
Calculation Based on the Formation of Mg2Si and Its Effect on the Microstructure and Properties of Al–Si Alloys

Abstract
:1. Introduction
2. Experiment
2.1. Phase Diagram Calculation
2.2. Material Manufacture
2.3. Material Characterisation
3. Results and Discussion
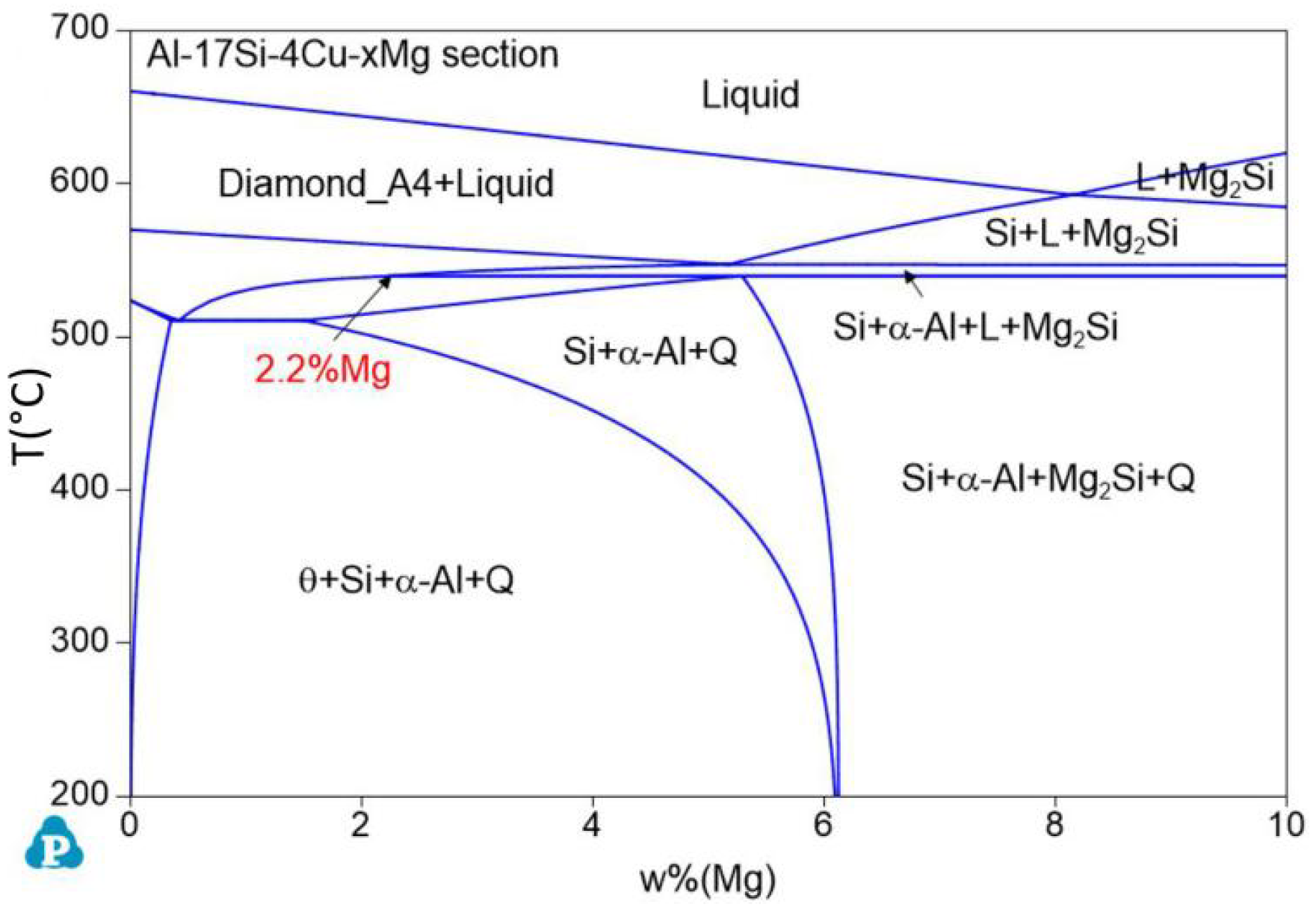
3.1. Phase Diagram for the As-Cast Al−17Si−4Cu−xMg Alloys
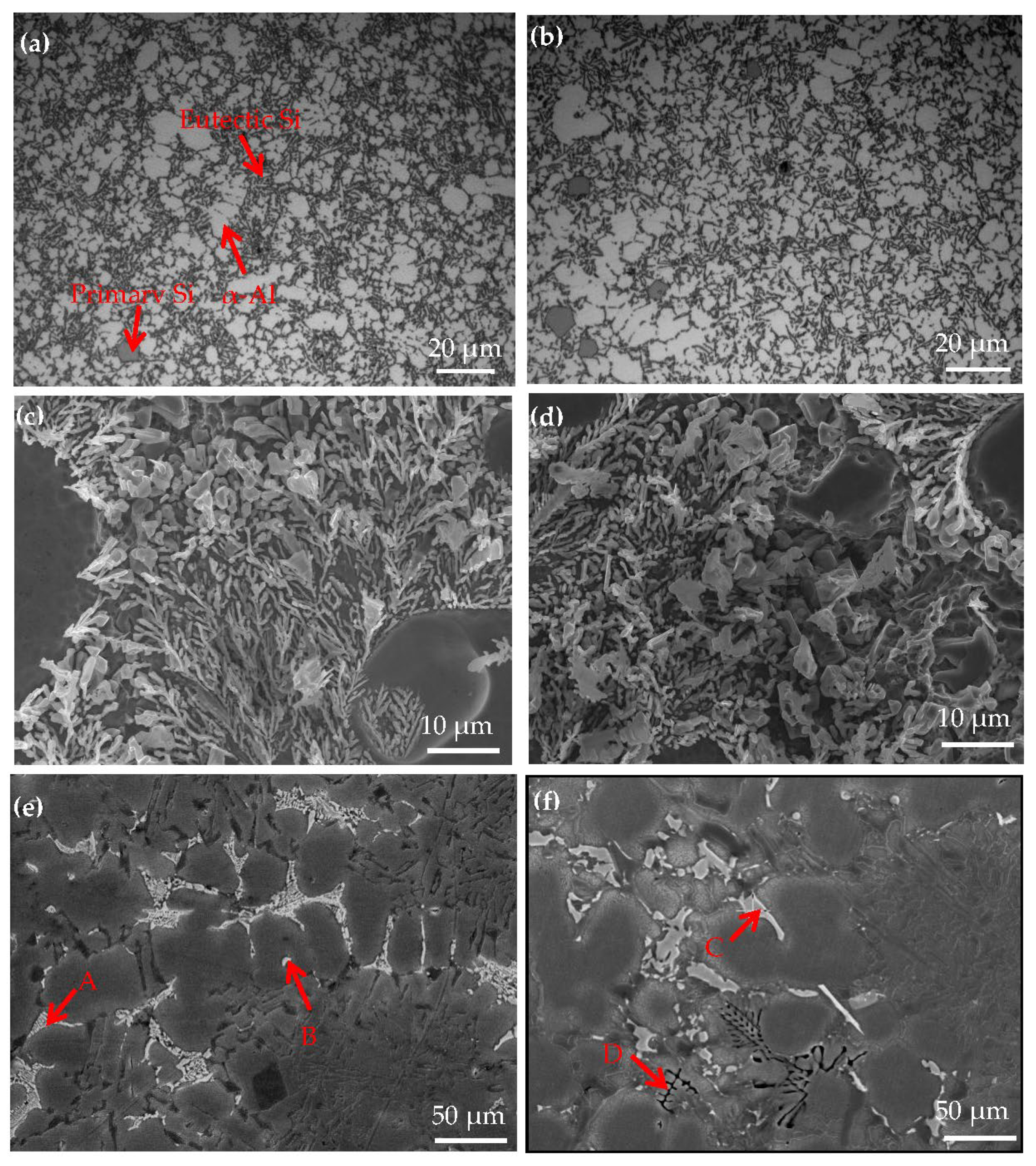
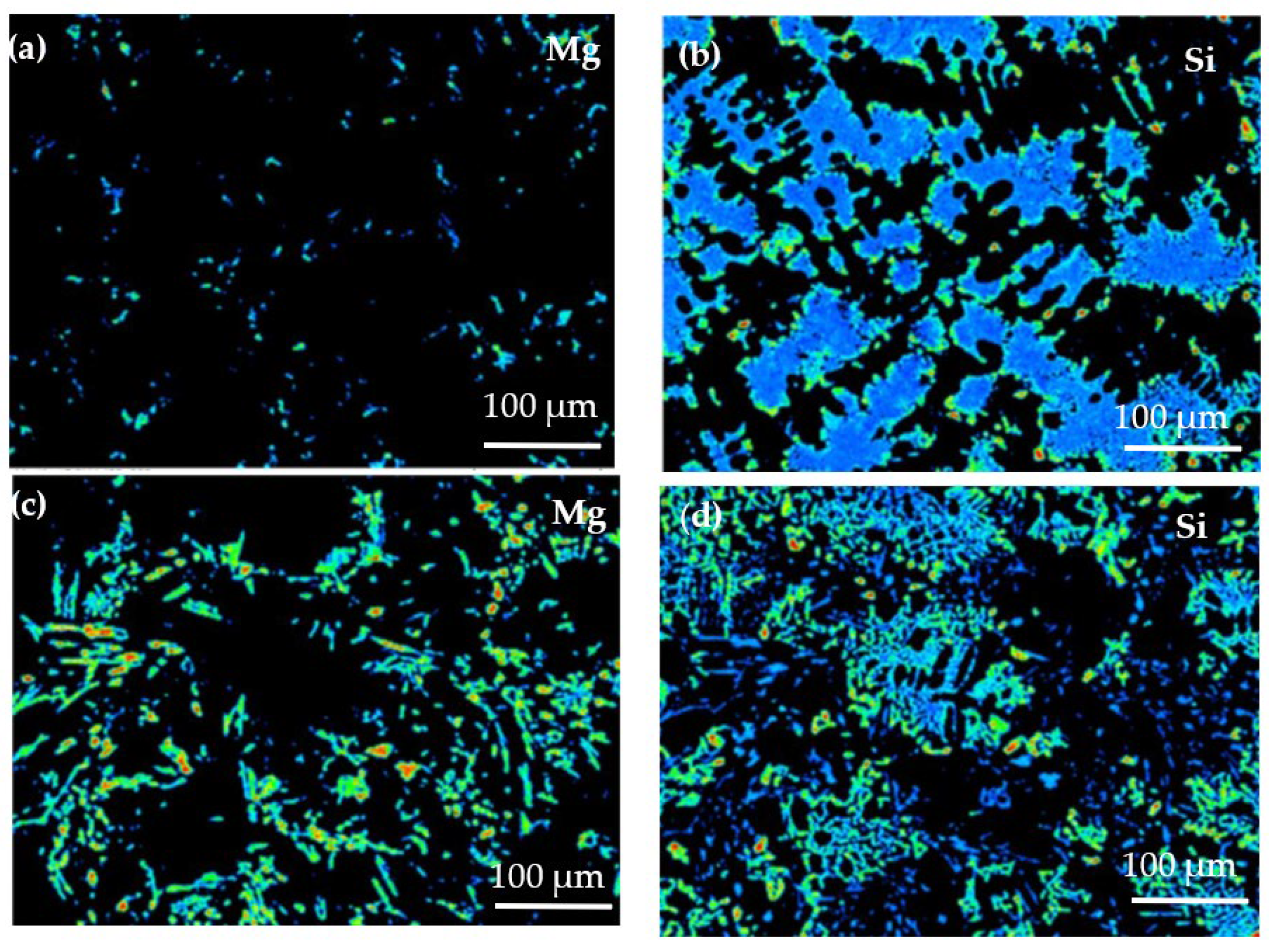
3.2. Microstructure of the Al−17Si−4Cu−xMg Alloys
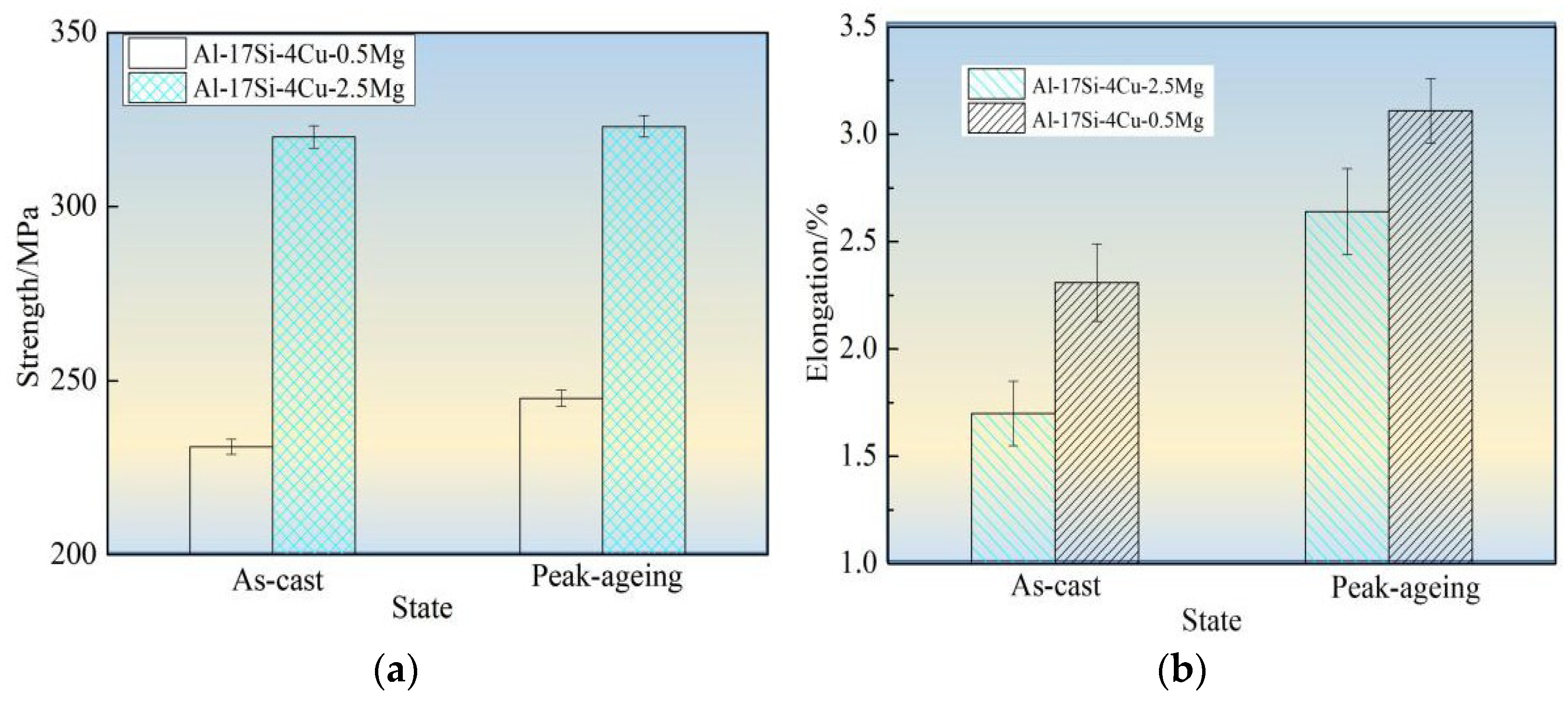
3.3. Mechanical Performances for Al−17Si−4Cu−xMg Alloys
4. Conclusions
- According to an equilibrium phase diagram calculation, when x > 2.2 wt.%, Mg2Si phase appears in the hypereutectic Al−17Si−4Cu−xMg alloys formed through semisolid extrusion. The Al−17Si−4Cu−2.5Mg microstructure revealed that the diffraction peak of the Mg2Si phase appears in the XRD diffraction curve, and the Mg2Si phase of Chinese characters is observed in the SEM, which is consistent with the calculation results. After the T6 heat treatment, short rod-like θ′ and needle-like Q′ phases formed within the Al−17Si−4Cu−0.5Mg alloy. In addition, needle-like and dot-like β″ phases were observed in the Al−17Si−4Cu−2.5Mg alloy.
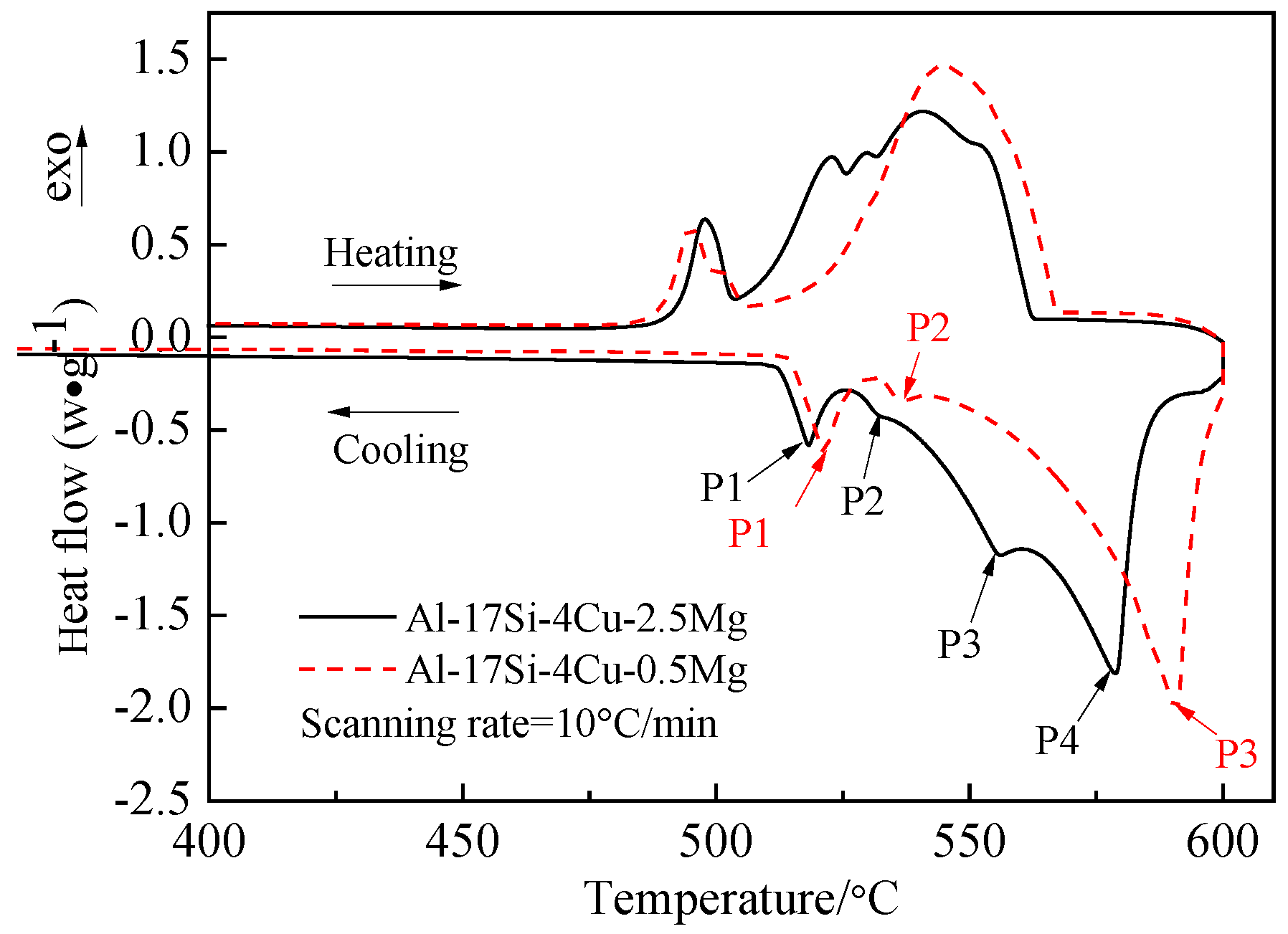
- According to the DSC solidification curve and solidification phase diagram, during solidification, the hypereutectic Al−17Si−4Cu−xMg alloy mainly follows the path: L → α-Al + eutectic Si + Q phase + θ phase with Mg content < 2.2 wt.%, and L → α-Al + eutectic Si + Q phase + θ phase + β phase with Mg content > 2.2 wt.%.
- The mechanical properties were considerably improved following aging and solution treatments on semisolid extrusion Al−17Si−4Cu−xMg alloys. For the peak ageing treatment, values of tensile strength, elongation, as well as hardness for Al−17Si−4Cu−0.5Mg were 331 MPa, 3.11%, and 168.1 HB, respectively. After the Mg level was elevated to 2.5 wt.%, tensile strength and elongation decreased, but hardness increased mainly because the hard–brittle phases of Mg2Si, Al8FeMg3Si, and Al5Cu2Mg8Si6 are formed in the alloy.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tokunaga, T.; Sotomoto, K.; Ohno, M.; Matsuura, K.J. Development of High Corrosion- and Wear–Resistant Al-Si Alloy Coating on AZ80 Mg Alloy by Hot Extrusion. Mater. Eng. Perform. 2020, 29, 1–8. [Google Scholar] [CrossRef]
- Cheng, W.; Liu, C.Y.; Ge, Z.J. Optimizing the mechanical properties of Al–Si alloys through friction stir processing and rolling. Mater. Sci. Eng. A 2021, 804, 15. [Google Scholar] [CrossRef]
- Qi, M.F.; Kang, Y.L.; Qiu, Q.Q.; Tang, W.C.; Li, J.Y.; Li, B.S. Microstructures, mechanical properties, and corrosion behavior of novel high-thermal-conductivity hypoeutectic Al-Si alloys prepared by rheological high pressure die-casting and high pressure die-casting. J. Alloy. Compd. 2018, 745, 487–502. [Google Scholar] [CrossRef]
- Wang, S.; Liu, Y.; Peng, H.P.; Lu, X.W.; Wang, J.H.; Su, X.P. Microstructure and Mechanical Properties of Al–12.6Si Eutectic Alloy Modified with Al–5Ti Master Alloy. Adv. Eng. Mater. 2017, 19, 105–109. [Google Scholar] [CrossRef]
- Damavandi, E.; Nourouzi, S.; Jamaati, R.; Rabiee, S.M.; Szpunar, J.A. Influence of Thermomechanical Processing on the Microstructure and Tensile Behavior of Solution-Treated Al-18%Si-4.5%Cu Alloy. J. Mater. Eng. Perform. 2021, 30, 4651–4668. [Google Scholar] [CrossRef]
- Zheng, Y.; Xiao, W.; Ge, S.; Zhao, W.; Hanada, S.; Ma, C. Effects of Cu content and Cu/Mg ratio on the microstructure and mechanical properties of Al–Si–Cu–Mg alloys. J. Alloy. Compd. 2015, 649, 291–296. [Google Scholar] [CrossRef]
- Asghar, G.; Peng, L.; Fu, P.; Yuan, L.; Liu, Y. Role of Mg2Si precipitates size in determining the ductility of A357 cast alloy. Mater. Design. 2020, 186, 108280. [Google Scholar] [CrossRef]
- Farkoosh, A.R.; Pekguleryuz, M. Enhanced mechanical properties of an Al–Si–Cu–Mg alloy at 300 °C: Effects of Mg and the Q-precipitate phase. Mater. Sci. Eng. A 2015, 621, 277–286. [Google Scholar] [CrossRef]
- Alhawari, K.S.; Omar, M.Z.; Ghazali, M.J.; Salleh, M.S.; Mohammed, M.N. Microstructural evolution during semisolid processing of Al–Si–Cu alloy with different Mg contents. Trans. Nonferrous. Met. Soc. China 2017, 27, 1483–1497. [Google Scholar] [CrossRef]
- Ji, S.; Yang, W.; Wang, Y.; Fan, Z. Effect of Mg level on the microstructure and mechanical properties of die-cast Al–Si–Cu alloys. Mater. Sci. Eng. A 2015, 642, 340–350. [Google Scholar]
- Arif, M.A.M.; Omar, M.Z.; Sajuri, Z.; Salleh, M.S. Effects of Cu and Mg on thixoformability and mechanical properties of aluminium alloy 2014. Trans. Nonferrous. Met. Soc. China 2020, 30, 275–287. [Google Scholar] [CrossRef]
- Tian, N.; Wang, G.; Zhou, Y.; Liu, C.; Zuo, L. Formation of Phases and Microstructures in Al-8Si Alloys with Different Mg Content. Materials 2021, 14, 762. [Google Scholar] [CrossRef] [PubMed]
- Huang, X.F.; Feng, K.; Nonferr, R.X.T. Effects of Mg and Mn element on microstructure and mechanical properties of Al-Si alloy. Trans. Nonferrous. Met. Soc. China 2012, 22, 2196–2204. [Google Scholar]
- Mandal, A.; Chakraborty, M.; Murty, B.S. Ageing behaviour of A356 alloy reinforced with in-situ formed TiB2 particles. Mater. Sci. Eng. A 2008, 489, 220–226. [Google Scholar] [CrossRef]
- Zhang, B.R.; Zhang, L.K.; Wang, Z.M.; Gao, A.J. Achievement of High Strength and Ductility in Al–Si–Cu–Mg Alloys by Intermediate Phase Optimization in As-Cast and Heat Treatment Conditions. Materials 2020, 13, 647. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hao, J.F.; Luo, H.X.; Bian, J.C.; Shi, Y.J.; Yu, B.Y.; Li, R.X. The effect of squeeze casting process on the microstructure, mechanical properties and wear properties of hypereutectic Al–Si–Cu–Mg alloy. Int. J. Met. 2021. [Google Scholar] [CrossRef]
- Hitchcock, M.; Wang, Y.; Fan, Z. Secondary solidification behaviour of the Al–Si–Mg alloy prepared by the rheo-diecasting process. Acta. Mater. 2007, 55, 1589–1598. [Google Scholar] [CrossRef]
- Hu, B.; Li, D.; Li, Z.; Xu, J.; Zeng, X. Hot Tearing Behavior in Double Ternary Eutectic Alloy System: Al-Mg-Si Alloys. Metall. Mater. Trans. A 2021, 52, 789–805. [Google Scholar] [CrossRef]
- Zhang, X.; Zhang, Z.F.; Xu, J. Effects of Solution Treatment on the Microstructure and Mechanical Properties of Al-16.9Si-4.5Cu-0.15Mg Alloy. Rare. Metal. Met. Eng. 2011, 40, 73–77. [Google Scholar]
- Toschi, S. Optimization of a354 Al-Si-Cu-Mg alloy heat treatment: Effect on microstructure, hardness, and tensile properties of peak aged and overaged alloy. Metals 2018, 8, 961. [Google Scholar] [CrossRef] [Green Version]
- Murayama, M.; Hono, K.; Miao, W.F.; Laughlin, D.E. The effect of Cu additions on the precipitation kinetics in an Al-Mg-Si alloy with excess Si. Metall. Mater. Trans. A 2001, 32, 239–246. [Google Scholar] [CrossRef]
- Vissers, R.; Huis, M.; Jansen, J.; Zandbergen, H.W.; Marioara, C.D.; Andersen, S.J. The crystal structure of the β′ phase in Al–Mg–Si alloys. Acta. Mater. 2007, 55, 3815–3823. [Google Scholar] [CrossRef]
- Gazizov, M.; Marioara, C.D.; Friis, J.; Wenner, S.; Holmestad, R.; Kaibyshev, R. Precipitation behavior in an Al–Cu–Mg–Si alloy during ageing. Mater. Sci. Eng. A 2019, 767, 138369. [Google Scholar] [CrossRef]
- Ma, K.K.; Wen, H.M.; Hu, T.; Topping, T.D.; Isheim, D.; Seidman, D.N.; Lavernia, E.J.; Schoenung, J.M. Mechanical behavior and strengthening mechanisms in ultrafine grain precipitation-strengthened aluminum alloy. Acta. Mater. 2014, 62, 141–155. [Google Scholar] [CrossRef]
- Buchanan, K.; Colas, K.; Ribis, J.; Lopez, A.; Garnier, J. Precipitation behavior in an Al–Cu–Mg–Si alloy during ageing. Acta. Mater. 2017, 132, 209–221. [Google Scholar] [CrossRef]
- Biswas, A.; Siegel, D.J.; Seidman, D.N. Compositional evolution of Q-phase precipitates in an aluminum alloy. Acta. Mater. 2014, 75, 322–336. [Google Scholar] [CrossRef]
- Hwang, J.Y.; Banerjee, R.; Doty, H.W.; Kaufman, M.J. The effect of Mg on the structure and properties of type 319 aluminum casting alloys. Acta. Mater. 2009, 57, 1308. [Google Scholar] [CrossRef]
- Peng, H.P.; Zhi, W.L.; Zhu, J.Q.; Su, X.P.; Liu, Y.; Wu, C.J.; Wang, J.H. Microstructure and mechanical properties of Al–Si alloy modified with Al–3P. Trans. Nonferrous. Met. Soc. China 2020, 30, 595–602. [Google Scholar] [CrossRef]
- Sekhar, A.P.; Mandal, A.B.; Das, D.J. Mechanical properties and corrosion behavior of artificially aged Al-Mg-Si alloy. Mater. Res. Technol. 2019, 9, 1005–1024. [Google Scholar] [CrossRef]
- Salleh, M.S.; Omar, M.Z.; Syarif, J.; Alhawari, K.S.; Mohammed, M.N. Microstructure and mechanical properties of thixoformed A319 aluminium alloy. Mater. Design 2014, 64, 142–152. [Google Scholar] [CrossRef]
- Li, R.X.; Liu, L.J.; Sun, J.; Yu, B.Y. Effect of Squeeze Casting on Microstructure and Mechanical Properties of Hypereutectic Al-xSi Alloys. J. Mater. Sci. Technol. 2017, 33, 404–410. [Google Scholar] [CrossRef]
- Sh, Y.J.; Zhang, L.J.; Zheng, L.; Li, R.X. Effect of squeeze casting process on microstructures and flow stress behavior of Al-17.5Si-4Cu-0.5Mg alloy. Iron. Steel. Res. 2017, 9, 957–965. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Si | Cu | Mg | Fe | Al |
|---|---|---|---|---|---|
| 1 | 17.49 | 4.26 | 0.48 | 0.19 | Bal. |
| 2 | 17.25 | 3.97 | 2.45 | 0.24 | Bal. |
| Alloys | Temperature of Peak1/°C | Temperature of Peak2/°C | Temperature of Peak3/°C | Temperature of Peak4/°C | ||||
|---|---|---|---|---|---|---|---|---|
| Onset | Peak | Onset | Peak | Onset | Peak | Onset | Peak | |
| Al−17Si−4Cu−0.5Mg | 495.3 | 521.0 | 501.5 | 537.3 | 544.5 | 590.3 | — | — |
| Al−17Si−4Cu−2.5Mg | 497.6 | 518.1 | 522.6 | 531.7 | 529.2 | 555.2 | 540.9 | 578.3 |
| W(Mg)/% | Microstructure after Solidification |
|---|---|
| 0.5 | α-Al + eutectic Si + Q-Al5Cu2Mg8Si6 + θ-Al2Cu |
| 2.5 | α-Al + eutectic Si + Q-Al5Cu2Mg8Si6 + θ-Al2Cu+ β-Mg2Si |
| Locations | Al | Si | Cu | Mg | Fe | Phase | Morphology |
|---|---|---|---|---|---|---|---|
| A | 75.09 | 18.85 | 2.77 | 3.29 | — | Q(Al5Cu2Mg8Si6) | Gridded |
| B | 74.99 | — | 25.01 | — | — | θ(Al2Cu) | Globular |
| C | 71.26 | 16.42 | — | 5.23 | 6.09 | β(Al8FeMg3Si) | Strip |
| D | 68.15 | 26.14 | — | 5.71 | — | β(Mg2Si) | Chinese characters |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hao, J.; Yu, B.; Bian, J.; Chen, B.; Wu, H.; Li, W.; Li, Y.; Li, R. Calculation Based on the Formation of Mg2Si and Its Effect on the Microstructure and Properties of Al–Si Alloys. Materials 2021, 14, 6537. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14216537
Hao J, Yu B, Bian J, Chen B, Wu H, Li W, Li Y, Li R. Calculation Based on the Formation of Mg2Si and Its Effect on the Microstructure and Properties of Al–Si Alloys. Materials. 2021; 14(21):6537. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14216537
Chicago/Turabian StyleHao, Jianfei, Baoyi Yu, Jiancong Bian, Bin Chen, Huishu Wu, Weirong Li, Yanfang Li, and Runxia Li. 2021. "Calculation Based on the Formation of Mg2Si and Its Effect on the Microstructure and Properties of Al–Si Alloys" Materials 14, no. 21: 6537. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14216537