
Effect of Small Amount of Ni Addition on Microstructure and Fatigue Properties of Sn-Sb-Ag Lead-Free Solder

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
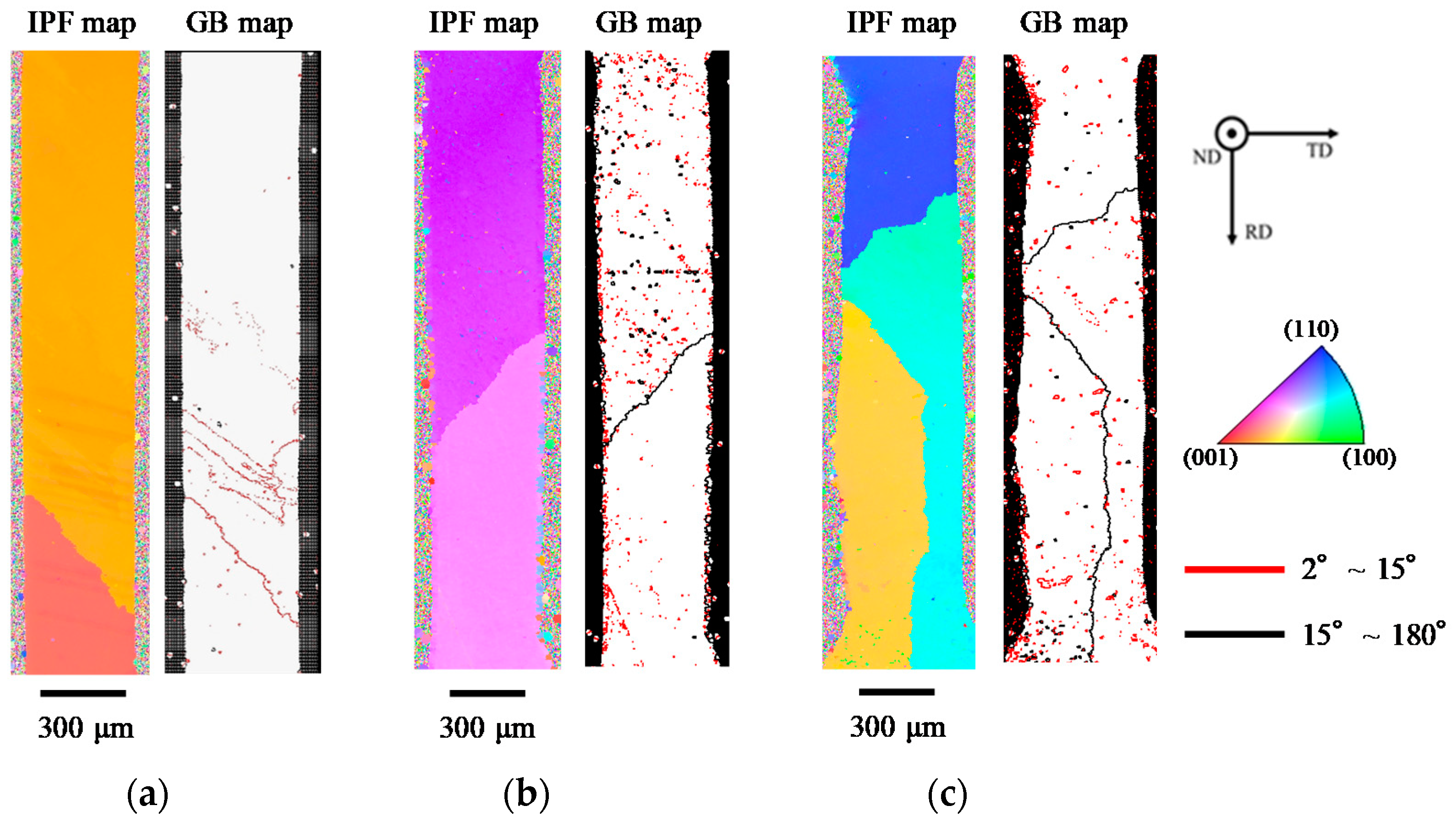
3.1. Initial Microsturutures
3.2. Effect of Ni Addition on Tensile Properties of Sn-6.4Sb-3.9Ag
3.3. Effect of Ni Addition on Fatigue Properties of Sn-6.4Sb-3.9Ag
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, J.; Xue, S.; Zhang, P.; Zhai, P.; Tao, Y. The reliability of lead-free solder joint subjected to special environment: A Review. J. Mater. Sci. Mater. Electron. 2019, 30, 9065–9086. [Google Scholar] [CrossRef]
- Ganesan, S.; Pecht, M. Lead-Free Electronics; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2006. [Google Scholar]
- Bath, J. Lead-Free Soldering; Springer: New York, NY, USA, 2007. [Google Scholar]
- Cheng, F.; Gao, F.; Nishikawa, H.; Takemoto, T. Interaction behavior between the additives and Sn in Sn-3.0Ag-0.5Cu-based solder alloys and the relevant joint solderability. J. Alloy. Compd. 2009, 472, 530–534. [Google Scholar] [CrossRef]
- Nai, S.M.L.; Wei, J.; Gupta, M. Influence of ceramic reinforcements on the wettability and mechanical properties of novel lead lead-free solder composites. Thin Solid Film. 2006, 504, 401–404. [Google Scholar] [CrossRef]
- Yamashita, M.; Hidaka, N.; Shohji, I. The Effects of Ag, Ni, and Ge elements in lead-free Sn base solder alloys. In Proceedings of the 2008 10th Electronics Packaging Technology Conference, Singapore, 9–12 December 2008; pp. 582–587. [Google Scholar]
- Zhao, J.; Mutoh, Y.; Miyashita, Y.; Wang, L. Fatigue crack growth behavior of Sn-Pb and Sn-based lead-free solders. Eng. Fract. Mech. 2003, 70, 2187–2197. [Google Scholar] [CrossRef]
- Kariya, Y.; Niimi, T.; Suga, T.; Otsuka, M. Isothermal fatigue properties of Sn-Ag-Cu alloy evaluated by micro size specimen. Mater. Trans. 2005, 46, 2309–2315. [Google Scholar] [CrossRef] [Green Version]
- Depiver, J.A.; Mallik, S.; Amalu, E.H. Thermal fatigue life of ball grid array (BGA) solder joints made from different alloy compositions. Eng. Fail. Anal. 2021, 125, 105447. [Google Scholar] [CrossRef]
- Zhang, S.; Zhao, H.; Xu, H.; Fu, X. Accelerative reliability tests for Sn3.0Ag0.5Cu solder joints under thermal cycling coupling with current stressing. Microelectron. Reliab. 2021, 120, 114094. [Google Scholar] [CrossRef]
- Shohji, I.; Mori, F.; Kobayashi, K.F. Thermal fatigue behavior of flip-chip joints with lead-free solders. Mater. Trans. 2001, 42, 790–793. [Google Scholar] [CrossRef] [Green Version]
- Kim, K.S.; Huh, S.H.; Suganuma, K. Effects of intermetallic compounds on properties of Sn-Ag-Cu lead-free soldered joints. J. Alloy. Compd. 2003, 352, 226–236. [Google Scholar] [CrossRef]
- Somidin, F.; Maeno, H.; Toriyama, T.; McDonald, S.D.; Yang, W.; Matsumura, S.; Nogita, K. Direct observation of the Ni stabilising effect in interfacial (Cu,Ni)6Sn5 intermetallic compounds. Materialia 2020, 9, 100530. [Google Scholar] [CrossRef]
- Shohji, I.; Tsunoda, S.; Watanabe, H.; Asai, T.; Nagano, M. Reliability of solder joint with Sn-Ag-Cu-Ni-Ge lead-free alloy under heat exposure conditions. Mater. Trans. 2005, 46, 2737–2744. [Google Scholar] [CrossRef]
- Kanda, Y.; Kariya, Y. Evaluation of creep properties for Sn-Ag-Cu micro solder joint by multi-temperature stress relaxation test. Microelectron. Reliab. 2012, 52, 1435–1440. [Google Scholar] [CrossRef]
- El-Daly, A.A.; El-Taher, A.M.; Dalloul, T.R. Improved creep resistance and thermal behavior of Ni-doped Sn-3.0Ag-0.5Cu lead-free solder. J. Alloy. Compd. 2014, 587, 32–39. [Google Scholar] [CrossRef]
- Hua, L.; Yang, C. Corrosion behavior, whisker growth, and electrochemical migration of Sn-3.0Ag-0.5Cu solder doping with In and Zn in NaCl solution. Microelectron. Reliab. 2011, 51, 2274–2283. [Google Scholar] [CrossRef]
- Medgyes, B.; Horváth, B.; Illés, B.; Shinohara, T.; Tahara, A.; Harsányi, G.; Krammer, O. Microstructure and elemental composition of electrochemically formed dendrites on lead-free micro-alloyed low Ag solder alloys. Corros. Sci. 2015, 92, 43–47. [Google Scholar] [CrossRef]
- Shohji, I.; Yoshida, T.; Takahashi, T.; Hioki, S. Tensile properties of Sn-Ag based lead-free solders and strain rate sensitivity. Mater. Sci. Eng. A 2004, 366, 50–55. [Google Scholar] [CrossRef]
- Bai, N.; Chen, X.; Gao, H. Simulation of uniaxial tensile properties for lead-free solders with modified Anand model. Mater. Des. 2009, 30, 122–128. [Google Scholar] [CrossRef]
- Lall, P.; Zhang, D.; Yadav, V.; Locker, D. High strain rate constitutive behavior of SAC105 and SAC305 leadfree solder during operation at high temperature. Microelectron. Reliab. 2016, 62, 4–17. [Google Scholar] [CrossRef] [Green Version]
- Chidambaram, V.; Hattel, J.; Hald, J. High-temperature lead-free solder alternatives. Microelectron. Eng. 2011, 88, 981–989. [Google Scholar] [CrossRef]
- Nakajima, Y.; Ono, K.; Kariya, Y. Evaluation of fatigue crack propagation of Sn-5.0Sb/Cu joint using inelastic strain energy density. Mater. Trans. 2019, 60, 876–881. [Google Scholar] [CrossRef] [Green Version]
- Kobayashi, T.; Mitsui, K.; Shohji, I. Effects of Ni addition to Sn-5Sb high-temperature lead-free solder on its microstructure and mechanical properties. Mater. Trans. 2019, 60, 888–894. [Google Scholar] [CrossRef] [Green Version]
- Kobayashi, T.; Shohji, I. Evaluation of microstructures and mechanical properties of Sn-10Sb-Ni lead-free solder alloys with small amount of Ni using miniature size specimens. Metals 2019, 9, 1348. [Google Scholar] [CrossRef] [Green Version]
- Mitsui, K.; Shohji, I.; Kobayashi, T.; Watanabe, H. Effect of addition of trace Ni and Ge into Sn-Sb-Ag high temperature lead-free solder alloy on its mechanical properties. J. Smart Process. Mater. Environ. Energy 2020, 9, 133–139. [Google Scholar] [CrossRef]
- Li, C.; Yan, Y.; Gao, T.; Xu, G. The influence of Ag on the microstructure, thermal properties and mechanical behavior of Sn-25Sb-xAg high temperature lead-free solder. Vacuum 2021, 185, 110015. [Google Scholar] [CrossRef]
- Sato, T.; Kariya, Y.; Takahashi, H.; Nakamura, T.; Aiko, Y. Evaluation of fatigue crack propagation behavior of pressurized sintered Ag nanoparticles and its application to thermal fatigue life prediction of sintered joint. Mater. Trans. 2019, 60, 850–857. [Google Scholar] [CrossRef] [Green Version]
- Park, B.-G.; Jung, K.-H.; Jung, S.-B. Fabrication of the hybrid Ag paste combined by Ag nanoparticle and micro Ag flake and its flexibility. J. Alloy. Compd. 2017, 699, 1186–1191. [Google Scholar] [CrossRef]
- Tan, K.S.; Cheong, K.Y. Mechanical properties of sintered Ag-Cu die-attach nanopaste for application on SiC device. Mater. Des. 2014, 64, 166–176. [Google Scholar] [CrossRef]
- Liu, X.; He, S.; Nishikawa, H. Thermally stable Cu3Sn/Cu composite joint for high-temperature power device. Scr. Mater. 2016, 110, 101–104. [Google Scholar] [CrossRef]
- Watanabe, H.; Asai, T.; Hokazono, H.; Saito, S. Development on the application of the SnAgCu based lead-free solder a small amount of the added 5 elements solder of industrial electronic equipment. J. Jpn. Inst. Electron. Packag. 2011, 4, 382–389. [Google Scholar]
- Japanese Industrial Standards. Test Methods for Lead—Free Solders—Part 1: Methods for Measuring of Melting Temperature Ranges; JIS Z 3198-1; Japanese Standards Association: Tokyo, Japan, 2014. [Google Scholar]
- Thermo-Calc Software, 2017a; Thermo-Calc Software AB: Stockholm, Sweden, 2017.
- Manson, S.S. Thermal Stress and Low-Cycle Fatigue; McGraw-Hill Book Company: New York, NY, USA, 1966. [Google Scholar]
- Norris, K.C.; Landzberg, A.H. Reliability of controlled collapse interconnections. IBM J. Res. Dev. 1969, 13, 266–271. [Google Scholar] [CrossRef]
- Shohji, I.; Orii, Y. Micro Joining and Reliability Design in Electronic Packaging (Electronic Book); Kagakujyoho Shuppan Co., Ltd.: Tsukuba, Japan, 2020. [Google Scholar]
- Libot, J.B.; Alexis, J.; Dalverny, O.; Arnaud, L.; Milesi, P.; Dulondel, F. Microstructural evolutions of Sn-3.0Ag-0.5Cu solder joints during thermal cycling. Microelectron. Reliab. 2018, 83, 64–76. [Google Scholar] [CrossRef] [Green Version]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition [Mass%] | Solidus Temperature [°C] | Liquidus Temperature [°C] |
|---|---|---|
| Sn-6.4Sb-3.9Ag | 230.4 | 234.8 |
| Sn-6.4Sb-3.9Ag-0.03Ni | 225.3 | 234.3 |
| Sn-6.4Sb-3.9Ag-0.4Ni | 226.3 | 233.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yamamoto, M.; Shohji, I.; Kobayashi, T.; Mitsui, K.; Watanabe, H. Effect of Small Amount of Ni Addition on Microstructure and Fatigue Properties of Sn-Sb-Ag Lead-Free Solder. Materials 2021, 14, 3799. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14143799
Yamamoto M, Shohji I, Kobayashi T, Mitsui K, Watanabe H. Effect of Small Amount of Ni Addition on Microstructure and Fatigue Properties of Sn-Sb-Ag Lead-Free Solder. Materials. 2021; 14(14):3799. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14143799
Chicago/Turabian StyleYamamoto, Mizuki, Ikuo Shohji, Tatsuya Kobayashi, Kohei Mitsui, and Hirohiko Watanabe. 2021. "Effect of Small Amount of Ni Addition on Microstructure and Fatigue Properties of Sn-Sb-Ag Lead-Free Solder" Materials 14, no. 14: 3799. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14143799