
Model-Based Estimation of the Strength of Laser-Based Plastic-Metal Joints Using Finite Element Microstructure Models and Regression Models

 ,
,  ,
,
Abstract
:1. Introduction
- Are simulation models suitable to capture the influence of microstructure parameters on the strength to consider them in the mechanical design?
- Are simplified surrogate models suitable to efficiently predict the strength of laser-based plastic metal joints?
2. Modeling Methodology
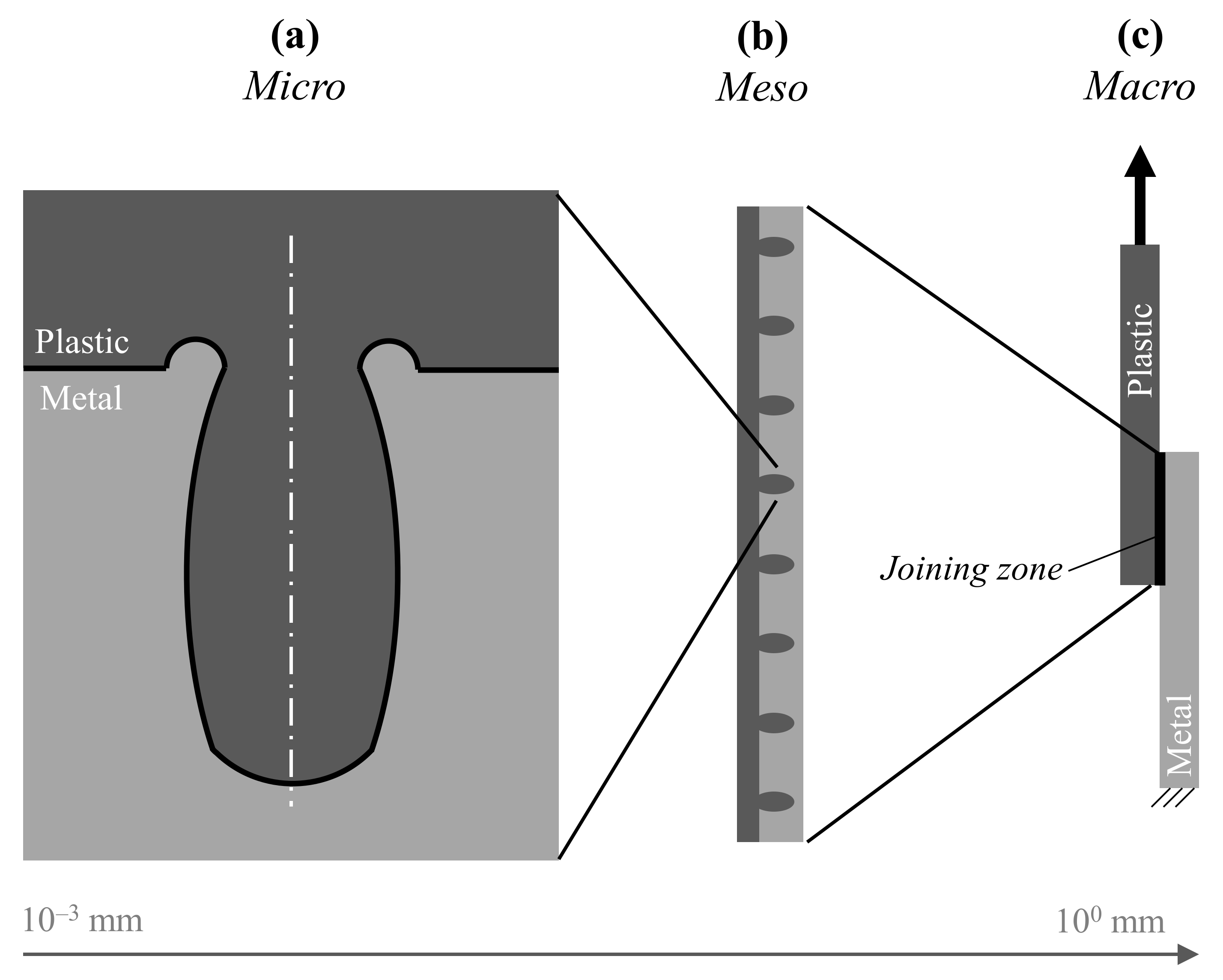
2.1. Micro Model
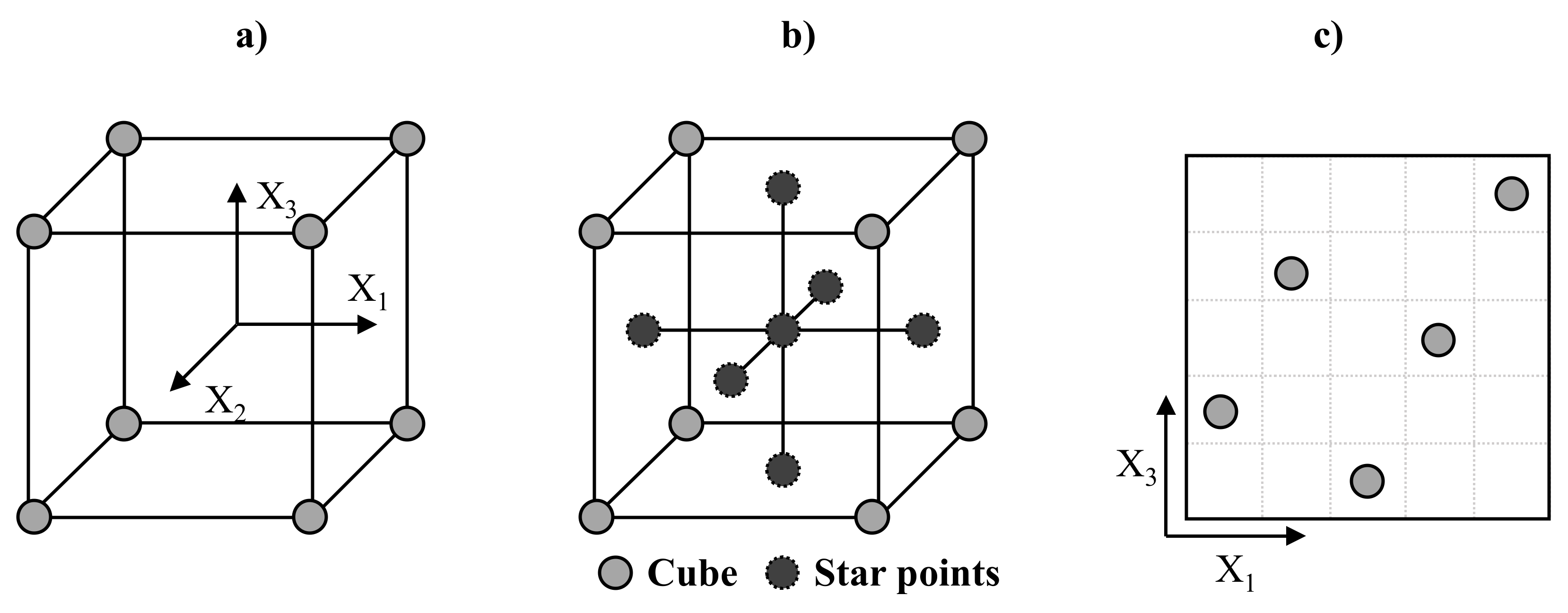
2.2. Surrogate Modelling
3. Demonstration of the Approach
3.1. Experimental Setup
3.1.1. Materials and Sample Geometry
3.1.2. Experimental Setup
- Laser power P = 750 W;
- Scanning speed v = 10 m/s;
- Structure distance 300 µm;
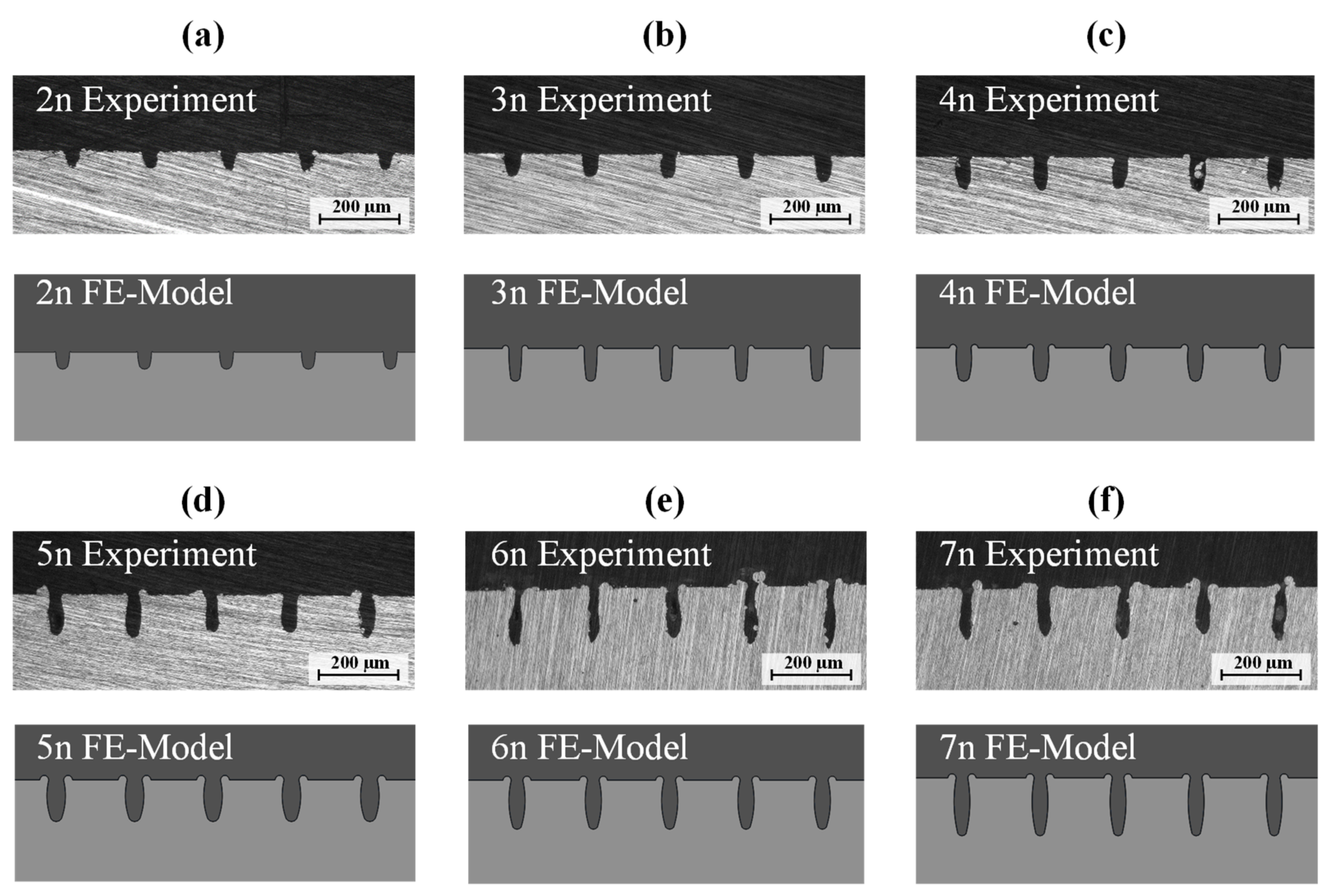
- Number of repetitions n = 2–7 (varied).
- Laser power P = 660 W;
- Irradiation time t = 2.2 s;
- Joining area 25 × 12.5 mm2.
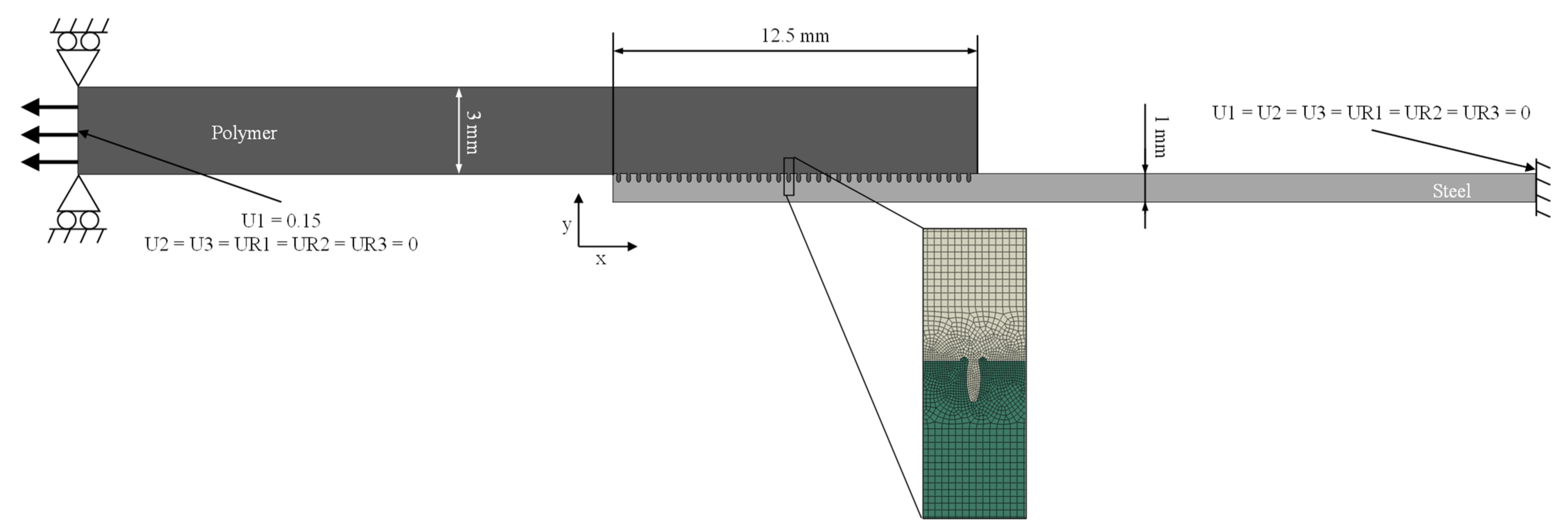
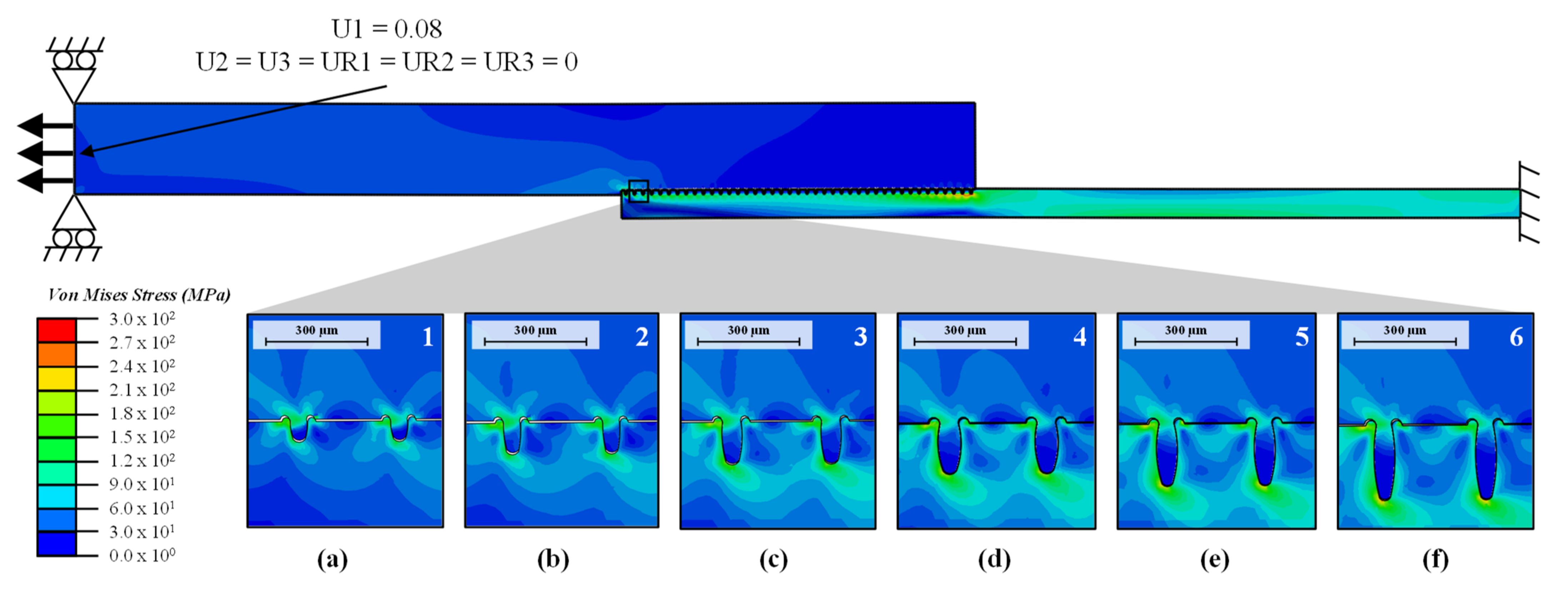
3.1.3. Simulation Setup
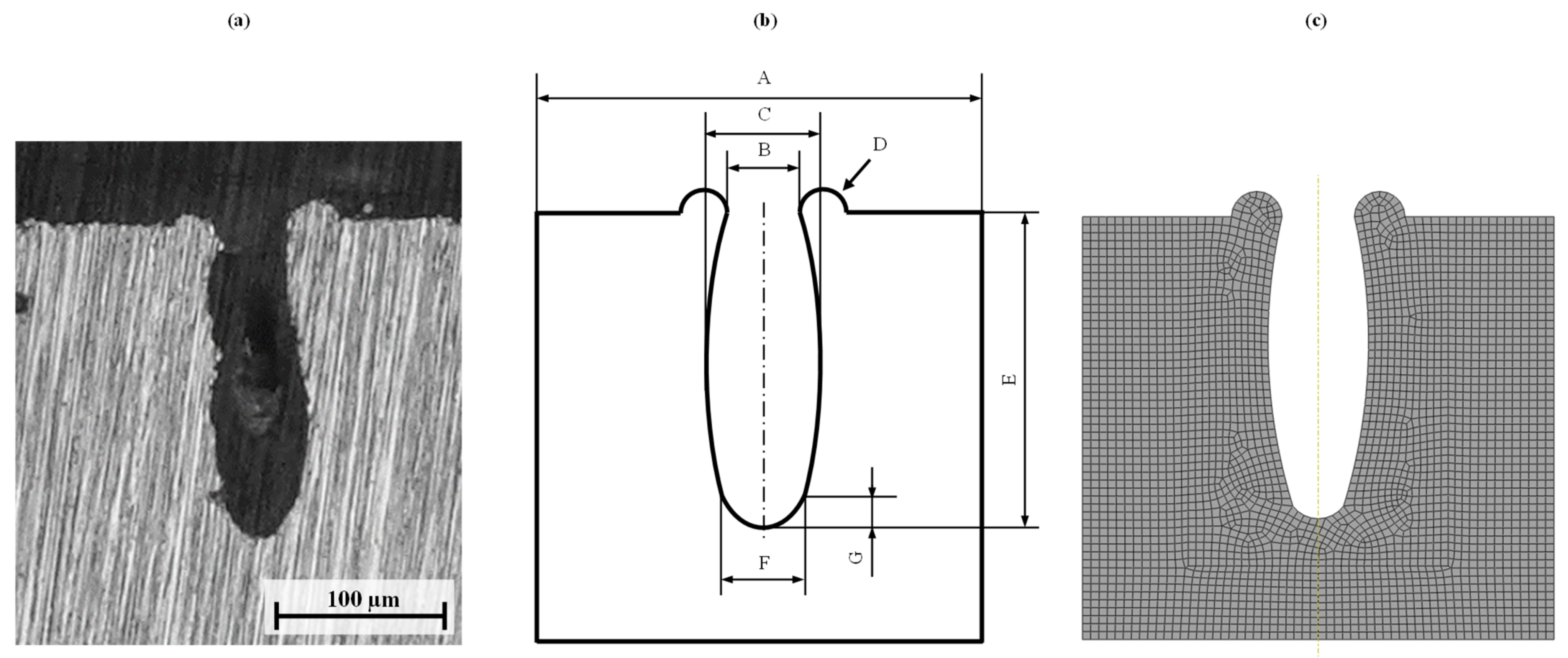
3.2. Microsection Analysis of the Test Specimens
3.3. Surrogate Models
4. Results and Discussion
5. Conclusions
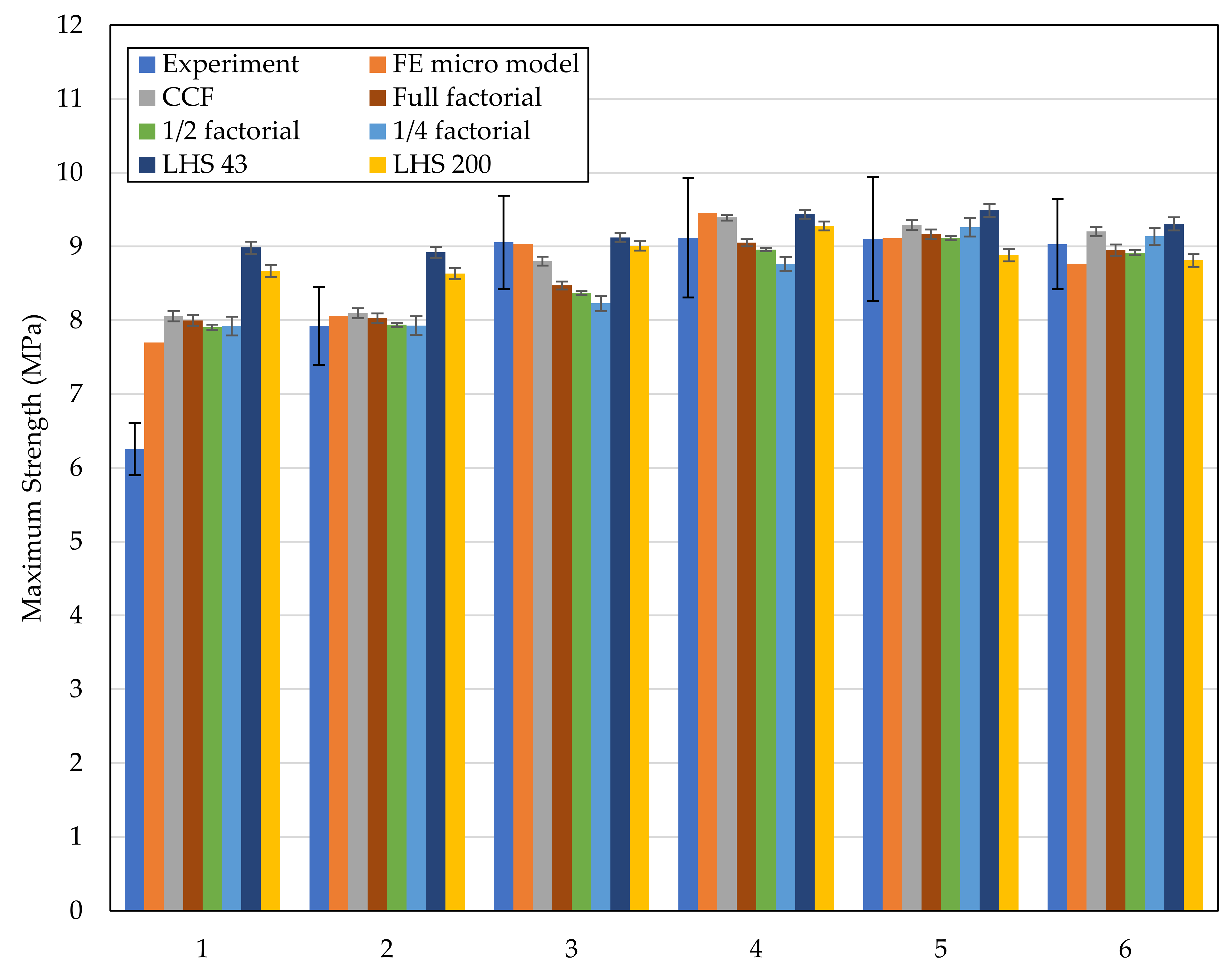
- The presented numerical finite element (FE) micro model is able to predict the strength of laser-based plastic-metal joints with a 3.7% error. Thus, the parametrization rule and the assumption with averaging of irregular structures, contact, and friction definition, as well as the material behavior, seem appropriate.
- Simplified surrogate models can capture the influences of the microstructure parameters on the strength of laser-based plastic-metal joints.
- Half factorial experimental design with regression model-fit using backwards elimination shows the best prediction accuracy with an error of 6.2%.
- This surrogate model shows sensitivities, is highly transparent, and performs fast calculations. Thus, it can be used for model-based product development.
- Latin hypercube sampling (LHS) and artificial neural networks (ANN) cannot be applied due to the insufficient number of samples.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Schmidt, J.; Jacobs, G.; Beger, A.-L. Resource-efficient CFRP design methodology for automotive systems. In Proceedings of the 21st International Conference on Composite Materials, Xi’an, China, 20–25 August 2018. [Google Scholar]
- Bader, B.; Türck, E.; Vietor, T. Multi material design: A current overview of the used potential in automotive industries. In Technologies for Economical and Functional Lightweight Design; Dröder, K., Vietor, T., Eds.; Springer: Berlin/Heidelberg, Germany, 2019; pp. 3–13. ISBN 978-3-662-58206-0. [Google Scholar]
- Santos, J.F.D.; Amancio Filho, S.T. (Eds.) Joining of Polymer-Metal Hybrid Structures: Principles and Applications, 1st ed.; John Wiley & Sons Inc: Hoboken, NJ, USA, 2018; ISBN 9781118177631. [Google Scholar]
- Habenicht, G. Kleben: Grundlagen, Technologien, Anwendungen, 6th ed.; Springer: Berlin/Heidelberg, Germany, 2009; ISBN 978-3-540-85264-3. [Google Scholar]
- Spancken, D.; Van der Straeten, K.; Beck, J.; Stötzner, N. Laserstrukturierung von Metalloberflächen für Hybridverbindungen. Lightweight Des. 2018, 11, 16–23. [Google Scholar] [CrossRef]
- Klotzbach, A.; Langer, M.; Pautzsch, R.; Standfuß, J.; Beyer, E. Thermal direct joining of metal to fiber reinforced thermoplastic components. J. Laser Appl. 2017, 29, 22421. [Google Scholar] [CrossRef]
- Engelmann, C.; Eckstaedt, J.; Olowinsky, A.; Aden, M.; Mamuschkin, V. Experimental and Simulative Investigations of Laser Assisted Plastic-metal-joints Considering Different Load Directions. Phys. Procedia 2016, 83, 1118–1129. [Google Scholar] [CrossRef]
- Gebauer, J.; Fischer, M.; Lasagni, A.F.; Kühnert, I.; Klotzbach, A. Laser structured surfaces for metal-plastic hybrid joined by injection molding. J. Laser Appl. 2018, 30, 32021. [Google Scholar] [CrossRef]
- Rodríguez-Vidal, E.; Sanz, C.; Lambarri, J.; Quintana, I. Experimental investigation into metal micro-patterning by laser on polymer-metal hybrid joining. Opt. Laser Technol. 2018, 104, 73–82. [Google Scholar] [CrossRef]
- Van der Straeten, K.; Engelmann, C.; Olowinsky, A.; Gillner, A. Comparison of laser-based joining approaches for plastic-metal-hybrids—Strength vs. process speed. In Proceedings of the 3rd Hybrid Conference, Bremen, Germany, 18–19 April 2018 2018; pp. 203–309. [Google Scholar]
- Engelmann, C.; Meier, D.; Olowinsky, A.; Kielwasser, M. Metal meets Composite: Hybrid Joining for Automotive Applications. In Proceedings of the Lasers in Manufacturing Conference (LiM), Munich, Germany, 25–29 June 2015. [Google Scholar]
- Kießling, R.; Ihlemann, J.; Pohl, M.; Stommel, M.; Dammann, C.; Mahnken, R.; Bobbert, M.; Meschut, G.; Hirsch, F.; Kästner, M. On the Design, Characterization and Simulation of Hybrid Metal-Composite Interfaces. Appl. Compos. Mater. 2017, 24, 251–269. [Google Scholar] [CrossRef]
- Verein Deutscher Ingenieure. VDI 2221 Blatt 1 Entwurf: Design of Technical Products and Systems—Model of Product Design; VDI 2221 Blatt 1; Entwurf: Berlin, Germany, 2018. [Google Scholar]
- Yilmaz, L.; Chan, W.K.V.; Moon, I.; Roeder, T.M.K. Tutorial: Simulation Metamodeling. In Proceedings of the 2015 Winter Simulation Conference (WSC), Huntington Beach, CA, USA, 6–9 December 2015. [Google Scholar]
- Cheng, R.; Currie, C. Optimization by Simulation Metamodelling Methods. In Proceedings of the 2004 Winter Simulation Conference, Washington, DC, USA, 5–8 December 2004; pp. 473–478, ISBN 0-7803-8786-4. [Google Scholar]
- Chen, V.C.; Tsui, K.-L.; Barton, R.R.; Allen, J.K. Ch. 7. A review of design and modeling in computer experiments. In Statistics in Industry; Elsevier: Amsterdam, The Netherlands, 2003; pp. 231–261. ISBN 9780444506146. [Google Scholar]
- Reinhart, G. (Ed.) Handbuch Industrie 4.0: Geschäftsmodelle, Prozesse, Technik; Hanser: München, Germany, 2017; ISBN 9783446446427. [Google Scholar]
- Rodríguez-Vidal, E.; Lambarri, J.; Soriano, C.; Sanz, C.; Verhaeghe, G. A Combined Experimental and Numerical Approach to the Laser Joining of Hybrid Polymer—Metal Parts. Phys. Procedia 2014, 56, 835–844. [Google Scholar] [CrossRef] [Green Version]
- Lambiase, F.; Genna, S.; Kant, R. A procedure for calibration and validation of FE modelling of laser-assisted metal to polymer direct joining. Opt. Laser Technol. 2018, 98, 363–372. [Google Scholar] [CrossRef]
- Müller, S.; de Luca, P.; Tramecon, A. Multi-Scale Analysis of Joints in Hybrid Metal/Composite Structures in ESI Virtual Performance Solution (VPS). In Proceedings of the 21st International Conference on Composite Materials, Xi’an, China, 20–25 August 2017. [Google Scholar] [CrossRef]
- Ma, F.; Chen, S.; Han, L.; Wang, Z.; Pu, Y. Experimental and numerical investigation on the strength of polymer-metal hybrid with laser assisted metal surface treatment. J. Adhes. Sci. Technol. 2019, 33, 1112–1129. [Google Scholar] [CrossRef]
- Dassault Systèmes. Abaqus 2016 Online Documentation. 2015. Available online: https://abaqus-docs.mit.edu/2017/English/SIMACAEEXCRefMap/simaexc-c-docproc.htm (accessed on 22 June 2021).
- Wittel, H.; Muhs, D.; Jannasch, D.; Voßiek, J. Roloff/Matek Maschinenelemente; Springer Fachmedien Wiesbaden: Wiesbaden, Germany, 2013. [Google Scholar]
- Rösner, A. Laserbasiertes Fügeverfahren zur Herstellung von Kunststoff-Metall-Hybridbauteilen; Zugl.: Aachen, Techn. Hochsch., Diss., 2014; Fraunhofer-Verl.: Stuttgart, Germany, 2014; ISBN 978-3-8396-0791-6. [Google Scholar]
- Rouibah, K.; Caskey, K.R. Change management in concurrent engineering from a parameter perspective. Comput. Ind. 2003, 50, 15–34. [Google Scholar] [CrossRef]
- Höpfner, G.; Jacobs, G.; Zerwas, T.; Drave, I.; Berroth, J.; Guist, C.; Rumpe, B.; Kohl, J. Model-Based Design Workflows for Cyber-Physical Systems Applied to an Electric-Mechanical Coolant Pump. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1097, 12004. [Google Scholar] [CrossRef]
- Simpson, T.W.; Poplinski, J.D.; Koch, P.N.; Allen, J.K. Metamodels for Computer-based Engineering Design: Survey and recommendations. EWC 2001, 17, 129–150. [Google Scholar] [CrossRef] [Green Version]
- Andary, F.; Berroth, J.; Jacobs, G. An Energy-Based Load Distribution Approach for the Application of Gear Mesh Stiffness on Elastic Bodies. J. Mech. Des. 2019, 141, 095001. [Google Scholar] [CrossRef]
- Pagitsch, M.; Jacobs, G.; Bosse, D.; Duda, T. Estimation of Internal Gearbox Loads for Condition Monitoring in Wind Turbines Based on Physical Modeling. J. Phys. Conf. Ser. 2020, 1669, 12008. [Google Scholar] [CrossRef]
- Wang, G.G.; Shan, S. Review of Metamodeling Techniques in Support of Engineering Design Optimization. Struct. Multidiscip. Optim. 2007, 129, 370–380. [Google Scholar] [CrossRef]
- Iman, R.L. Latin Hypercube Sampling. In Wiley StatsRef: Statistics Reference Online; Balakrishnan, N., Colton, T., Everitt, B., Piegorsch, W., Ruggeri, F., Teugels, J.L., Eds.; Wiley: Hoboken, NJ, USA, 2014; p. 36. ISBN 9781118445112. [Google Scholar]
- Gramacy, R.B. Surrogates: Gaussian Process Modeling, Design, and Optimization for the Applied Sciences; CRC Press Taylor & Francis Group: Boca Raton, FL, USA, 2020; ISBN 9780367815493. [Google Scholar]
- Parnianifard, A.; Azfanizam, A.S.; Ariffin, M.K.; Ismail, M.I. Comparative study of metamodeling and sampling design for expensive and semi-expensive simulation models under uncertainty. Simulation 2020, 96, 89–110. [Google Scholar] [CrossRef]
- Jin, R.; Chen, W.; Simpson, T.W. Comparative studies of metamodelling techniques under multiple modelling criteria. Struct. Multidiscip. Optim. 2001, 23, 1–13. [Google Scholar] [CrossRef]
- Madni, A.; Purohit, S. Economic Analysis of Model-Based Systems Engineering. Systems 2019, 7, 12. [Google Scholar] [CrossRef] [Green Version]
- Qian, Z.; Seepersad, C.C.; Joseph, V.R.; Allen, J.K.; Jeff Wu, C.F. Building Surrogate Models Based on Detailed and Approximate Simulations. J. Mech. Des. 2006, 128, 668–677. [Google Scholar] [CrossRef]
- Davis, S.E.; Cremaschi, S.; Eden, M.R. Efficient Surrogate Model Development: Impact of Sample Size and Underlying Model Dimensions. In Computer Aided Chemical Engineering; Elsevier: Amsterdam, The Netherlands, 2018; pp. 979–984. ISBN 9780444642417. [Google Scholar]
- Deshmukh, A.P.; Allison, J.T. Design of Dynamic Systems Using Surrogate Models of Derivative Functions. J. Mech. Des. 2017, 139, 161. [Google Scholar] [CrossRef] [Green Version]
- Hopmann, C.; Kreimeier, S.; Keseberg, J.; Wenzlau, C. Joining of Metal-Plastics-Hybrid Structures Using Laser Radiation by Considering the Surface Structure of the Metal. J. Polym. 2016, 2016, 1–10. [Google Scholar] [CrossRef] [Green Version]
- PyDOE2. Available online: https://github.com/clicumu/pyDOE2 (accessed on 22 June 2021).
- Christensen, R. Analysis of Variance, Design, and Regression: Linear Modeling for Unbalanced Data, 2nd ed.; Chapman and Hall/CRC: Boca Raton, FL, USA, 2020; ISBN 978-1498730143. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Description |
|---|---|
| Distance (µm) | A |
| Upper Opening (µm) | B |
| Aspect Ratio | E/B |
| Open Factor | C/B |
| Bump Ratio | D/B |
| Lower Arc Length Ratio | F/B |
| Lower Arc Height Ratio | G/B |
| Steel (1.4301) | Plastic (PP/GF40) | |
|---|---|---|
| Modulus (MPa) | 200,000 | 9200 |
| Density (g/cm³) | 7.9 | 1.2 |
| Poisson ratio | 0.3 | 0.35 |
| Tensile strength (MPa) | - | 185 |
| Strain at break (%) | - | 2.3 |
| Design Variables | |||||||
|---|---|---|---|---|---|---|---|
| ID | Number of Runs | Distance (µm) | Upper Opening (µm) | Aspect Ratio | Open Factor | Bump Ratio | Maximum Strength (MPa) |
| 1 | 2n | 300 | 51 | 1.22 | 1.00 | 0.5 | 6.26 ± 0.35 |
| 2 | 3n | 300 | 51.5 | 1.86 | 1.00 | 0.5 | 7.92 ± 0.53 |
| 3 | 4n | 300 | 56 | 2.32 | 1.09 | 0.5 | 9.05 ± 0.63 |
| 4 | 5n | 300 | 57 | 2.75 | 1.25 | 0.6 | 9.12 ± 0.81 |
| 5 | 6n | 300 | 46 | 4.17 | 1.39 | 0.7 | 9.10 ± 0.84 |
| 6 | 7n | 300 | 45 | 4.93 | 1.36 | 0.7 | 9.03 ± 0.61 |
| Factor | Min | Max |
|---|---|---|
| Distance (µm) | 250 µm | 350 µm |
| Upper Opening (µm) | 45 µm | 57 µm |
| Aspect Ratio | 1.2 | 5.0 |
| Open Factor | 1.0 | 1.4 |
| Bump Ratio | 0.5 | 0.7 |
| Lower Arc Length Ratio | 0.7 = const 0.5 = const | |
| Lower Arc Height Ratio | ||
| Method | Samples | Mean Error (%) | R2 (%) |
|---|---|---|---|
| FE micro model | - | 3.7 | - |
| ¼ factorial | 8 | 7.1 | 93.07 |
| ½ factorial | 16 | 6.2 | 99.74 |
| Full factorial | 32 | 6.3 | 91.78 |
| CCF | 43 | 6.8 | 98.57 |
| LHS | 43 | 11.3 | 83.82 |
| LHS | 200 | 9.1 | 52.13 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Berges, J.M.; van der Straeten, K.; Jacobs, G.; Berroth, J.; Gillner, A. Model-Based Estimation of the Strength of Laser-Based Plastic-Metal Joints Using Finite Element Microstructure Models and Regression Models. Materials 2021, 14, 5004. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14175004
Berges JM, van der Straeten K, Jacobs G, Berroth J, Gillner A. Model-Based Estimation of the Strength of Laser-Based Plastic-Metal Joints Using Finite Element Microstructure Models and Regression Models. Materials. 2021; 14(17):5004. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14175004
Chicago/Turabian StyleBerges, Julius Moritz, Kira van der Straeten, Georg Jacobs, Jörg Berroth, and Arnold Gillner. 2021. "Model-Based Estimation of the Strength of Laser-Based Plastic-Metal Joints Using Finite Element Microstructure Models and Regression Models" Materials 14, no. 17: 5004. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14175004