y.; Aizawa, T.; Higashi, K.; Kamado, S. Automotive applications of magnesium and its alloys. Mater. Sci. Forum 2003, 419–422, 67–74. [Google Scholar] [CrossRef]
- Estrin, Y.; Vinogradov, A. Extreme grain refinement by severe plastic deformation: A wealth of challenging science. Acta Mater. 2013, 61, 782–817. [Google Scholar] [CrossRef]
- Wang, H.Y.; Yu, Z.P.; Zhang, L.; Liu, C.G.; Zha, M.; Wang, C.; Jiang, Q.C. Achieving high strength and high ductility in magnesium alloy using hard-plate rolling (HPR) process. Sci. Rep. 2015, 5, 1–9. [Google Scholar] [CrossRef] [Green Version]
- Chino, Y.; Iwasaki, H.; Mabuchi, M. Stretch formability of AZ31 Mg alloy sheets at different testing temperatures. Mater. Sci. Eng. A 2007, 466, 90–95. [Google Scholar] [CrossRef]
- Huang, X.; Suzuki, K.; Chino, Y.; Mabuchi, M. Texture and stretch formability of AZ61 and AM60 magnesium alloy sheets processed by high-temperature rolling. J. Alloys Compd. 2015, 632, 94–102. [Google Scholar] [CrossRef]
- Gerlich, A.P. Critical assessment: Friction stir processing, potential, and problems. Mater. Sci. Technol. 2017, 33, 1139–1144. [Google Scholar] [CrossRef]
- Peng, J.; Zhang, Z.; Liu, Z.; Li, Y.; Guo, P.; Zhou, W.; Wu, Y. The effect of texture and grain size on improving the mechanical properties of Mg-Al-Zn alloys by friction stir processing. Sci. Rep. 2018, 8, 4196–4204. [Google Scholar] [CrossRef] [Green Version]
- Wang, Y.N.; Chang, C.I.; Lee, C.J.; Lin, H.K.; Huang, J.C. Texture and weak grain size dependence in friction stir processed Mg-Al-Zn alloy. Scr. Mater. 2006, 55, 637–640. [Google Scholar] [CrossRef]
- del Valle, J.A.; Rey, P.; Gesto, D.; Verdera, D.; Jiménez, J.A.; Ruano, O.A. Mechanical properties of ultra-fine grained AZ91 magnesium alloy processed by friction stir processing. Mater. Sci. Eng. A 2015. [Google Scholar] [CrossRef] [Green Version]
- Wang, W.; Han, P.; Peng, P.; Zhang, T.; Liu, Q.; Yuan, S.N.; Huang, L.Y.; Yu, H.L.; Qiao, K.; Wang, K.S. Friction stir processing of magnesium alloys: A review. Acta Metall. Sin. Lett. 2020, 33, 43–57. [Google Scholar] [CrossRef] [Green Version]
- Darras, B.; Kishta, E. Submerged friction stir processing of AZ31 Magnesium alloy. Mater. Des. 2013, 47, 133–137. [Google Scholar] [CrossRef]
- Nakata, K.; Kim, Y.G.; Fujii, H.; Tsumura, T.; Komazaki, T. Improvement of mechanical properties of aluminum die casting alloy by multi-pass friction stir processing. Mater. Sci. Eng. A 2006, 437, 274–280. [Google Scholar] [CrossRef]
- Ramesh, K.N.; Pradeep, S.; Pancholi, V. Multipass friction-stir processing and its effect on mechanical properties of aluminum alloy 5086. Met. Mater. Soc. ASM Int. 2012, 43A, 4311–4319. [Google Scholar] [CrossRef]
- Gandra, J.; Miranda, R.M.; Vilaça, P. Effect of overlapping direction in multipass friction stir processing. Mater. Sci. Eng. A 2011, 528, 5592–5599. [Google Scholar] [CrossRef]
- Sato, Y.S.; Park, S.H.C.; Matsunaga, A.; Honda, A.; Kokawa, H. Novel production for highly formable Mg alloy plate. J. Mater. Sci. 2005, 40, 637–642. [Google Scholar] [CrossRef]
- Alavi Nia, A.; Omidvar, H.; Nourbakhsh, S.H. Effects of an overlapping multi-pass friction stir process and rapid cooling on the mechanical properties and microstructure of AZ31 magnesium alloy. Mater. Des. 2014, 58. [Google Scholar] [CrossRef]
- Dutta, A.; Charit, I.; Johannes, L.B.; Mishra, R.S. Deep cup forming by superplastic punch stretching of friction stir processed 7075 Al alloy. Mater. Sci. Eng. A 2005, 395, 173–179. [Google Scholar] [CrossRef]
- El-Rayes, M.M.; El-Danaf, E.A. The influence of multi-pass friction stir processing on the microstructural and mechanical properties of Aluminum Alloy 6082. J. Mater. Process. Tech. 2012, 212, 1157–1168. [Google Scholar] [CrossRef]
- Tripathi, A.; Tewari, A.; Kanjarla, A.K.; Srinivasan, N.; Reddy, G.M.; Zhu, S.M.; Nie, J.F.; Doherty, R.D.; Samajdar, I. Microstructural evolution during multi-pass friction stir processing of a magnesium alloy. Metall. Mater. Trans. A 2016, 47, 2201–2216. [Google Scholar] [CrossRef]
- Luo, X.C.; Zhang, D.T.; Cao, G.H.; Qiu, C.; Chen, D.L. High-temperature tensile behavior of AZ61 magnesium plate prepared by multi-pass friction stir processing. Mater. Sci. Eng. A 2019, 759, 234–240. [Google Scholar] [CrossRef]
- Luo, X.C.; Zhang, D.T.; Zhang, W.W.; Qiu, C.; Chen, D.L. Tensile properties of AZ61 magnesium alloy produced by multi-pass friction stir processing: Effect of sample orientation. Mater. Sci. Eng. A 2018, 725, 398–405. [Google Scholar] [CrossRef]
- Huang, X.S.; Suzuki, K.; Watazu, A.; Shigematsu, I.; Saito, N. Improvement of formability of Mg–Al–Zn alloy sheet at low temperatures using differential speed rolling. J. Alloys Compd. 2009, 470, 268. [Google Scholar] [CrossRef]
- Huang, X.; Suzuki, K.; Saito, N. Textures and stretch formability of Mg-6Al-1Zn magnesium alloy sheets rolled at high temperatures up to 793 K. Scr. Mater. 2009, 60, 651–654. [Google Scholar] [CrossRef]
- Huang, X.; Chino, Y.; Mabuchi, M.; Matsuda, M. Influences of grain size on mechanical properties and cold formability of Mg-3Al-1Zn alloy sheets with similar weak initial textures. Mater. Sci. Eng. A 2014, 611, 152–161. [Google Scholar] [CrossRef]
- Huang, X.S.; Suzuki, K.; Watazu, A.; Shigematsu, I.; Saito, N. Influences of rolling conditions on texture and formability of magnesium alloy sheets. Mater. Sci. Forum 2010, 638–642, 1536–1540. [Google Scholar] [CrossRef]
- Sato, Y.S.; Sasaki, A.; Sugimoto, A.; Honda, A.; Kokawa, H. Enhancement of formability in magnesium alloy AZ31B via friction stir processing. Mater. Sci. Forum 2007, 539–543, 3775–3780. [Google Scholar] [CrossRef]
- Kang, D.H.; Kim, D.W.; Kim, S.; Bae, G.T.; Kim, K.H.; Kim, N.J. Relationship between stretch formability and work-hardening capacity of twin-roll cast Mg alloys at room temperature. Scr. Mater. 2009, 61, 768–771. [Google Scholar] [CrossRef]
- Chino, Y.; Kimura, K.; Mabuchi, M. Deformation characteristics at room temperature under biaxial tensile stress in textured AZ31 Mg alloy sheets. Acta Mater. 2009, 57, 1476–1485. [Google Scholar] [CrossRef]
- Park, J.W.; Park, S.J.; Shin, K.S. Effects of tensile twinning on the stretch formability of Mg. Met. Mater. Int. 2017, 23, 1–6. [Google Scholar] [CrossRef]
- Luo, X.C.; Zhang, D.T.; Cao, G.H.; Qiu, C.; Chen, D.L. Multi-pass submerged friction stir processing of AZ61 magnesium alloy: Strengthening mechanisms and fracture behavior. J. Mater. Sci. 2019, 54, 8640–8654. [Google Scholar] [CrossRef]
- Cao, G.; Zhang, D.; Zhang, W.; Qiu, C. Microstructure evolution and mechanical properties of Mg-Nd-Y alloy in different friction stir processing conditions. J. Alloys Compd. 2015, 636, 12–19. [Google Scholar] [CrossRef]
- Somekawa, H.; Singh, A.; Mukai, T. Fracture mechanism of a coarse-grained magnesium alloy during fracture toughness testing. Philos. Mag. Lett. 2009, 89, 2–10. [Google Scholar] [CrossRef]
- Shen, W.; Peng, L.H.; Tang, C.Y. An anisotropic damage-based plastic yield criterion and its application to analysis of metal forming process. Int. J. Mech. Sci. 2005, 47, 1897–1922. [Google Scholar] [CrossRef]
- Huang, X.; Suzuki, K.; Chino, Y. Influences of initial texture on microstructure and stretch formability of Mg-3Al-1Zn alloy sheet obtained by a combination of high temperature and subsequent warm rolling. Scr. Mater. 2010, 63, 395–398. [Google Scholar] [CrossRef]
- Chino, Y.; Sassa, K.; Kamiya, A.; Mabuchi, M. Stretch formability at elevated temperature of a cross-rolled AZ31 Mg alloy sheet with different rolling routes. Mater. Sci. Eng. A 2008, 473, 195–200. [Google Scholar] [CrossRef]
- Mokdad, F.; Chen, D.L.; Li, D.Y. Single and double twin nucleation, growth, and interaction in an extruded magnesium alloy. Mater. Des. 2017, 119, 376–396. [Google Scholar] [CrossRef]
- Mokdad, F.; Chen, D.L.; Li, D.Y. Twin-twin interactions and contraction twin formation in an extruded magnesium alloy subjected to an alteration of compressive direction. J. Alloys Compd. 2018, 737, 549–560. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Processing | IE (mm) | Grain Size (μm) | Texture Intensity (MRD) | References |
|---|---|---|---|---|---|
| AZ31 | Normal rolling | 2.9 | 6.3 | 23.6 | [5] |
| AZ31 | Normal rolling | 4.1 | 10.9 | 10.9 | [5] |
| AZ31 | Normal rolling | 3.1 | 14.2 | 26.5 | [5] |
| AZ31 | Rolling at 550 °C + DSR at 225 °C | 9.7 | 15 | 2.7 | [25] |
| AZ61 | DSR* at 520 °C | 7.0 | 7.4~11.5 | 3.7 | [24] |
| AZ61 | DSR at 370 °C | 3.3 | 5.2~11.5 | 7.0· | [26] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Luo, X.; Liu, H.; Kang, L.; Lin, J.; Liu, Y.; Zhang, D.; Li, D.; Chen, D. Stretch Formability of an AZ61 Alloy Plate Prepared by Multi-Pass Friction Stir Processing. Materials 2021, 14, 3168. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14123168
Luo X, Liu H, Kang L, Lin J, Liu Y, Zhang D, Li D, Chen D. Stretch Formability of an AZ61 Alloy Plate Prepared by Multi-Pass Friction Stir Processing. Materials. 2021; 14(12):3168. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14123168
Chicago/Turabian StyleLuo, Xicai, Haolin Liu, Limei Kang, Jielin Lin, Yifei Liu, Datong Zhang, Dongyang Li, and Daolun Chen. 2021. "Stretch Formability of an AZ61 Alloy Plate Prepared by Multi-Pass Friction Stir Processing" Materials 14, no. 12: 3168. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14123168