
Microstructure Evolution during Hot Deformation of UNS S32750 Super-Duplex Stainless Steel Alloy

 and
and
Abstract
:1. Introduction
2. Materials and Methods
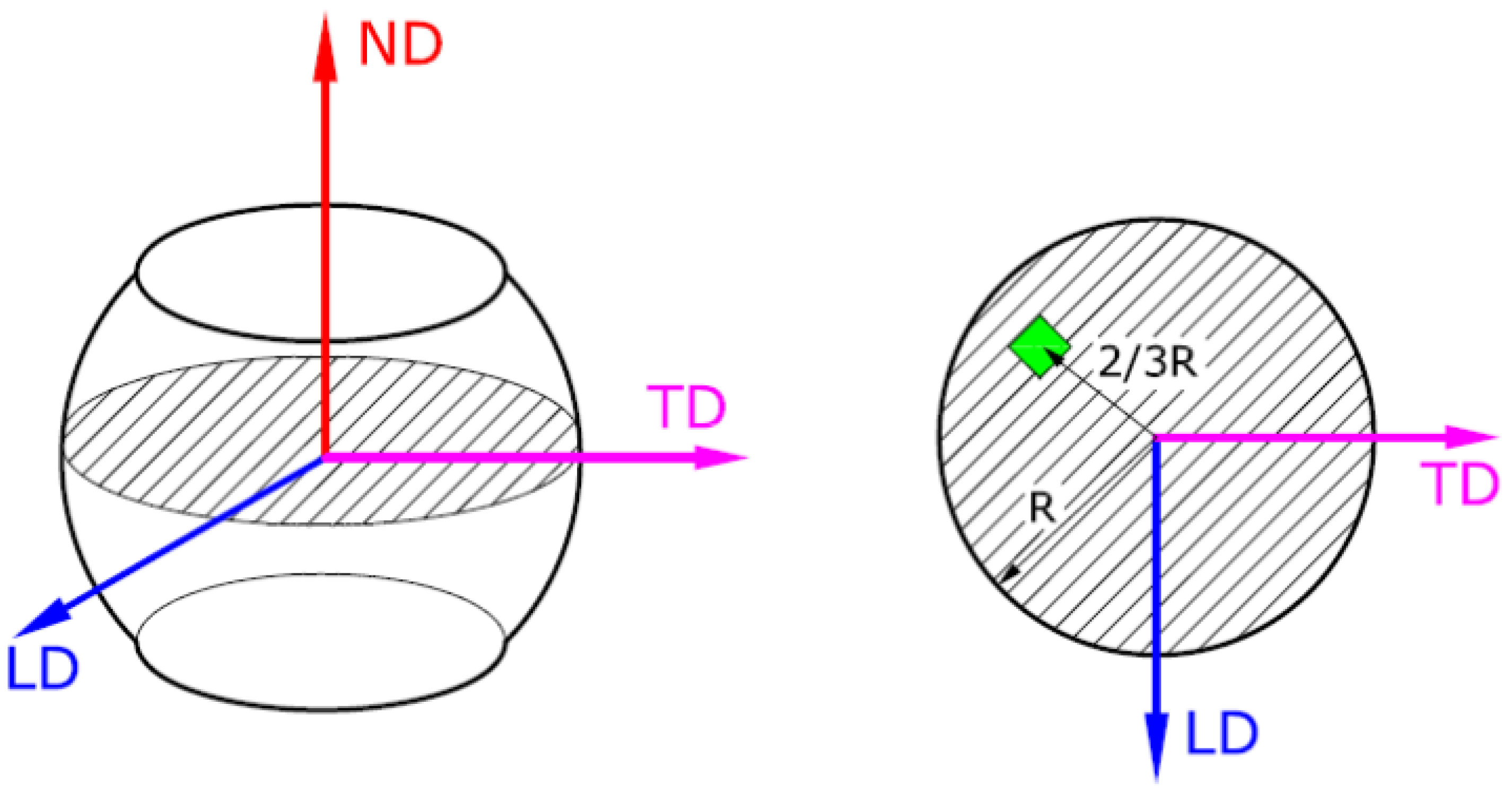
2.1. Thermomechanical Processing Route
2.2. Microstructural Characterization
3. Results and Discussion
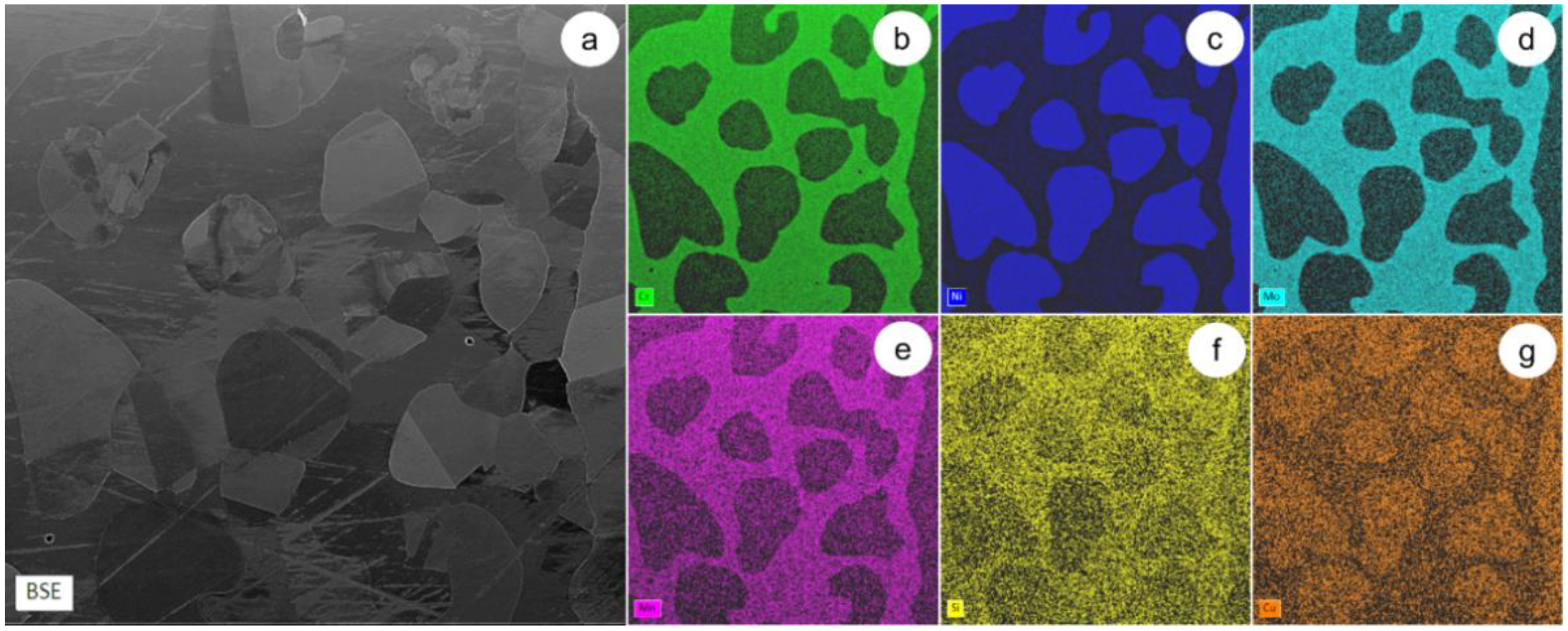
3.1. The As-Received (AR) UNS S32750 Super-Duplex Stainless Steel
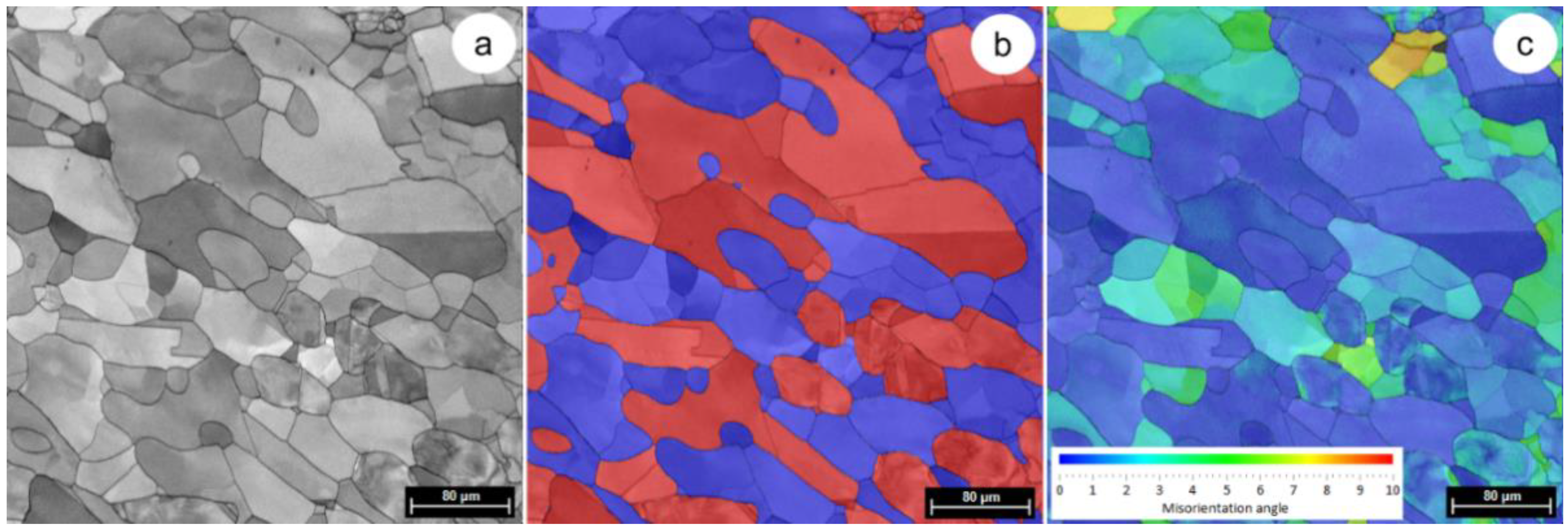
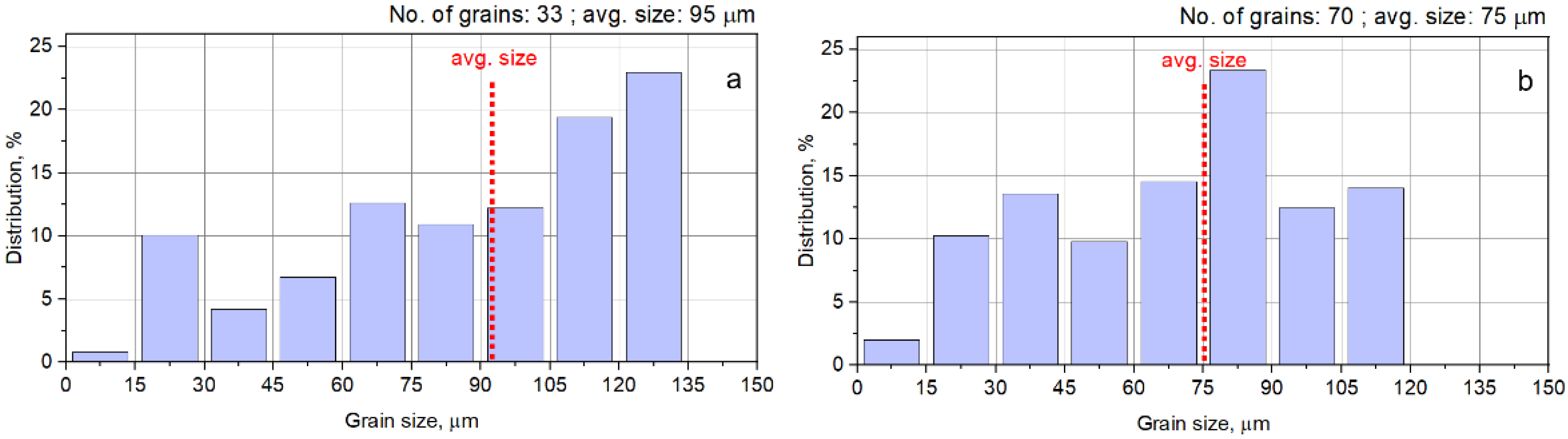
3.2. SEM-EBSD Microstructural Analysis of the Hot-Deformed Alloy
4. Conclusions
- (a)
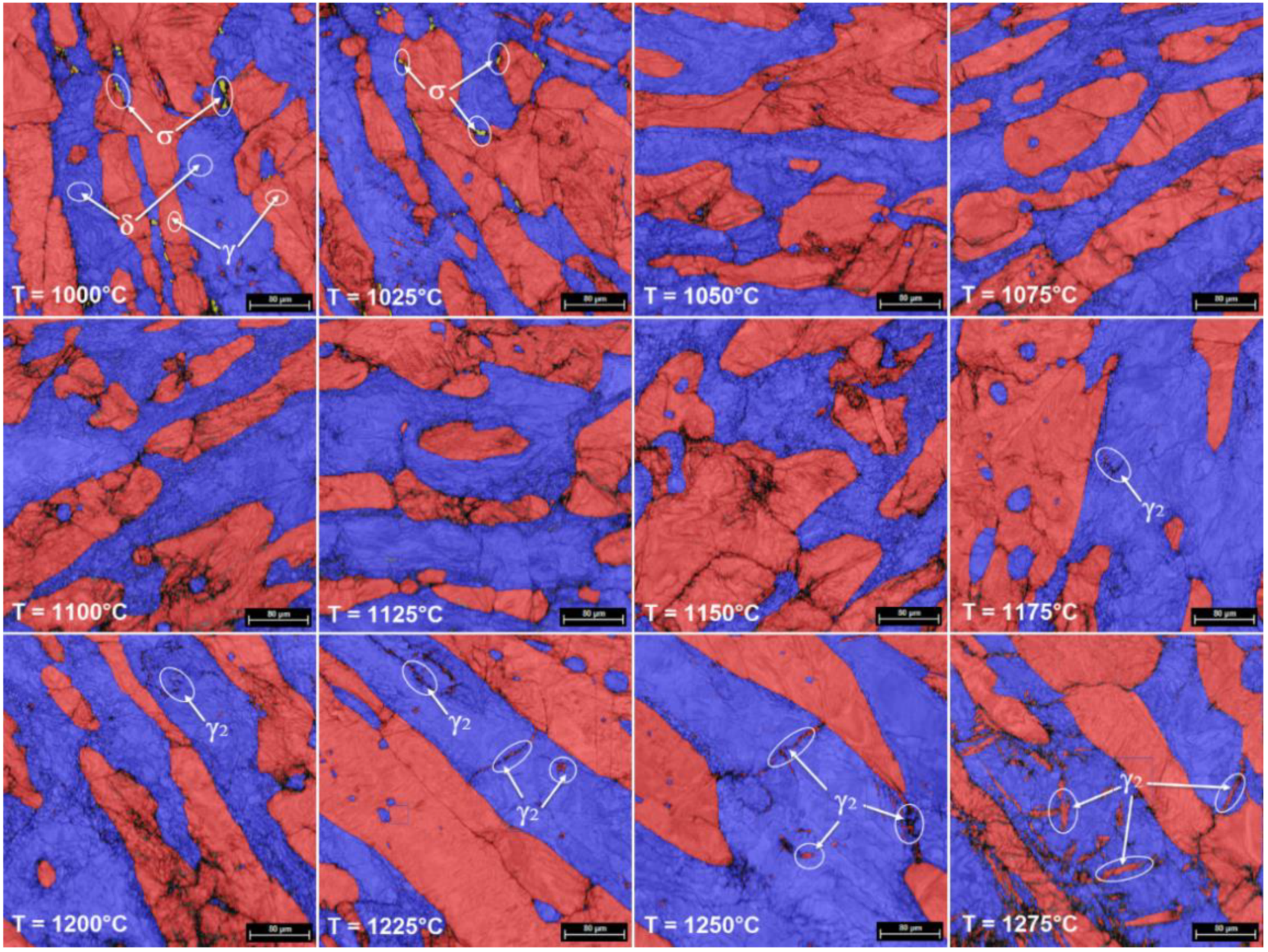
- For the experimented temperature range (1000–1025 °C) applied for hot deforming the UNS S32750 Super-Duplex Stainless Steel by upsetting with a total degree of deformation of 30%, the microstructure of the studied material is composed of approximately equal ratios of γ-phase and δ-phase before and after the hot deforming process.
- (b)
- After all the applied variants of hot deforming, both δ and γ phases showed typical morphologies of strain-hardened structures. During all experimented variants, lateral fissures or cracks were not observed on the surface of UNS S32750 SDSS samples.
- (c)
- The microstructural analysis via SEM-EBSD showed the presence of σ-phase between 1000–1025 °C, at the δ/γ interface; at temperatures above 1050 °C, this deleterious phase was not present due to its complete dissolution.
- (d)
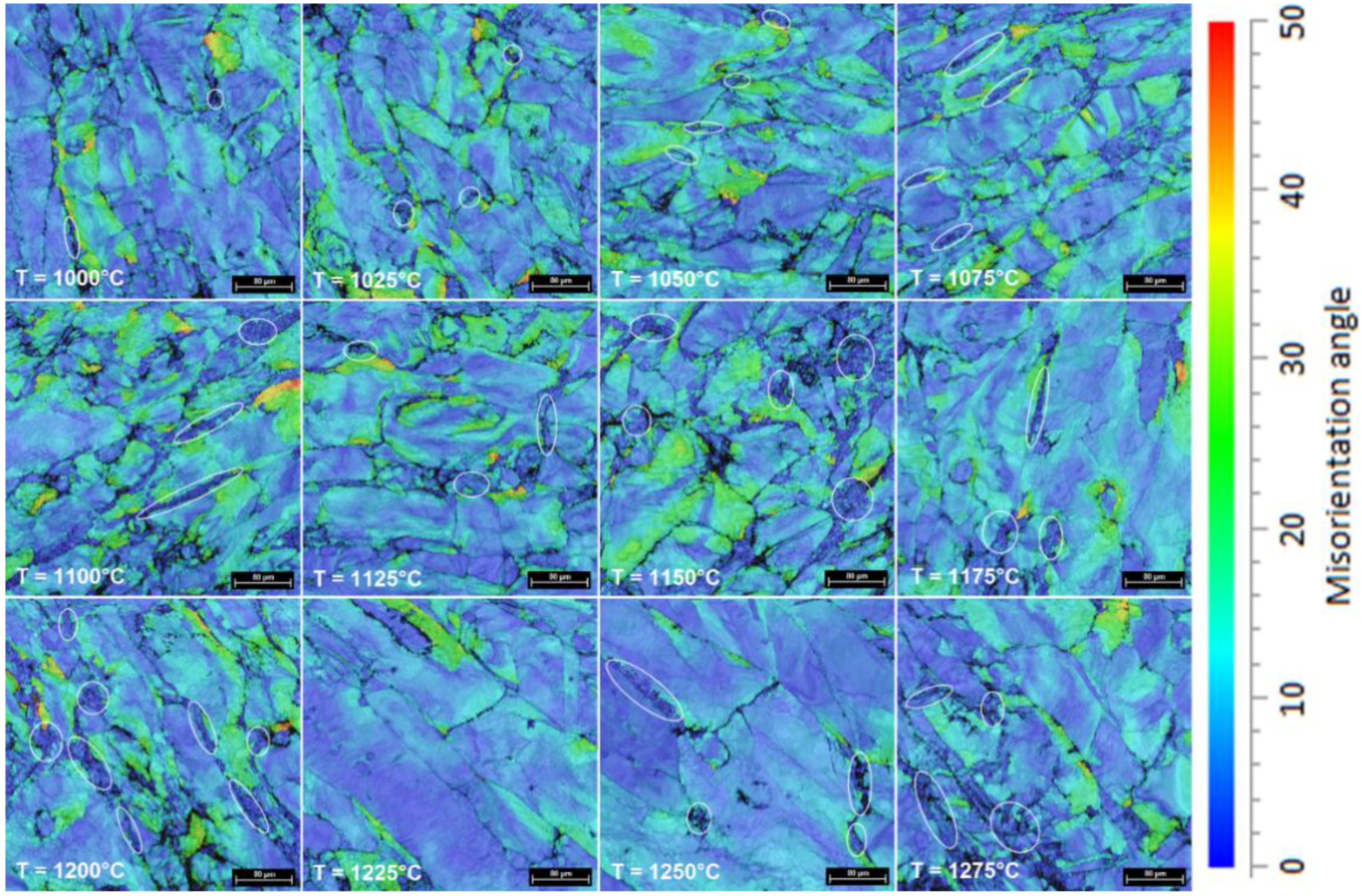
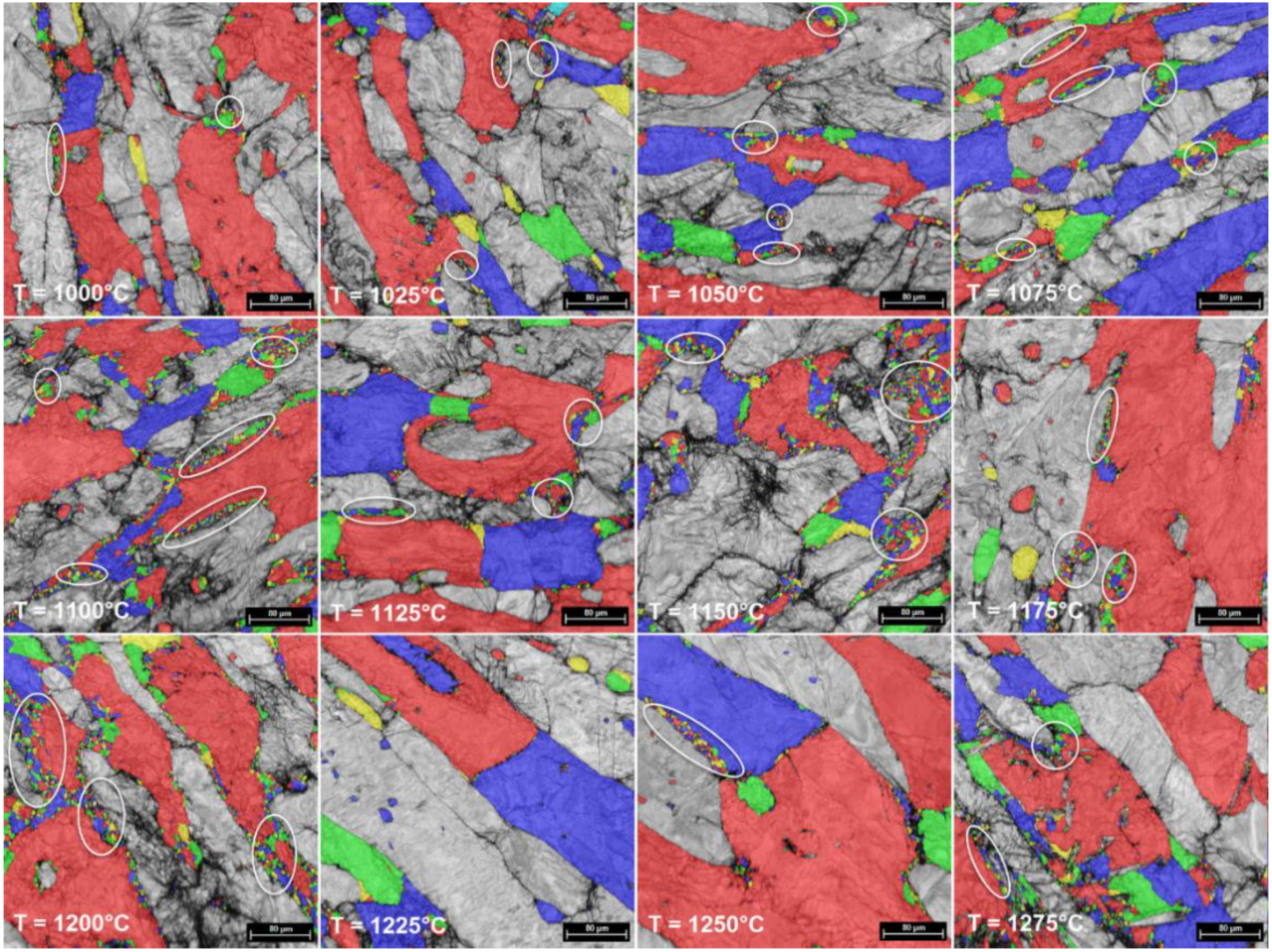
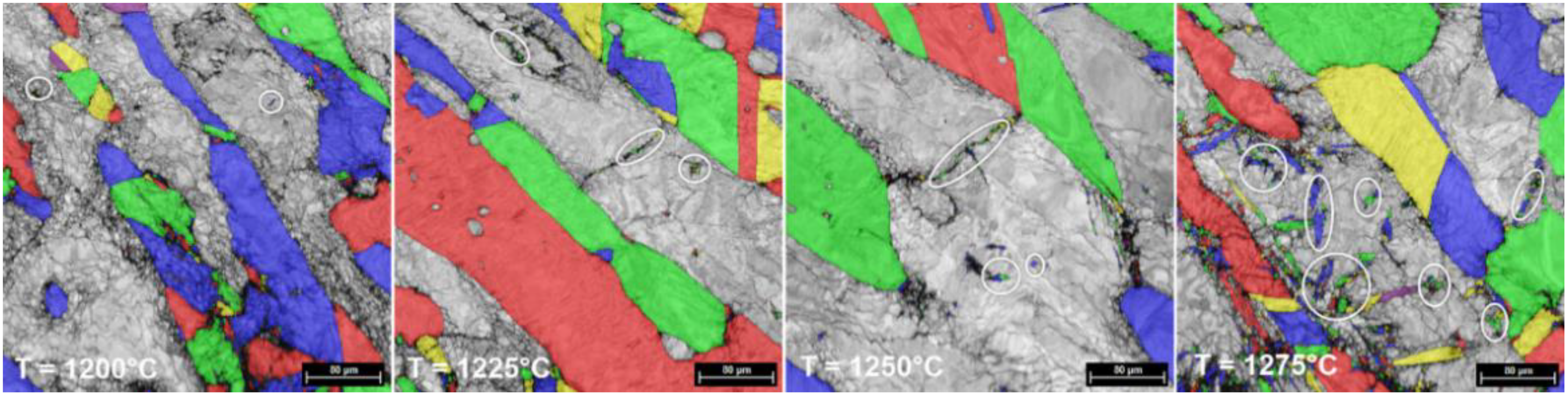
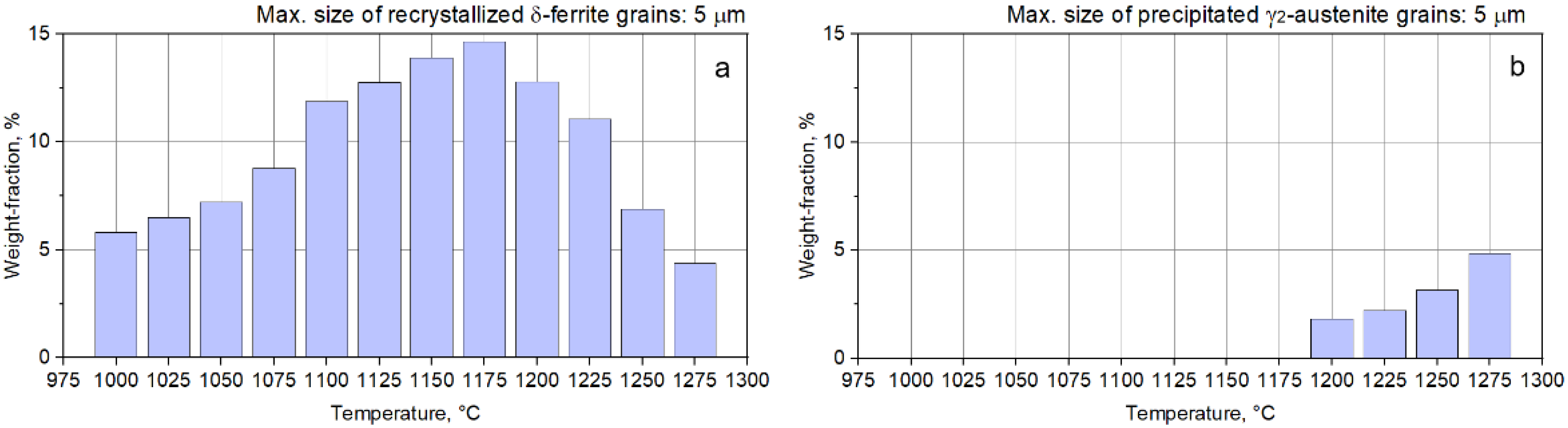
- For the temperature range 1200–1275 °C, the SEM-EBDS analysis indicated the increasingly intense formation of the secondary phase-γ2 at the δ/δ interface, as the temperature increased up to 1275 °C. This signaled precipitation process can be correlated with GROD analysis, which indicated a decrease in values for δ in this temperature range, from 49° to 21° i.e., a decreasing stress for δ grains to values that favor the precipitation of γ2 as well as intensifying dynamic recrystallization. The small size of the new δ recrystallized grains occurs due to the short duration of the hot deformation process. For the γ phase, no RX mechanism was observed.
- (e)
- Considering the experimented temperatures for hot deforming (1000–1275 °C) and the signalized presence of the deleterious σ-phase between 1000–1025 °C, it can be concluded that the UNS S32750 Super-Duplex Stainless Steel can be safely deformed by upsetting between 1050–1275 °C with an experimented total degree of deformation of 30%.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Xiong, J.; Tan, M.Y.; Forsyth, M. The corrosion behaviors of stainless steel weldments in sodium chloride solution observed using a novel electrochemical measurement approach. Desalination 2013, 327, 39–45. [Google Scholar] [CrossRef]
- Zanotto, F.; Grassi, V.; Balbo, A.; Zucchi, F.; Monticelli, C. Investigation on the Corrosion Behavior of Lean Duplex Stainless Steel 2404 after Aging within the 650–850 °C Temperature Range. Metals 2019, 9, 529. [Google Scholar] [CrossRef] [Green Version]
- Zanotto, F.; Grassi, V.; Balbo, A.; Monticelli, C.; Zucchi, F. Stress corrosion cracking of LDX 2101® duplex stainless steel in chloride solutions in the presence of thiosulphate. Corros. Sci. 2014, 80, 205–212. [Google Scholar] [CrossRef]
- Tavares, S.S.M.; Silva, V.G.; Pardal, J.M.; Corte, J.S. Investigation of stress corrosion cracks in a UNS S32750 superduplex stainless steel. Eng. Fail. Anal. 2013, 35, 88–94. [Google Scholar] [CrossRef]
- Nilsson, J.O. Super Duplex Stainless Steels. J. Mater. Sci. Technol. 1992, 8, 685–700. [Google Scholar] [CrossRef]
- Hoseinpoor, M.; Momeni, M.; Moayed, M.H.; Davoodi, A. EIS assessment of critical pitting temperature of 2205 duplex stainless steel in acidified ferric chloride solution. Corros. Sci. 2014, 80, 197–204. [Google Scholar] [CrossRef]
- Fargas, G.; Anglada, M.; Mateo, A. Effect of the annealing temperature on the mechanical properties, formability and corrosion resistance of hot-rolled duplex stainless steels. J. Mater. Process. Technol. 2009, 209, 1770–1782. [Google Scholar] [CrossRef]
- Maki, T.; Furuhara, T.; Tsuzaki, K. Microstructure Development by Thermomechanical Processing in Duplex Stainless Steel. ISIJ Int. 2001, 41, 571–579. [Google Scholar] [CrossRef]
- Moverare, J.J.; Odén, M. Deformation behaviour of a prestrained duplex stainless steel. Mater. Sci. Eng. A 2002, 337, 25–38. [Google Scholar] [CrossRef]
- Kleber, S.; Hafok, M. Multiaxial Forging of Super Duplex Steel. Mat. Sci. Forum 2010, 638–642, 2998–3003. [Google Scholar] [CrossRef]
- Rys, J.; Cempura, G. Microstructure and deformation behavior of metastable duplex stainless steel at high rolling reductions. Mater. Sci. Eng. A 2017, 700, 656–666. [Google Scholar] [CrossRef]
- Primig, S.; Ragger, K.S.; Buchmayr, B. EBSD Study of the Microstructural Evolution during Hot Compression Testing of a Superduplex Steel. Mat. Sci. Forum. 2013, 783-786, 973–979. [Google Scholar] [CrossRef]
- Kim, S.K.; Kang, K.Y.; Kim, M.S.; Lee, J.M. Low-Temperature Mechanical Behavior of Super Duplex Stainless Steel with Sigma Precipitation. Metals 2015, 5, 1732–1745. [Google Scholar] [CrossRef] [Green Version]
- Pettersson, N.; Wessman, S.; Thuvander, M.; Hedström, P.; Odqvist, J.; Pettersson, R.F.A.; Hertzman, S. Nanostructure evolution and mechanical property changes during aging of a super duplex stainless steel at 300 °C. Mater. Sci. Eng. A 2015, 647, 241–248. [Google Scholar] [CrossRef]
- Liu, G.; Wang, Y.; Li, S.; Du, K.; Wang, X. Deformation behavior of thermal aged duplex stainless steels studied by nanoindentation, EBSD and TEM. Mater. High. Temp. 2016, 33, 15–23. [Google Scholar] [CrossRef]
- Wroński, S.; Tarasiuk, J.; Bacroix, B.; Baczmański, A.; Braham, C. Investigation of plastic deformation heterogeneities in duplexsteel by EBSD. Mater. Charact. 2012, 73, 52–60. [Google Scholar] [CrossRef]
- Dakhlaoui, R.; Baczmański, A.; Braham, C.; Wroński, S.; Wierzbanowski, K.; Oliver, E.C. Effect of residual stresses onindividual phase mechanical properties of austeno-ferriticduplex stainless steel. Acta Mater. 2006, 54, 5027–5039. [Google Scholar] [CrossRef]
- Kang, J.H.; Heo, S.J.; Yoo, J.; Kwon, Y.C. Hot working characteristics of S32760 super duplex stainless steel. J. Mech. Sci. Technol. 2019, 33, 2633–2640. [Google Scholar] [CrossRef]
- Cojocaru, V.D.; Serban, N.; Angelescu, M.L.; Cotrut, M.C.; Cojocaru, E.M.; Vintila, A.N. Influence of Solution Treatment Temperature on Microstructural Properties of an Industrially Forged UNS S32750/1.4410/F53 Super Duplex Stainless Steel (SDSS) Alloy. Metals 2017, 7, 210. [Google Scholar] [CrossRef] [Green Version]
- Cojocaru, V.D.; Raducanu, D.; Angelescu, M.L.; Vintila, A.N.; Serban, N.; Dan, I.; Cojocaru, E.M.; Cinca, I. Influence of Solution Treatment Duration on Microstructural Features of an Industrial Forged UNS S32750/1.4410/F53 Super Duplex Stainless Steel (SDSS) Alloy. JOM 2017, 69, 1439–1445. [Google Scholar] [CrossRef]
- Örnek, C.; Engelberg, D.L. Towards understanding the effect of deformation mode on stress corrosion cracking susceptibility of grade 2205 duplex stainless steel. Mater. Sci. Eng. A 2016, 666, 269–279. [Google Scholar] [CrossRef]
- Serban, N.; Cojocaru, V.D.; Angelescu, M.L.; Raducanu, D.; Cinca, I.; Vintila, A.N.; Cojocaru, E.M. High temperature deformation behaviour of an industrial S32760/1.4501/F55 super duplex stainless steel (SDSS) alloy. Metall. Ital. 2019, 111, 41–48. [Google Scholar]
- Angelescu, M.L.; Cojocaru, V.D.; Serban, N.; Cojocaru, E.M. Evaluation of Optimal Forging Temperature Range for an Industrial UNS S32750 SDSS Alloy Using SEM-EBSD Analysis. Metals 2018, 8, 496. [Google Scholar] [CrossRef] [Green Version]
- Schayes, C.; Bouquerel, J.; Vogt, J.B.; Palleschi, F.; Zaefferer, S. A comparison of EBSD based strain indicators for the study of Fe-3Si steel subjected to cyclic loading. Mater. Charact. 2016, 115, 61–70. [Google Scholar] [CrossRef]
- Kamaya, M. Characterization of microstructural damage due to low-cycle-fatigue by EBSD observation. Mater. Charact. 2009, 160, 1454–1462. [Google Scholar] [CrossRef]
- Wright, S.I.; Nowell, M.M.; Field, D.P. A review of strain analysis using electron backscatter diffraction. Microsc. Microanal. 2011, 17, 316–329. [Google Scholar] [CrossRef] [PubMed]
- Kamaya, M. Assessment of local deformation using EBSD: Quantification of local damage at grain boundaries. Mater. Charact. 2012, 66, 56–67. [Google Scholar] [CrossRef]
- Magalhaes, C.H.X.M.; Faria, G.L.; Lagoeiro, L.E.; Silva, J.D. Characterization of the austenite reformation mechanisms as a function of the Initial ferritic state in a UNS S32304 duplex stainless steel. Mater. Res. 2017, 20, 1470–1479. [Google Scholar] [CrossRef] [Green Version]
- Muthupandi, V.; Srinivasan, P.B.; Shankar, V.; Seshadri, S.K.; Sundaresan, S. Effect of nickel and nitrogen addition on the microstructure and mechanical properties of power beam processed duplex stainless steel (UNS 31803) weld metals. Mater. Lett. 2005, 59, 2305–2309. [Google Scholar] [CrossRef]
- Sun, Z.Q.; Yang, W.Y.; Qi, J.J.; Hu, A.M. Deformation enhanced transformation and dynamic recrystallization of ferrite in a low carbon steel during multipass hot deformation. Mater. Sci. Eng. A 2002, 334, 201–206. [Google Scholar] [CrossRef]
- Ciuffini, A.F.; Barella, S.; Peral Martínez, L.B.; Mapelli, C.; Fernández Pariente, I. Influence of Microstructure and Shot Peening Treatment on Corrosion Resistance of AISI F55-UNS S32760 Super Duplex Stainless Steel. Materials 2018, 11, 1038. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mészáros, I.; Bögre, B. Complex Study of Eutectoidal Phase Transformation of 2507-Type Super-Duplex Stainless Steel. Materials 2019, 12, 2205. [Google Scholar] [CrossRef] [Green Version]
- Biserova-Tahchieva, A.; Cabrera, J.M.; Llorca-Isern, N. Study of the Thermochemical Surface Treatment Effect on the Phase Precipitation and Degradation Behaviour of DSS and SDSS. Materials 2020, 13, 165. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Liang, Z.Y.; Huang, M.X. Deformation twinning in small-sizedface-centred cubic single crystals: Experiments and modelling. J. Mech. Phys. Solids 2015, 85, 128–142. [Google Scholar] [CrossRef]
- Chen, Z.; Cai, H.; Li, S.; Zhang, X.; Wang, F.; Tan, C. Analysis ofcrystallographic twinning and slip in fcc crystals underplane strain compression. Mater. Sci. Eng. A 2007, 464, 101–109. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Constituent Phase | Chemical Composition, [%, wt] | ||||||
|---|---|---|---|---|---|---|---|
| Cr | Ni | Mo | Mn | Si | Cu | Fe | |
| global | 25.85 ± 0.10 | 6.62 ± 0.12 | 3.05 ± 0.11 | 0.46 ± 0.09 | 0.38 ± 0.05 | 0.19 ± 0.03 | balance |
| δ-phase | 28.42 ± 0.09 | 5.17 ± 0.04 | 3.73 ± 0.12 | 0.48 ± 0.01 | 0.39 ± 0.01 | 0.15 ± 0.01 | balance |
| γ-phase | 25.28 ± 0.04 | 8.06 ± 0.04 | 2.31 ± 0.01 | 0.42 ± 0.02 | 0.37 ± 0.01 | 0.23 ± 0.01 | balance |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cojocaru, E.M.; Nocivin, A.; Răducanu, D.; Angelescu, M.L.; Cinca, I.; Balkan, I.V.; Șerban, N.; Cojocaru, V.D. Microstructure Evolution during Hot Deformation of UNS S32750 Super-Duplex Stainless Steel Alloy. Materials 2021, 14, 3916. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14143916
Cojocaru EM, Nocivin A, Răducanu D, Angelescu ML, Cinca I, Balkan IV, Șerban N, Cojocaru VD. Microstructure Evolution during Hot Deformation of UNS S32750 Super-Duplex Stainless Steel Alloy. Materials. 2021; 14(14):3916. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14143916
Chicago/Turabian StyleCojocaru, Elisabeta Mirela, Anna Nocivin, Doina Răducanu, Mariana Lucia Angelescu, Ion Cinca, Irina Varvara Balkan, Nicolae Șerban, and Vasile Dănuț Cojocaru. 2021. "Microstructure Evolution during Hot Deformation of UNS S32750 Super-Duplex Stainless Steel Alloy" Materials 14, no. 14: 3916. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14143916