
A Review on the Life Cycle Assessment of Cellulose: From Properties to the Potential of Making It a Low Carbon Material


 ,
, 
Abstract
:1. Introduction
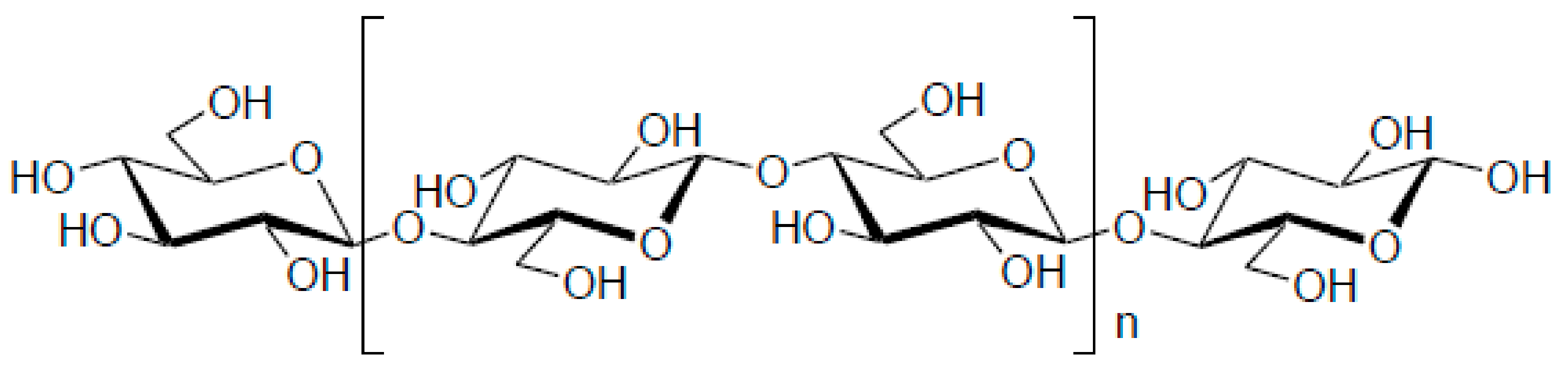
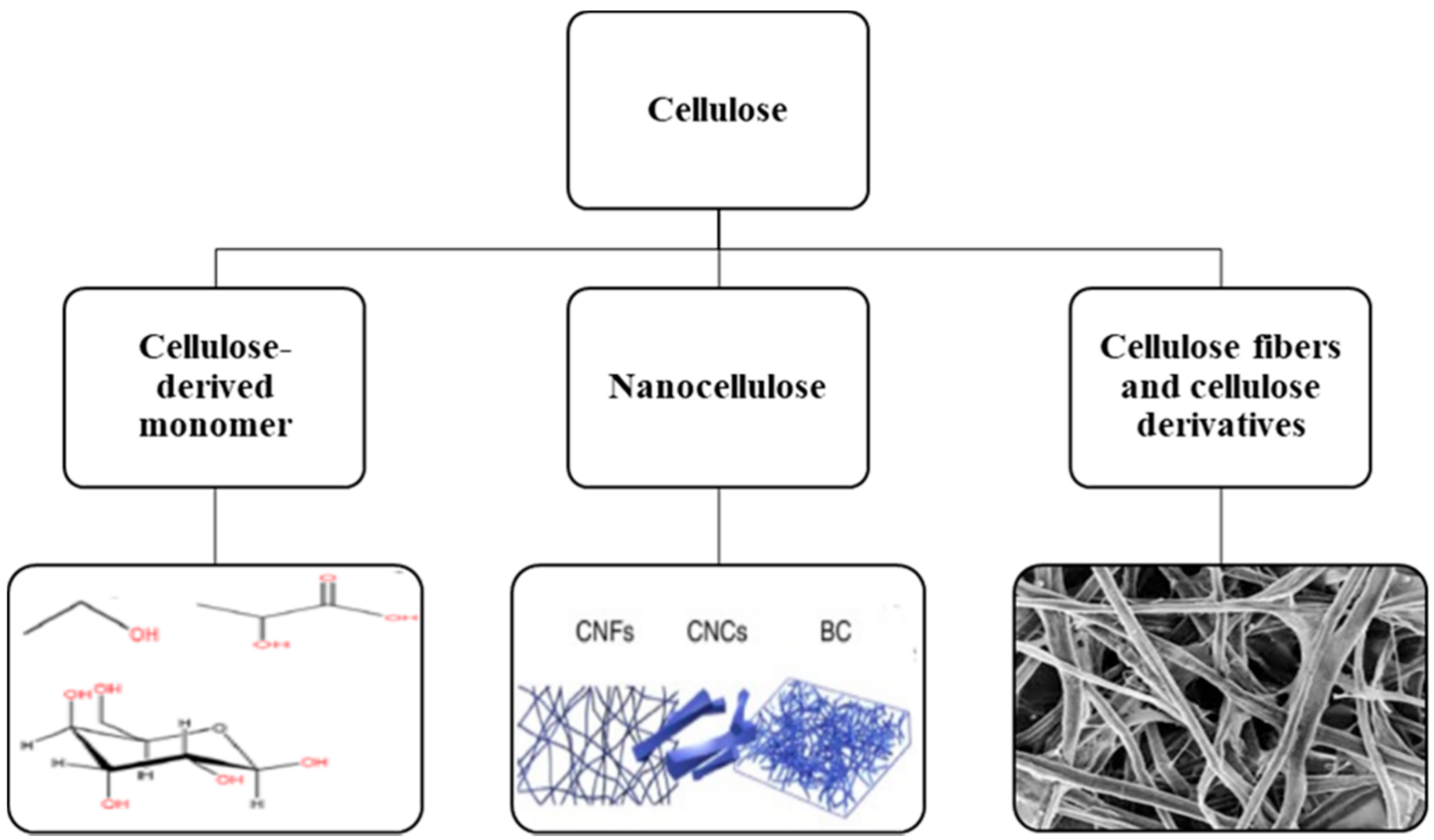
2. Classification of Different Types of Cellulose
2.1. Cellulose-Derived Monomer
2.2. Cellulose Fibers and Derivatives
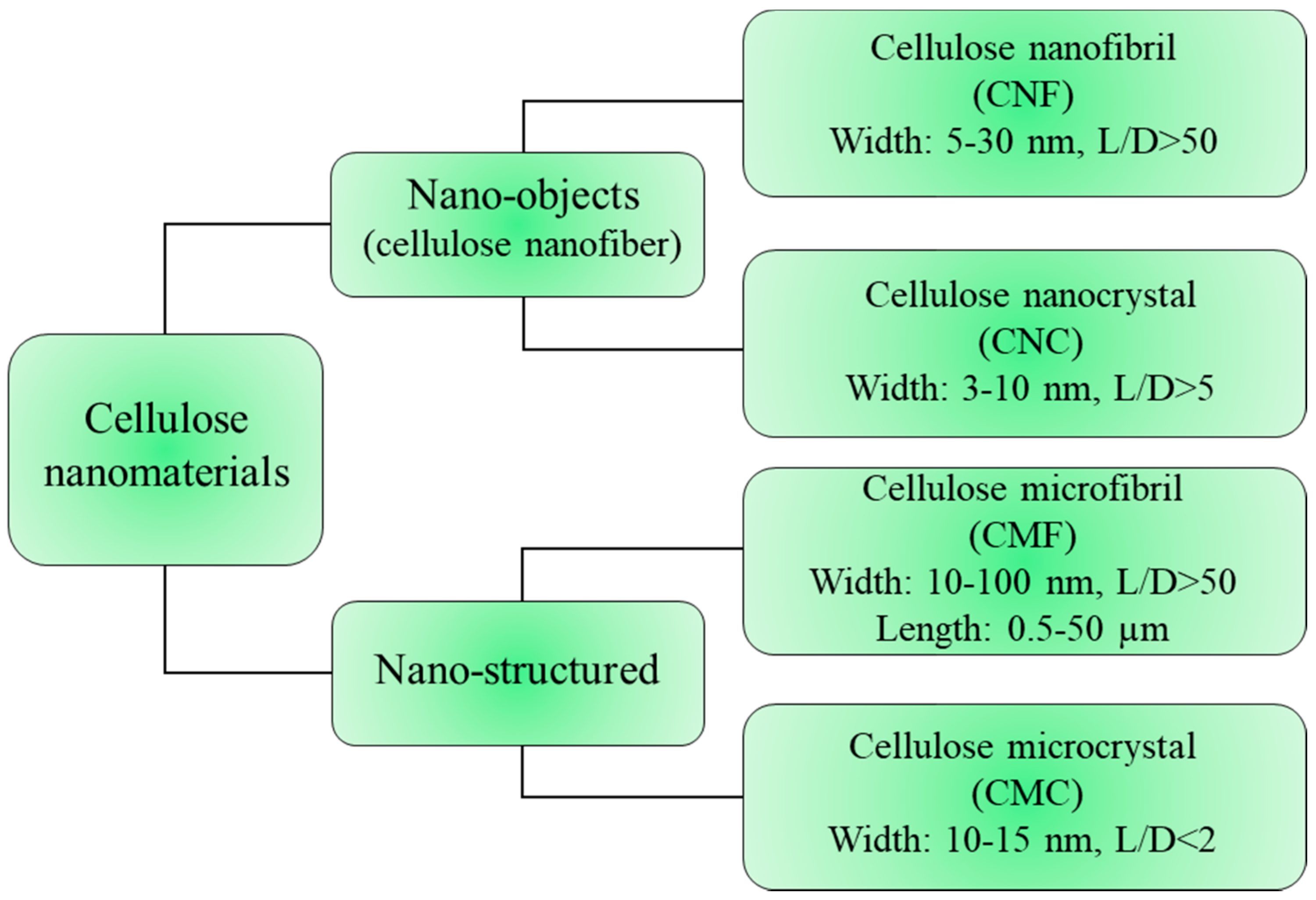
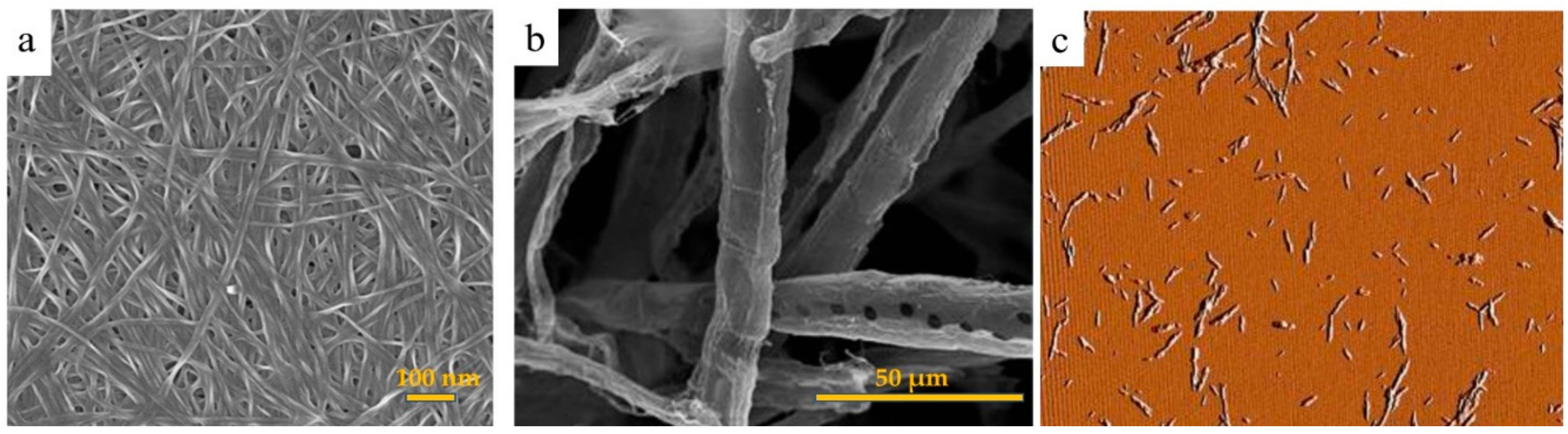
2.3. Nanocellulose
3. Life Cycle Assessment (LCA) of Cellulose
3.1. LCA from Cradle-To-Gate
3.2. LCA from Cradle-to-Grave
4. Challenges in Life Cycle Assessments (LCAs) of Cellulose Products
5. Specific Strategies for Reduction of Energy Consumption and Development of Low-Carbon Materials
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Nechyporchuk, O.; Belgacem, M.N.; Bras, J. Production of cellulose nanofibrils: A review of recent advances. Ind. Crop. Prod. 2016, 93, 2–25. [Google Scholar] [CrossRef]
- La Mantia, F.; Morreale, M. Green composites: A brief review. Compos. Part A Appl. Sci. Manuf. 2011, 42, 579–588. [Google Scholar] [CrossRef]
- Rezvani Ghomi, E.; Khosravi, F.; Tahavori, M.A.; Ramakrishna, S. Circular Economy: A Comparison Between the Case of Singapore and France. Mater. Circ. Econ. 2021, 3, 2. [Google Scholar] [CrossRef]
- Motaung, T.E.; Linganiso, L.Z. Critical review on agrowaste cellulose applications for biopolymers. Int. J. Plast. Technol. 2018, 22, 185–216. [Google Scholar] [CrossRef]
- Li, Q.; McGinnis, S.; Sydnor, C.; Wong, A.; Renneckar, S. Nanocellulose Life Cycle Assessment. ACS Sustain. Chem. Eng. 2013, 1, 919–928. [Google Scholar] [CrossRef]
- Mohanty, A.K.; Misra, M.; Drzal, L. Sustainable bio-composites from renewable resources: Opportunities and challenges in the green materials world. J. Polym. Environ. 2002, 10, 19–26. [Google Scholar] [CrossRef]
- Zheng, J.; Suh, S. Strategies to reduce the global carbon footprint of plastics. Nat. Clim. Chang. 2019, 9, 374–378. [Google Scholar] [CrossRef]
- Hertwich, E. The Carbon Footprint of Material Production Rises to 23% of Global Greenhouse Gas Emissions. SocArXiv 2019. [Google Scholar] [CrossRef] [Green Version]
- Klemm, D.; Philpp, B.; Heinze, T.; Heinze, U.; Wagenknecht, W. Comprehensive Cellulose Chemistr. In Fundamentals and Analytical Methods; Wiley-VCH Verlag GmbH: Weinheim, Germany, 1998; Volume 1. [Google Scholar]
- Wang, J.; Tavakoli, J.; Tang, Y. Bacterial cellulose production, properties and applications with different culture methods–A review. Carbohydr. Polym. 2019, 219, 63–76. [Google Scholar] [CrossRef] [Green Version]
- Nishiyama, Y. Structure and properties of the cellulose microfibril. J. Wood Sci. 2009, 55, 241–249. [Google Scholar] [CrossRef]
- Gardner, D.J.; Oporto, G.S.; Mills, R.; Samir, M.A.S.A. Adhesion and surface issues in cellulose and nanocellulose. J. Adhes. Sci. Technol. 2008, 22, 545–567. [Google Scholar] [CrossRef] [Green Version]
- Klemm, D.; Heublein, B.; Fink, H.P.; Bohn, A. Cellulose: Fascinating biopolymer and sustainable raw material. Angew. Chem. Int. Ed. 2005, 44, 3358–3393. [Google Scholar] [CrossRef] [PubMed]
- Brown, A.J. XIX—The chemical action of pure cultivations of bacterium aceti. J. Chem. Soc. Trans. 1886, 49, 172–187. [Google Scholar] [CrossRef] [Green Version]
- Chirayil, C.J.; Mathew, L.; Thomas, S. Review of recent research in nano cellulose preparation from different lignocellulosic fibers. Rev. Adv. Mater. Sci. 2014, 37, 20–28. [Google Scholar]
- Douglass, E.F.; Avci, H.; Boy, R.; Rojas, O.J.; Kotek, R. A review of cellulose and cellulose blends for preparation of bio-derived and conventional membranes, nanostructured thin films, and composites. Polym. Rev. 2018, 58, 102–163. [Google Scholar] [CrossRef]
- Das, O.; Hedenqvist, M.S.; Johansson, E.; Olsson, R.T.; Loho, T.A.; Capezza, A.J.; Singh Raman, R.K.; Holder, S. An all-gluten biocomposite: Comparisons with carbon black and pine char composites. Compos. Part. A: Appl. Sci. Manuf. 2019, 120, 42–48. [Google Scholar] [CrossRef]
- Das, O.; Loho, T.A.; Capezza, A.J.; Lemrhari, I.; Hedenqvist, M.S. A Novel Way of Adhering PET onto Protein (Wheat Gluten) Plastics to Impart Water Resistance. Coatings 2018, 8, 388. [Google Scholar] [CrossRef] [Green Version]
- Siqueira, G.; Bras, J.; Dufresne, A. Cellulosic bionanocomposites: A review of preparation, properties and applications. Polymers 2010, 2, 728–765. [Google Scholar] [CrossRef] [Green Version]
- John, M.J.; Thomas, S. Biofibres and biocomposites. Carbohydr. Polym. 2008, 71, 343–364. [Google Scholar] [CrossRef]
- Qiu, X.; Hu, S. “Smart” materials based on cellulose: A review of the preparations, properties, and applications. Materials 2013, 6, 738–781. [Google Scholar] [CrossRef] [Green Version]
- Kholgh Eshkalak, S.; Rezvani Ghomi, E.; Dai, Y.; Choudhury, D.; Ramakrishna, S. The role of three-dimensional printing in healthcare and medicine. Mater. Des. 2020, 194, 108940. [Google Scholar] [CrossRef]
- Rezvani Ghomi, E.; Khosravi, F.; Neisiany, R.E.; Singh, S.; Ramakrishna, S. Future of additive manufacturing in healthcare. Curr. Opin. Biomed. Eng. 2021, 17, 100255. [Google Scholar] [CrossRef]
- Shaghaleh, H.; Xu, X.; Wang, S. Current progress in production of biopolymeric materials based on cellulose, cellulose nanofibers, and cellulose derivatives. RSC Adv. 2018, 8, 825–842. [Google Scholar] [CrossRef] [Green Version]
- Lin, Y.; Tanaka, S. Ethanol fermentation from biomass resources: Current state and prospects. Appl. Microbiol. Biotechnol. 2006, 69, 627–642. [Google Scholar] [CrossRef]
- Zhang, Y.; Chen, E.Y. Polymerization of Nonfood Biomass-Derived Monomers to Sustainable Polymers. In Selective Catalysis for Renewable Feedstocks and Chemicals; Springer International Publishing: Cham, Switzerland, 2014; pp. 185–227. [Google Scholar]
- Li, J.; Soares, H.S.; Moulijn, J.A.; Makkee, M. Simultaneous hydrolysis and hydrogenation of cellobiose to sorbitol in molten salt hydrate media. Catal. Sci. Technol. 2013, 3, 1565–1572. [Google Scholar] [CrossRef] [Green Version]
- Fan, Y.; Zhou, C.; Zhu, X. Selective catalysis of lactic acid to produce commodity chemicals. Catal. Rev. 2009, 51, 293–324. [Google Scholar] [CrossRef]
- Robert, J.L.; Aubrecht, K.B. Ring-opening polymerization of lactide to form a biodegradable polymer. J. Chem. Educ. 2008, 85, 258. [Google Scholar] [CrossRef]
- Belgacem, M.N.; Gandini, A. Monomers, Polymers and Composites from Renewable Resources; Elsevier: Amsterdam, The Netherlands, 2011. [Google Scholar]
- Rose, M.; Palkovits, R. Cellulose-Based Sustainable Polymers: State of the Art and Future Trends. Macromol. Rapid Commun. 2011, 32, 1299–1311. [Google Scholar] [CrossRef]
- Keenan, T.M.; Nakas, J.P.; Tanenbaum, S.W. Polyhydroxyalkanoate copolymers from forest biomass. J. Ind. Microbiol. Biotechnol. 2006, 33, 616. [Google Scholar] [CrossRef]
- Manzer, L.E. Catalytic synthesis of α-methylene-γ-valerolactone: A biomass-derived acrylic monomer. Appl. Catal. A Gen. 2004, 272, 249–256. [Google Scholar] [CrossRef]
- Manzer, L.E. Biomass Derivatives: A Sustainable Source of Chemicals. In Feedstocks for the Future; American Chemical Society: Washington, DC, USA, 2006; Volume 921, pp. 40–51. [Google Scholar]
- Kargarzadeh, H.; Mariano, M.; Gopakumar, D.; Ahmad, I.; Thomas, S.; Dufresne, A.; Huang, J.; Lin, N. Advances in cellulose nanomaterials. Cellulose 2018, 25, 2151–2189. [Google Scholar] [CrossRef]
- Fakirov, S.; Bhattacharyya, D. Engineering Biopolymers: Homopolymers, Blends, and Composites; Carl Hanser Verlag GmbH Co KG: Munich, Germany, 2015. [Google Scholar]
- Ashori, A. Wood–plastic composites as promising green-composites for automotive industries! Bioresour. Technol. 2008, 99, 4661–4667. [Google Scholar] [CrossRef]
- Alemdar, A.; Sain, M. Isolation and characterization of nanofibers from agricultural residues–Wheat straw and soy hulls. Bioresour. Technol. 2008, 99, 1664–1671. [Google Scholar] [CrossRef]
- Huber, T.; Müssig, J.; Curnow, O.; Pang, S.; Bickerton, S.; Staiger, M.P. A critical review of all-cellulose composites. J. Mater. Sci. 2012, 47, 1171–1186. [Google Scholar] [CrossRef]
- Li, Q.; Zhou, D.; Zhang, P.; Man, P.; Tian, Z.; Li, Y.; Ai, S. The BiOBr/regenerated cellulose composite film as a green catalyst for light degradation of phenol. Colloids Surf. A Physicochem. Eng. Asp. 2016, 501, 132–137. [Google Scholar] [CrossRef]
- Liu, X.; Zhang, T.; Pang, K.; Duan, Y.; Zhang, J. Graphene oxide/cellulose composite films with enhanced UV-shielding and mechanical properties prepared in NaOH/urea aqueous solution. RSC Adv. 2016, 6, 73358–73364. [Google Scholar] [CrossRef]
- Qi, H.; Liu, J.; Gao, S.; Mäder, E. Multifunctional films composed of carbon nanotubes and cellulose regenerated from alkaline–urea solution. J. Mater. Chem. A 2013, 1, 2161–2168. [Google Scholar] [CrossRef]
- Maria, K.H.; Mieno, T. Production and properties of carbon nanotube/cellulose composite paper. J. Nanomater. 2017, 2017. [Google Scholar] [CrossRef]
- Azzaoui, K.; Lamhamdi, A.; Mejdoubi, E.M.; Berrabah, M.; Hammouti, B.; Elidrissi, A.; Fouda, M.M.; Al-Deyab, S.S. Synthesis and characterization of composite based on cellulose acetate and hydroxyapatite application to the absorption of harmful substances. Carbohydr. Polym. 2014, 111, 41–46. [Google Scholar] [CrossRef]
- Mulinari, D.R.; Voorwald, H.J.; Cioffi, M.O.; da Silva, M.L. Cellulose fiber-reinforced high-density polyethylene composites—Mechanical and thermal properties. J. Compos. Mater. 2017, 51, 1807–1815. [Google Scholar] [CrossRef] [Green Version]
- Lei, Y.; Qian, X.; Shen, J.; An, X. Integrated reductive/adsorptive detoxification of Cr (VI)-contaminated water by polypyrrole/cellulose fiber composite. Ind. Eng. Chem. Res. 2012, 51, 10408–10415. [Google Scholar] [CrossRef]
- Anna, P.; Zimonyi, E.; Marton, A.; Szep, A.; Matkó, S.; Keszei, S.; Bertalan, G.; Marosi, G. Surface Treated Cellulose Fibres in Flame Retarded PP Composites; Macromolecular Symposia; Wiley Online Library: Hoboken, NJ, USA, 2003; pp. 245–254. [Google Scholar]
- Carrillo, F.; Martín, G.; López-Mesas, M.; Colom, X.; Canavate, J. High modulus regenerated cellulose fiber-reinforced cellulose acetate butyrate biocomposites. J. Compos. Mater. 2011, 45, 1733–1740. [Google Scholar] [CrossRef]
- Qi, H.; Cai, J.; Zhang, L.; Kuga, S. Properties of Films Composed of Cellulose Nanowhiskers and a Cellulose Matrix Regenerated from Alkali/Urea Solution. Biomacromolecules 2009, 10, 1597–1602. [Google Scholar] [CrossRef]
- Gindl, W.; Schöberl, T.; Keckes, J. Structure and properties of a pulp fibre-reinforced composite with regenerated cellulose matrix. Appl. Phys. A 2006, 83, 19–22. [Google Scholar] [CrossRef]
- Duchemin, B.J.C.; Newman, R.H.; Staiger, M.P. Structure–property relationship of all-cellulose composites. Compos. Sci. Technol. 2009, 69, 1225–1230. [Google Scholar] [CrossRef]
- Soykeabkaew, N.; Sian, C.; Gea, S.; Nishino, T.; Peijs, T. All-cellulose nanocomposites by surface selective dissolution of bacterial cellulose. Cellulose 2009, 16, 435–444. [Google Scholar] [CrossRef]
- Duchemin, B.J.C.; Staiger, M.P.; Tucker, N.; Newman, R.H. Aerocellulose based on all-cellulose composites. J. Appl. Polym. Sci. 2010, 115, 216–221. [Google Scholar] [CrossRef]
- Wang, W.; Liang, T.; Bai, H.; Dong, W.; Liu, X. All cellulose composites based on cellulose diacetate and nanofibrillated cellulose prepared by alkali treatment. Carbohydr. Polym. 2018, 179, 297–304. [Google Scholar] [CrossRef]
- Labidi, K.; Korhonen, O.; Zrida, M.; Hamzaoui, A.H.; Budtova, T. All-cellulose composites from alfa and wood fibers. Ind. Crop. Prod. 2019, 127, 135–141. [Google Scholar] [CrossRef]
- Habibi, Y.; Lucia, L.A.; Rojas, O.J. Cellulose nanocrystals: Chemistry, self-assembly, and applications. Chem. Rev. 2010, 110, 3479–3500. [Google Scholar] [CrossRef]
- Ng, H.-M.; Sin, L.T.; Bee, S.-T.; Tee, T.-T.; Rahmat, A. Review of nanocellulose polymer composite characteristics and challenges. Polym. Plast. Technol. Eng. 2017, 56, 687–731. [Google Scholar] [CrossRef]
- Das, O.; Neisiany, R.E.; Capezza, A.J.; Hedenqvist, M.S.; Försth, M.; Xu, Q.; Jiang, L.; Ji, D.; Ramakrishna, S. The need for fully bio-based facemasks to counter coronavirus outbreaks: A perspective. Sci. Total Environ. 2020, 736, 139611. [Google Scholar] [CrossRef] [PubMed]
- Jeremic, S.; Djokic, L.; Ajdačić, V.; Božinović, N.; Pavlovic, V.; Manojlović, D.D.; Babu, R.; Senthamaraikannan, R.; Rojas, O.; Opsenica, I.; et al. Production of bacterial nanocellulose (BNC) and its application as a solid support in transition metal catalysed cross-coupling reactions. Int. J. Biol. Macromol. 2019, 129, 351–360. [Google Scholar] [CrossRef] [Green Version]
- Zhang, J.; Song, H.; Lin, L.; Zhuang, J.; Pang, C.; Liu, S. Microfibrillated cellulose from bamboo pulp and its properties. Biomass Bioenergy 2012, 39, 78–83. [Google Scholar] [CrossRef]
- Dong, S.; Roman, M. Fluorescently Labeled Cellulose Nanocrystals for Bioimaging Applications. J. Am. Chem. Soc. 2007, 129, 13810–13811. [Google Scholar] [CrossRef]
- Keshavarzi, N.; Mashayekhy Rad, F.; Mace, A.; Ansari, F.; Akhtar, F.; Nilsson, U.; Berglund, L.; Bergström, L. Nanocellulose–zeolite composite films for odor elimination. ACS Appl. Mater. Interfaces 2015, 7, 14254–14262. [Google Scholar] [CrossRef]
- Zhang, C.; Zhou, M.; Liu, S.; Wang, B.; Mao, Z.; Xu, H.; Zhong, Y.; Zhang, L.; Xu, B.; Sui, X. Copper-loaded nanocellulose sponge as a sustainable catalyst for regioselective hydroboration of alkynes. Carbohydr. Polym. 2018, 191, 17–24. [Google Scholar] [CrossRef]
- Nechyporchuk, O.; Bordes, R.; Köhnke, T. Wet spinning of flame-retardant cellulosic fibers supported by interfacial complexation of cellulose nanofibrils with silica nanoparticles. ACS Appl. Mater. Interfaces 2017, 9, 39069–39077. [Google Scholar] [CrossRef]
- Rajala, S.; Siponkoski, T.; Sarlin, E.; Mettänen, M.; Vuoriluoto, M.; Pammo, A.; Juuti, J.; Rojas, O.J.; Franssila, S.; Tuukkanen, S. Cellulose nanofibril film as a piezoelectric sensor material. ACS Appl. Mater. Interfaces 2016, 8, 15607–15614. [Google Scholar] [CrossRef] [Green Version]
- Hänninen, A.; Sarlin, E.; Lyyra, I.; Salpavaara, T.; Kellomäki, M.; Tuukkanen, S. Nanocellulose and chitosan based films as low cost, green piezoelectric materials. Carbohydr. Polym. 2018, 202, 418–424. [Google Scholar] [CrossRef] [Green Version]
- Gopakumar, D.A.; Pai, A.R.; Pottathara, Y.B.; Pasquini, D.; Carlos de Morais, L.; Luke, M.; Kalarikkal, N.; Grohens, Y.; Thomas, S. Cellulose nanofiber-based polyaniline flexible papers as sustainable microwave absorbers in the X-band. ACS Appl. Mater. Interfaces 2018, 10, 20032–20043. [Google Scholar] [CrossRef] [PubMed]
- Tarrés, Q.; Deltell, A.; Espinach, F.X.; Pèlach, M.À.; Delgado-Aguilar, M.; Mutjé, P. Magnetic bionanocomposites from cellulose nanofibers: Fast, simple and effective production method. Int. J. Biol. Macromol. 2017, 99, 29–36. [Google Scholar] [CrossRef] [PubMed]
- Pan, R.; Xu, X.; Sun, R.; Wang, Z.; Lindh, J.; Edström, K.; Strømme, M.; Nyholm, L. Nanocellulose modified polyethylene separators for lithium metal batteries. Small 2018, 14, 1704371. [Google Scholar] [CrossRef] [PubMed]
- El-Samahy, M.A.; Mohamed, S.A.; Rehim, M.H.A.; Mohram, M.E. Synthesis of hybrid paper sheets with enhanced air barrier and antimicrobial properties for food packaging. Carbohydr. Polym. 2017, 168, 212–219. [Google Scholar] [CrossRef]
- Zhao, Y.; Gao, G.; Liu, D.; Tian, D.; Zhu, Y.; Chang, Y. Vapor sensing with color-tunable multilayered coatings of cellulose nanocrystals. Carbohydr. Polym. 2017, 174, 39–47. [Google Scholar] [CrossRef]
- Metreveli, G.; Wågberg, L.; Emmoth, E.; Belák, S.; Strømme, M.; Mihranyan, A. A size-exclusion nanocellulose filter paper for virus removal. Adv. Healthc. Mater. 2014, 3, 1546–1550. [Google Scholar] [CrossRef]
- Tavakolian, M.; Okshevsky, M.; van de Ven, T.G.; Tufenkji, N. Developing antibacterial nanocrystalline cellulose using natural antibacterial agents. ACS Appl. Mater. Interfaces 2018, 10, 33827–33838. [Google Scholar] [CrossRef] [Green Version]
- Cha, R.; He, Z.; Ni, Y. Preparation and characterization of thermal/pH-sensitive hydrogel from carboxylated nanocrystalline cellulose. Carbohydr. Polym. 2012, 88, 713–718. [Google Scholar] [CrossRef]
- Lin, W.-C.; Lien, C.-C.; Yeh, H.-J.; Yu, C.-M.; Hsu, S.-h. Bacterial cellulose and bacterial cellulose–chitosan membranes for wound dressing applications. Carbohydr. Polym. 2013, 94, 603–611. [Google Scholar] [CrossRef]
- Rezvani Ghomi, E.; Khalili, S.; Nouri Khorasani, S.; Esmaeely Neisiany, R.; Ramakrishna, S. Wound dressings: Current advances and future directions. J. Appl. Polym. Sci. 2019, 136, 47738. [Google Scholar] [CrossRef] [Green Version]
- Millon, L.E.; Guhados, G.; Wan, W. Anisotropic polyvinyl alcohol—Bacterial cellulose nanocomposite for biomedical applications. J. Biomed. Mater. Res. Part B Appl. Biomater. 2008, 86, 444–452. [Google Scholar] [CrossRef] [PubMed]
- Kim, J.; Cai, Z.; Chen, Y. Biocompatible bacterial cellulose composites for biomedical application. J. Nanotechnol. Eng. Med. 2010, 1, 011006. [Google Scholar] [CrossRef]
- Yang, J.; Sun, D.; Li, J.; Yang, X.; Yu, J.; Hao, Q.; Liu, W.; Liu, J.; Zou, Z.; Gu, J. In situ deposition of platinum nanoparticles on bacterial cellulose membranes and evaluation of PEM fuel cell performance. Electrochim. Acta 2009, 54, 6300–6305. [Google Scholar] [CrossRef]
- Xu, T.; Jiang, Q.; Ghim, D.; Liu, K.K.; Sun, H.; Derami, H.G.; Wang, Z.; Tadepalli, S.; Jun, Y.S.; Zhang, Q. Catalytically Active Bacterial Nanocellulose-Based Ultrafiltration Membrane. Small 2018, 14, 1704006. [Google Scholar] [CrossRef] [PubMed]
- Hohenthal, C.; Ovaskainen, M.; Bussini, D.; Sadocco, P.; Pajula, T.; Lehtinen, H.; Kautto, J.; Salmenkivi, K. Final assessment of nano enhanced new products. In SUNPAP (Scale-up Nanoparticles in Modern Papermaking), Oct.31, 2012. CTT Technical Research Center of Finland, InnovHub-SSCCP, Poyry Management Consulting Oy. Funded by European Community’s 7th Frame Work Programme under Grant Agreement n° 228802; VTT Technical Research Centre of Finland: Espoo, Finland, 2012. [Google Scholar]
- Piccinno, F.; Hischier, R.; Seeger, S.; Som, C. Life cycle assessment of a new technology to extract, functionalize and orient cellulose nanofibers from food waste. ACS Sustain. Chem. Eng. 2015, 3, 1047–1055. [Google Scholar] [CrossRef]
- Piccinno, F.; Hischier, R.; Seeger, S.; Som, C. Predicting the environmental impact of a future nanocellulose production at industrial scale: Application of the life cycle assessment scale-up framework. J. Clean. Prod. 2018, 174, 283–295. [Google Scholar] [CrossRef]
- Arvidsson, R.; Nguyen, D.; Svanström, M. Life Cycle Assessment of Cellulose Nanofibrils Production by Mechanical Treatment and Two Different Pretreatment Processes. Environ. Sci. Technol. 2015, 49, 6881–6890. [Google Scholar] [CrossRef]
- De Figueirêdo, M.C.B.; de Freitas Rosa, M.; Ugaya, C.M.L.; de Souza, M.d.S.M.; da Silva Braid, A.C.C.; de Melo, L.F.L. Life cycle assessment of cellulose nanowhiskers. J. Clean. Prod. 2012, 35, 130–139. [Google Scholar] [CrossRef]
- Do Nascimento, D.M.; Almeida, J.S.; Vale, M.d.S.; Leitão, R.C.; Muniz, C.R.; de Figueirêdo, M.C.B.; Morais, J.P.S.; Rosa, M.d.F. A comprehensive approach for obtaining cellulose nanocrystal from coconut fiber. Part I: Proposition of technological pathways. Ind. Crop. Prod. 2016, 93, 66–75. [Google Scholar] [CrossRef]
- do Nascimento, D.M.; Dias, A.F.; de Araújo Junior, C.P.; de Freitas Rosa, M.; Morais, J.P.S.; de Figueirêdo, M.C.B. A comprehensive approach for obtaining cellulose nanocrystal from coconut fiber. Part II: Environmental assessment of technological pathways. Ind. Crop. Prod. 2016, 93, 58–65. [Google Scholar] [CrossRef]
- Hervy, M.; Evangelisti, S.; Lettieri, P.; Lee, K.-Y. Life cycle assessment of nanocellulose-reinforced advanced fibre composites. Compos. Sci. Technol. 2015, 118, 154–162. [Google Scholar] [CrossRef] [Green Version]
- Josset, S.; Orsolini, P.; Siqueira, G.; Tejado, A.; Tingaut, P.; Zimmermann, T. Energy consumption of the nanofibrillation of bleached pulp, wheat straw and recycled newspaper through a grinding process. Nord. Pulp Pap. Res. J. 2014, 29, 167–175. [Google Scholar] [CrossRef] [Green Version]
- Spence, K.L.; Venditti, R.A.; Rojas, O.J.; Habibi, Y.; Pawlak, J.J. A comparative study of energy consumption and physical properties of microfibrillated cellulose produced by different processing methods. Cellulose 2011, 18, 1097–1111. [Google Scholar] [CrossRef]
- Turbak, A.F.; Snyder, F.W.; Sandberg, K.R. Microfibrillated Cellulose, a New Cellulose Product: Properties, Uses, and Commercial Potential. J. Appl. Polym. Sci. Appl. Polym. Symp. 1983, 37, 815–827. [Google Scholar]
- Saito, T.; Nishiyama, Y.; Putaux, J.-L.; Vignon, M.; Isogai, A. Homogeneous suspensions of individualized microfibrils from TEMPO-catalyzed oxidation of native cellulose. Biomacromolecules 2006, 7, 1687–1691. [Google Scholar] [CrossRef]
- Wågberg, L.; Decher, G.; Norgren, M.; Lindström, T.; Ankerfors, M.; Axnäs, K. The build-up of polyelectrolyte multilayers of microfibrillated cellulose and cationic polyelectrolytes. Langmuir 2008, 24, 784–795. [Google Scholar] [CrossRef]
- Eyholzer, C.; Bordeanu, N.; Lopez-Suevos, F.; Rentsch, D.; Zimmermann, T.; Oksman, K. Preparation and characterization of water-redispersible nanofibrillated cellulose in powder form. Cellulose 2010, 17, 19–30. [Google Scholar] [CrossRef] [Green Version]
- Bondeson, D.; Mathew, A.; Oksman, K. Optimization of the isolation of nanocrystals from microcrystalline cellulose by acid hydrolysis. Cellulose 2006, 13, 171. [Google Scholar] [CrossRef]
- Klemm, D.; Kramer, F.; Moritz, S.; Lindström, T.; Ankerfors, M.; Gray, D.; Dorris, A. Nanocelluloses: A new family of nature-based materials. Angew. Chem. Int. Ed. 2011, 50, 5438–5466. [Google Scholar] [CrossRef]
- Klöpffer, W.; Curran, M.A.; Frankl, P.; Heijungs, R.; Köhler, A.; Olsen, S.I. Nanotechnology and Life Cycle Assessment: A Systems Approach to Nanotechnology and the Environment: Synthesis of Results Obtained at a Wrokshop, Washington, DC, USA, 2–3 October 2007; European Commission: Brussels, Belgium, 2007. [Google Scholar]
- Khanna, V. Environmental and Risk Assessment at Multiple Scales with Application to Emerging Nanotechnologies; The Ohio State University: Columbus, OH, USA, 2009. [Google Scholar]
- Katakojwala, R.; Mohan, S.V. Microcrystalline cellulose production from sugarcane bagasse: Sustainable process development and life cycle assessment. J. Clean. Prod. 2020, 249, 119342. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cellulose-Derived Monomer | Process | Polymer/Chemical Materials | Process | Ref. |
|---|---|---|---|---|
| Ethanol | Conversion to ethanol by fermentation | Ethylene, Polyethylene, polyethylene oxide, polyvinyl chloride, polystyrene | Production of ethylene by ethanol dehydration at high temperatures | [25,26] |
| Sorbitol or sugar alcohols | Chemocatalytic transformations of glucose: hydrogenation or direct hydrogenolysis | Sorbitol, Isosorbide (base of polymers such as polyesters, polyamides, polycarbonates, polyurethanes, etc.), glycerol, propylene, ethylene glycol | Dehydration hydrogenolysis or hydrodeoxygenation reactions | [27] |
| LA | Fermentation of sugars | (1) Acrylic acid, 2,3-pentanedione, acetaldehyde, and propionic acid (2) propylene glycol, polycarbonates, polyurethanes, and polypropylene oxide) or pyruvic acid (3) alkyl lactates (4) PLA | (1) Dehydration of LA combined with other reactions (2) Reduction and oxidation (3) Esterification (4) Direct polycondensation, ring-opening polymerization | [26,28,29] |
| 5-HMF | Acid-catalyzed dehydration of glucose | Furan-based monomers such as BHF and FDC | FDC: oxidation of HMF BHF: hydrogenation by NaBH4 or catalytic process by hydrogen over Cu or Pt | [26,30,31] |
| LevA | − | (1) γMMBL, βMMBL which are substitutes for the petroleum-based methacrylate monomers (2) constituents of PHA: 3HV, 4HV and their copolymers such as PHBV composites | (1) Two steps process developed by DuPont, condensation of 3-methyl-γ-butyrolactone (2) Conversion to 3HV and 4HV by microorganisms | [32,33,34] |
| Itaconic acid | Fermentation of glucose by fungi | New polyester based on poly (itaconic acid), polyamide | Transformation into itaconic diamide or 2-methyl-1,4-butanediamine | [31] |
| Cellulose-Based Composites | Function of Cellulose | Results | Application | Ref. |
|---|---|---|---|---|
| BiOBr/regenerated cellulose fibers composite film | Matrix | Exhibiting efficient photocatalytic activity by providing a cavity for particles and extending the specific surface area. | A green catalyst for light degradation of phenol | [40] |
| Graphene Oxide (GO)/cellulose fibers composite film | Matrix | Improving mechanical properties: tensile strength (78%), elongation at break (172%), and fracture energy (397%) of composite film containing 0.5 wt% GO in comparison with the neat cellulose film. Excellent ultraviolet-shielding properties. | Packaging and protective industry | [41] |
| MWCNT/regenerated cellulose fibers film | Matrix | Improvement of ductility and toughness due to the favorable interaction of CNT-cellulose Enhancing thermal stability Effective sensing capability to tensile strain, temperature, and environmental humidity. | Biotechnological applications | [42] |
| Carbon nanotube (CNT)/cellulose fibers composite papers | Matrix | Enhancing electrical properties and thermal stabilities Ability to absorb microwaves in the range of 10.5 GHz. | Electromagnetic shields and biotechnological applications | [43] |
| Cellulose acetate/Hydroxyapatite composite | Matrix | Having uniform film and good ductility Adsorbing bisphenol A from polluted water Existence of strong interaction between CA and Hap. | Absorption of bisphenol A | [44] |
| Cellulose fiber/high-density polyethylene composite | Filler | Improvement in thermal and mechanical properties compared with neat HDPEIncrease of Young modulus by 122.4% in the composite containing 40 wt% cellulose fiber. | − | [45] |
| Polypyrrole/cellulose fiber composite | Filler | Reduction in highly toxic Cr(IV) to less toxic Cr(III). | Cr (VI) detoxification of contaminated water | [46] |
| Polypropylene/cellulose fiber composite | filler | Obtaining the best result of flame retardancy for silylation treatment of cellulose fibers. | Flame retardant composites | [47] |
| Cellulose lyocell fibers/cellulose acetate butyrate composite | Matrix/filler | Increase in Young modulus for composite containing 34.8 (v/v) (4 GPa) compared with cellulose acetate butyrate (2 GPa) Increase in tensile strength, water absorption, and biodegradability. | Water absorption | [48] |
| Regenerated cellulose/Cellulose nanowhiskers film composite | Matrix/filler | Having transparent to visible light film nanocomposites Improvement in mechanical properties, for example, tensile strength and modulus, could reach 124 MPa and 5 GPa. | Biomaterials and food ingredients | [49] |
| Regenerated cellulose/pulp fibres composites | Matrix/filler | A two-fold increase in tensile strength and elastic modulus in comparison with epoxy-cellulose composites. | − | [50] |
| All-Cellulose composites containing microcrystalline | Matrix/filler | Improving mechanical properties, e.g., tensile strength tensile modulus. | − | [51] |
| All-Cellulose composites containing bacterial cellulose | Matrix/filler | Providing a high toughness of 16 MJ/m3 Nanocomposites with optimum immersion time have a tensile strength of 411 MPa and a Young modulus of 18 GPa. | − | [52] |
| All-Cellulose aerogels containing microcrystalline | Matrix/filler | High mechanical properties, for example, for aerocellulose containing 10–15% cellulose, flexural strength and stiffness reached 8.1 MPa and 280 MP, respectively. | − | [53] |
| Cellulose diacetate/nanofibrillated cellulose film nanocomposites | Matrix/filler | Increase in tensile strength, Young modulus, and strain at the break by 102, 80, and 32%, respectively, with the addition of 15% nanofibrillated cellulose. Reduction in thermal stability and transparency by incorporation of nanofibrillated cellulose. | High-performance nanocomposites | [54] |
| All-Cellulose composites containing alpha and wood pulps fibers | Matrix/filler | By the addition of 38–50 wt.% of reinforcing fibers, an increase to 4 GPa and 14–16 MPa for Young modulus and yield stress was observed, respectively. | − | [55] |
| Type of Nanocellulose | Other Components | Results | Product Forms/Application | Ref. |
|---|---|---|---|---|
| CNF | Zeolites, polyethylene glycol, CaCl2 | Improving tensile strength by 10 MPa Enhancing bending flexibility Removing thiols below the human olfactory threshold. | Film/air purification for odor removal | [62] |
| CNF | 3-mercaptopropyl-trimethoxysilane | Showing high mechanical and chemical stabilities Recovering 94% of its shape in the water. | Sponge/adsorption of copper | [63] |
| CNF | Silica nanoparticles | A slight reduction in tenacity and preservation of Young’s modulusEnhancing char formation due to the presence of SNP on the CNF surface. | Fiber/fire retardants | [64] |
| CNF | − | Promising new piezoelectric material for sensors and actuators. | Film/piezoelectric sensor | [65] |
| CNF | Chitosan | Having higher piezoelectric response (7–8 pC/N) for solvent cast films based on CNF rather than CNC, chitosan and their blends Enhancing the flexibility by adding chitosan. | Film/piezoelectric sensor | [66] |
| CNF | Polyaniline | Showing proper conductivity because of the formation of continuous PANI coating over the CNFs. Attenuation of incoming microwave radiations via an absorption mechanism. | Composite nanopaper/supercapacitors, commercial electronic gadgets | [67] |
| CNF | Fe3O4 nanoparticles | Reduction in the mechanical properties due to the lower aspect ratio of added nanoparticles Avoiding the iron core in loudspeakers. | Membrane/loudspeakers | [68] |
| CNF | Polyethylene | Significant improvement in the cycling stability and safety of batteries based on Li metal Enhancement of wettability and thermal stability without shrinkage. | A tri-layer CNFs/PE/CNFs separator for lithium batteries | [69] |
| CNC | Chitosan, antibacterial agent | Reduction in air permeability by adding 8% CNC Enhancing paper resistance towards different microorganisms, specifically those causing food poisoning. | Paper sheet/food packaging | [70] |
| CNC | − | Color variation by exposure to NH3.H2O, H2O, HCl, acetic acid. | Coating/chemical sensors | [71] |
| CNC | Fluorophore tagged polystyrene latex bead | Having log10 reduction value (LRV) ≥ 6.3. | Membrane/removing of influenza virus | [72] |
| CNC functionalized with aldehyde groups | − | Proper adsorption of nisin and lysozyme onto the CNC. | Adsorption of lysozyme and nisin | [73] |
| Carboxylated CNC | Poly(N-isopropylacrylamide) | Exhibition the pH- and temperature- sensitivity Improving the stiffness by increasing the amount of CNC. | Hydrogel/biosensors | [74] |
| BC | Chitosan | Ability to retain moisture content for an extensive period without dehydration Showing a remarkable growth inhibition for Escherichia coli and Staphylococcus aureus Decreasing the tensile strength and elongation at break Increasing the Young modulus compared to BC No toxic effects on animal cells. | Membrane/wound healing | [75,76] |
| BC | PVA | Giving a broad range of mechanical properties, including a high degree of anisotropy. | Nanocomposites/Devices for replacing cardiovascular and other connective tissues | [77] |
| BC | gelatin | Having a proper interconnected pore network structure Improving thermal stability Having much better biocompatibility than pure BC by cell culture test. | Composites/Wound dressing, tissue-engineering scaffolds | [78] |
| BC | Platinum nanoparticle | Increasing thermal stability Showing high electro-catalytic activity. | Membrane/fuel cell and biosensor | [79] |
| Bacterial nano-cellulose | GO, Palladium | Showing highly efficient methylene orange degradation during filtration Removing contaminants including methylene blue, rhodamine. | Membrane/ultrafiltration | [80] |
| Researchers/Type of Cellulose | Production Method | CED Value | GWP (kg CO2 eq) | ME/FE (kg N eq/kg p eq) | TA (kg SO2 eq) | Fossil Fuel Depletion (kg Oil eq) | Human Toxicity (kg 1,4-DB eq) | WD (kg or m3 H2O) | Key Assumption Made |
|---|---|---|---|---|---|---|---|---|---|
| Hohenthal et al./CNF [81] | Enzymatic + HPH | ــــ | 1.2–3.1 | 0.015–0.016 | 0.008–0.045 | 0.3–0.75 | ــــ | 50 | Enzymatic pretreatment has more yield and lower wastewater. Energy consumption of the TEMPO oxidation reaction is more in that process. |
| TEMPO oxidation + HPH | ــــ | 1.0–1.8 | 0.018–0.024 | 0.005–0.0065 | 0.25–0.5 | ــــ | 158 | ||
| TEMPO oxidationn + mechanical refinement | ــــ | 0.75–1.0 | 0.014–0.015 | 0.0045–0.005 | 0.20–0.25 | ــــ | 120 | ||
| Li et al./CMF [5] | TEMPO oxidation + Sonication + Centrifuge purifying (TOSO) | 145.9 MJ | 980 (per kg NC) | ــــ | ــــ | ــــ | ــــ | ــــ | Weight loss does not have a significant influence on LCA results. Both chemical modification processes (TO, CE) create similar anionic surfaces. The products of two mechanical disintegration processes (SO, HO) are the same. The batch processing capacity ratio of the HO process to the CE process is assumed three. Washing does not influence four different fabrication routes. Energy recovery of the incineration/combustion process was not considered because of complexity. Solvent evaporation was considered negligible. |
| TEMPO oxidation + Homogenization (TOHO) | 34.7 MJ | 190 (per kg NC) | ــــ | ــــ | ــــ | ــــ | ــــ | ||
| Chloroacetic acid etherification + Sonication + Centrifuge purifying (CESO) | 176.1 MJ | 1160 (per kg NC) | ــــ | ــــ | ــــ | ــــ | ــــ | ||
| Chloroacetic acid etherification + Homogenization (CEHO) | 64.9 MJ | 360 (per kg NC) | ــــ | ــــ | ــــ | ــــ | ــــ | ||
| Piccinno et al./CNF [82] | MFC liberated (Enzymatic + homogenization) + Coating MFC with GripX + Wet spinning by adding Sodium Alginate (route 1a) | 32.2 MJ for production of 10 gr MFC | 1.5–1.6 (10 g of MFC) | ــــ | ــــ | ــــ | ــــ | (0.201 for MFC liberation) 0.253 l/gr | All processes are performed in one place because of the lack of transport between the various partners. |
| MFC liberated (Enzymatic + homogenization) + Wet spinning by adding Sodium Alginate (without coating) (route 1b) | ــــ | ــــ | ــــ | ــــ | (0.201 for MFC liberation) 0.255 l/g | ||||
| MFC liberated (Enzymatic + homogenization) + electrospinning by adding PEO as a carrier polymer (route 2) | ــــ | ــــ | ــــ | ــــ | (0.201 for MFC liberation) 0.205 l/g | ||||
| Piccinno et al./CNF [83] | ــــ | ــــ | ــــ | ــــ | ــــ | ــــ | ــــ | ــــــــ | |
| Arvidsson et al./CNF [84] | Enzymatic pretreatment+ microfluidization | 87 MJ/kg | 0.79 | ــــ | 0.0078 | ــــ | ــــ | 240 | Neglecting the microbicide input due to low mass input toward produced CNF. The contribution of heat losses to the overall CED is neglected. |
| Carboxymethylation pretreatment + microfluidization | 1800 MJ/kg | 99 | ــــ | 0.18 | ــــ | ــــ | 1000 | ||
| Without pretreatment + homogenization treatment | 240 MJ/kg | 1.2 | ــــ | 0.0069 | ــــ | ــــ | 130 | ||
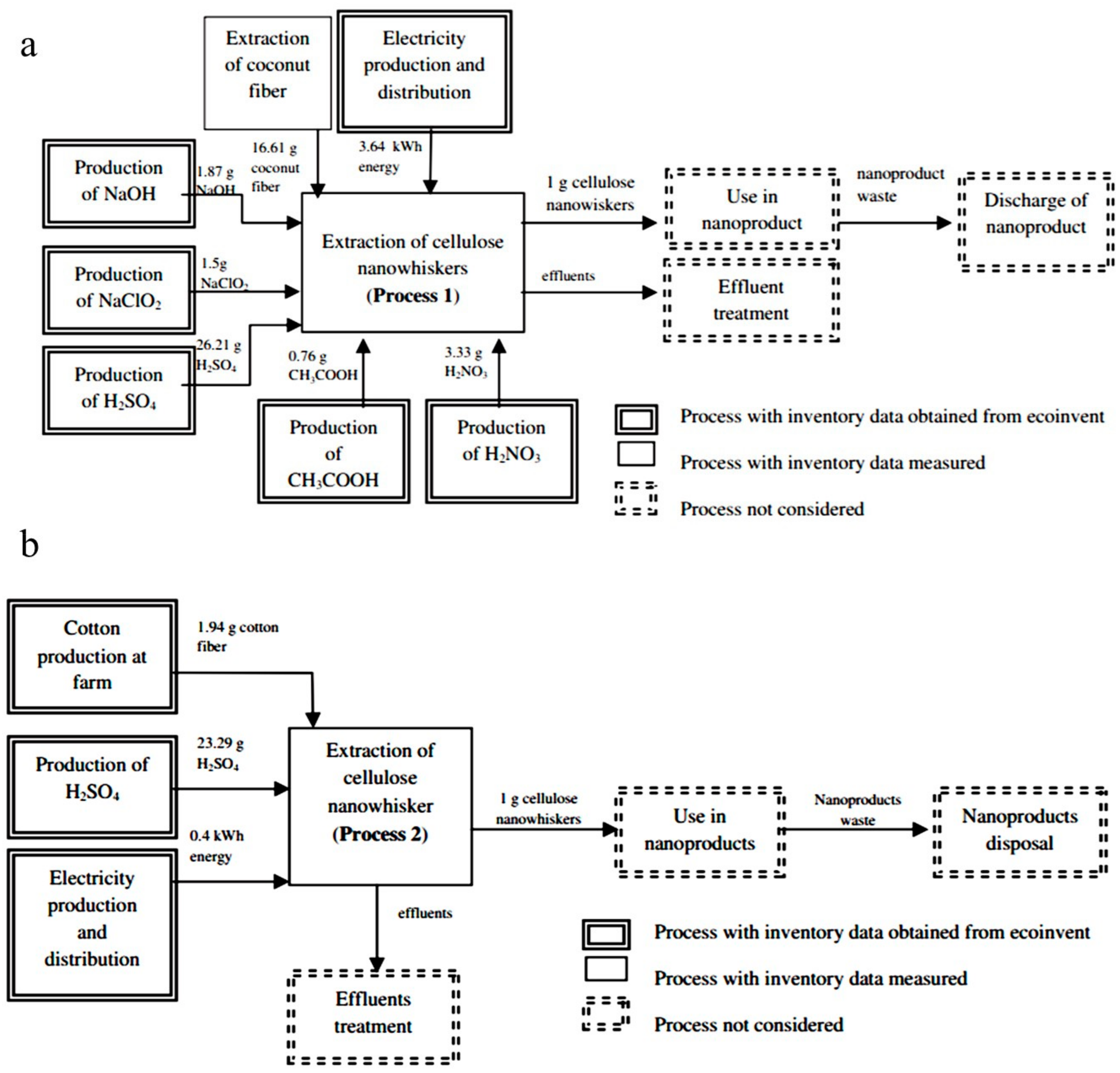
| Figueiredo et al./CNC [85] | EUC system | 15.943 MJ for the extraction of raw materials | 1.086412 | 0.000320/0.000134 | ــــ | ــــ | 0.291122 | 131 L/g | Transportation of coconut husks was not considered due to the installation of these units in the vicinity of companies extracting coconut water. The transportation of fibers and chemicals are neglected because of lab-scale processes. |
| EC system | 1.8 MJ for the extraction of raw materials | 0.122171 | 0.000065/0.000024 | ــــ | ــــ | 0.034797 | 138 L/g | ||
| Nascimento et al./CNC [86,87] | Extraction of CNC with dilute sulfuric acid (CNH1) | ــــ | ــــ | ــــ | ــــ | ــــ | ــــ | ــــ | Lignin was burned and used as a power source for cellulose nanocrystal extraction. |
| Extraction of CNC with concentrated sulfuric acid (CNH2) | ــــ | ــــ | ــــ | ــــ | ــــ | ــــ | ــــ | ||
| Extraction of CNC with ammonium persulfate (CNO) | ــــ | ــــ | ــــ | ــــ | ــــ | ــــ | ــــ | ||
| Extraction of CNC with high powered ultrasound (CNU) | ــــ | 0.207 | 5.68 × 10−5/3.03 × 10−5 | 0.00045 | ــــ | 0.0477 | 0.0023 | ||
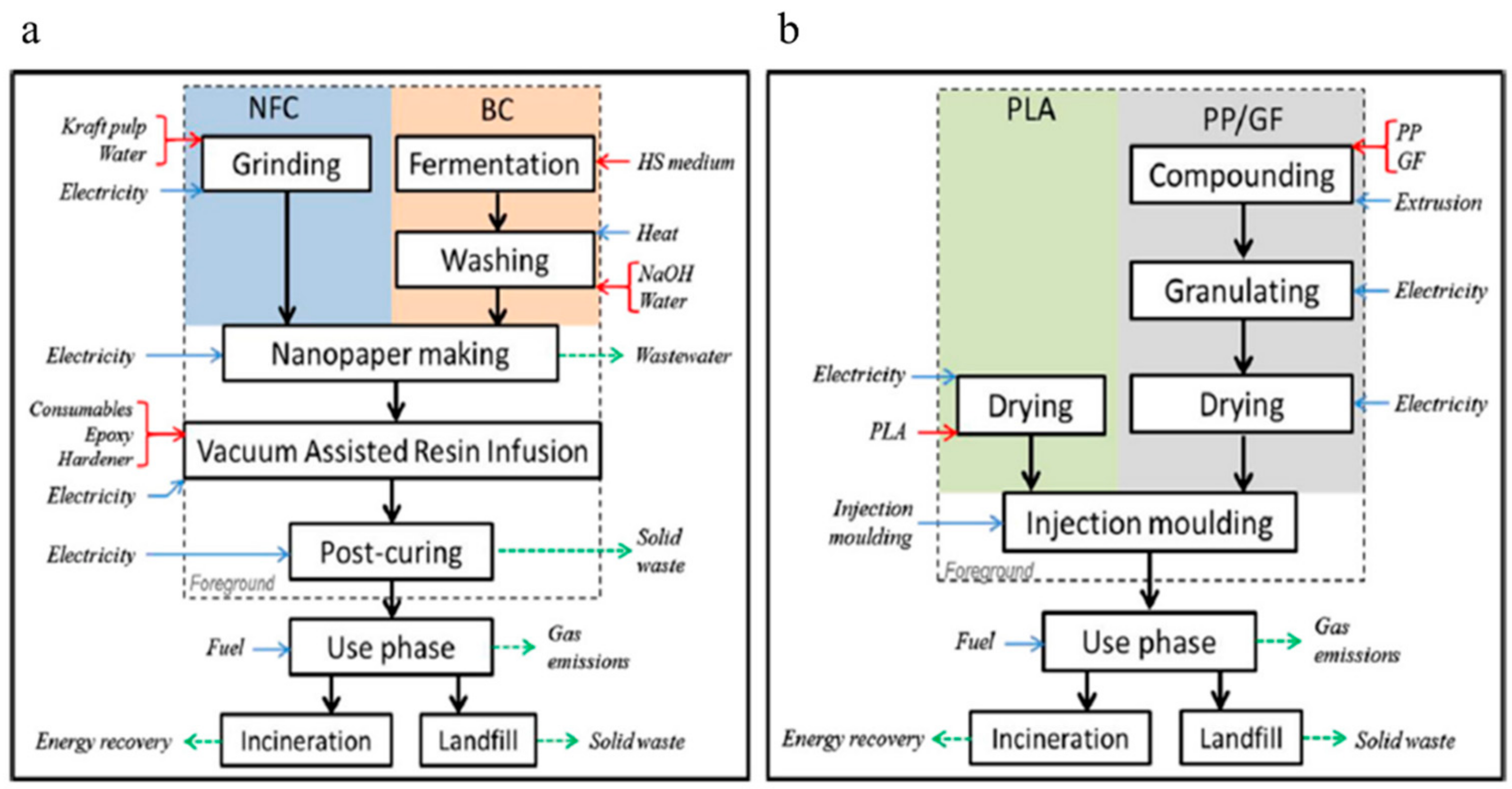
| Hervy et al./BC/epoxy (BC/EP) and CNF/epoxy (CNF/EP) composites [88] | BC/EP CNF/EP | ــــ ــــ | ~13.8 ~8.50 | ــــ ــــ | ــــ ــــ | ~270 MJ ~145 MJ | ــــ ــــ | ــــ ــــ | BC is produced by A.xylinum under certain conditions, which are specified in the reference [88]. Purification of BC also was performed in a specific state. The influence of additional epoxy resin during the process on the LCA results was not significant. Materials and energy losses during the processing of the epoxy/BC and CNF composites were assumed to be negligible. The environmental impacts related to transportation were disregarded. The energy requirement for fibrillating kraft pulp to CNF was determined according to the work of Josset et al. [89]. GaBi software was used for the production model of BC and CNF nano papers. The efficiency of all electrical appliances was assumed to be 100%. The durability of epoxy composites containing BC and CNF, PLA, and GF/PP composites were considered to be the same [88]. |
| Step of the LCA | Strategies for Reduction of Energy Demand | Strategies for the Development of Low-Carbon Materials |
|---|---|---|
| Extraction of raw materials |
|
|
| Cellulose products manufacturing |
| |
| Cellulose products use | − | Manufacturing of high-quality products increases the lifespan and decreases the environmental impacts. |
| Cellulose products end-of-life | − | Preventing the burning of wastes as much as possible due to the emission of toxic gases into the atmosphere. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Foroughi, F.; Rezvani Ghomi, E.; Morshedi Dehaghi, F.; Borayek, R.; Ramakrishna, S. A Review on the Life Cycle Assessment of Cellulose: From Properties to the Potential of Making It a Low Carbon Material. Materials 2021, 14, 714. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14040714
Foroughi F, Rezvani Ghomi E, Morshedi Dehaghi F, Borayek R, Ramakrishna S. A Review on the Life Cycle Assessment of Cellulose: From Properties to the Potential of Making It a Low Carbon Material. Materials. 2021; 14(4):714. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14040714
Chicago/Turabian StyleForoughi, Firoozeh, Erfan Rezvani Ghomi, Fatemeh Morshedi Dehaghi, Ramadan Borayek, and Seeram Ramakrishna. 2021. "A Review on the Life Cycle Assessment of Cellulose: From Properties to the Potential of Making It a Low Carbon Material" Materials 14, no. 4: 714. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14040714