
Effect of Al2TiO5 Content and Sintering Temperature on the Microstructure and Residual Stress of Al2O3–Al2TiO5 Ceramic Composites

 , , and
, , and
Abstract
:1. Introduction
2. Experimental
2.1. Sample Preparation and Characterization
2.2. Residual Stress Measurement
2.3. Data Analysis
2.3.1. Rietveld Refinement
2.3.2. Stress Determination
Mean Phase Stresses
Peak-Specific Residual Stresses
3. Results and Discussions
3.1. Phase Composition and Microstructure
3.2. Neutron Diffraction Patterns and Rietveld Analysis
3.3. Crystal Structures
3.4. Stress Determination
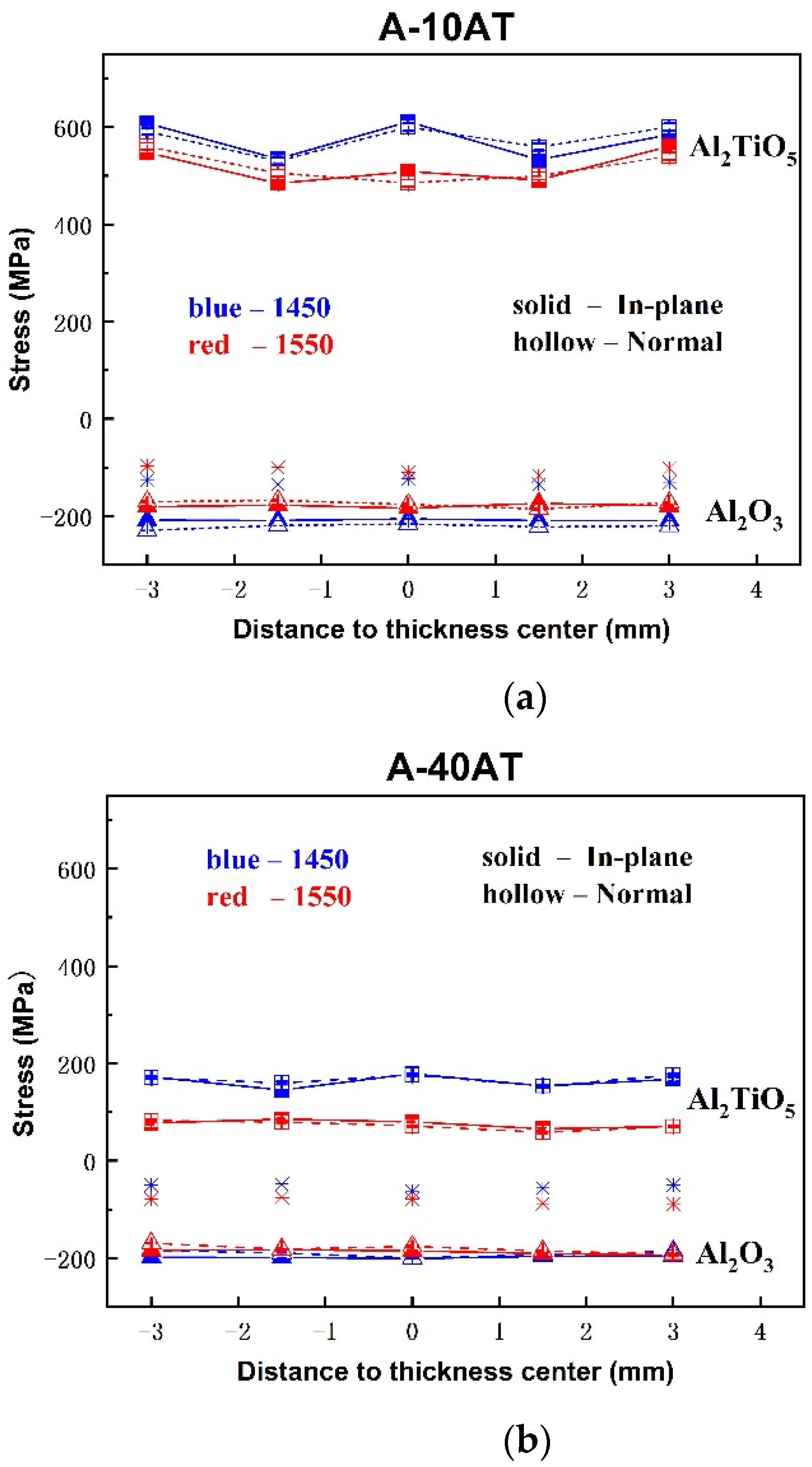
3.4.1. Mean Phase Stresses
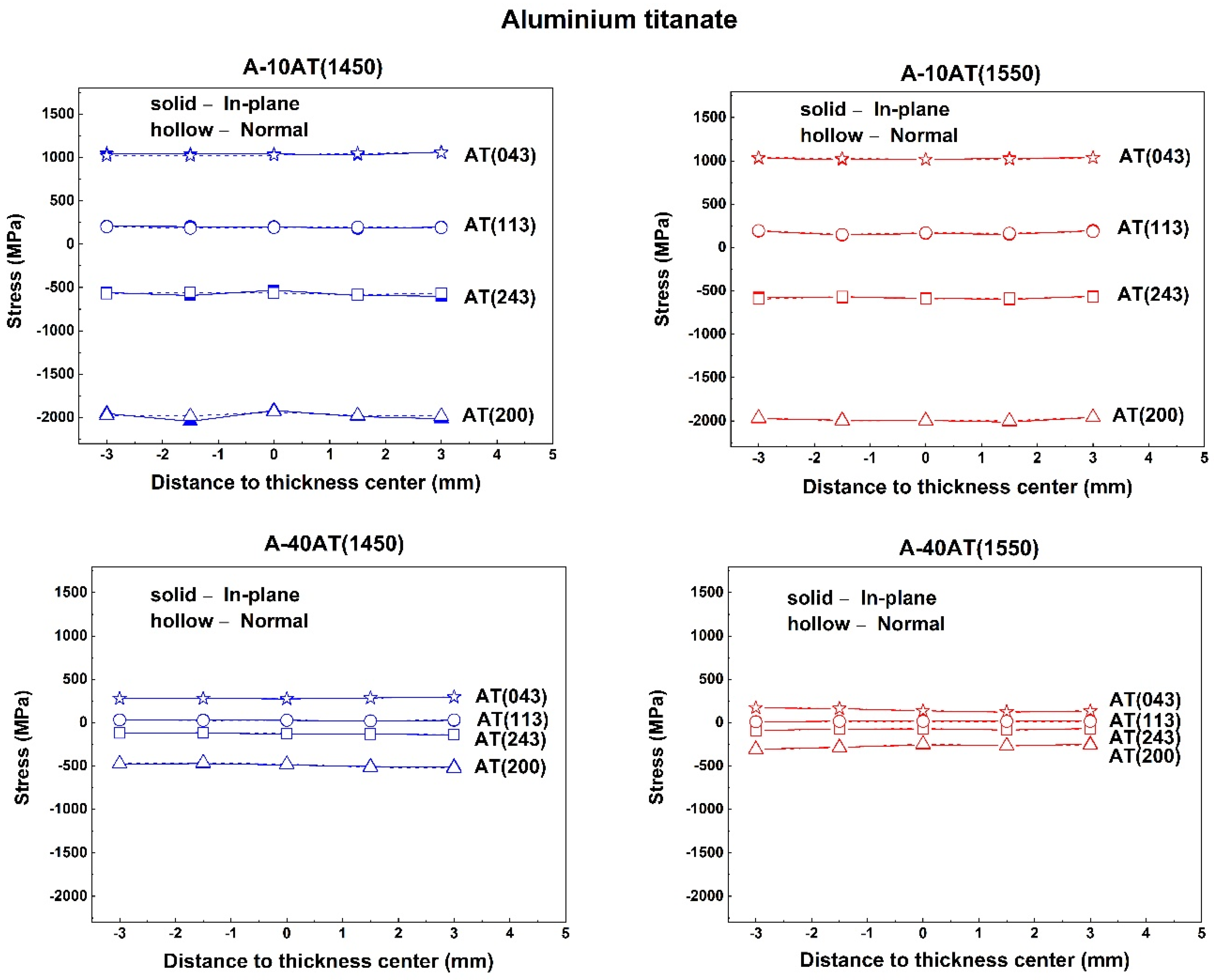
3.4.2. Peak-Specific Residual Stresses
4. Summary and Conclusions
- (1)
- The sintering temperatures of 1450 °C ensured the complete formation and retention of Al2TiO5 during the reaction sintering and the subsequent cooling of the A–AT composites. Some decomposition of AT occurred in the A–AT composites at the sintering temperature of 1550 °C.
- (2)
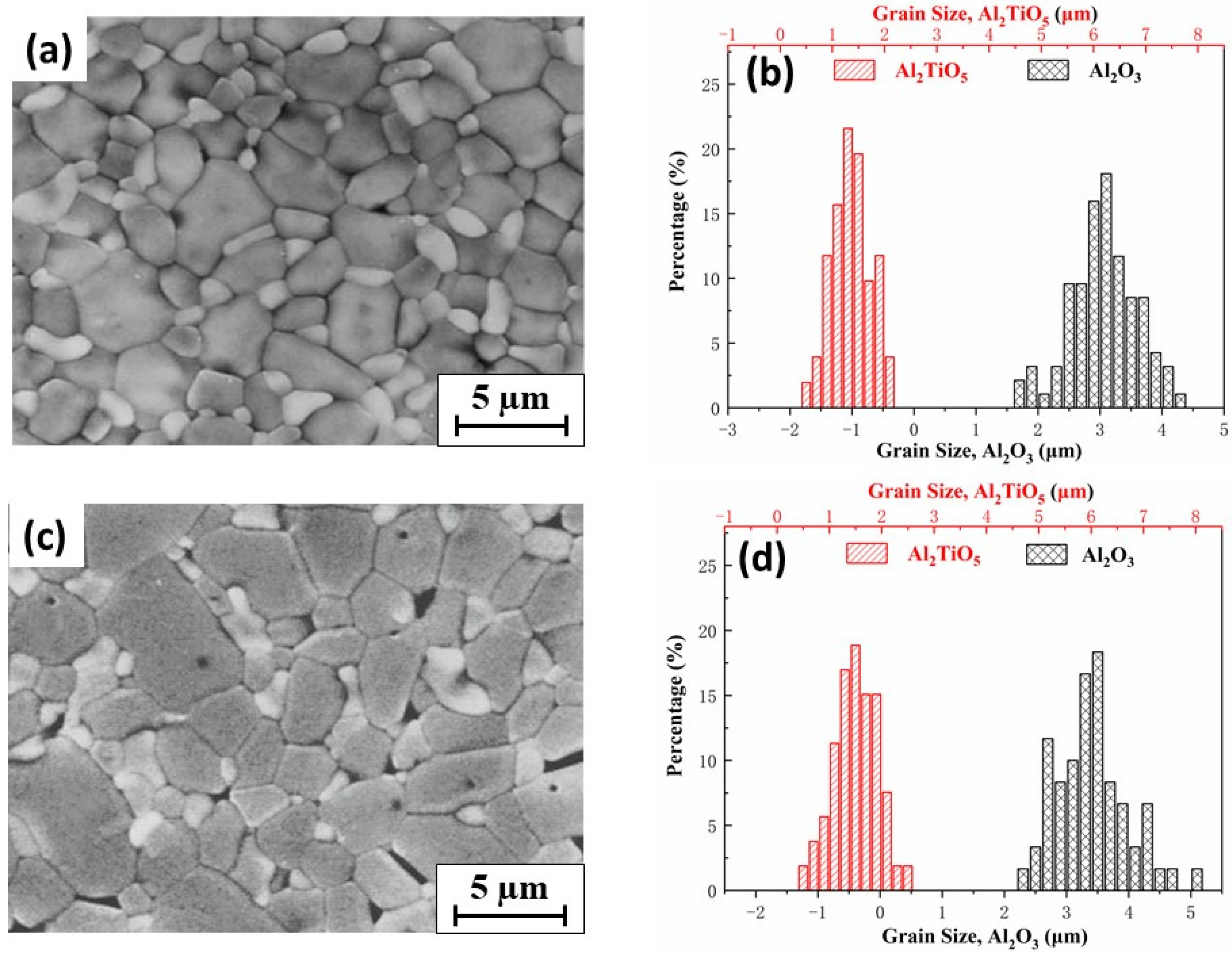
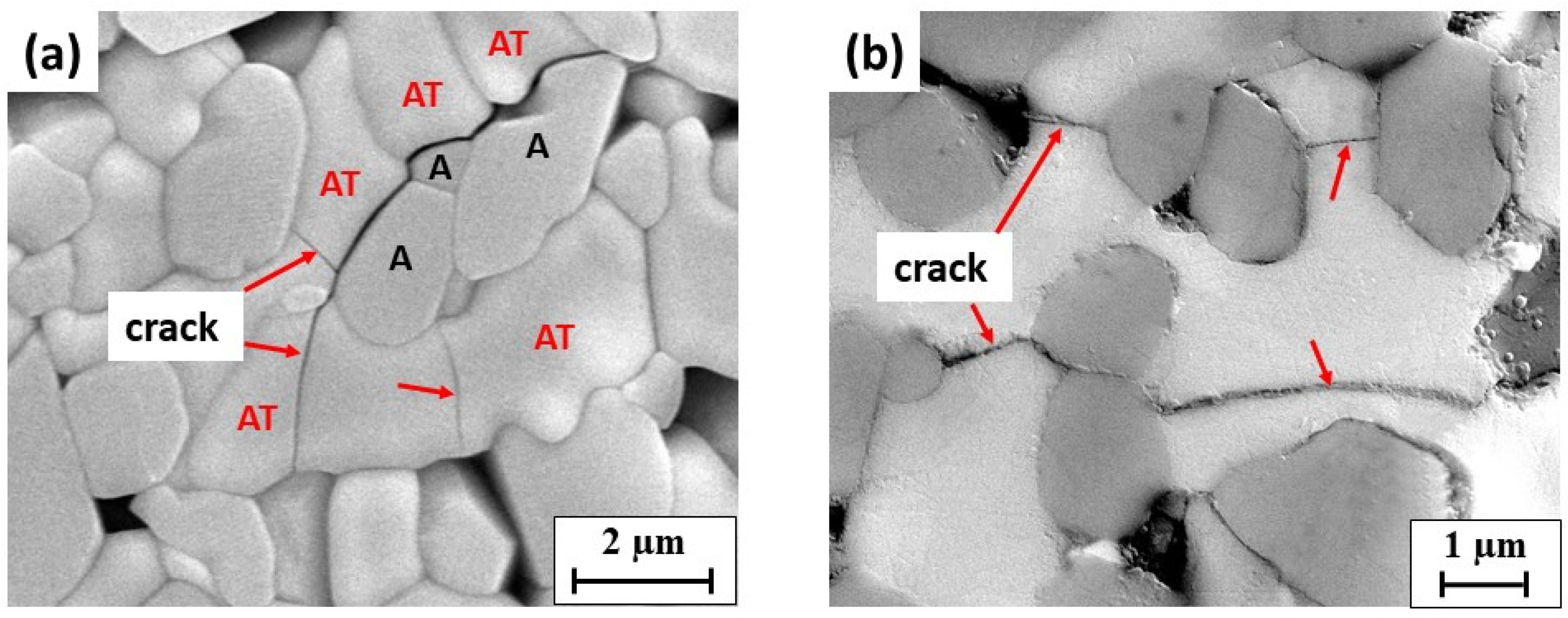
- The increase of AT content (from 10 to 40 vol.%) and sintering temperature (from 1450 to 1550 °C) resulted in microstructure evolution in the A–AT composites, from a dense fine-grained microstructure to coarse microstructure with AT grain growth and microcracking. Therefore, the flexure strength was correspondingly decreased.
- (3)
- The lattice parameters of both Al2O3 and AT varied with the AT content and sintering temperature in the studied A–AT composites, mainly because of thermal strains.
- (4)
- Owing to the CTE mismatch between the matrix and particles, tensile residual stresses developed in the AT particulates and compressive stresses in the Al2O3 matrix, with almost flat through-thickness residual stress profiles. The increase of AT content and sintering temperature led to the change of the mean phase stress of both AT and Al2O3 in the composites. Microcracking is an important factor of residual stress, contributing to the release of thermal stress energy in samples.
- (5)
- Owing to the thermal expansion anisotropy in each phase, significant stresses built up in different reflections for both the Al2O3 and AT phases. The peak-specific residual stress profiles of both the Al2O3 matrix and AT particulates were virtually flat throughout the sample thickness, with stress values varying along different reflections. The sign and magnitude of residual stress values considerably depend on the reflection used for analysis in the diffraction method. This is an important concern in residual stress measurements and analysis using the diffraction method with single-peak reflections in complex materials.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Borrell, A.; Salvador, M.D.; Rocha, V.G.; Fernández, A.; Molina, T.; Moreno, R. Enhanced properties of alumina–aluminium titanate composites obtained by spark plasma reaction-sintering of slip cast green bodies. Compos. Part B Eng. 2013, 47, 255–259. [Google Scholar] [CrossRef]
- Maki, R.S.; Suzuki, Y. Mechanical strength and electrical conductivity of reactively-sintered pseudobrookite-type Al2TiO5–MgTi2O5 solid solutions. J. Ceram. Soc. Jpn. 2016, 124, 1–6. [Google Scholar] [CrossRef] [Green Version]
- Kim, I.J. Thermal stability of Al2TiO5 ceramics for new diesel particulate filter applications-a literature review. J. Ceram. Process. Res. 2010, 11, 411–418. [Google Scholar]
- Papitha, R.; Suresh, M.B.; Johnson, R.; Dibakar, D. High-Temperature Flexural Strength and Thermal Stability of Near Zero Expanding doped Aluminum Titanate Ceramics for Diesel Particulate Filters Applications. Int. J. Appl. Ceram. Technol. 2013, 11, 773–782. [Google Scholar] [CrossRef]
- Cong, C.A.; Brm, A.; Cp, A.; Js, A.; If, A.; Gba, B. The correlation between porosity characteristics and the crystallographic texture in extruded stabilized aluminium titanate for diesel particulate filter applications. J. Eur. Ceram. Soc. 2020, 40, 1592–1601. [Google Scholar]
- Alves, P.; Rodrigues, M.F.; Cossu, C.M.F.A.; Magnago, R.d.O.; Ramos, A.S.; dos Santos, C. Characterization of Al2O3-Al2TiO2 Ceramic Composites: Effects of Sintering Parameters on the Properties. In Materials Science Forum; Trans Tech Publications Ltd.: Freienbach, Switzerland, 2018; pp. 118–123. [Google Scholar]
- Skala, R.D.; Manurung, P.; Low, I.M. Microstructural design, characterisation and indentation responses of layer-graded alumina/aluminium–titanate composites. Compos. Part B Eng. 2006, 37, 466–480. [Google Scholar] [CrossRef]
- Hu, Y.; Li, M.Z.; Shen, Q.; Xu, W.P. Thermal Shock-Resistance Performance of Al2TiO5/Al2O3 Composites. In Advanced Materials Research; Trans Tech Publications Ltd.: Freienbach, Switzerland, 2009; pp. 108–111. [Google Scholar]
- Botero, C.A.; Jiménez-Piqué, E.; Baudín, C.; Salán, N.; Llanes, L. Nanoindentation of Al2O3/Al2TiO5 composites: Small-scale mechanical properties of Al2TiO5 as reinforcement phase. J. Eur. Ceram. Soc. 2012, 32, 3723–3731. [Google Scholar] [CrossRef]
- de Portu, G.; Bueno, S.; Micele, L.; Baudin, C.; Pezzotti, G. Piezo-spectroscopic characterization of alumina-aluminium titanate laminates. J. Eur. Ceram. Soc. 2006, 26, 2699–2705. [Google Scholar] [CrossRef]
- Padture, N.P.; Bennison, S.J.; Chan, H.M. Flaw-Tolerance and Crack-Resistance Properties of Alumina-Aluminum Titanate Composites with Tailored Microstructures. J. Am. Ceram. Soc. 1993, 76, 2312–2320. [Google Scholar] [CrossRef]
- Asmi, D.; Low, I.M. Processing of an in-situ Layered and Graded Alumina/Calcium-Hexaluminate composite: Physical Characteristics. J. Eur. Ceram. Soc. 1998, 18, 2019–2024. [Google Scholar] [CrossRef]
- Skala, R.D.; Li, D.; Low, I.M. Diffraction, structure and phase stability studies on aluminium titanate. J. Eur. Ceram. Soc. 2009, 29, 67–75. [Google Scholar] [CrossRef]
- Tsetsekou, A. A comparison study of tialite ceramics doped with various oxide materials and tialite–mullite composites: Microstructural, thermal and mechanical properties. J. Eur. Ceram. Soc. 2005, 25, 335–348. [Google Scholar] [CrossRef]
- Chan, H.M. Layered Ceramics: Processing and Mechanical Behavior. Annu. Rev. Mater. Res. 2003, 27, 249–282. [Google Scholar] [CrossRef]
- Naglieri, V.; Palmero, P.; Montanaro, L.; Chevalier, J. Elaboration of alumina-zirconia composites: Role of the zirconia content on the microstructure and mechanical properties. Materials 2013, 6, 2090–2102. [Google Scholar] [CrossRef] [Green Version]
- Magnani, G.; Brillante, A. Effect of the composition and sintering process on mechanical properties and residual stresses in zirconia-alumina composites. J. Eur. Ceram. Soc. 2005, 25, 3383–3392. [Google Scholar] [CrossRef]
- Park, S.Y.; Jung, S.W.; Chung, Y.B. The effect of starting powder on the microstructure development of alumina–aluminum titanate composites. Ceram. Int. 2003, 29, 707–712. [Google Scholar] [CrossRef]
- Chen, C.-H.; Awaji, H. Temperature dependence of mechanical properties of aluminum titanate ceramics. J. Eur. Ceram. Soc. 2007, 27, 13–18. [Google Scholar] [CrossRef]
- Singh, M.; Manurung, P.; Low, I.M. Depth profiling of near-surface information in a functionally graded alumina/aluminium titanate composite using grazing-incidence synchrotron radiation diffraction. Mater. Lett. 2002, 55, 344–349. [Google Scholar] [CrossRef]
- Bueno, S.; Baudín, C. Design and processing of a ceramic laminate with high toughness and strong interfaces. Compos. Part A: Appl. Sci. Manuf. 2009, 40, 137–143. [Google Scholar] [CrossRef]
- Fan, K.; Ruiz-Hervias, J.; Pastor, J.Y.; Gurauskis, J.; Baudín, C. Residual stress and diffraction line-broadening analysis of Al2O3/Y-TZP ceramic composites by neutron diffraction measurement. Int. J. Refract. Met. Hard Mater. 2017, 64, 122–134. [Google Scholar] [CrossRef]
- Withers, P.J. Mapping residual and internal stress in materials by neutron diffraction. Comptes Rendus Phys. 2007, 8, 806–820. [Google Scholar] [CrossRef]
- Bueno, S.; Moreno, R.; Baudin, C. Reaction sintered Al2O3/Al2TiO5 microcrack-free composites obtained by colloidal filtration. J. Eur. Ceram. Soc. 2004, 24, 2785–2791. [Google Scholar] [CrossRef]
- Santisteban, J.; Daymond, M.; James, J.; Edwards, L. ENGIN-X: A third-generation neutron strain scanner. J. Appl. Crystallogr. 2006, 39, 812–825. [Google Scholar] [CrossRef]
- Edwards, L. 14 Near-surface stress measurement using neutron diffraction. In Analysis of Residual Stress by Diffraction Using Neutron and Synchrotron Radiation; CRC Press: Boca Raton, FL, USA, 2003; p. 233. [Google Scholar]
- Coelho, A. TOPAS-Academic V5. Coelho Software, Brisbane, Australia. 2012. Available online: https://www.topas-academic.net/ (accessed on 7 October 2021).
- Daymond, M.; Bourke, M.; Von Dreele, R.; Clausen, B.; Lorentzen, T. Use of Rietveld refinement for elastic macrostrain determination and for evaluation of plastic strain history from diffraction spectra. J. Appl. Phys. 1997, 82, 1554–1562. [Google Scholar] [CrossRef]
- Balzar, D.; Popa, N.C. Analyzing microstructure by Rietveld refinement. Rigaku J. 2005, 22, 16. [Google Scholar]
- McCusker, L.; Von Dreele, R.; Cox, D.; Louer, D.; Scardi, P. Rietveld refinement guidelines. J. Appl. Crystallogr. 1999, 32, 36–50. [Google Scholar] [CrossRef] [Green Version]
- Lewis, J.; Schwarzenbach, D.; Flack, H. Electric field gradients and charge density in corundum, α-Al2O3. Acta Crystallogr. Sect. A Cryst. Phys. Diffr. Theor. Gen. Crystallogr. 1982, 38, 733–739. [Google Scholar] [CrossRef]
- Choo, H.; Bourke, M.; Nash, P.; Daymond, M.; Shi, N. Thermal residual stresses in NiAl–AlN–Al2O3 composites measured by neutron diffraction. Mater. Sci. Eng. A 1999, 264, 108–121. [Google Scholar] [CrossRef]
- Fan, K.; Ruiz-Hervias, J.; Gurauskis, J.; Sanchez-Herencia, A.J.; Baudín, C. Neutron diffraction residual stress analysis of Al2O3/Y-TZP ceramic composites. Boletín Soc. Española Cerámica Vidr. 2016, 55, 13–23. [Google Scholar] [CrossRef]
- Oliver, E.C. The Generation of Internal Stresses in Single and Two Phase Materials. Ph.D. Thesis, University of Manchester, Manchester, UK, 2002. [Google Scholar]
- Gnäupel-Herold, T. ISODEC: Software for calculating diffraction elastic constants. J. Appl. Crystallogr. 2012, 45, 573–574. [Google Scholar] [CrossRef]
- Gnäupel-Herold, T. A software for diffraction stress factor calculations for textured materials. Powder Diffr. 2012, 27, 114–116. [Google Scholar] [CrossRef]
- Manurung, P.; Low, I.M.; O’Connor, B.H.; Kennedy, S. Effect of β-spodumene on the phase development in an alumina/aluminium-titanate system. Mater. Res. Bull. 2005, 40, 2047–2055. [Google Scholar] [CrossRef]
- Violini, M.A.; Hernández, M.; Conconi, M.S.; Suárez, G.; Rendtorff, N.M. A dynamic analysis of the aluminum titanate (Al2TiO5) reaction-sintering from alumina and titania, properties and effect of alumina particle size. J. Therm. Anal. Calorim. 2021, 143, 95–101. [Google Scholar] [CrossRef]
- Keyvani, N.; Azarniya, A.; Hosseini, H.R.M.; Abedi, M.; Moskovskikh, D. Thermal stability and strain sensitivity of nanostructured aluminum titanate (Al2TiO5). Mater. Chem. Phys. 2019, 223, 202–208. [Google Scholar] [CrossRef]
- Low, I.M.; Lawrence, D.; Jones, A.; Smith, R.I. Dynamic Analyses of the Thermal Stability of Aluminium Titanate by Time-Of-Flight Neutron Diffraction. In Developments in Advanced Ceramics and Composites: Ceramic Engineering and Science Proceedings; John Wiley & Sons: Hoboken, NJ, USA, 2008; Volume 26, p. 8. [Google Scholar]
- Low, I.M.; Oo, Z. Effect of Grain Size and Controlled Atmospheres on the Thermal Stability of Aluminium Titanate. In AIP Conference Proceedings; American Institute of Physics: College Park, MD, USA, 2010. [Google Scholar]
- Fan, K.; Pastor, J.Y.; Ruiz-Hervias, J.; Gurauskis, J.; Baudin, C. Determination of mechanical properties of Al2O3/Y-TZP ceramic composites: Influence of testing method and residual stresses. Ceram. Int. 2016, 42, 18700–18710. [Google Scholar] [CrossRef]
- Uribe, R.; Baudín, C. Influence of a dispersion of aluminum titanate particles of controlled size on the thermal shock resistance of alumina. J. Am. Ceram. Soc. 2003, 86, 846–850. [Google Scholar] [CrossRef]
- Low, I.M.; Oo, Z. Dynamic neutron diffraction study of thermal stability and self-recovery in aluminium titanate. In Strategic Materials and Computational Design: Ceramic Engineering and Science Proceedings; American Ceramic Society: Columbus, OH, USA, 2010; Volume 31. [Google Scholar]
- Taya, M.; Hayashi, S.; Kobayashi, A.S.; Yoon, H. Toughening of a Particulate-Reinforced Ceramic-Matrix Composite by Thermal Residual Stress. J. Am. Ceram. Soc. 1990, 73, 1382–1391. [Google Scholar] [CrossRef]
- Bartolome, J.F.; Requena, J.; Moya, J.S.; Li, M.; Guiu, F. Cyclic fatigue crack growth resistance of Al2O3-Al2TiO5 composites. Acta Mater. 1996, 44, 1361–1370. [Google Scholar] [CrossRef]
- de Arenas, I.B. Reactive sintering of aluminum titanate. In Sintering of Ceramics-New Emerging Techniques; InTech: London, UK, 2012. [Google Scholar]
- Mori, T.; Tanaka, K. Average stress in matrix and average elastic energy of materials with misfitting inclusions. Acta Metall. 1973, 21, 571–574. [Google Scholar] [CrossRef]
- Hernández, M.; Bueno, S.; Sánchez, T.; Anaya, J.J.; Baudín, C. Non-destructive characterisation of alumina/aluminium titanate composites using a micromechanical model and ultrasonic determinations: Part II. Evaluation of microcracking. Ceram. Int. 2008, 34, 189–195. [Google Scholar] [CrossRef]
- Kelly, A.A.; Knowles, K.M. Crystallography and Crystal Defects; John Wiley & Sons: Hoboken, NJ, USA, 2012. [Google Scholar]







 ) without a line. (a) A-10AT composites and (b) A-40AT composites.
) without a line. (a) A-10AT composites and (b) A-40AT composites.
) without a line. (a) A-10AT composites and (b) A-40AT composites.
) without a line. (a) A-10AT composites and (b) A-40AT composites.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Phase | Space Group | Lattice Parameter/Å | Ion Position and Coordinate | |||
|---|---|---|---|---|---|---|
| Ion | x | y | z | |||
| α-Al2O3 [31] (hexagonal) | c | = 4.7602 = 12.9933 = 90° = 120° | ||||
| Al3+ | 0 | 0 | 0.35216 | |||
| O2− | 0.30624 | 0 | 0.25 | |||
| Al2TiO5 [13] (orthorhombic) | Cmcm | = 3.593 = 9.433 = 9.641 = 90° | Ti14+ | 0 | 0.1854 | 0.25 |
| Al13+ | 0 | 0.1854 | 0.25 | |||
| Ti24+ | 0 | 0.13478 | 0.5615 | |||
| Al23+ | 0 | 0.13478 | 0.5615 | |||
| O12− | 0 | 0.7577 | 0.25 | |||
| O22− | 0 | 0.0485 | 0.1167 | |||
| O32− | 0 | 0.3125 | 0.0721 | |||
| Sample | Al2TiO5 (vol.%) | Sintering Temperature (°C) | ρ (g/cm3) | ρrelative (T.D.%) | G (μm) | σf (MPa) | |
|---|---|---|---|---|---|---|---|
| GA | GAT | ||||||
| A-10AT(1450) | 10 | 1450 | 3.86 ± 0.03 | 97.4 ± 0.1 | 3.1 ± 0.4 | 1.3 ± 0.4 | 221 ± 8 |
| A-10AT(1550) | 10 | 1550 | 3.84 ± 0.03 | 97.0 ± 0.1 | 3.4 ± 0.4 | 1.6 ± 0.4 | 194 ± 9 |
| A-40AT(1450) | 40 | 1450 | 3.57 ± 0.06 | 92.1 ± 0.2 | 1.7 ± 0.4 | 3.0 ± 0.7 | 83 ± 3 |
| A-40AT(1550) | 40 | 1550 | 3.53 ± 0.08 | 91.2 ± 0.2 | 2.3 ± 0.7 | 4.1 ± 0.9 | 61 ± 2 |
| Sample | α-Al2O3 Phase | Orthorhombic Al2TiO5 Phase | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| In-Plane | Normal | In-Plane | Normal | |||||||
| Al2O3 powder | 4.76026 | 12.99488 | 4.76048 | 12.99456 | - | - | - | - | - | - |
| Al2TiO5 powder | - | - | - | - | 3.59348 | 9.43079 | 9.63653 | 3.59375 | 9.43032 | 9.63763 |
| A-10AT (1450) | 4.7585 (1) | 12.9940 (3) | 4.7582 (1) | 12.9937 (3) | 3.5643 (9) | 9.4529 (10) | 9.7118 (8) | 3.5649 (4) | 9.4527 (12) | 9.7120 (10) |
| A-10AT (1550) | 4.7585 (1) | 12.9947 (2) | 4.7588 (1) | 12.9944 (1) | 3.5641 (3) | 9.4524 (8) | 9.7112 (12) | 3.5646 (9) | 9.4520 (14) | 9.7118 (12) |
| A-40AT (1450) | 4.7588 (1) | 12.9920 (2) | 4.7591 (1) | 12.9920 (4) | 3.5863 (3) | 9.4385 (9) | 9.6534 (6) | 3.5867 (4) | 9.4388 (5) | 9.6540 (10) |
| A-40AT (1550) | 4.7589 (1) | 12.9920 (2) | 4.7592 (1) | 12.9920 (4) | 3.5894 (5) | 9.4347 (8) | 9.6456 (8) | 3.5895 (5) | 9.4349 (5) | 9.6464 (10) |
| Sample | Mean Phase Stress σAl2O3 (MPa) | Peak-Specific Residual Stress (MPa) | |||
|---|---|---|---|---|---|
| Al2O3 (030) | Al2O3 (116) | Al2O3 (024) | Al2O3 (113) | ||
| A-10AT (1450) | −208 ± 7 | −324 ± 12 | −160 ± 6 | −232 ± 8 | −253 ± 9 |
| A-10AT (1550) | −176 ± 6 | −283 ± 7 | −125 ± 9 | −195 ± 8 | −215 ± 7 |
| A-40AT (1450) | −194 ± 6 | −230 ± 6 | −196 ± 7 | −207 ± 8 | −14 ± 7 |
| A-40AT (1550) | −183 ± 7 | −219 ± 4 | −195 ± 5 | −201 ± 4 | −208 ± 5 |
| Sample | Mean Phase Stress σAT (MPa) | Peak-Specific Residual Stress (MPa) | |||
|---|---|---|---|---|---|
| AT (243) | AT (200) | AT (043) | AT (113) | ||
| A-10AT (1450) | 576 ± 30 | −572 ± 20 | −1977 ± 34 | 1041 ± 10 | 195 ± 8 |
| A-10AT (1550) | 518 ± 29 | −579 ± 10 | −1985 ± 18 | 1027 ± 9 | 171 ± 16 |
| A-40AT (1450) | 166 ± 11 | −128 ± 8 | −493 ± 21 | 282 ± 7 | 27 ± 4 |
| A-40AT (1550) | 74 ± 8 | −79 ± 7 | −274 ± 18 | 145 ± 15 | 14 ± 2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fan, K.; Jiang, W.; Ruiz-Hervias, J.; Baudín, C.; Feng, W.; Zhou, H.; Bueno, S.; Yao, P. Effect of Al2TiO5 Content and Sintering Temperature on the Microstructure and Residual Stress of Al2O3–Al2TiO5 Ceramic Composites. Materials 2021, 14, 7624. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14247624
Fan K, Jiang W, Ruiz-Hervias J, Baudín C, Feng W, Zhou H, Bueno S, Yao P. Effect of Al2TiO5 Content and Sintering Temperature on the Microstructure and Residual Stress of Al2O3–Al2TiO5 Ceramic Composites. Materials. 2021; 14(24):7624. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14247624
Chicago/Turabian StyleFan, Kunyang, Wenhuang Jiang, Jesús Ruiz-Hervias, Carmen Baudín, Wei Feng, Haibin Zhou, Salvador Bueno, and Pingping Yao. 2021. "Effect of Al2TiO5 Content and Sintering Temperature on the Microstructure and Residual Stress of Al2O3–Al2TiO5 Ceramic Composites" Materials 14, no. 24: 7624. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14247624