
Analysis of Surface Properties of Nickel Alloy Elements Exposed to Impulse Shot Peening with the Use of Positron Annihilation


Abstract
:1. Introduction
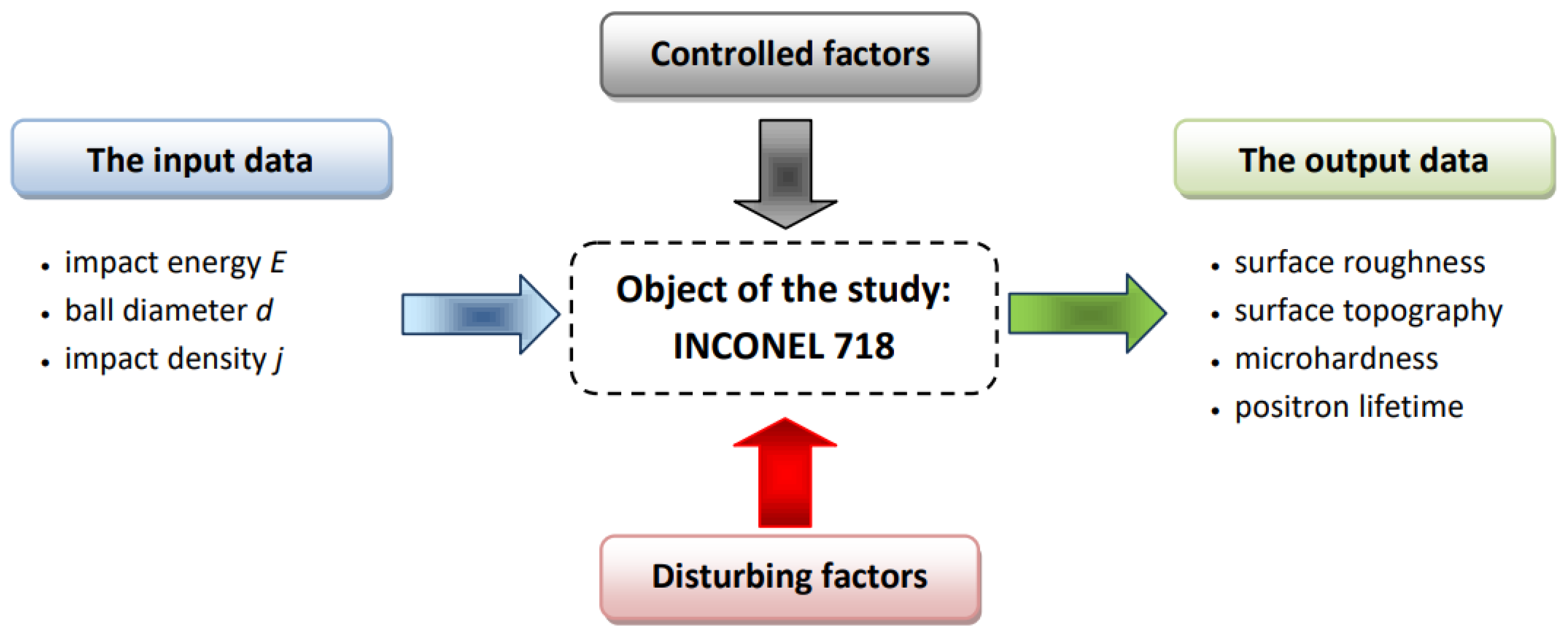
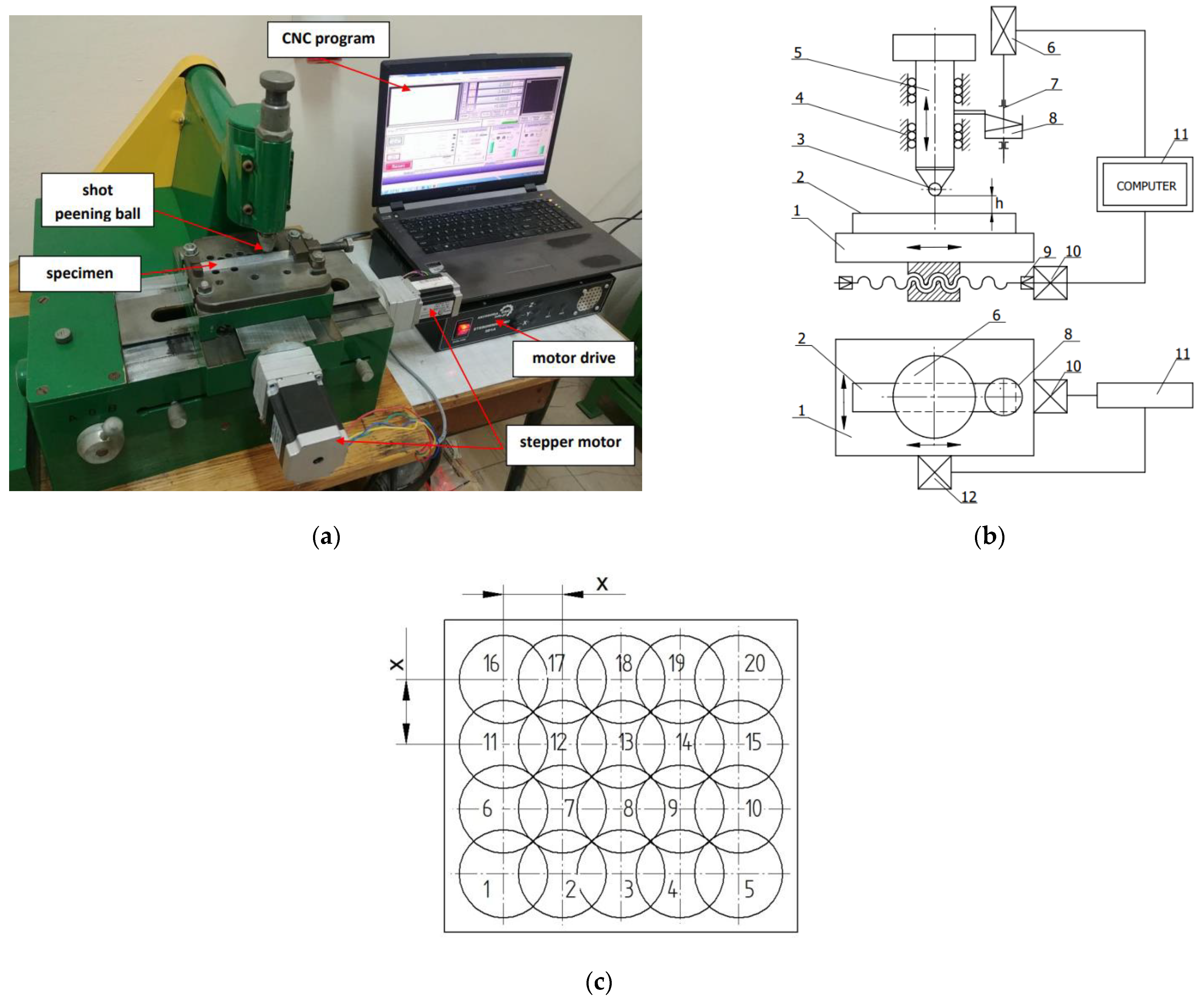
2. Materials and Methods
3. Results and Discussion
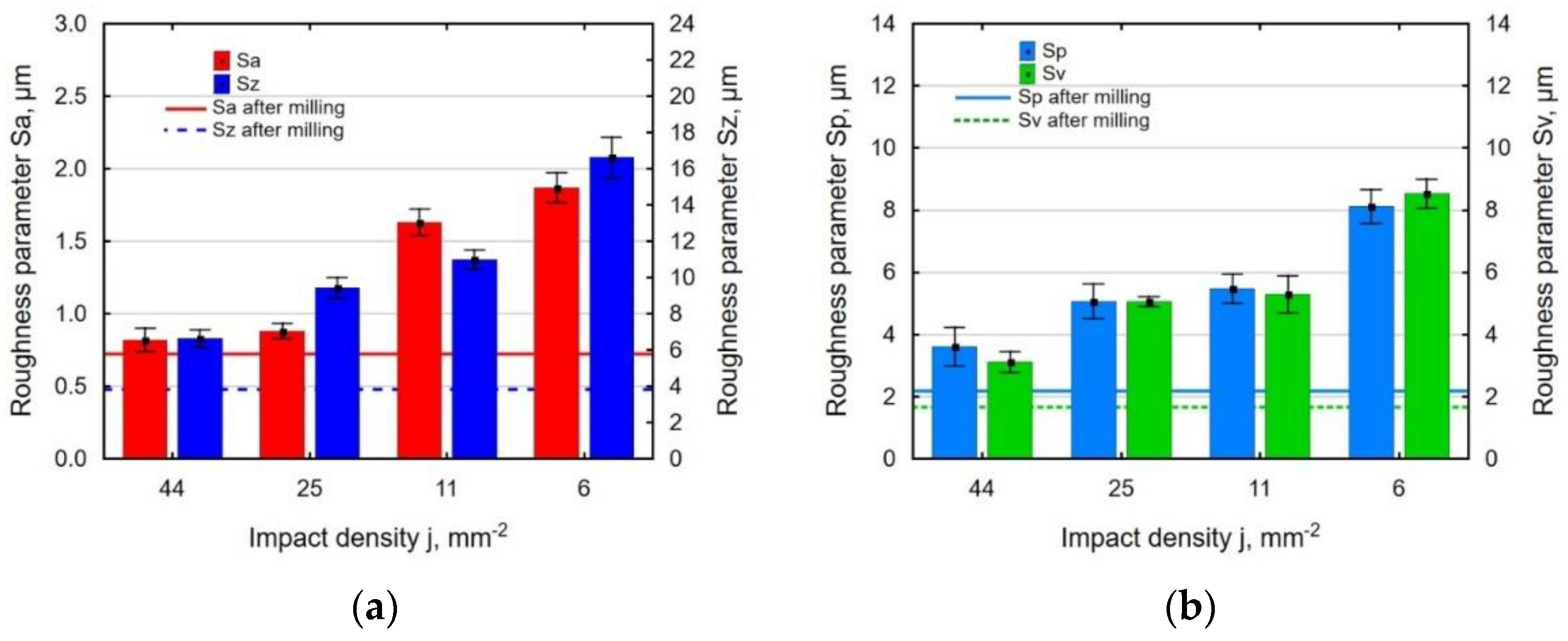
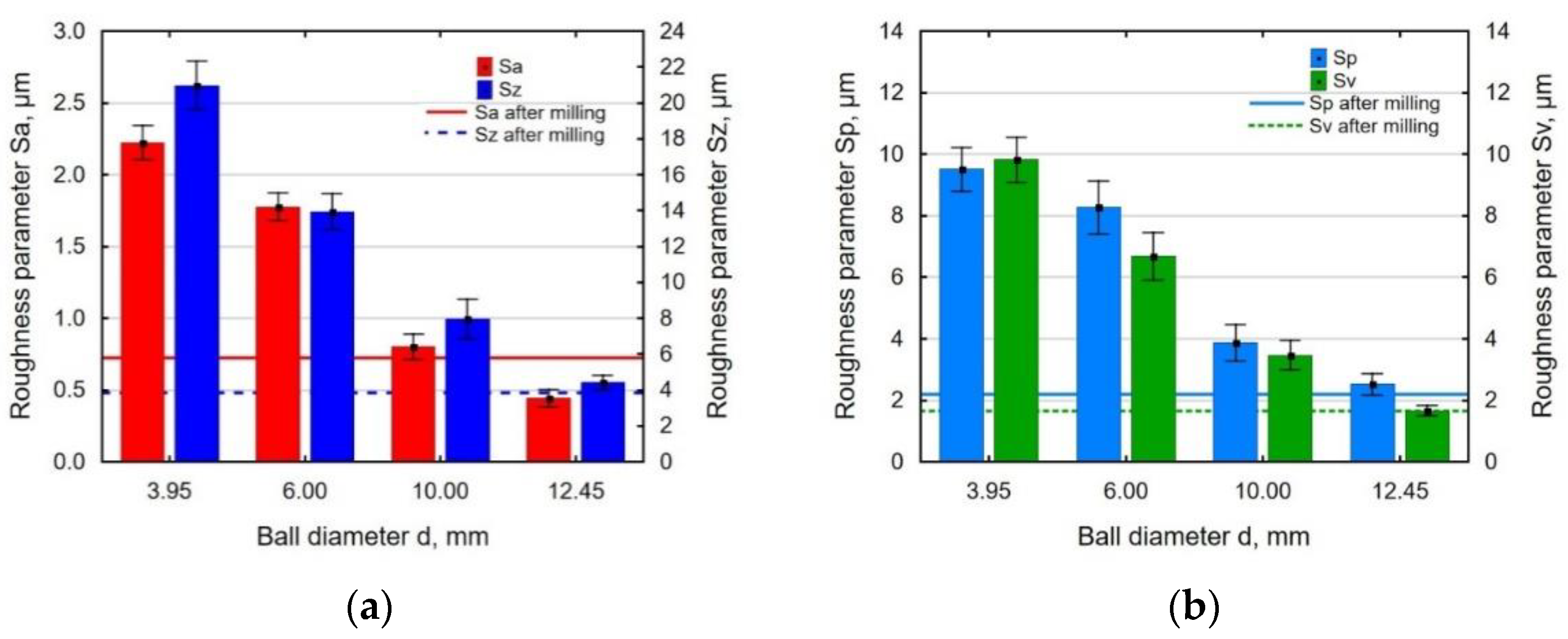
3.1. Surface Roughness
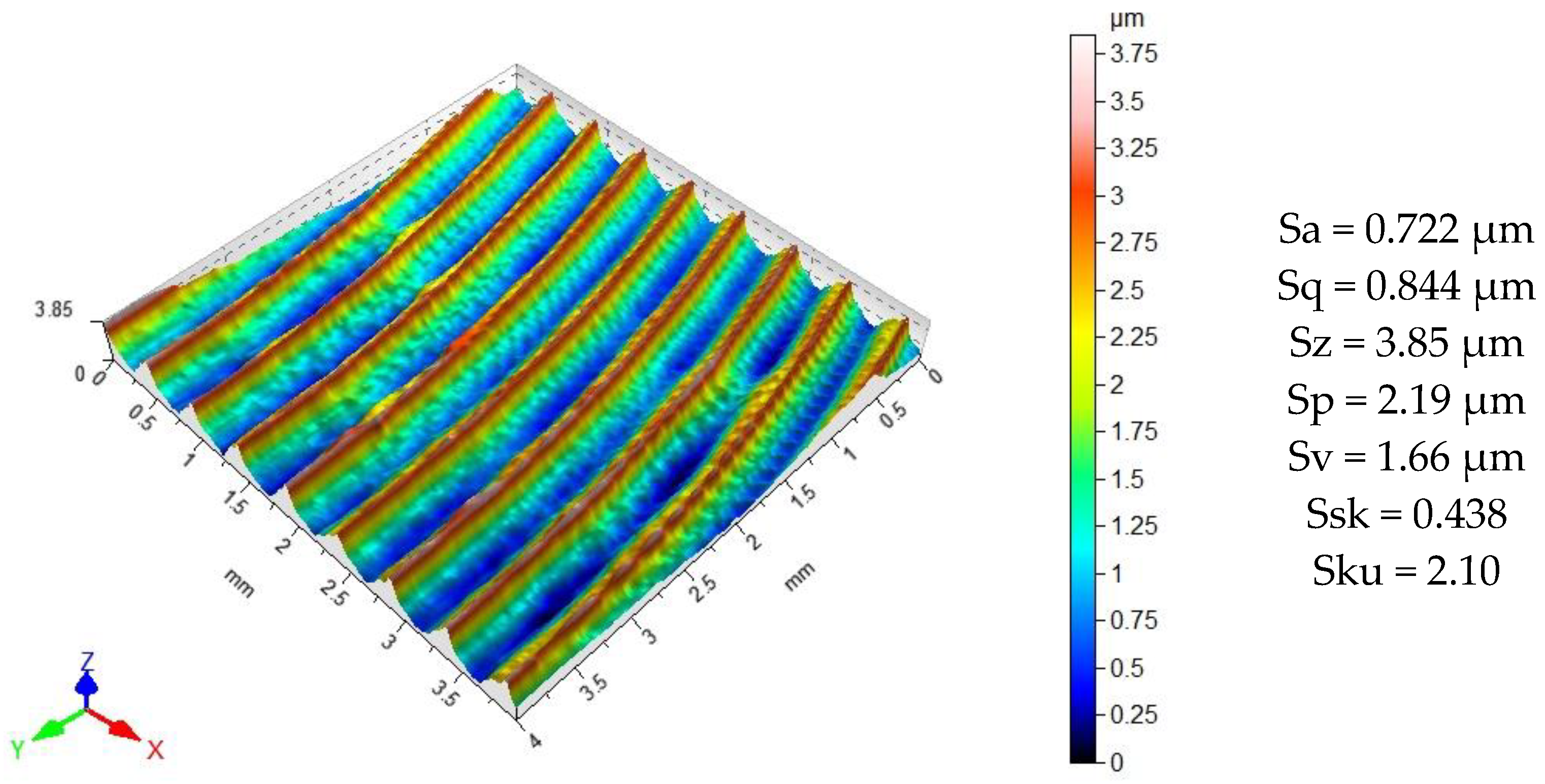
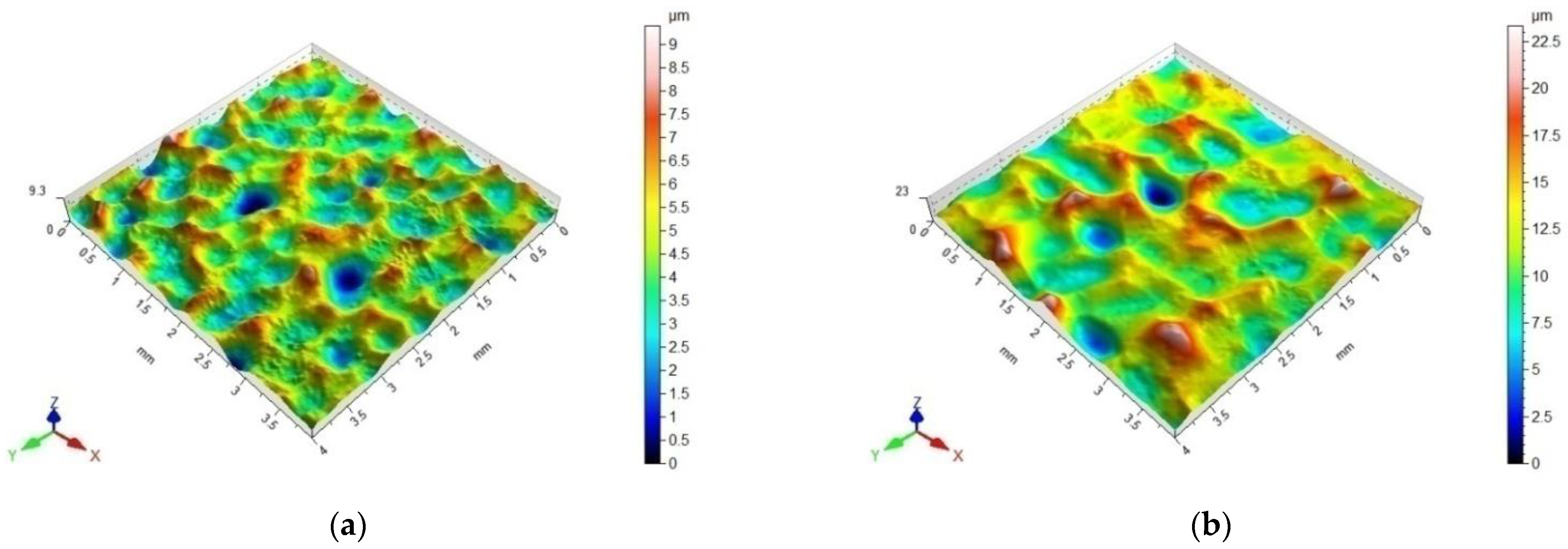
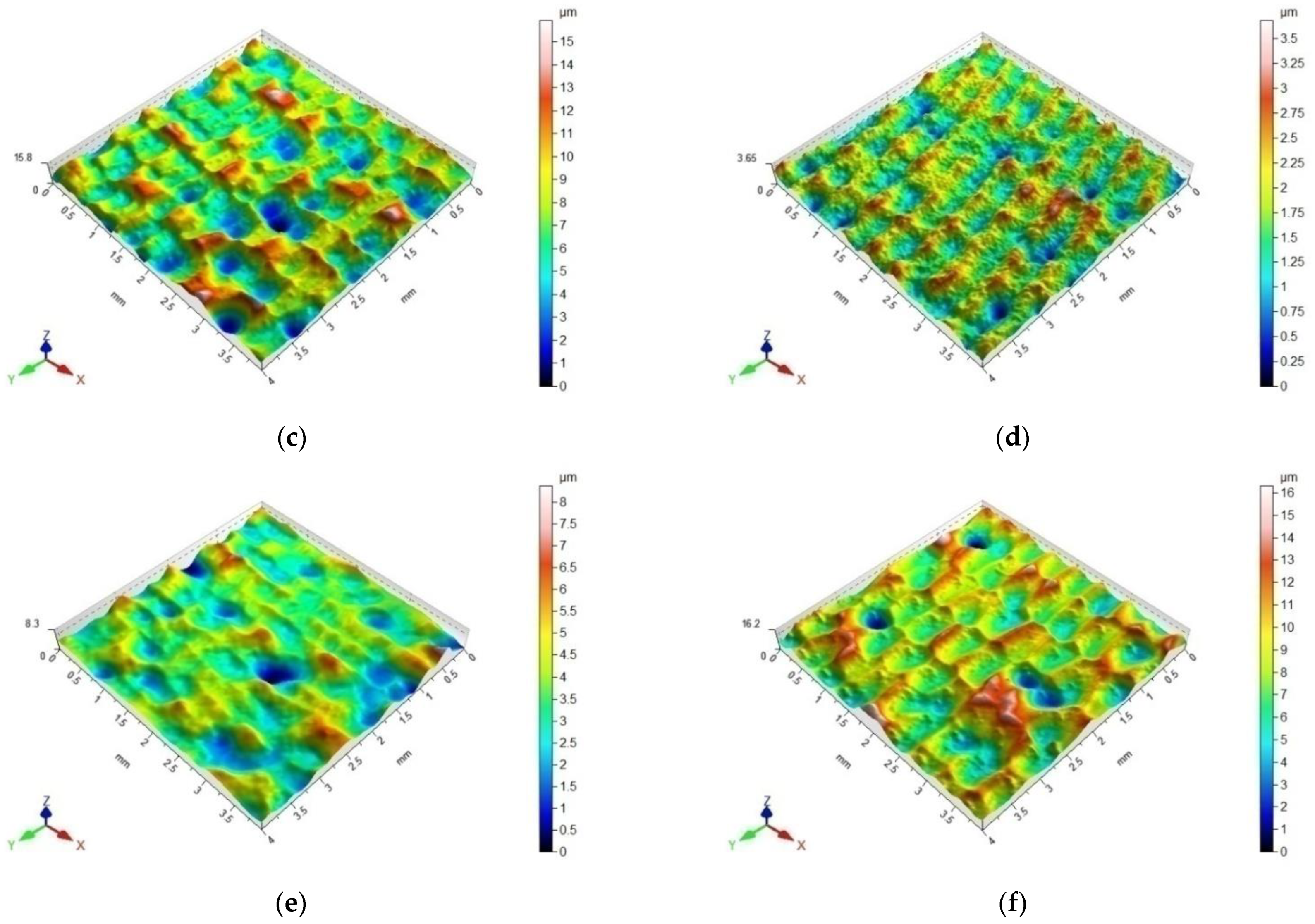
3.2. Surface Topography
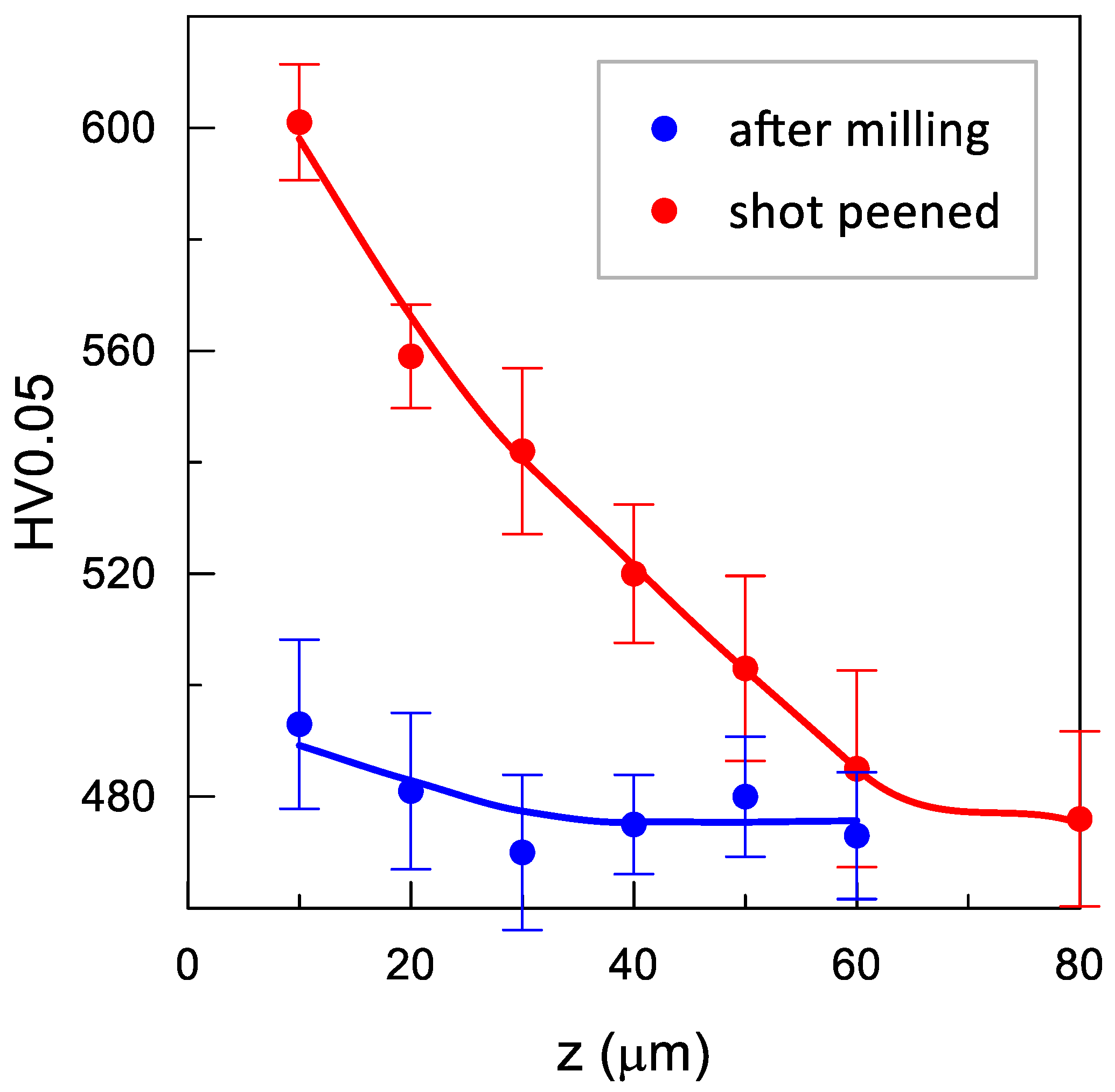
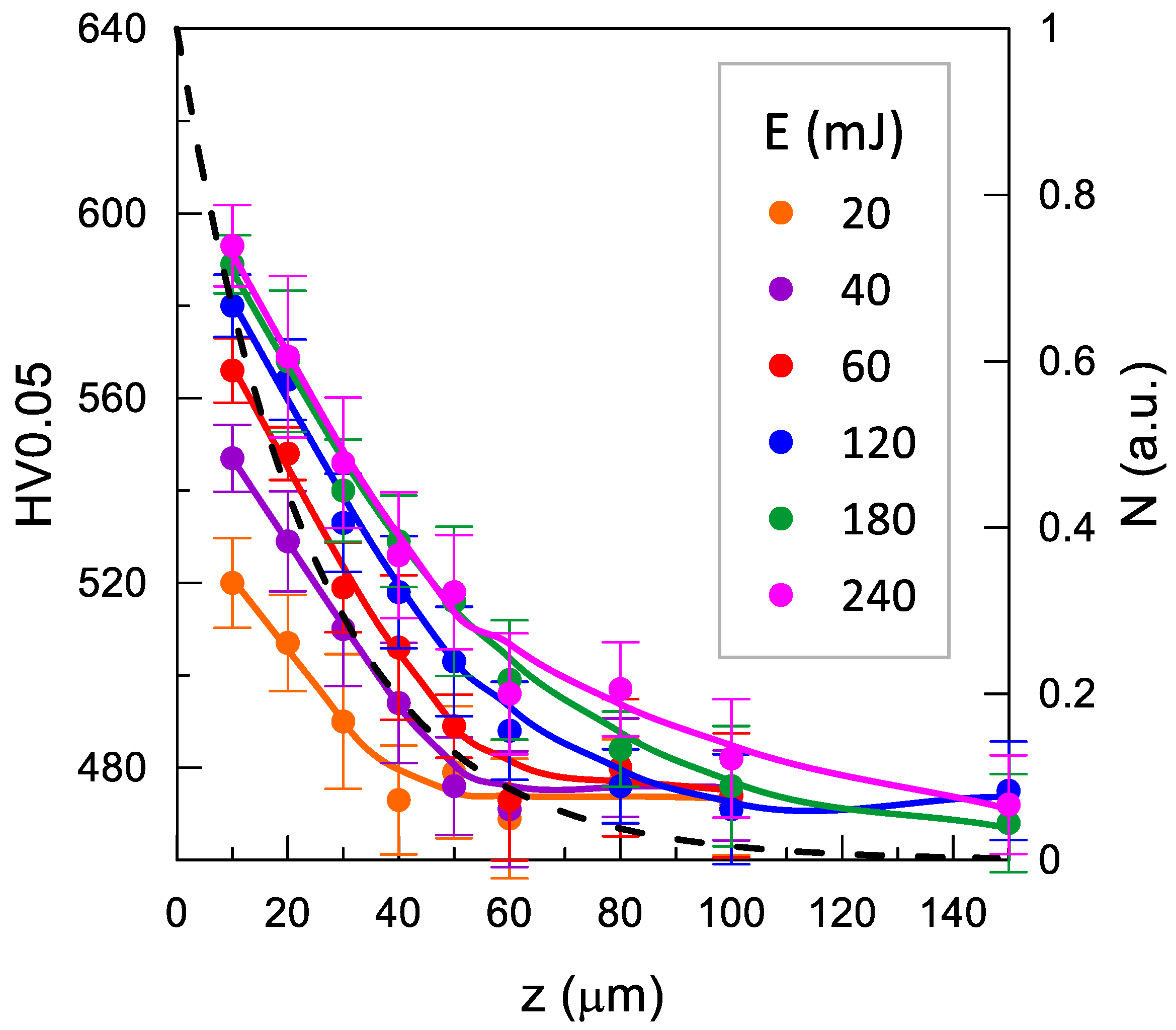
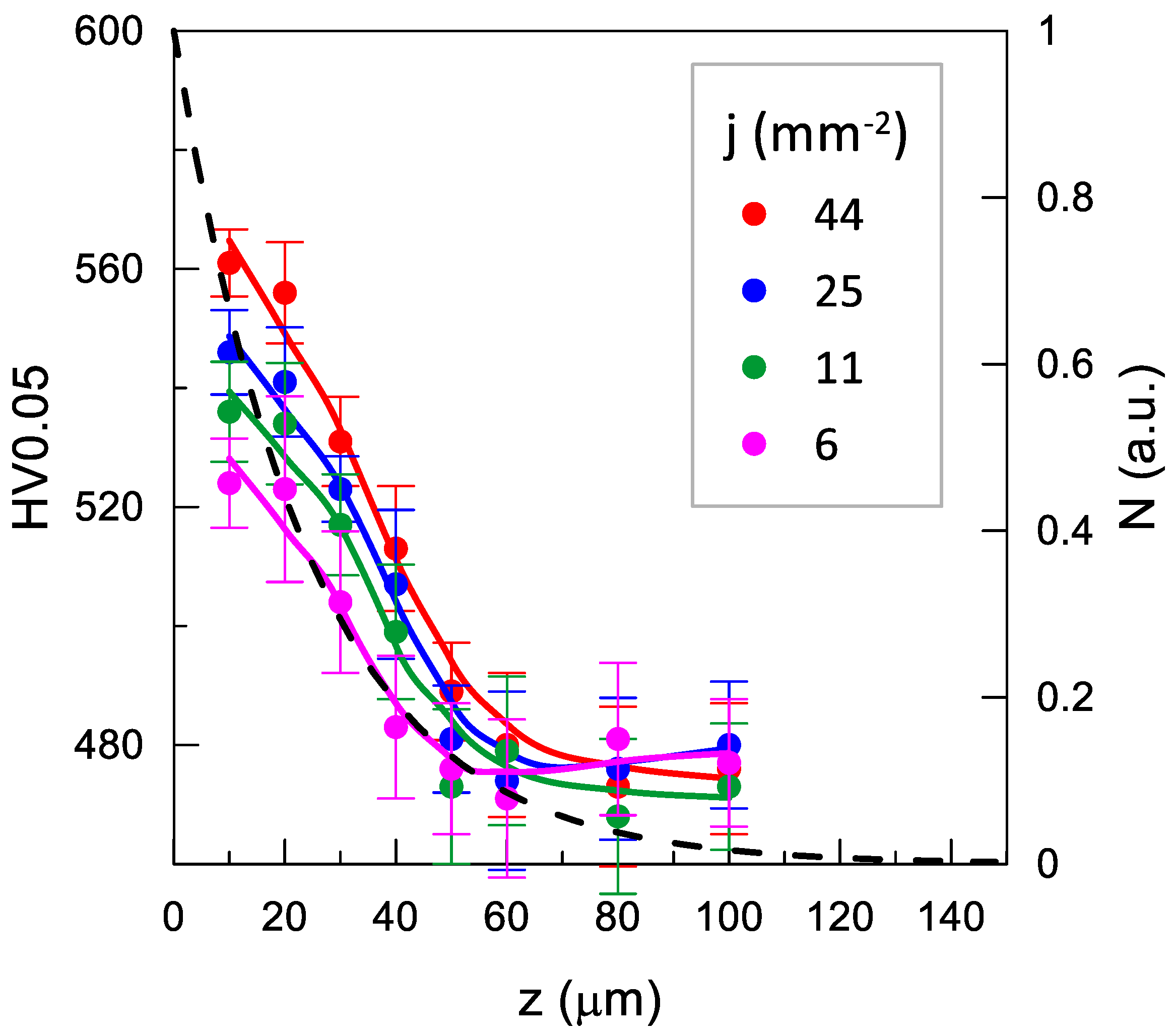
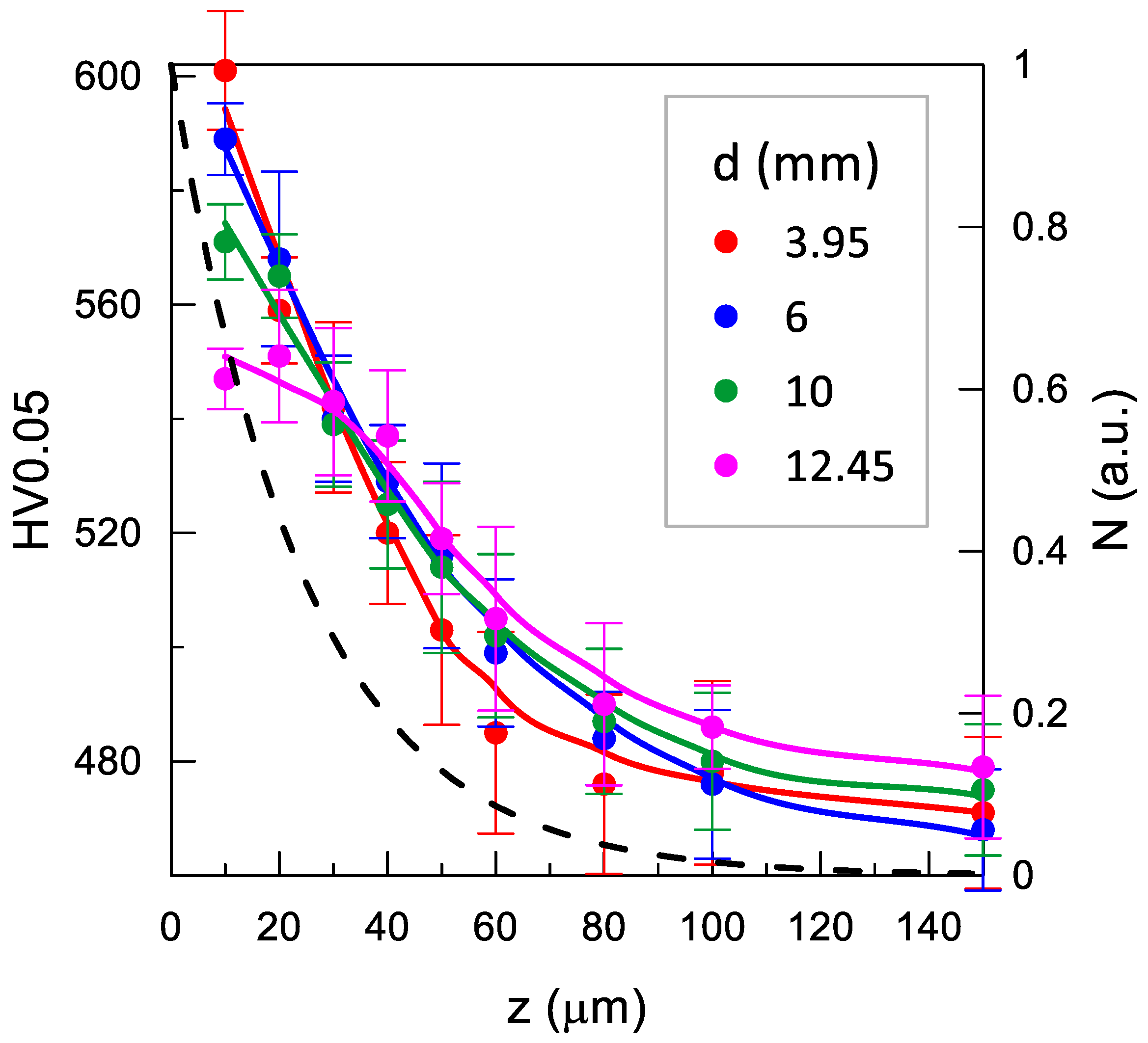
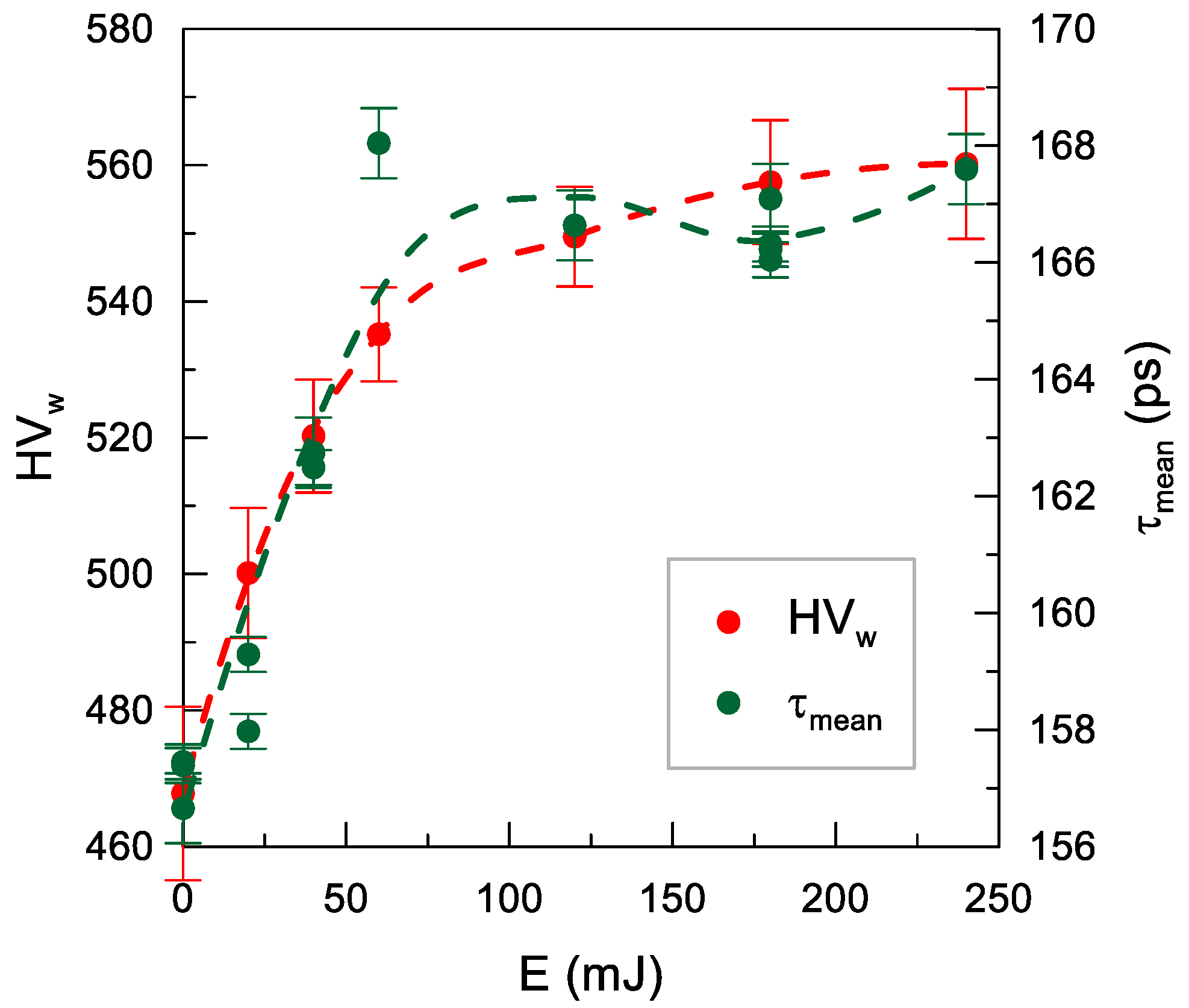
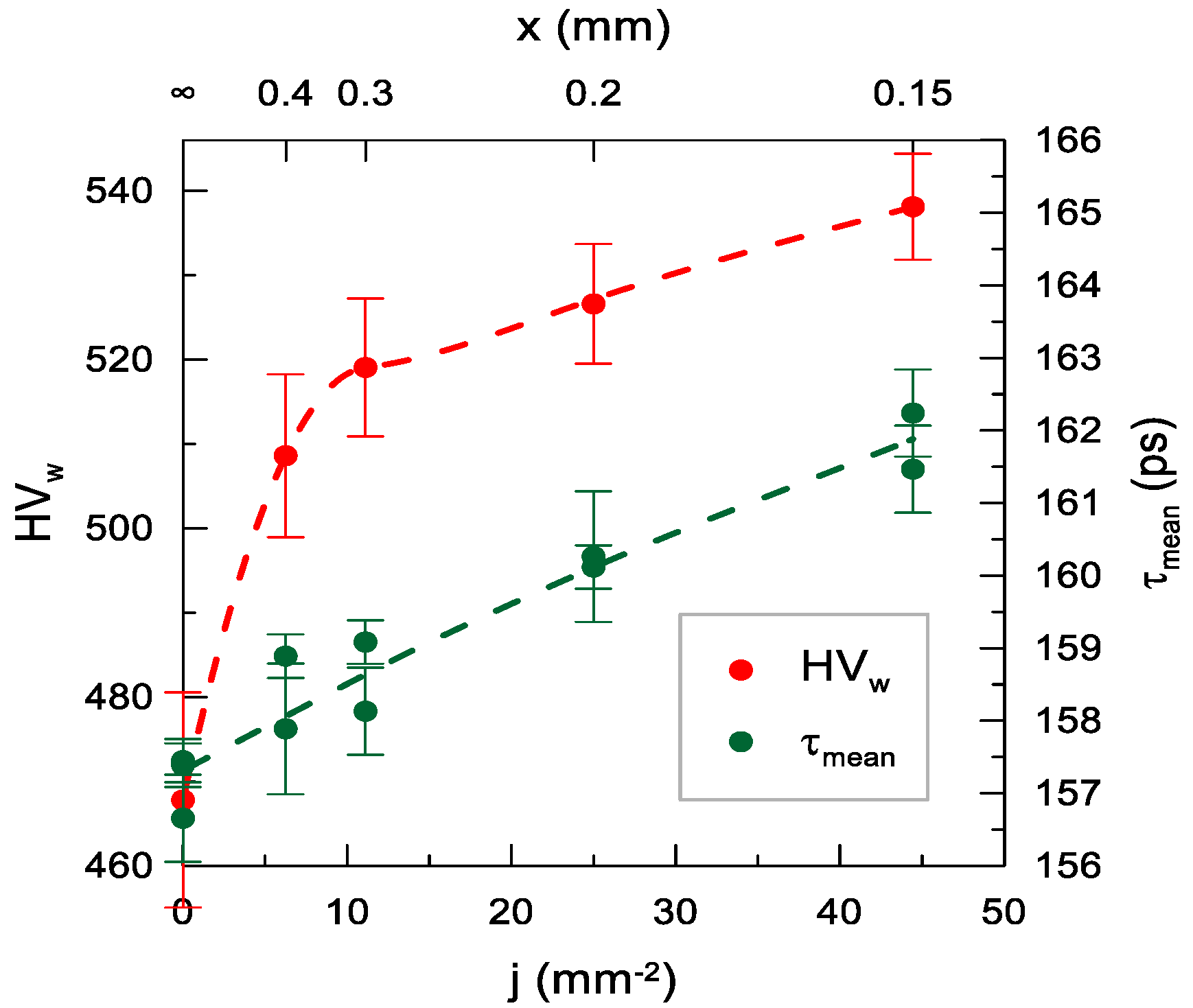
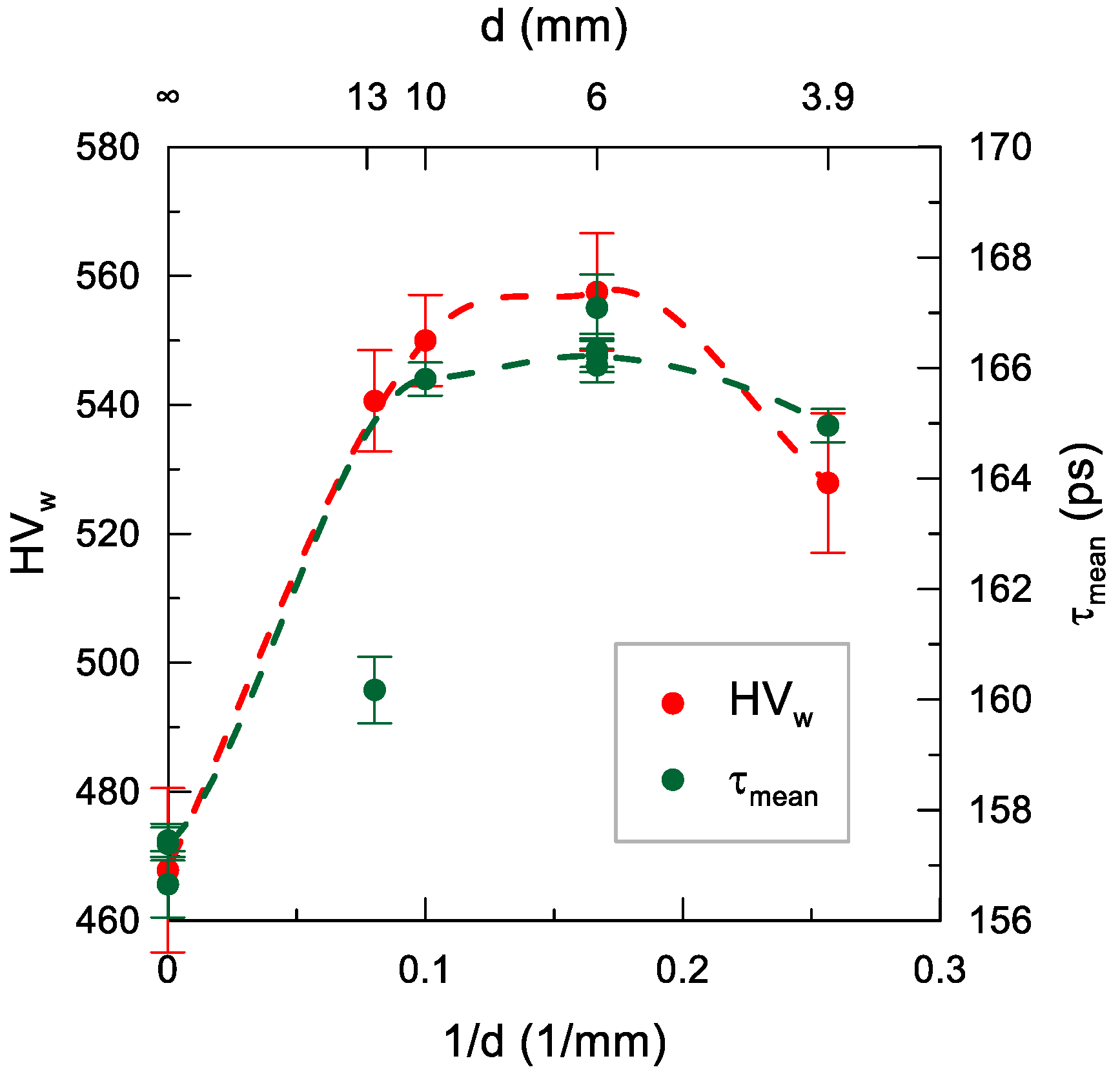
3.3. Microhardness
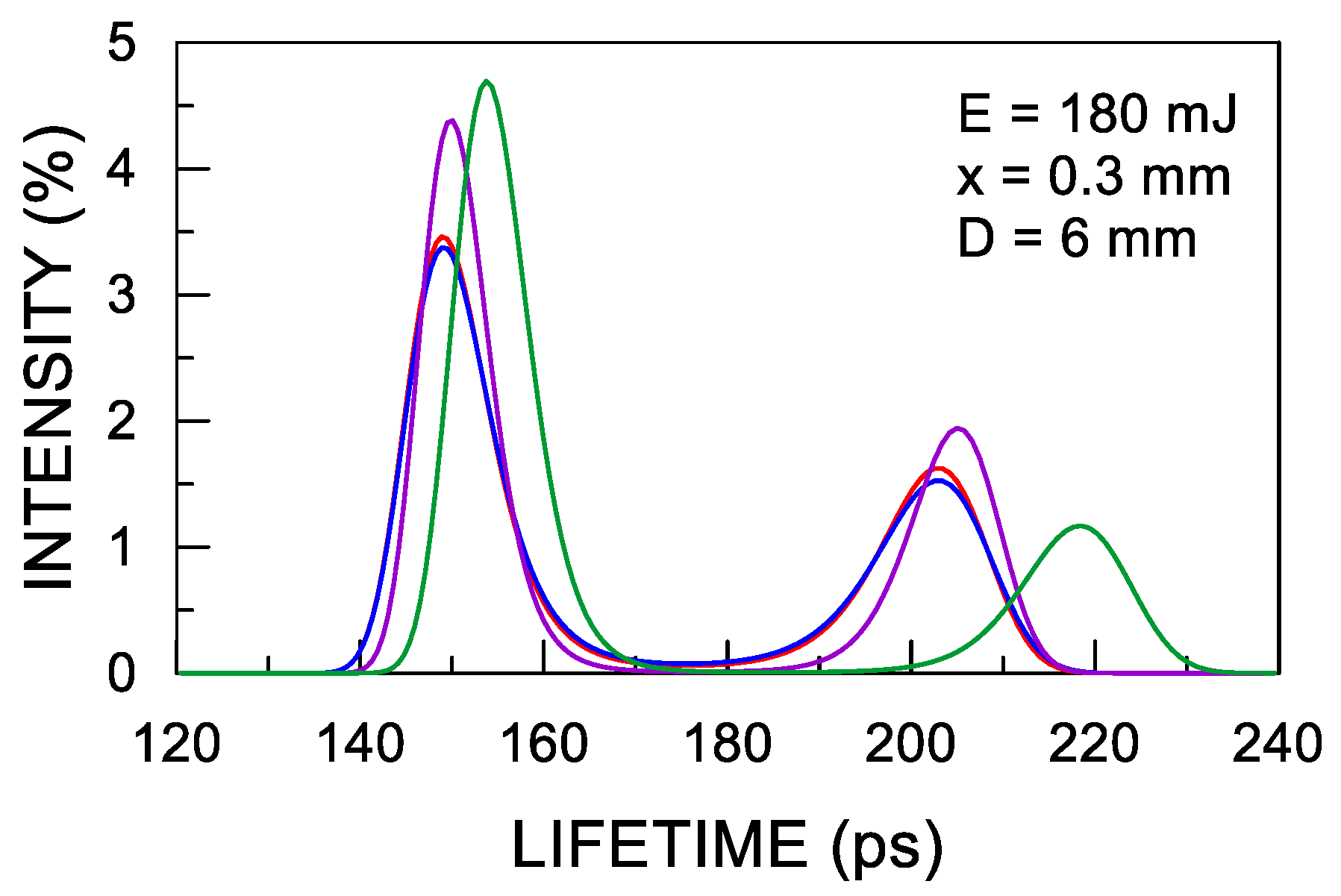
3.4. Positron Lifetime Spectroscopy
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Harada, Y.; Fukuara, K.; Haga, S. Influence of microshot peening on surface layer characteristics of structural steel. J. Mater. Process. Technol. 2007, 191, 297–301. [Google Scholar] [CrossRef]
- Nie, L.; Wu, Y.; Gong, H.; Chen, D.; Guo, X. Effect of shot peening on redistribution of residual stress field in friction stir welding of 2219 aluminum alloy. Materials 2020, 13, 3169. [Google Scholar] [CrossRef]
- Zhan, K.; Wu, Y.; Li, J.; Zhao, B.; Yan, Y.; Xie, L.; Ji, V. Investigation on surface layer characteristics of shot peened graphene reinforced Al composite by X–ray diffraction method. Appl. Surf. Sci. 2018, 435, 1257–1264. [Google Scholar] [CrossRef]
- Kubit, A.; Bucior, M.; Zielecki, W.; Stachowicz, F. The impact of heat treatment and shot peening on the fatigue strength of 51CrV4 steel. Procedia Struct. Integr. 2016, 2, 3330–3336. [Google Scholar] [CrossRef] [Green Version]
- Uzan, N.E.; Ramati, S.; Shneck, R.; Frage, N.; Yeheskel, O. On the effect of shot peening on fatigue resistance of AlSi10Mg specimens fabricated by additive manufacturing using selective laser melting (AM-SLM). Addit. Manuf. 2018, 21, 458–464. [Google Scholar] [CrossRef]
- Zaleski, K. The effect of shot peening on the fatigue life of parts made of titanium alloy Ti-6Al-4V. Eksploat. I Niezawodn.-Maint. Reliab. 2009, 44, 65–71. [Google Scholar]
- Menezes, M.R.; Godoy, C.; Buono, V.T.L.; Schvartzman, M.M.M.; Wilson, J.C.A.-B. Effect of shot peening and treatment temperature on wear and corrosion resistance of sequentially plasma treated AISI 316L steel. Surf. Coat. Technol. 2017, 309, 651–662. [Google Scholar] [CrossRef]
- Liu, H.; Jiang, C.; Chen, M.; Wang, L.; Ji, V. Surface layer microstructures and wear properties modifications of Mg-8Gd-3Y alloy treated by shot peening. Mater. Charact. 2019, 158, 109952. [Google Scholar] [CrossRef]
- Zaleski, K. The effect of vibratory and rotational shot peening and wear on fatigue life of steel. Eksploat. I Niezawodn.-Maint. Reliab. 2017, 19, 102–107. [Google Scholar] [CrossRef]
- Wang, R.; Zhou, Q.; Zheng, Z.; Gao, Y. The negative effect of high–intensity shot peening on the intergranular corrosion behavior of the Super 304H austenitic stainless steel. Corros. Sci. 2018, 143, 390–402. [Google Scholar] [CrossRef]
- Nasiłowska, B.; Bogdanowicz, Z.; Wojucki, M. Shot peening effect on 904 L welds corrosion resistance. J. Constr. Steel Res. 2015, 115, 276–282. [Google Scholar] [CrossRef]
- Rudawska, A.; Zaleski, K.; Miturska, I.; Skoczylas, A. Effect of application of different surface treatment methods on the strength of titanium alloy sheet adhesive lap joints. Materials 2019, 12, 4173. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chamanfar, A.; Monajati, H.; Rosenbaum, A.; Jahazi, M.; Bonakdar, A.; Morin, E. Microstructure and mechanical properties of surface and subsurface layers in broached and shot-peened Inconel 718 gas turbine disc fir-trees. Mater. Charact. 2017, 132, 53–68. [Google Scholar] [CrossRef]
- Kumara, D.; Idapalapatia, S.; Wang, W.; Child, D.J.; Haubold, T.; Wong, C.C. Microstructure–mechanical property correlation in shot peened and vibro-peened Ni-based superalloy. J. Mater. Process. Technol. 2019, 267, 215–229. [Google Scholar] [CrossRef]
- Ortiz, A.L.; Tian, J.-W.; Shaw, L.L.; Liaw, P.K. Experimental study of microstructure and stress state of shot peened and surface mechanical attrition treated nickel alloys. Scr. Mater. 2010, 62, 129–132. [Google Scholar] [CrossRef]
- Chandrasekar, R.; Lo, C.C.H.; Frishman, A.; Larson, B.; Nakagawa, N. Quantification of precipitates and their effects on the response of nickel-base superalloy to shot peening. AIP Conf. Proc. 2012, 1430–1437. [Google Scholar] [CrossRef] [Green Version]
- Chandrasekar, R.; Frishman, A.; Larson, B.; Lo, C.C.H.; Nakagawa, N. Effects of Microstructure on Eddy Current Residual Stress Characterization of Shot-Peened Inconel 718. J. Miner. Met. Mater. Soc. 2012, 64, 257–264. [Google Scholar] [CrossRef]
- Klotz, T.; Delbergue, D.; Bocher, P.; Levesque, M.; Brochu, M. Surface characteristics and fatigue behavior of shot peened Inconel 718. Int. J. Fatigue 2018, 110, 10–21. [Google Scholar] [CrossRef]
- Klotz, T.; Levesque, M.; Brochu, M. Effects of rolled edges on the fatigue life of shot peened Inconel 718. J. Mater. Process. Technol. 2019, 263, 276–284. [Google Scholar] [CrossRef]
- Zhao, X.; Zhou, H.; Liu, Y. Effect of shot peening on the fatigue properties of nickel-based superalloy GH4169 at high temperature. Results Phys. 2018, 11, 452–460. [Google Scholar] [CrossRef]
- Rozmus–Gornikowska, M.; Kusinski, J.; Cieniek, L. Effect of laser shock peening on the microstructure and properties of the Inconel 625 surface layer. J. Mater. Eng. Perform. 2020, 29, 1544–1549. [Google Scholar] [CrossRef] [Green Version]
- Salvati, E.; Lunt, A.J.G.; Heason, C.P.; Baxter, G.J.; Korsunsley, A.M. An analysis of fatigue failure mechanisms in additively manufactured and shot peened IN 718 nickel alloy. Mater. Des. 2020, 191, 108605. [Google Scholar] [CrossRef]
- Dimakos, K.; Mariotto, A.; Giacosa, F. Optimization Of The Fatigue Resistance Of Nitinol Stents Through Shot Peening. Procedia Eng. 2016, 2, 1522–1529. [Google Scholar] [CrossRef] [Green Version]
- Čížek, J. Characterization of lattice defects in metallic materials by positron annihilation spectroscopy: A review. J. Mater. Sci. Technol. 2018, 34, 577–598. [Google Scholar] [CrossRef]
- Zaleski, R.; Zaleski, K.; Gorgol, M.; Wiertel, M. Positron annihilation study of aluminum, titanium, and iron alloys surface after shot peening. Appl. Phys. A 2015, 120, 551–559. [Google Scholar] [CrossRef] [Green Version]
- Wiertel, M.; Zaleski, K.; Gorgol, M.; Skoczylas, A.; Zaleski, R. Impact of impulse shot peening parameters on properties of stainless steel surface. Acta Phys. Pol. A 2017, 132, 1611–1615. [Google Scholar] [CrossRef]
- Nowak, W.; Siemek, K.; Ochał, K.; Kościelniak, B.; Wierzba, B. Consequences of Different Mechanical Surface Preparation of Ni-Base Alloys during High Temperature Oxidation. Materials 2020, 13, 3529. [Google Scholar] [CrossRef]
- Romanowska, J.; Dryzek, E.; Zagula-Yavorska, M. Microstructure and Positron Lifetimes of Aluminide Coatings on Inconel 713. Key Eng. Mater. 2019, 803, 65–68. [Google Scholar] [CrossRef]
- Picasso, A.; Somoza, A.; Tolley, A. Nucleation, growth and coarsening of γ′-precipitates in a Ni–Cr–Al-based commercial superalloy during artificial aging. J. Alloys Compd. 2009, 479, 129–133. [Google Scholar] [CrossRef]
- Macchi, C.E.; Somoza, A.; Santos, G.; Petkov, M.; Lynn, K.G. On the precipitation sequence in a Ni-based superalloy: A Coincidence Doppler Broadening study. Phys. Status Solidi 2007, 4, 3542–3545. [Google Scholar] [CrossRef]
- Ahmad, M.; Shaikh, M.A.; Rajput, M. Precipitation study in Inconel 625 alloy by positron annihilation spectroscopy. J. Mater. Sci. Technol. 2003, 19, 434–436. [Google Scholar]
- Somoza, A.; Santos, G.; Ges, A.; Versaci, R.; Plazaola, F. Age-Hardening and Precipitation Phenomena in the Inconel-713C Superalloy Studied by Means of Positron Lifetime Spectroscopy. Phys. Status Solidi A 1999, 174, 189–198. [Google Scholar] [CrossRef]
- Tian, X.; Zhao, J.; Zhao, J.; Gong, Z.; Dong, Y. Effect of cutting speed on cutting forces and wear mechanisms in high-speed face milling of Inconel 718 with Sialon ceramic tools. Int. J. Adv. Manuf. Technol. 2013, 69, 2669–2678. [Google Scholar] [CrossRef]
- Dul, I. Application and processing of nickel alloys in the aircraft industry. Weld. Technol. Rev. 2009, 7–8, 67–73. (In Polish) [Google Scholar]
- Rudnicki, J.; Borowski, T.; Garbacz, H.; Wierzchoń, T. Modifying the properties of the Inconel 625 nickel alloy by glow discharge assisted nitriding. Tribologia 2009, 3, 209–218. (In Polish) [Google Scholar]
- Becvár, F. Methodology of positron lifetime spectroscopy: Present status and perspectives. Nucl. Instrum. Methods Phys. Res. Sect. B 2007, 261, 871–874. [Google Scholar] [CrossRef]
- Shukla, A.; Hoffmann, L.; Manuel, A.A.; Peter, M. Melt 4.0 a Program for Positron Lifetime Analysis. Mater. Sci. Forum 1997, 255–257, 233–237. [Google Scholar] [CrossRef]
- Olsen, J.V.; Kirkegaard, P.; Pedersen, N.J.; Eldrup, M. PALSfit: A new program for the evaluation of positron lifetime spectra. Phys. Status Solidi C 2007, 4, 4004–4006. [Google Scholar] [CrossRef]
- Djourelov, N.; Misheva, M. Source correction in positron annihilation lifetime spectroscopy. J. Phys. Condens. Matter 1996, 8, 2081. [Google Scholar] [CrossRef]
- Wieczorowski, M.; Cellary, A.; Chajda, J. A Guide to Measuring Surface Unevenness, That Is about Surface Roughness and More; Printing and Publishing Department M-Druk: Poznań, Poland, 2003. (In Polish) [Google Scholar]
- Sedlacek, M.; Podgornik, B.; Vizitin, J. Influence of surface preparation on roughness parameters, friction and wear. Wear 2009, 266, 482–487. [Google Scholar] [CrossRef]
- Robles, J.M.C. Positron lifetime calculation for the elements of the periodic table. J. Phys. Condens. Matter 2007, 19, 176222. [Google Scholar] [CrossRef] [PubMed]
- Brandt, W. Positron dynamics in solids. Appl. Phys. 1974, 5, 1–23. [Google Scholar] [CrossRef]
- Čížek, J.; Procházka, I.; Cieslar, M.; Stulíková, I.; Chmelík, F.; Islamgaliev, R.K. Positron-Lifetime Investigation of Thermal Stability of Ultra-Fine Grained Nickel. Phys. Status Solidi A 2002, 191, 391–408. [Google Scholar] [CrossRef]
- Dryzek, J.; Singleton, D. Implantation profile and linear absorption coefficients for positrons injected in solids from radioactive sources 22Na and 68Ge\68Ga. Nucl. Instrum. Methods Phys. Res. Sect. B 2006, 252, 197–204. [Google Scholar] [CrossRef]
- Zaleski, R.; Zaleski, K. Positron annihilation in steel burnished by vibratory shot peening. Acta Phys. Polon. A 2006, 110, 739–746. [Google Scholar] [CrossRef]
- Sato, K.; Yoshiie, T.; Ishizaki, T.; Xu, Q. Behavior of vacancies near edge dislocations in Ni and alpha-Fe: Positron annihilation experiments and rate theory calculations. Phys. Rev. B Condens. Matter Mater. Phys. 2007, 75, 094109. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition (%) | ||||||
|---|---|---|---|---|---|---|
| Cr | Fe | Nb (+Ta) | Mo | Ti | Co | |
| 17–21 | 11.16–22.50 | 4.75–5.50 | 2.80–3.30 | 0.65–1.15 | 1 | |
| Al | Si | Mn | Cu | C | B | Ni |
| 0.2–0.8 | 0.35 | 0.35 | 0.3 | 0.08 | 0.006 | balance |
| Tensile strength (MPa) | 1400 | |||||
| Yield point (MPa) | 864 | |||||
| Young’s modulus (GPa) | 205 | |||||
| No. | Impact Energy, E, mJ | Ball Diameter d, mm | Distance between Traces x, mm | Peening Density j, mm−2 |
|---|---|---|---|---|
| 1 | 20 | 6.00 | 0.30 | 11 |
| 2 | 40 | |||
| 3 | 60 | |||
| 4 | 120 | |||
| 5 | 180 | |||
| 6 | 240 | |||
| 7 | 40 | 10.00 | 0.15 | 44 |
| 8 | 0.20 | 25 | ||
| 9 | 0.30 | 11 | ||
| 10 | 0.40 | 6 | ||
| 11 | 180 | 3.95 | 0.30 | 11 |
| 12 | 10.00 | |||
| 13 | 12.45 |
| Impact Energy E, mJ | Ball Diameter d, mm | Peening Density j, mm−2 | Indentation Diameter do, mm | Maximum Depth of a Single Deformation h, mm | Energy Density gE, mJ/mm2 |
|---|---|---|---|---|---|
| 20 | 6.00 | 11 | 0.259 | 0.006 | 378.6 |
| 40 | 0.562 | 0.026 | 160.8 | ||
| 60 | 0.664 | 0.031 | 172.8 | ||
| 120 | 0.906 | 0.069 | 185.7 | ||
| 180 | 0.960 | 0.077 | 248.0 | ||
| 240 | 0.981 | 0.081 | 316.7 | ||
| 180 | 3.95 | 0.670 | 0.057 | 509.2 | |
| 10.00 | 0.971 | 0.047 | 242.5 | ||
| 12.45 | 0.975 | 0.038 | 240.4 | ||
| 40 | 10.00 | 44 | 0.702 | 0.025 | 103.1 |
| 25 | |||||
| 11 | |||||
| 6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Skoczylas, A.; Zaleski, K.; Zaleski, R.; Gorgol, M. Analysis of Surface Properties of Nickel Alloy Elements Exposed to Impulse Shot Peening with the Use of Positron Annihilation. Materials 2021, 14, 7328. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14237328
Skoczylas A, Zaleski K, Zaleski R, Gorgol M. Analysis of Surface Properties of Nickel Alloy Elements Exposed to Impulse Shot Peening with the Use of Positron Annihilation. Materials. 2021; 14(23):7328. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14237328
Chicago/Turabian StyleSkoczylas, Agnieszka, Kazimierz Zaleski, Radosław Zaleski, and Marek Gorgol. 2021. "Analysis of Surface Properties of Nickel Alloy Elements Exposed to Impulse Shot Peening with the Use of Positron Annihilation" Materials 14, no. 23: 7328. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14237328