Modification of Surface and Subsurface Properties of AA1050 Alloy by Shot Peening

 , ,
, ,  and
and 
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Shot Peening Process
2.3. Subsurface Microstructural and Mechanical Characterisation
2.4. Surface Characterisation
3. Results
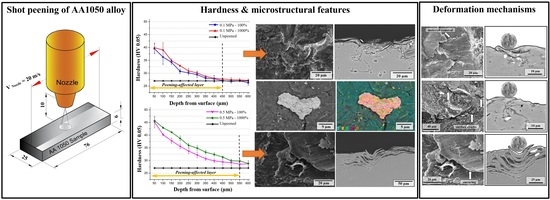
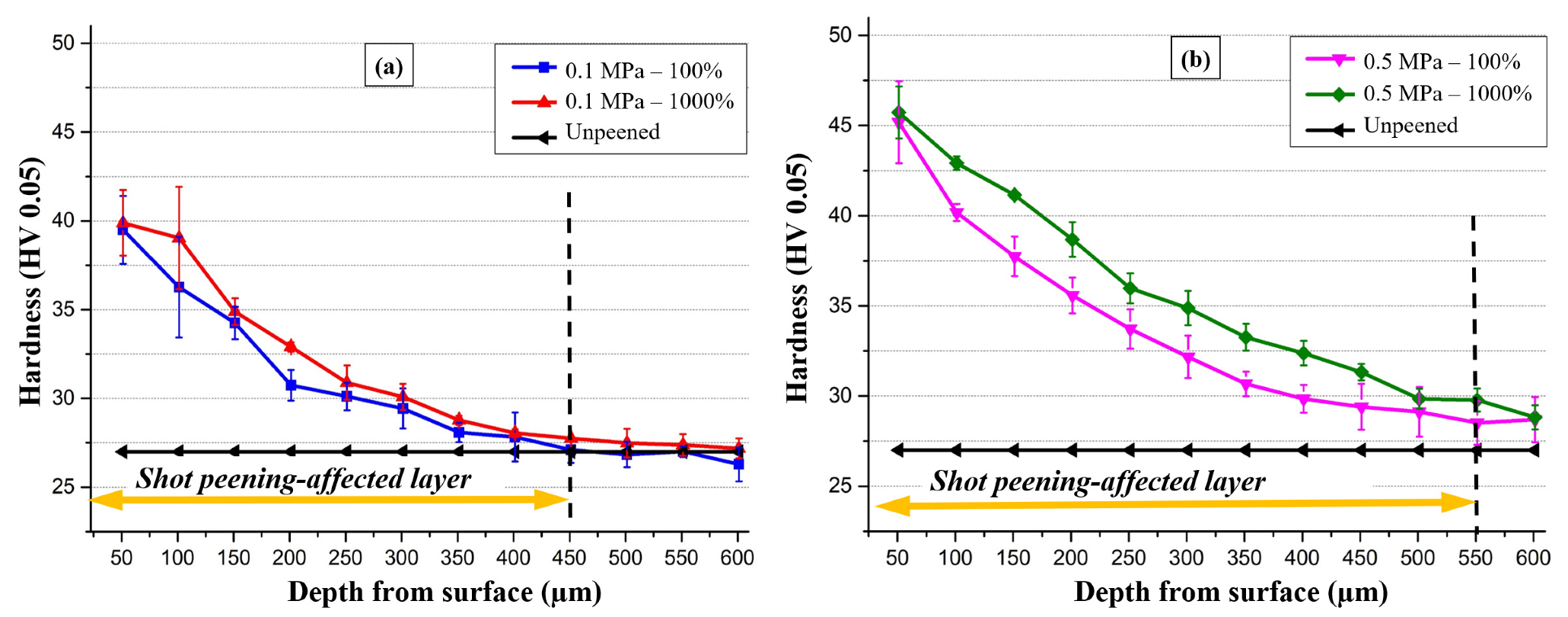
3.1. Hardness Improvement after SP
3.2. Modification of Surface Morphology and Subsurface Microstructure
4. Discussion
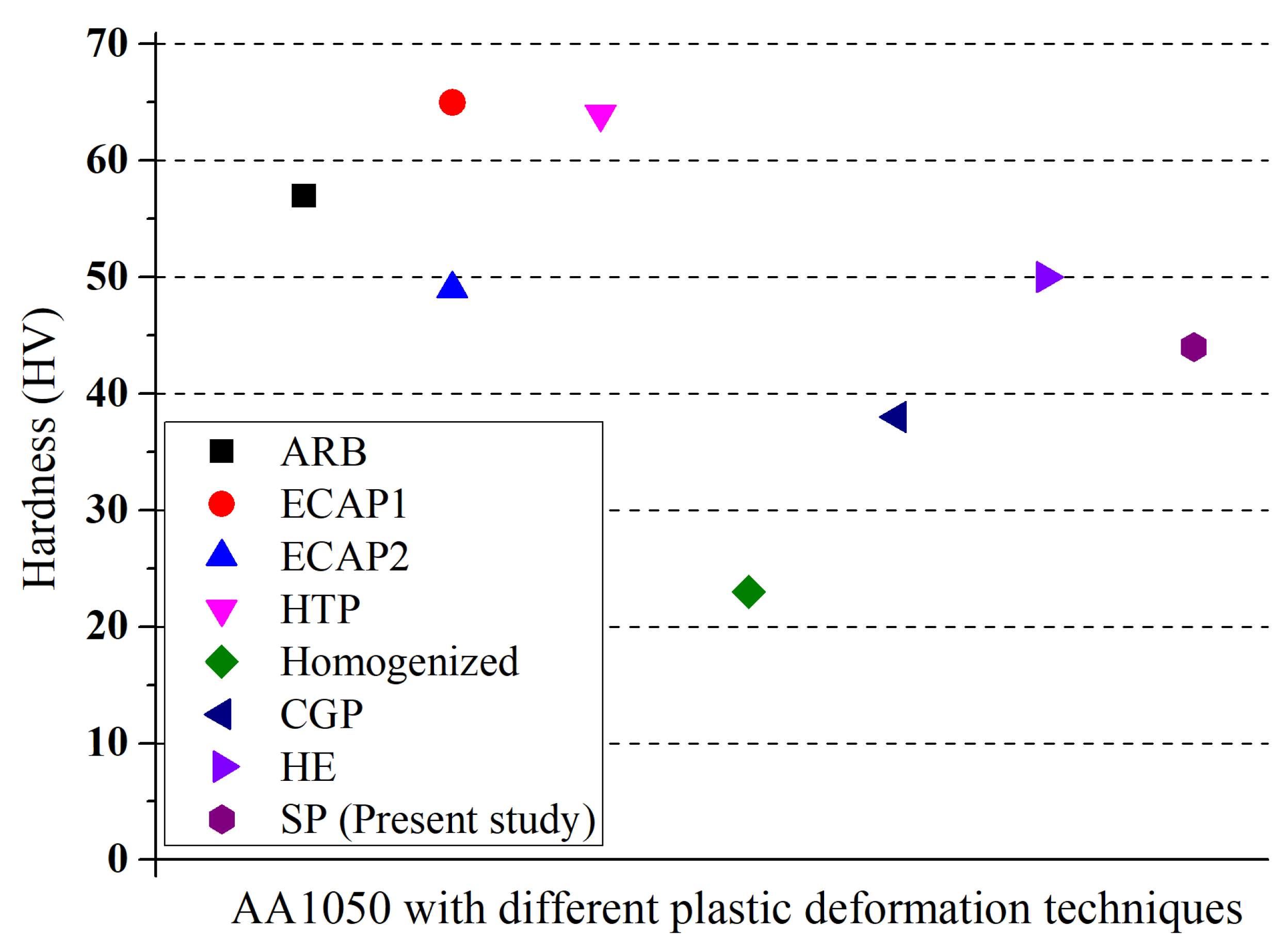
4.1. Mechanical Properties of Shot-Peened AA1050 Alloy
4.2. Surface and Subsurface Features of Shot-Peened AA1050 Alloy
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| Al | Aluminium |
| AMC | Al matrix composites |
| ARB | Accumulative roll bonding |
| CGP | Constrained groove pressing |
| ECAP | Equal channel angular pressing |
| EDS | Energy-dispersive X-ray spectroscopy |
| HE | Hydrostatic extrusion |
| HPT | High pressure and torsion |
| IACS | International annealed copper standard |
| SEM | Scanning electron microscopy |
| SP | Shot peening |
| SPD | Severe plastic deformation |
Symbols
| σu | Ultimate tensile strength |
| σy | Yield strength |
| Hv | Vickers hardness |
| Ra | Average surface roughness |
References
- Kikuchi, S.; Yoshida, S.; Nakamura, Y.; Nambu, K.; Akahori, T. Characterization of the hydroxyapatite layer formed by fine hydroxyapatite particle peening and its effect on the fatigue properties of commercially pure titanium under four-point bending. Surf. Coat. Technol. 2016, 288, 196–202. [Google Scholar] [CrossRef]
- Hou, J.P.; Chen, Q.Y.; Wang, Q.; Yu, H.Y.; Zhang, Z.J.; Li, R.; Li, X.W.; Zhang, Z.F. Effects of annealing treatment on the microstructure evolution and the strength degradation behavior of the commercially pure Al conductor. Mater. Sci. Eng. A 2017, 707, 511–517. [Google Scholar] [CrossRef]
- Allazadeh, M.R. Analysing The Effect of Strain Rate and Temperature on The Flow Stress in AA1050 Sheet Using E-2448 Standard. J. Multidiscip. Eng. Sci. Technol. 2018, 5, 9009–9015. [Google Scholar]
- Haghighi, O.; Amini, K.; Gharavi, F. Effect of Shot Peening Operation on the Microstructure and Wear Behavior of AZ31 Magnesium Alloy. Prot. Met. Phys. Chem. Surf. 2020, 56, 164–168. [Google Scholar] [CrossRef]
- Hou, J.P.; Wang, Q.; Yang, H.J.; Wu, X.M.; Li, C.H.; Li, X.W.; Zhang, Z.F. Microstructure evolution and strengthening mechanisms of cold-drawn commercially pure aluminum wire. Mater. Sci. Eng. A 2015, 639, 103–106. [Google Scholar] [CrossRef]
- Sun, Y.; Zhang, Z.; Qin, Y.; Xu, X.; Yang, S. The effect of rotation accelerated shot peening on mechanical property and antimicrobial activity of pure copper. Surf. Coat. Technol. 2020, 384, 125319. [Google Scholar] [CrossRef]
- Yin, F.; Liu, Y.; Xu, R.; Zhao, K.; Partin, A.; Han, Q. Nanograined surface fabricated on the pure copper by ultrasonic shot peening and an energy-density based criterion for peening intensity quantification. J. Manuf. Process. 2018, 32, 656–663. [Google Scholar] [CrossRef]
- El-Mahallawy, N.A.; Zoalfakar, S.H.; Abdel Ghaffar, A.M.A. Microstructure investigation, mechanical properties and wear behavior of Al 1050/SiC composites fabricated by friction stir processing (FSP). Mater. Res. Express 2019, 6, 096522. [Google Scholar] [CrossRef]
- Dai, S.; Zhu, Y.; Huang, Z. Microstructure evolution and strengthening mechanisms of pure titanium with nano-structured surface obtained by high energy shot peening. Vacuum 2016, 125, 215–221. [Google Scholar] [CrossRef]
- Turan, M.E. Investigation of mechanical properties of carbonaceous (MWCNT, GNPs and C60) reinforced hot-extruded aluminum matrix composites. J. Alloy Compd. 2019, 788, 352–360. [Google Scholar] [CrossRef]
- Ijiri, M.; Shimonishi, D.; Nakagawa, D.; Yoshimura, T. Effect of water jet peening using ultrasonic waves on pure Al and Al–Cu alloy surfaces. Int. J. Lightweight Mater. Manuf. 2018, 1, 246–251. [Google Scholar] [CrossRef]
- Beevers, C.; Honeycombe, R. The initiation of ductile fracture in pure metals. Philos. Mag. 1962, 7, 763–773. [Google Scholar] [CrossRef]
- Noell, P.; Carroll, J.; Hattar, K.M.; Clark, B.; Boyce, B.L. Ductile Fracture in Pure Metals: From Void Nucleation to Final Fracture; Sandia National Lab. (SNL-NM): Albuquerque, NM, USA, 2018. [Google Scholar]
- Msomi, V.; Mbana, N. Mechanical Properties of Friction Stir Welded AA1050-H14 and AA5083-H111 Joint: Sampling Aspect. Metals 2020, 10, 214. [Google Scholar] [CrossRef] [Green Version]
- Joma, S.; Sancy, M.; Sutter, E.M.M.; Tran, T.T.M.; Tribollet, B. Incongruent dissolution of copper in an Al-Cu assembling. Influence of local pH changes. Surf. Interface Anal. 2013, 45, 1590–1596. [Google Scholar] [CrossRef]
- Lapovok, R.; Amouyal, Y.; Qi, Y.; Berner, A.; Kosinova, A.; Lakin, E.; Molodov, D.A.; Zolotoyabko, E. Enhancement of electrical conductivity in aluminum single crystals by boron treatment in solid state. J. Mater. Sci. 2019, 55, 2564–2577. [Google Scholar] [CrossRef]
- Su, L.; Lu, C.; Li, H.; Deng, G.; Tieu, K. Investigation of ultrafine grained AA1050 fabricated by accumulative roll bonding. J. Mater. Sci. Eng. A 2014, 614, 148–155. [Google Scholar] [CrossRef] [Green Version]
- Sverdlin, A. Handbook of Aluminum; Marcel Dekker, Inc.: New York, NY, USA, 2003. [Google Scholar]
- Al-Shayea, A.; Dabwan, A.; Ragab, A.E.; Nasr, M.M.; Kaid, H. Studying the Effect of Process Parameters on Part Depth in Single Point Incremental Forming of AA1050-H14 Aluminum Alloy Sheets. Teh. Vjesn. Tech. Gaz. 2019, 26, 1606–1613. [Google Scholar] [CrossRef]
- El-Danaf, E.; Soliman, M.; Almajid, A.; El-Rayes, M.M. Enhancement of mechanical properties and grain size refinement of commercial purity aluminum 1050 processed by ECAP. Mater. Sci. Eng. A 2007, 458, 226–234. [Google Scholar] [CrossRef]
- Saud, H.M.; Abdulrazzaq, M.A. Study the effect of cold working on the mechanical properties of aluminum alloy 2024 T4. IOP Conf. Ser. Mater. Sci. Eng. 2020, 928, 022125. [Google Scholar] [CrossRef]
- Cho, K.T.; Song, K.; Oh, S.H.; Lee, Y.-K.; Lim, K.M.; Lee, W.B. Surface hardening of aluminum alloy by shot peening treatment with Zn based ball. Mater. Sci. Eng. A 2012, 543, 44–49. [Google Scholar] [CrossRef]
- Kikuchi, S.; Nakamura, Y.; Nambu, K.; Ando, M. Effect of shot peening using ultra-fine particles on fatigue properties of 5056 aluminum alloy under rotating bending. Mater. Sci. Eng. A 2016, 652, 279–286. [Google Scholar] [CrossRef] [Green Version]
- Efe, Y.; Karademir, I.; Husem, F.; Maleki, E.; Karimbaev, R.; Amanov, A.; Unal, O. Enhancement in microstructural and mechanical performance of AA7075 aluminum alloy via severe shot peening and ultrasonic nanocrystal surface modification. Appl. Surf. Sci. 2020, 528, 146922. [Google Scholar] [CrossRef]
- Luong, H.; Hill, M.R. The effects of laser peening and shot peening on high cycle fatigue in 7050-T7451 aluminum alloy. Mater. Sci. Eng. A 2010, 527, 699–707. [Google Scholar] [CrossRef]
- Gamin, Y.V.; Akopyan, T.K.; Koshmin, A.N.; Dolbachev, A.P.; Goncharuk, A.V. Microstructure evolution and property analysis of commercial pure Al alloy processed by radial-shear rolling. Arch. Civ. Mech. Eng. 2020, 20, 143. [Google Scholar] [CrossRef]
- Cevik, E.; Sun, Y.; Turen, Y.; Ahlatci, H. An investigation on dry sliding wear behaviour of pressure infiltrated AA1050-XMg/B4C composites. Sci. Eng. Compos. Mater. 2018, 25, 67–73. [Google Scholar] [CrossRef]
- Premkumar, R.; Vignesh, R.V.; Padmanaban, R.; Govindaraju, M.; Santhi, R. Investigation on the microstructure, microhardness, and tribological behavior of AA1100-hBN surface composite. Koroze Ochr. Mater. 2021, 65, 1–11. [Google Scholar] [CrossRef]
- Rahmati, Z.; Jamshidi Aval, H.; Nourouzi, S.; Jamaati, R. Microstructural, tribological, and texture analysis of friction surfaced Al-Mg-Cu clad on AA1050 alloy. Surf. Coat. Technol. 2020, 397, 125980. [Google Scholar] [CrossRef]
- Rahmati, Z.; Jamshidi Aval, H.; Nourouzi, S.; Jamaati, R. Effect of mechtrode rotational speed on friction surfacing of AA2024 on AA1050 substrate. CIRP J. Manuf. Sci. Technol. 2021, 33, 209–221. [Google Scholar] [CrossRef]
- Kawasaki, M.; Alhajeri, S.N.; Xu, C.; Langdon, T.G. The development of hardness homogeneity in pure aluminum and aluminum alloy disks processed by high-pressure torsion. Mater. Sci. Eng. A 2011, 529, 345–351. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Estrin, Y.; Horita, Z.; Langdon, T.G.; Zehetbauer, M.J.; Zhu, Y. Producing Bulk Ultrafine-Grained Materials by Severe Plastic Deformation: Ten Years Later. JOM 2016, 68, 1216–1226. [Google Scholar] [CrossRef] [Green Version]
- Bagherzadeh, S.; Abrinia, K. Effect of Ultrasonic Vibration on Compression Behavior and Microstructural Characteristics of Commercially Pure Aluminum. J. Mater. Eng. Perform. 2015, 24, 4364–4376. [Google Scholar] [CrossRef]
- Zhu, Y.T.; Lowe, T.C.; Langdon, T.G. Performance and applications of nanostructured materials produced by severe plastic deformation. J. Scr. Mater. 2004, 51, 825–830. [Google Scholar] [CrossRef]
- AlSumait, A.; Li, Y.; Weaser, M.; Niji, K.; Battel, G.; Toal, R.; Alvarez, C.; Es-Said, O.S. A Comparison of the Fatigue Life of Shot-Peened 4340M Steel with 100, 200, and 300% Coverage. J. Mater. Eng. Perform. 2019, 28, 1780–1789. [Google Scholar] [CrossRef]
- Gao, Y.K.; Wu, X.R. Experimental investigation and fatigue life prediction for 7475-T7351 aluminum alloy with and without shot peening-induced residual stresses. Acta Mater. 2011, 59, 3737–3747. [Google Scholar] [CrossRef]
- Oguri, K. Fatigue life enhancement of aluminum alloy for aircraft by Fine Particle Shot Peening (FPSP). J. Mater. Process. Technol. 2011, 211, 1395–1399. [Google Scholar] [CrossRef]
- Gariépy, A.; Bridier, F.; Hoseini, M.; Bocher, P.; Perron, C.; Lévesque, M. Experimental and numerical investigation of material heterogeneity in shot peened aluminium alloy AA2024-T351. Surf. Coat. Technol. 2013, 219, 15–30. [Google Scholar] [CrossRef]
- Benedetti, M.; Fontanari, V.; Bandini, M.; Savio, E. High- and very high-cycle plain fatigue resistance of shot peened high-strength aluminum alloys: The role of surface morphology. Int. J. Fatigue 2015, 70, 451–462. [Google Scholar] [CrossRef]
- Gao, Z.; Liao, K.; Chen, J. Surface Characteristic Function of Al Alloy after Shot Peening. Coatings 2021, 11, 160. [Google Scholar] [CrossRef]
- Li, K.; He, Y.; Fang, C.; Ma, H.; Kim, J.; Lee, H.S.; Song, J.I.; Yang, C.W.; Lee, J.H.; Shin, K. Surface nanocrystallization of pure Cu induced by ultrasonic shot peening. J. Nanosci. Nanotechnol. 2014, 14, 9637–9643. [Google Scholar] [CrossRef]
- Chen, B.; Huang, B.; Liu, H.; Li, X.; Ni, M.; Lu, C. Surface nanocrystallization induced by shot peening and its effect on corrosion resistance of 6061 aluminum alloy. J. Mater. Res. 2014, 29, 3002–3010. [Google Scholar] [CrossRef]
- Harding, M.D.; Donaldson, I.W.; Hexemer, R.L.; Gharghouri, M.A.; Bishop, D.P. Characterization of the microstructure, mechanical properties, and shot peening response of an industrially processed Al–Zn–Mg–Cu PM alloy. J. Mater. Process. Technol. 2015, 221, 31–39. [Google Scholar] [CrossRef]
- Sun, Q.; Liu, X.; Han, Q.; Li, J.; Xu, R.; Zhao, K. A comparison of AA2024 and AA7150 subjected to ultrasonic shot peening: Microstructure, surface segregation and corrosion. Surf. Coat. Technol. 2018, 337, 552–560. [Google Scholar] [CrossRef]
- Pandey, V.; Singh, J.K.; Chattopadhyay, K.; Srinivas, N.C.S.; Singh, V. Influence of ultrasonic shot peening on corrosion behavior of 7075 aluminum alloy. J. Alloys Compd. 2017, 723, 826–840. [Google Scholar] [CrossRef]
- Jindal, S.; Bansal, R.; Singh, B.P.; Pandey, R.; Narayanan, S.; Wani, M.R.; Singh, V. Enhanced osteoblast proliferation and corrosion resistance of commercially pure titanium through surface nanostructuring by ultrasonic shot peening and stress relieving. J. Oral Implantol. 2014, 40, 347–355. [Google Scholar] [CrossRef] [PubMed]
- Zhu, L.; Guan, Y.; Wang, Y.; Xie, Z.; Lin, J.; Zhai, J. Influence of process parameters of ultrasonic shot peening on surface roughness and hydrophilicity of pure titanium. Surf. Coat. Technol. 2017, 317, 38–53. [Google Scholar] [CrossRef]
- Poongavanam, G.K.; Sakthivadivel, D.; Meikandan, M.; Balaji, K.; Vigneswaran, V.S. Thermal performance augmentation of a solar flat plate collector using the shot peening technique. Sci. Technol. Built Environ. 2019, 26, 437–445. [Google Scholar] [CrossRef]
- Hadzima, B.; Pastorek, F.; Borko, K.; Fintová, S.; Kajánek, D.; Bagherifard, S.; Gholami-Kermanshahi, M.; Trško, L.; Pastorková, J.; Brezina, J. Effect of phosphating time on protection properties of hurealite coating: Differences between ground and shot peened HSLA steel surface. Surf. Coat. Technol. 2019, 375, 608–620. [Google Scholar] [CrossRef]
- Oshida, Y.; Sachdeva, R.; Miyazaki, S.; Daly, J. Effects of shot-peening on surface contact angles of biomaterials. J. Mater. Sci. Mater. Med. 1993, 4, 443–447. [Google Scholar] [CrossRef]
- Takahashi, K.; Osedo, H.; Suzuki, T.; Fukuda, S. Fatigue strength improvement of an aluminum alloy with a crack-like surface defect using shot peening and cavitation peening. Eng. Fract. Mech. 2018, 193, 151–161. [Google Scholar] [CrossRef]
- Bagheri, S.; Guagliano, M. Review of shot peening processes to obtain nanocrystalline surfaces in metal alloys. Surf. Eng. 2013, 25, 3–14. [Google Scholar] [CrossRef]
- Zhu, L.; Guan, Y.; Wang, Y.; Xie, Z.; Lin, J. Influence of process parameters of ultrasonic shot peening on surface nanocrystallization and hardness of pure titanium. Int. J. Adv. Manuf. Technol. 2016, 89, 1451–1468. [Google Scholar] [CrossRef]
- Unal, O.; Cahit Karaoglanli, A.; Varol, R.; Kobayashi, A. Microstructure evolution and mechanical behavior of severe shot peened commercially pure titanium. Vacuum 2014, 110, 202–206. [Google Scholar] [CrossRef]
- Yıldıran Avcu, Y.; Yetik, O.; Koçoğlu, H.; Avcu, E.; Sınmazçelik, T. Dry Sliding Wear Behaviour of Shot Peened TI6AL4V Alloys at Different Peening Times. Acta Phys. Pol. A 2018, 134, 349–353. [Google Scholar] [CrossRef]
- Yildiran Avcu, Y.; Yetik, O.; Guney, M.; Iakovakis, E.; Sinmazcelik, T.; Avcu, E. Surface, Subsurface and Tribological Properties of Ti6Al4V Alloy Shot Peened under Different Parameters. Materials 2020, 13, 4363. [Google Scholar] [CrossRef]
- Lin, Q.; Liu, H.; Zhu, C.; Parker, R.G. Investigation on the effect of shot peening coverage on the surface integrity. Appl. Surf. Sci. 2019, 489, 66–72. [Google Scholar] [CrossRef]
- Maleki, E.; Unal, O. Roles of surface coverage increase and re-peening on properties of AISI 1045 carbon steel in conventional and severe shot peening processes. Surf. Interfaces 2018, 11, 82–90. [Google Scholar] [CrossRef]
- Macek, W.; Branco, R.; Szala, M.; Marciniak, Z.; Ulewicz, R.; Sczygiol, N.; Kardasz, P. Profile and Areal Surface Parameters for Fatigue Fracture Characterisation. Materials 2020, 13, 3691. [Google Scholar] [CrossRef]
- Yıldıran Avcu, Y.; Yetik, O.; Guney, M.; Sınmazçelik, T.; Avcu, E. Tailoring surface morphology and topography of shot-peened Ti6Al4V via grit blasting. Mater. Tehnol. 2021, 55, 625–628. [Google Scholar] [CrossRef]
- Iakovakis, E.; Avcu, E.; Roy, M.J.; Gee, M.; Matthews, A. Dry sliding wear behaviour of additive manufactured CrC-rich WC-Co cemented carbides. Wear 2021, 486–487, 204127. [Google Scholar] [CrossRef]
- Schneider, C.A.; Rasband, W.S.; Eliceiri, K.W. NIH Image to ImageJ: 25 years of image analysis. Nat. Methods 2012, 9, 671–675. [Google Scholar] [CrossRef]
- Wang, Y.; Xie, H.; Zhou, Z.; Li, X.; Wu, W.; Gong, J. Effect of shot peening coverage on hydrogen embrittlement of a ferrite-pearlite steel. Int. J. Hydrogen Energy 2020, 45, 7169–7184. [Google Scholar] [CrossRef]
- Morita, T.; Noda, S.; Kagaya, C. Influence of hardness of substrates on properties of surface layer formed by fine particle bombarding. Mater. Sci. Eng. A 2013, 574, 197–204. [Google Scholar] [CrossRef]
- Mohammadi, A.; Enikeev, N.A.; Murashkin, M.Y.; Arita, M.; Edalati, K. Examination of inverse Hall-Petch relation in nanostructured aluminum alloys by ultra-severe plastic deformation. J. Mater. Sci. Technol. 2021, 91, 78–89. [Google Scholar] [CrossRef]
- Alyani, A.; Kazeminezhad, M. Annealing behavior of aluminum after low-temperature severe plastic deformation. Mater. Sci. Eng. A 2021, 824. [Google Scholar] [CrossRef]
- Eivani, A.R.; Rahimi, F. Inhomogeneity in deformation, microstructure, tensile properties and damage development in AA1050 during multiple cycles of pure shear extrusion. Mater. Sci. Eng. A 2019, 745, 159–167. [Google Scholar] [CrossRef]
- Al-Fadhalah, K.J.; Alyazidi, M.K.; Rafiq, M. Effect of Microstructure Refinement on Hardness Homogeneity of Aluminum Alloy 1100 Processed by Accumulative Roll Bonding. J. Mater. Eng. Perform. 2019, 28, 4693–4706. [Google Scholar] [CrossRef]
- Naseri, M.; Reihanian, M.; Borhani, E. Effect of strain path on microstructure, deformation texture and mechanical properties of nano/ultrafine grained AA1050 processed by accumulative roll bonding (ARB). Mater. Sci. Eng. A 2016, 673, 288–298. [Google Scholar] [CrossRef]
- Tiryakioğlu, M.; Robinson, J.S.; Salazar-Guapuriche, M.A.; Zhao, Y.Y.; Eason, P.D. Hardness–strength relationships in the aluminum alloy 7010. Mater. Sci. Eng. A 2015, 631, 196–200. [Google Scholar] [CrossRef]
- Khodabakhshi, F.; Haghshenas, M.; Eskandari, H.; Koohbor, B. Hardness−strength relationships in fine and ultra-fine grained metals processed through constrained groove pressing. Mater. Sci. Eng. A 2015, 636, 331–339. [Google Scholar] [CrossRef]
- Zou, Y.; Sang, Z.; Wang, Q.; Li, T.; Li, D.; Li, Y. Improving the Mechanical Properties of 304 Stainless Steel Using Waterjet Peening. Mater. Sci. 2019, 26, 161–167. [Google Scholar] [CrossRef] [Green Version]
- Qu, S.; Duan, C.; Hu, X.; Jia, S.; Li, X. Effect of shot peening on microstructure and contact fatigue crack growth mechanism of shaft steel. Mater. Chem. Phys. 2021, 274, 125116. [Google Scholar] [CrossRef]
- Rodopoulos, C.A.; Kermanidis, A.T.; Statnikov, E.; Vityazev, V.; Korolkov, O. The Effect of Surface Engineering Treatments on the Fatigue Behavior of 2024-T351 Aluminum Alloy. J. Mater. Eng. Perform. 2007, 16, 30–34. [Google Scholar] [CrossRef]
- Wu, J.; Liu, H.; Wei, P.; Zhu, C.; Lin, Q. Effect of shot peening coverage on hardness, residual stress and surface morphology of carburized rollers. Surf. Coat. Technol. 2020, 384, 125273. [Google Scholar] [CrossRef]
- Zhang, C.; Zheng, M.; Wang, Y.; Gao, P.; Gan, B. Effect of high energy shot peening on the wear resistance of TiN films on a TA2 surface. Surf. Coat. Technol. 2019, 378, 124821. [Google Scholar] [CrossRef]
- Lipińska, M.; Bazarnik, P.; Lewandowska, M. The influence of severe plastic deformation processes on electrical conductivity of commercially pure aluminium and 5483 aluminium alloy. Arch. Civ. Mech. Eng. 2016, 16, 717–723. [Google Scholar] [CrossRef]
- Abdo, H.S.; Seikh, A.H.; Mohammed, J.A.; Soliman, M.S. Alloying Elements Effects on Electrical Conductivity and Mechanical Properties of Newly Fabricated Al Based Alloys Produced by Conventional Casting Process. Materials 2021, 14, 3971. [Google Scholar] [CrossRef] [PubMed]
- Cui, X.; Wu, Y.; Zhang, G.; Liu, Y.; Liu, X. Study on the improvement of electrical conductivity and mechanical properties of low alloying electrical aluminum alloys. Compos. Part B Eng. 2017, 110, 381–387. [Google Scholar] [CrossRef]
- Rometsch, P.A.; Xu, Z.; Zhong, H.; Yang, H.; Ju, L.; Wu, X.H. Strength and Electrical Conductivity Relationships in Al-Mg-Si and Al-Sc Alloys. Mater. Sci. Forum 2014, 794–796, 827–832. [Google Scholar] [CrossRef]
- Szala, M.; Chocyk, D.; Skic, A.; Kaminski, M.; Macek, W.; Turek, M. Effect of Nitrogen Ion Implantation on the Cavitation Erosion Resistance and Cobalt-Based Solid Solution Phase Transformations of HIPed Stellite 6. Materials 2021, 14, 2324. [Google Scholar] [CrossRef]
- Avcu, E.; Fidan, S.; Yıldıran, Y.; Sınmazçelik, T. Solid particle erosion behaviour of Ti6Al4V alloy. Tribol. Mater. Surf. Interfaces 2013, 7, 201–210. [Google Scholar] [CrossRef]
- Seitz, M.; Dürrschnabel, M.; Kauffmann, A.; Kurpiers, C.; Greiner, C.; Weidenmann, K.A. Characterization of the Microstructure after Composite Peening of Aluminum. Adv. Eng. Mater. 2020, 23, 2000575. [Google Scholar] [CrossRef]
- Seitz, M.; Weidenmann, K.A. Influence of the Process Parameters on the Penetration Depth of the Reinforcing Phase during Composite Peening for the Production of Functionally Graded Metal Matrix Composites. Key Eng. Mater. 2019, 809, 73–78. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition of AA1050 (wt.%) | |||||||
|---|---|---|---|---|---|---|---|
| Si | Fe | Cu | Mn | Mg | Ti | Zn | Al |
| 0.123 | 0.259 | 0.001 | 0.004 | 0.003 | 0.010 | 0.008 | Bal. |
| Mechanical Properties of AA1050 | |||||||
| Density (kg/m3) | Melting Temperature (°C) | Young’s Modulus (GPa) | σu (MPa) | ||||
| 2.71 | 650 | 71 | 78 | ||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Avcu, Y.Y.; Gönül, B.; Yetik, O.; Sönmez, F.; Cengiz, A.; Guney, M.; Avcu, E. Modification of Surface and Subsurface Properties of AA1050 Alloy by Shot Peening. Materials 2021, 14, 6575. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14216575
Avcu YY, Gönül B, Yetik O, Sönmez F, Cengiz A, Guney M, Avcu E. Modification of Surface and Subsurface Properties of AA1050 Alloy by Shot Peening. Materials. 2021; 14(21):6575. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14216575
Chicago/Turabian StyleAvcu, Yasemin Yıldıran, Berkay Gönül, Okan Yetik, Fikret Sönmez, Abdulkadir Cengiz, Mert Guney, and Egemen Avcu. 2021. "Modification of Surface and Subsurface Properties of AA1050 Alloy by Shot Peening" Materials 14, no. 21: 6575. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14216575