
Mechanical and Fracture Parameters of Ultra-High Performance Fiber Reinforcement Concrete Cured via Steam and Water: Optimization of Binder Content

 ,
,  , ,
, ,  and
and 
Abstract
:1. Introduction
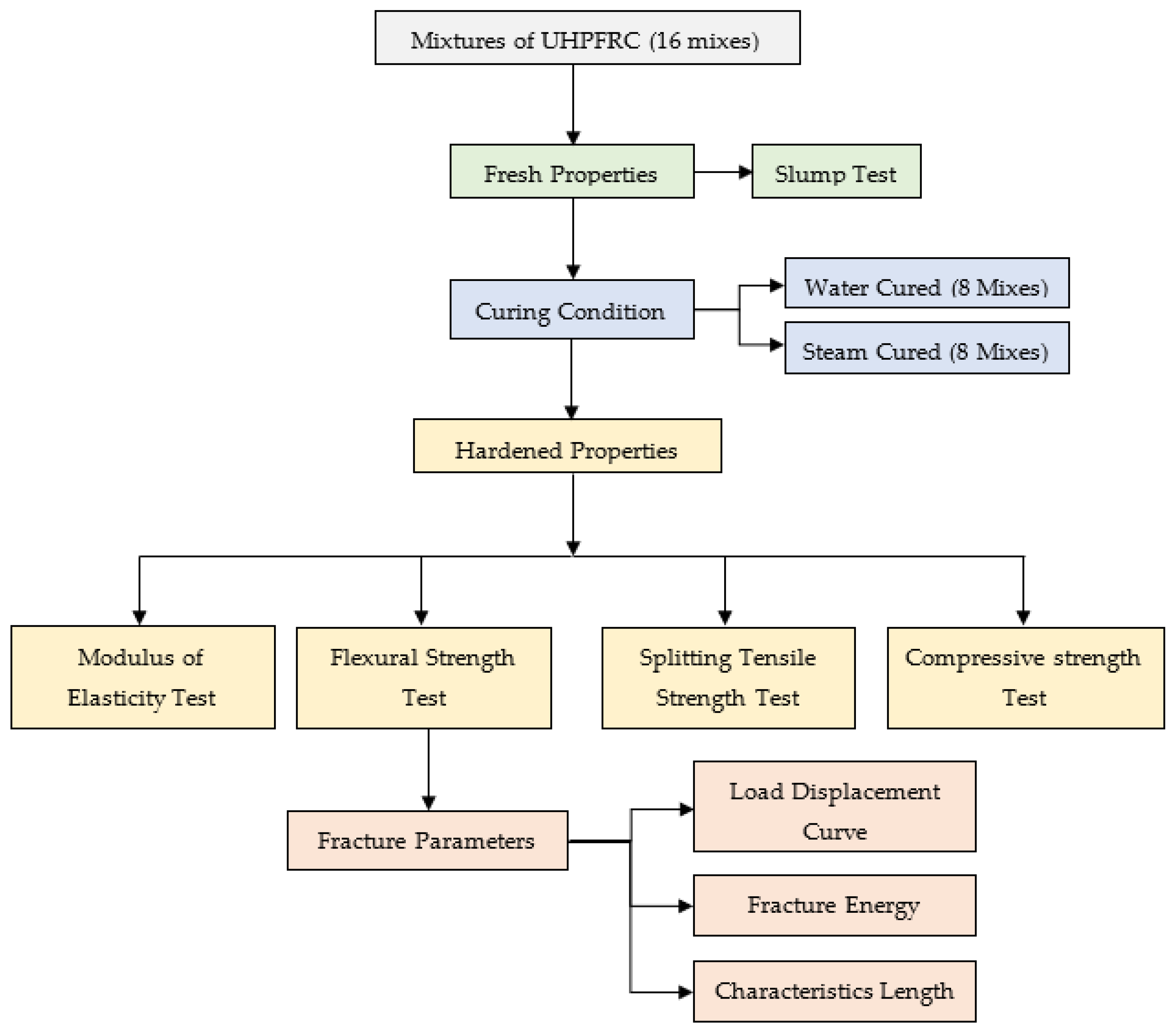
2. Experimental Study
2.1. Materials
2.2. Mixing and Casting
2.3. Curing Condition
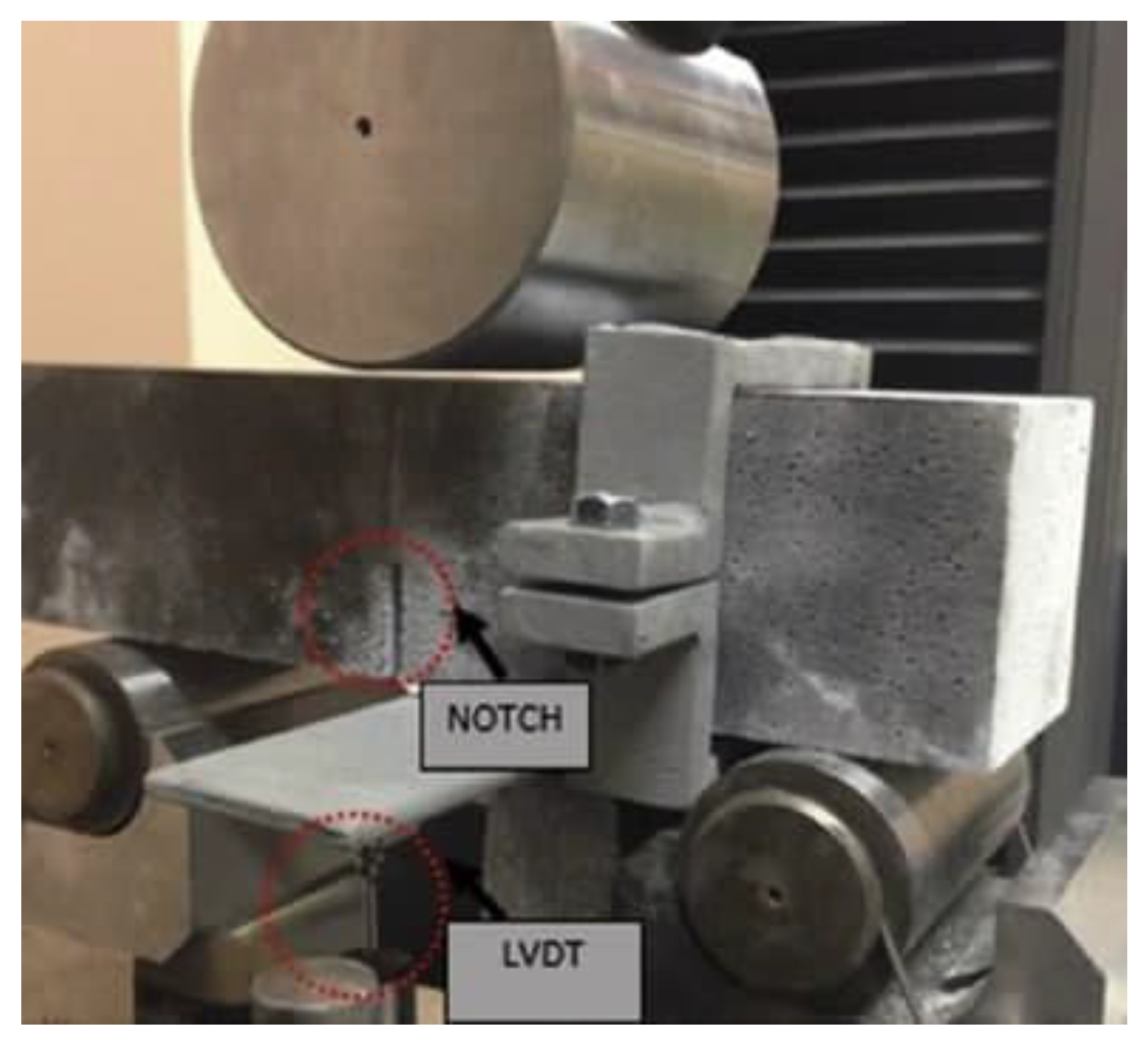
2.4. Testing Methods
3. Experimental Results and Discussion
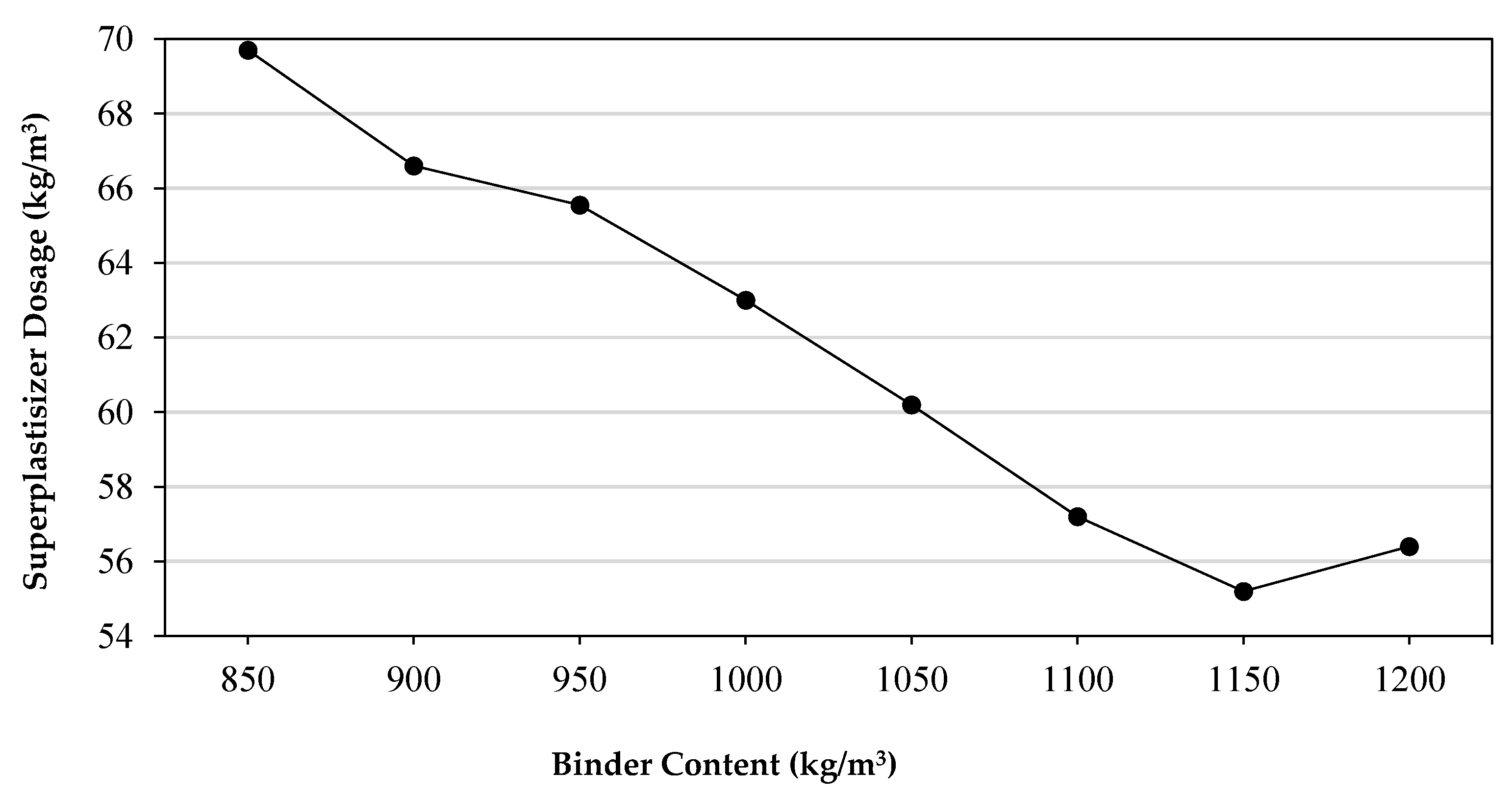
3.1. Fresh Behavior of UHPFRC
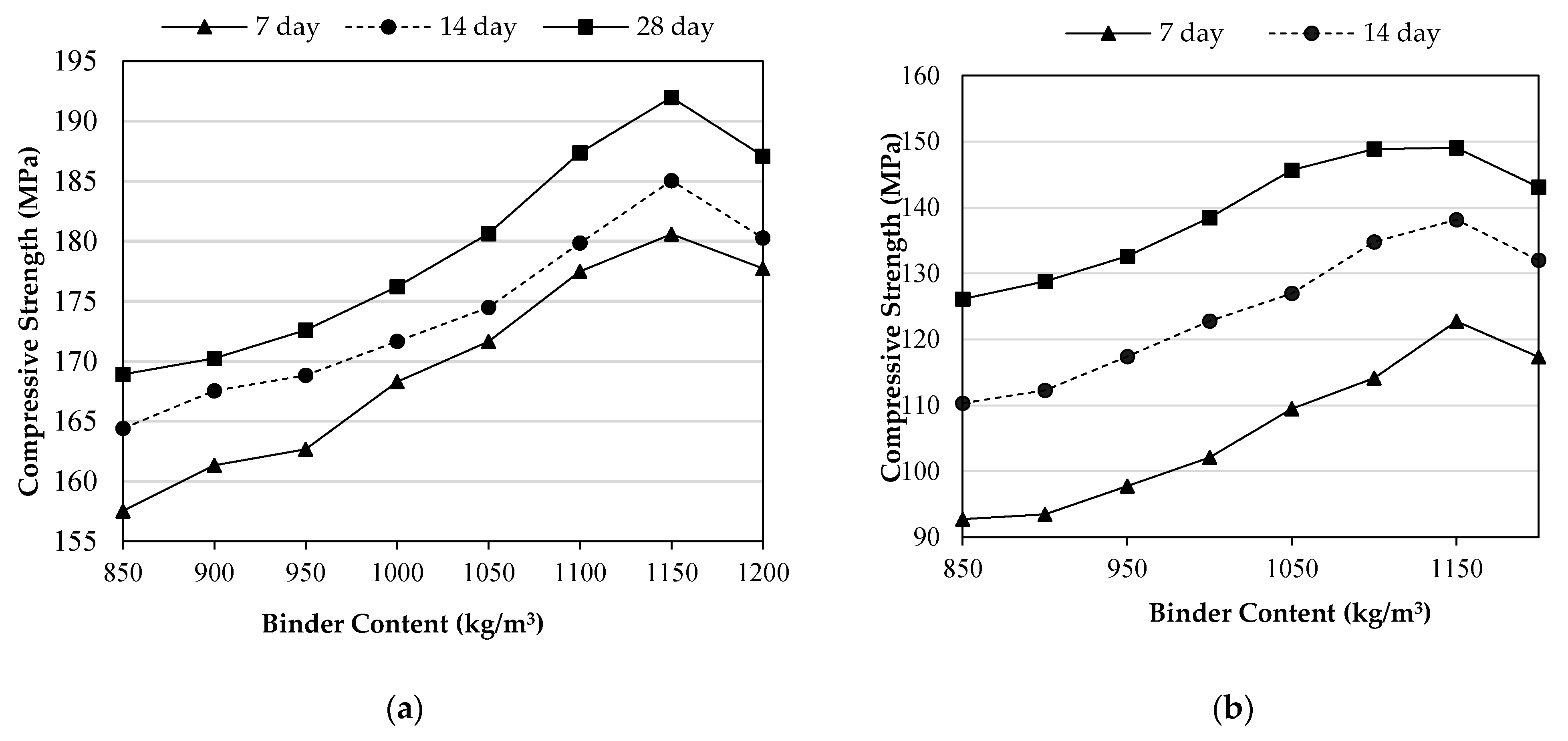
3.2. Compressive Strength
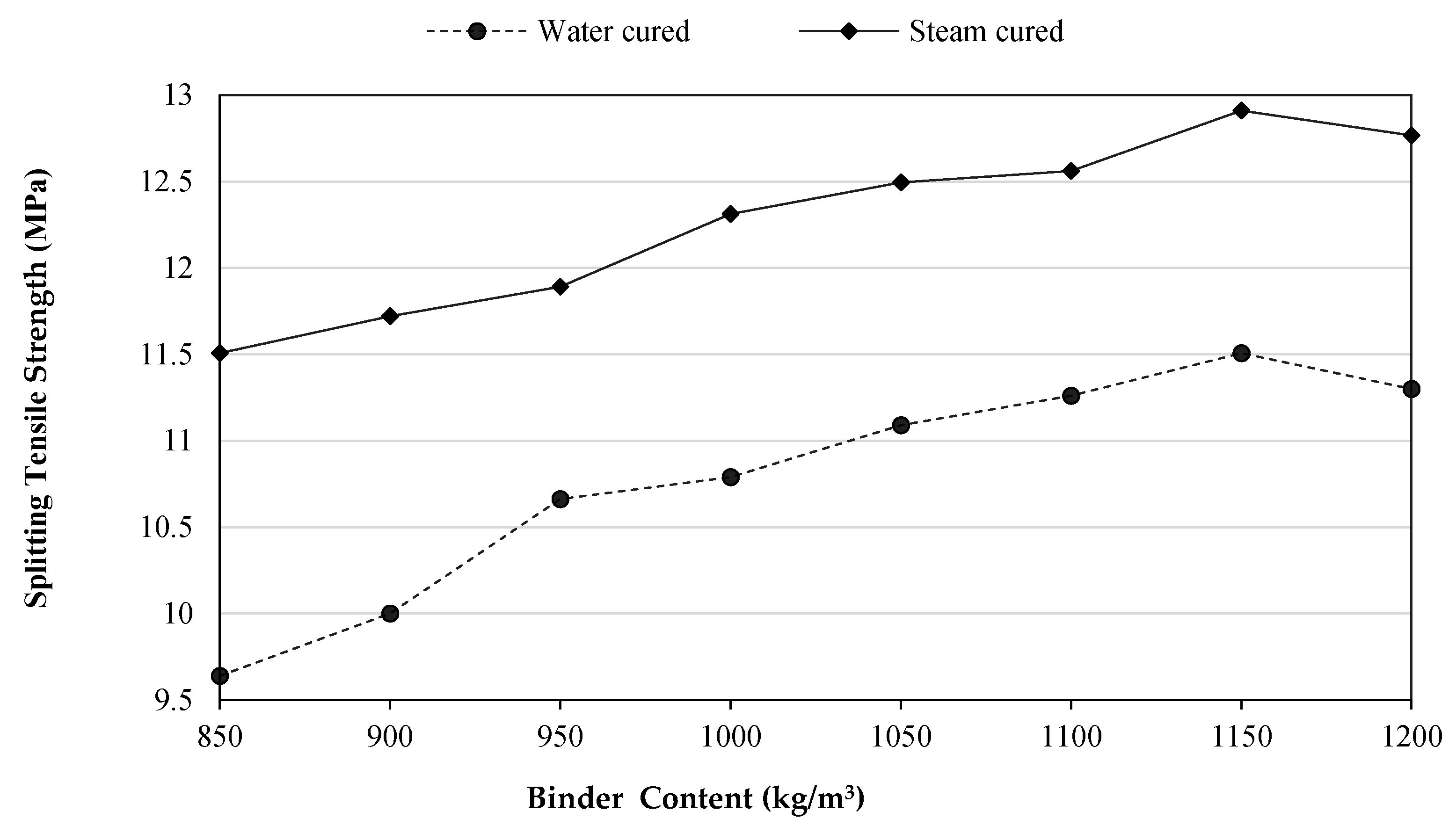
3.3. Splitting Tensile Strength
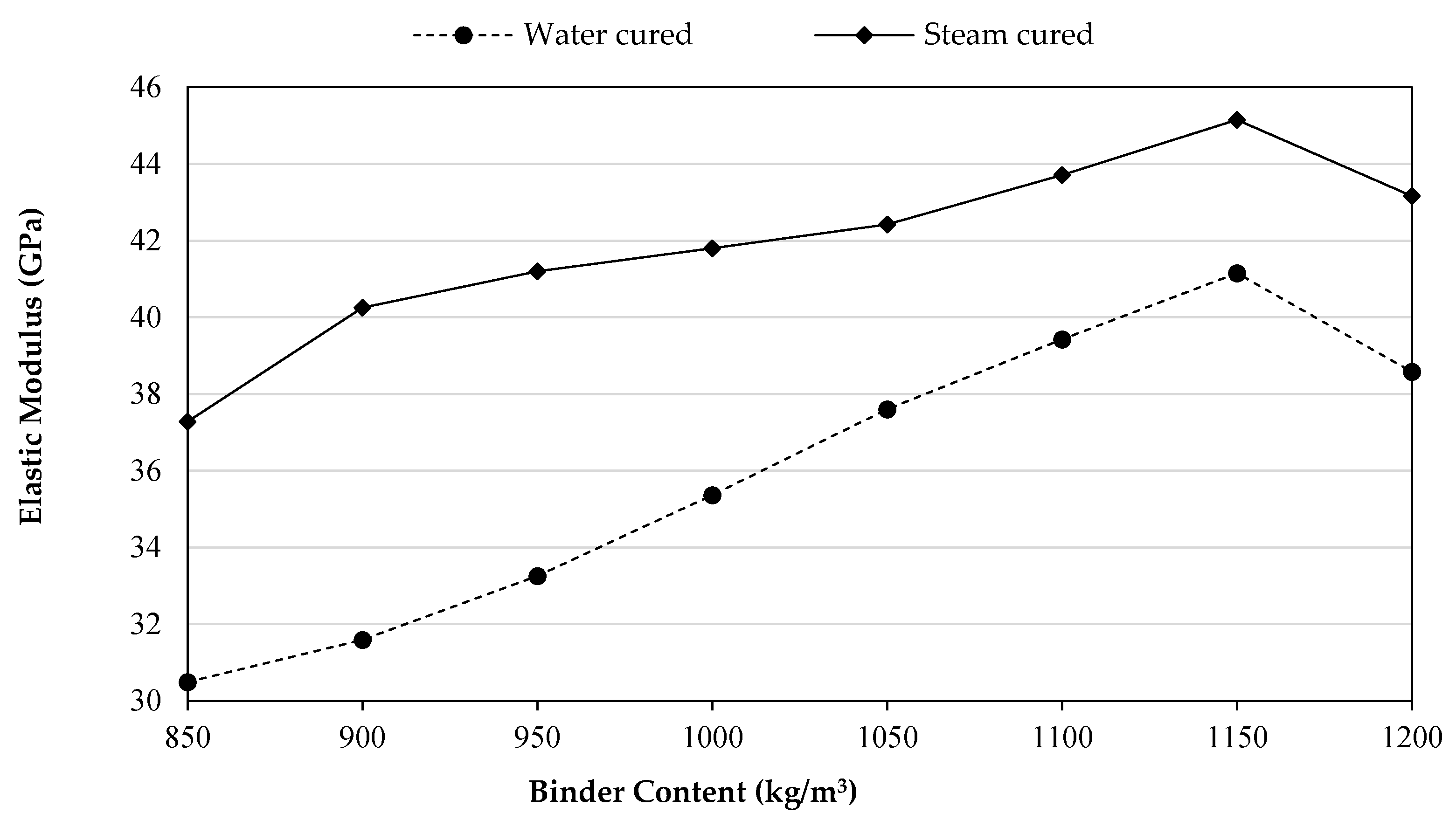
3.4. Modulus of Elasticity
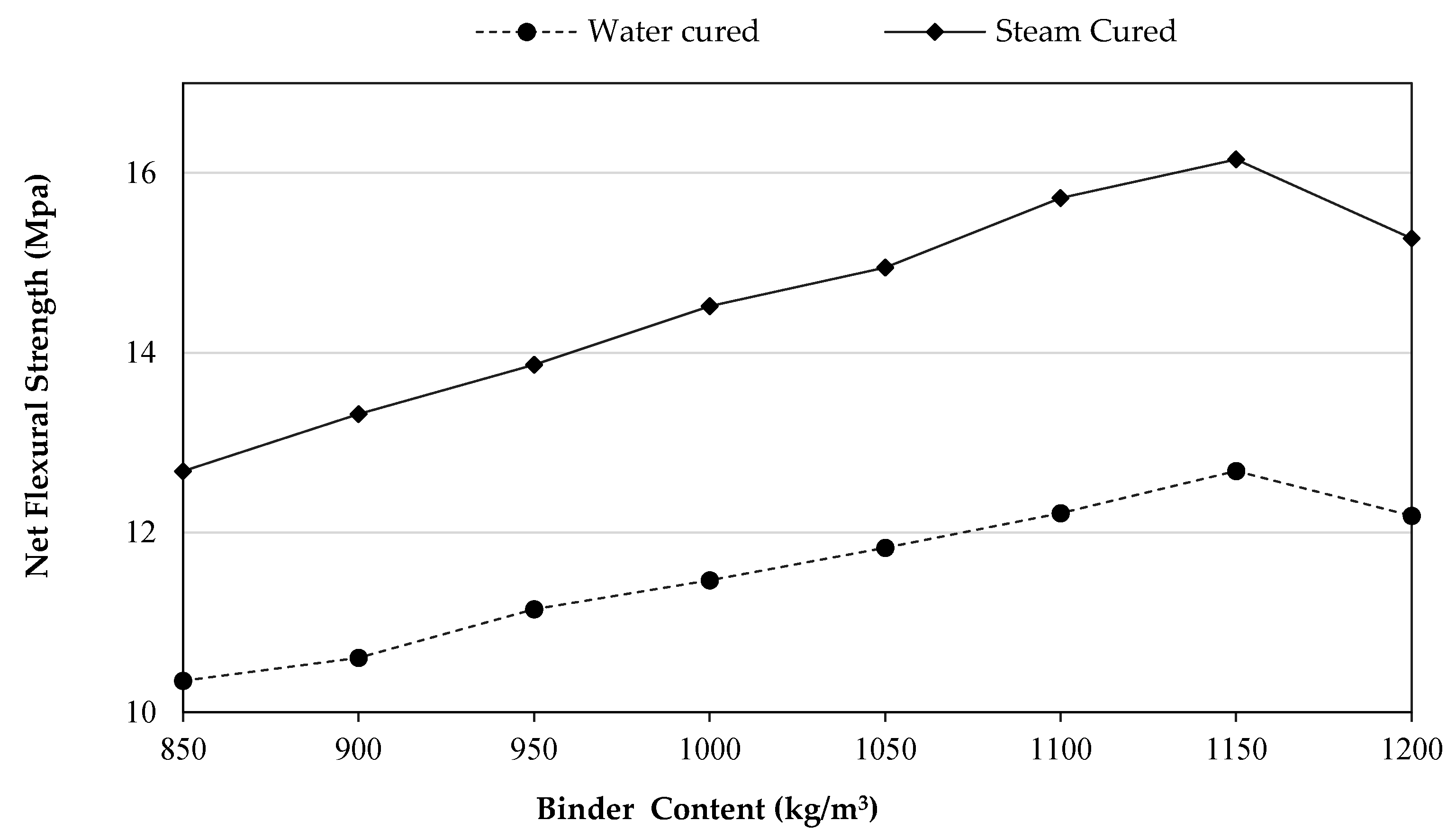
3.5. Modulus of Rupture (Flexural Strength)
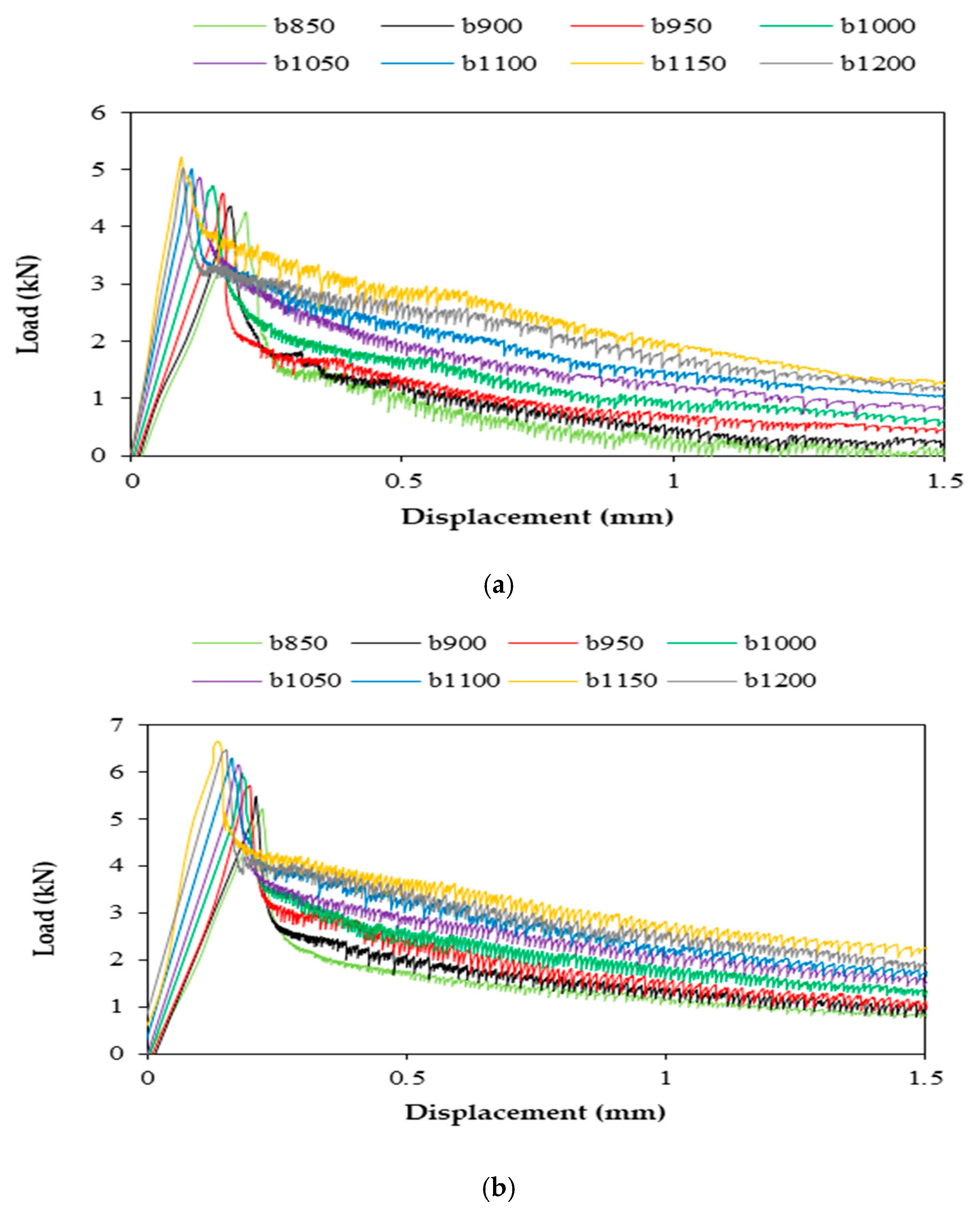
3.6. Load–Displacement Curves
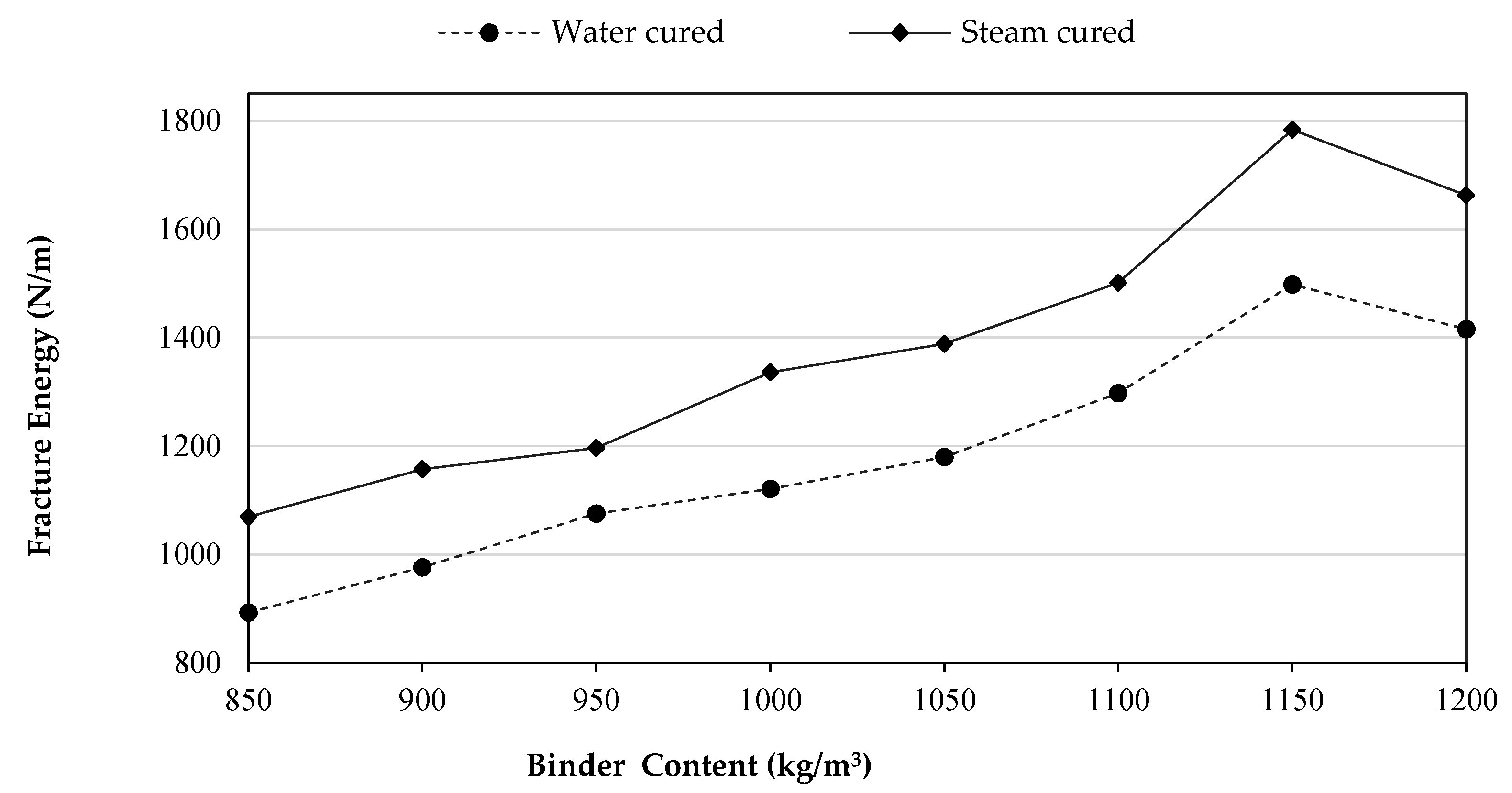
3.7. Fracture Energy
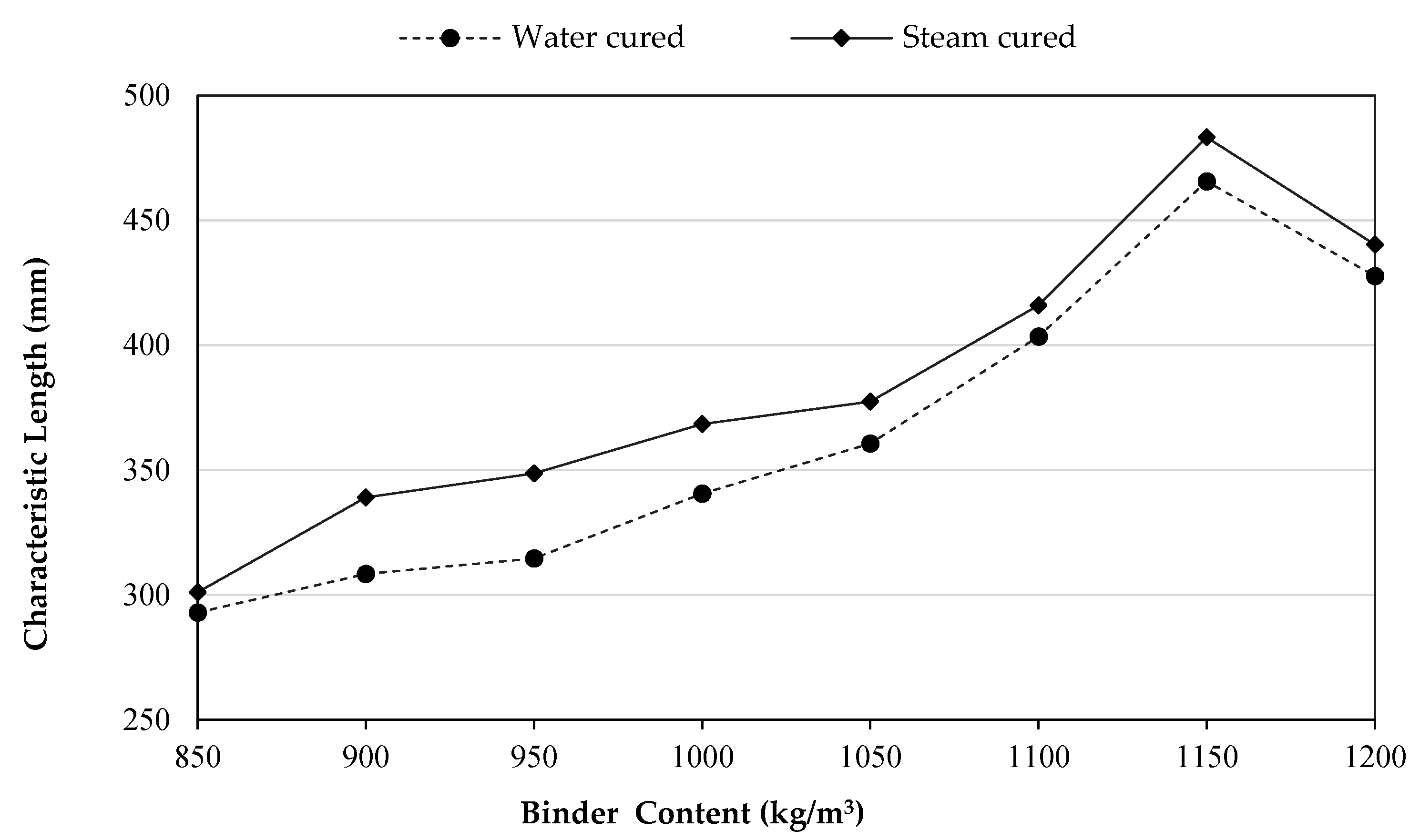
3.8. Characteristic Length,
4. Conclusions
- An inverse relation occurred with an increasing amount of binder via super plasticizer. This may be attributed to the increase in SF responding to the increase in the binder content. Moreover, the reason for the necessary increasing of SP with a greater increase in binder after 1150 kg/m3 may be attributed to the dispersion of SF at 1200 kg/m3 of binder content.
- In the present study, the performance of SC-UHPFRC was much better than WC-UHPFRC. Therefore, better results were achieved for all the measured properties conducted in this study for the mixes cured by steam. This might be because of the potential of high hydration and the pozzolanical reaction of the ultra-amount of binder (850–1200 kg/m3) that was activated by the high moisture and temperature of curing.
- SC-UHPFRC mixes had considerable high early strength compared to WC-UHPFRC. However, based on the binder content, it was observed that WC-UHPFRC had a significantly higher rate of strength development.
- It was observed that there was a systematic growth in the mechanical properties and ductility behavior of UHPFRC with increasing the binder contents up to 1150 kg/m3 and then the results were dropped. This behavior of UHPFRC containing 1200 kg/m3 binder could be because of the inadequate spreading particles of SF or it could be due to the fact that the increase in SF content has no more role in forming C–S–H gel as all CH compounds have been consumed.
- The highest compressive strengths noticed at 1150 kg/m3 of binder content were 149 and 192 MPa, while the lowest were 129 and 165.5 MPa at 850 kg/m3 of the binder amount for the WC-UHPFRCs and SC-UHPFRCs conditions, respectively.
- Increasing the binder content with an increment of 50 kg/m3 over 850 kg/m3 caused a systematic growth in the splitting tensile strength of concrete by 3.7%, 10.6%, 12%, 15%, 16.8%, 19.4%, and 17.2% for the WC-UHPFRC group and 1.9%, 3.3%, 7%, 8.6%, 9.2%, 12.2%, and 11% for the SC-UHPFRC group.
- The test results of UHPFRC revealed that the influence of 1150 kg/m3 of binder cured by water (1150WC) on the elastic modulus was almost equivalent to 950 kg/m3 of binder content cured by steam (950SC).
- The flexural strength of UHPFRC with 1150 kg/m3 binder had the highest values of 12.7 and 16.2 MPa then reduced to 12.2 and 15.3 MPa at 1200 kg/m3 binder content, for the WC-UHPFRC and SC-UHPFRC, respectively.
- The toughness of the UHPFRC was improved with using more binder content as the area under the curve and the peak load were increased. SC-UHPFRC provided higher values than WC-UHPFRC. Moreover, at the post-peak region in the load–displacement curves, the curves have a zigzag form. Such form might have occurred because of the mechanism of micro cracks due to the crack-bridging process over the micro steel fibers.
- More ductile UHPFRC can be achieved with increasing the binder content, irrespective of the curing types. The optimum values of UHPFRC were obtained at 1150 kg/m3 binder content. For instance, the GF improved by 67.7% and 66.8% for the water- and steam-cured groups, respectively, compared to their reference mixtures (850 kg/m3). Beyond that binder content, GF values decreased.
- The range of the characteristic length of UHPFRC was between 293 and 465.5 mm and 301.1 and 483.2 mm for the binder content ranging from 850 to 1150 kg/m3 for the concretes cured via water and steam, respectively. Adding more binders (1200 kg/m3) increases the tendency of concrete to be brittle.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Xiao, J.; Schneider, H.; Dönnecke, C.; König, G. Wedge splitting test on fracture behaviour of ultra high strength concrete. Constr. Build. Mater. 2004, 18, 359–365. [Google Scholar] [CrossRef]
- Richard, P.; Cheyrezy, M.H. Reactive powder concretes with high ductility and 200–800 Mpa compressive strength. Proc. V. Mohan Malhotra Symp. 1994, 144, 507–518. [Google Scholar] [CrossRef]
- Ahlborn, T.M.; Peuse, E.J.; Misson, D.L. Ultra-High Performance Concrete for Michigan Bridges, Material Performance: Phase I; Michigan Department of Transportation: Lansing, MI, USA, 2008.
- Schmidt, M.; Fehling, E. Ultra-high-performance concrete: Research, development and application in Europe. Seventh Int. Symp. Util. High Strength High Perform. Concr. 2005, 228, 51–78. [Google Scholar] [CrossRef]
- Zhao, S.; Sun, W. Nano-mechanical behavior of a green ultra-high performance concrete. Constr. Build. Mater. 2014, 63, 150–160. [Google Scholar] [CrossRef]
- Aghdasi, P.; Ostertag, C.P. Green ultra-high performance fiber-reinforced concrete (G-UHP-FRC). Constr. Build. Mater. 2018, 190, 246–254. [Google Scholar] [CrossRef]
- Bonneau, O.; Poulin, C., Jr.; Dugat, M.; Tcin, P.C.A. Reactive Powder Concretes: From Theory to Practice. Concr. Int. 1996, 18, 47–49. [Google Scholar]
- Luigi, C.; Troli, R.; Collepardi, S.; Borsoi, A.; Cerulli, T.; Collepardi, M. Innovative cementitious materials from HPC to RPC—Part II. The effect of cement and silica fume type on the compressive strength of reactive powder concrete. Ind. Ital. Cem. 1996, 66, 112–125. [Google Scholar]
- Long, G.; Wang, X.; Xie, Y. Very-high-performance concrete with ultrafine powders. Cem. Concr. Res. 2002, 32, 601–605. [Google Scholar] [CrossRef]
- Bahedh, M.A.; Jaafar, M.S. Ultra high-performance concrete utilizing fly ash as cement replacement under autoclaving technique. Case Stud. Constr. Mater. 2018, 9, e00202. [Google Scholar] [CrossRef]
- Habel, K.; Viviani, M.; Denarié, E.; Brühwiler, E. Development of the mechanical properties of an Ultra-High Performance Fiber Reinforced Concrete (UHPFRC). Cem. Concr. Res. 2006, 36, 1362–1370. [Google Scholar] [CrossRef]
- Allena, S.; Newtson, C. Ultra-High Strength Concrete Mixtures Using Local Materials. J. Civil Eng. Archit. 2010, 5, 322–330. [Google Scholar]
- Yoo, D.-Y.; Banthia, N.; Yoon, Y.-S. Flexural behavior of ultra-high-performance fiber-reinforced concrete beams reinforced with GFRP and steel rebars. Eng. Struct. 2016, 111, 246–262. [Google Scholar] [CrossRef]
- Yu, R.; Spiesz, P.; Brouwers, H.J.H. Energy absorption capacity of a sustainable Ultra-High Performance Fibre Reinforced Concrete (UHPFRC) in quasi-static mode and under high velocity projectile impact. Cem. Concr. Compos. 2016, 68, 109–122. [Google Scholar] [CrossRef]
- Brandt, A.M. Fibre reinforced cement-based (FRC) composites after over 40 years of development in building and civil engineering. Compos. Struct. 2008, 86, 3–9. [Google Scholar] [CrossRef]
- Won, J.-P.; Hong, B.-T.; Choi, T.-J.; Lee, S.-J.; Kang, J.-W. Flexural behaviour of amorphous micro-steel fibre-reinforced cement composites. Compos. Struct. 2012, 94, 1443–1449. [Google Scholar] [CrossRef]
- Tassew, S.T.; Lubell, A.S. Mechanical properties of glass fiber reinforced ceramic concrete. Constr. Build. Mater. 2014, 51, 215–224. [Google Scholar] [CrossRef]
- Sucharda, O. Identification of fracture mechanic properties of concrete and analysis of shear capacity of reinforced concrete beams without transverse reinforcement. Materials 2020, 13, 2788. [Google Scholar] [CrossRef] [PubMed]
- Van Tuan, N.; Ye, G.; van Breugel, K.; Copuroglu, O. Hydration and microstructure of ultra high performance concrete incorporating rice husk ash. Cem. Concr. Res. 2011, 41, 1104–1111. [Google Scholar] [CrossRef]
- Meleka, N.N.; Bashandy, A.A.; Arab, M.A. Ultra High Strength Concrete Using Economical Materials. Int. J. Curr. Eng. Technol. 2013, 3, 393–402. [Google Scholar]
- Yu, R.; Spiesz, P.; Brouwers, H.J.H. Mix design and properties assessment of Ultra-High Performance Fibre Reinforced Concrete (UHPFRC). Cem. Concr. Res. 2014, 56, 29–39. [Google Scholar] [CrossRef]
- Radjy, F.; Richards, C.W. Effect of curing and heat treatment history on the dynamic mechanical response and the pore structure of hardened cement paste. Cem. Concr. Res. 1973, 3, 7–21. [Google Scholar] [CrossRef]
- Mouret, M.; Bascoul, A.; Escadeillas, G. Strength impairment of concrete mixed in hot weather: Relation to porosity of bulk fresh concrete paste and maturity. Mag. Concr. Res. 2003, 55, 215–223. [Google Scholar] [CrossRef]
- Verbeck, G.J. Structures and physical properties of cement paste. In Proceedings of the 5th International Congress on the Chemistry of Cement, Tokyo, Japan, 7–11 October 1968; Volume 3, pp. 1–37. [Google Scholar]
- Ho, D.W.S.; Chua, C.W.; Tam, C.T. Steam-cured concrete incorporating mineral admixtures. Cem. Concr. Res. 2003, 33, 595–601. [Google Scholar] [CrossRef]
- Valikhani, A.; Jahromi, A.J.; Mantawy, I.M.; Azizinamini, A. Numerical modelling of concrete-to-UHPC bond strength. Materials 2020, 13, 1379. [Google Scholar] [CrossRef] [Green Version]
- Shihada, S.; Arafa, M. Effects of silica fume, ultrafine and mixing sequences on properties of ultra high performance concrete. Asian J. Mater. Sci. 2010, 2, 137–146. [Google Scholar] [CrossRef] [Green Version]
- Qadir, H.H.; Faraj, R.H.; Sherwani, A.F.H.; Mohammed, B.H.; Younis, K.H. Mechanical properties and fracture parameters of ultra high performance steel fiber reinforced concrete composites made with extremely low water per binder ratios. SN Appl. Sci. 2020, 2, 1594. [Google Scholar] [CrossRef]
- Mohammed, B.H.; Sherwani, A.F.H.; Faraj, R.H.; Qadir, H.H.; Younis, K.H. Mechanical properties and ductility behavior of ultra-high performance fiber reinforced concretes: Effect of low water-to-binder ratios and micro glass fibers. Ain Shams Eng. J. 2021. [Google Scholar] [CrossRef]
- Gesoglu, M.; Güneyisi, E.; Muhyaddin, G.F.; Asaad, D.S. Strain hardening ultra-high performance fiber reinforced cementitious composites: Effect of fiber type and concentration. Compos. Part B Eng. 2016, 103, 74–83. [Google Scholar] [CrossRef]
- Gesoglu, M.; Güneyisi, E.; Asaad, D.S.; Muhyaddin, G.F. Properties of low binder ultra-high performance cementitious composites: Comparison of nanosilica and microsilica. Constr. Build. Mater. 2016, 102, 706–713. [Google Scholar] [CrossRef]
- Yazıcı, H.; Yardımcı, M.Y.; Aydın, S.; Karabulut, A.Ş. Mechanical properties of reactive powder concrete containing mineral admixtures under different curing regimes. Constr. Build. Mater. 2009, 23, 1223–1231. [Google Scholar] [CrossRef]
- Foy, C.; Pigeon, M.; Banthia, N. Freeze-thaw durability and deicer salt scaling resistance of a 0,25 water-cement ratio concrete. Cem. Concr. Res. 1988, 18, 604–614. [Google Scholar] [CrossRef]
- Nallathambi, P.; Karihaloo, B.L.; Heaton, B.S. Effect of specimen and crack sizes, water/cement ratio and coarse aggregate texture upon fracture toughness of concrete. Mag. Concr. Res. 1984, 36, 227–236. [Google Scholar] [CrossRef]
- ASTM C494/C494M-13 Standard Specification for Chemical Admixtures for Concrete. In ASTM International; ASTM International: West Conshohocken, PA, USA, 2013; p. 10.
- Corinaldesi, V.; Moriconi, G. Mechanical and thermal evaluation of Ultra High Performance Fiber Reinforced Concretes for engineering applications. Constr. Build. Mater. 2012, 26, 289–294. [Google Scholar] [CrossRef]
- Yazici, H.; Yiǧiter, H.; Karabulut, A.Ş.; Baradan, B. Utilization of fly ash and ground granulated blast furnace slag as an alternative silica source in reactive powder concrete. Fuel 2008, 87, 2401–2407. [Google Scholar] [CrossRef]
- Yazici, H.; Yardimci, M.Y.; Yiǧiter, H.; Aydin, S.; Türkel, S. Mechanical properties of reactive powder concrete containing high volumes of ground granulated blast furnace slag. Cem. Concr. Compos. 2010, 32, 639–648. [Google Scholar] [CrossRef]
- Aydin, S.; Yazici, H.; Yardimci, M.Y.; Yigiter, H. Effect of aggregate type on mechanical properties of reactive powder concrete. ACI Mater. J. 2010, 107, 441–449. [Google Scholar] [CrossRef]
- ASTM C39/C39M-12 Standard Specification for Compressive Strength of Cylindrical Concrete Specimens; ASTM International: West Conshohocken, PA, USA, 2012; pp. 1–7.
- ASTM C 496 Standard Test Method for Splitting Tensile Strength of Cylindrical Concrete Specimen; ASTM International: West Conshohocken, PA, USA, 2011; pp. 1–5.
- ASTM C469/C469M-14 Standard Test Method for Static Modulus of Elasticity and Poisson’s Ratio of Concrete in Compression; ASTM International: West Conshohocken, PA, USA, 2014.
- Hillerborg, A.; Modéer, M.; Petersson, P.-E. Analysis of crack formation and crack growth in concrete by means of fracture mechanics and finite elements. Cem. Concr. Res. 1976, 6, 773–781. [Google Scholar] [CrossRef]
- Rilem, D.R. Determination of the fracture energy of mortar and concrete by means of three-point bend tests on notched beams. Mater. Struct. 1985, 18, 287–290. [Google Scholar] [CrossRef]
- Akcay, B.; Agar-Ozbek, A.S.; Bayramov, F.; Atahan, H.N.; Sengul, C.; Tasdemir, M.A. Interpretation of aggregate volume fraction effects on fracture behavior of concrete. Constr. Build. Mater. 2012, 28, 437–443. [Google Scholar] [CrossRef]
- Dhir, R.; Henderson, N. Specialist Techniques and Materials for Concrete Construction; Thomas Telford Publishing: London, UK, 1999; ISBN 9780727728258. [Google Scholar]
- Hillerborg, A. The theoretical basis of a method to determine the fracture energy G F of concrete. Mater. Struct. 1985, 18, 291–296. [Google Scholar] [CrossRef]
- Gesoğlu, M.; Özbay, E. Effects of mineral admixtures on fresh and hardened properties of self-compacting concretes: Binary, ternary and quaternary systems. Mater. Struct. 2007, 40, 923–937. [Google Scholar] [CrossRef]
- Yu, R.; Spiesz, P.; Brouwers, H.J.H. Static properties and impact resistance of a green Ultra-High Performance Hybrid Fibre Reinforced Concrete (UHPHFRC): Experiments and modeling. Constr. Build. Mater. 2014, 68, 158–171. [Google Scholar] [CrossRef] [Green Version]
- Park, J.S.; Kim, Y.J.; Cho, J.R.; Jeon, S.J. Early-age strength of ultra-high performance concrete in various curing conditions. Materials 2015, 8, 5537–5553. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gesoglu, M.; Güneyisi, E.; Nahhab, A.H.; Yazici, H. Properties of ultra-high performance fiber reinforced cementitious composites made with gypsum-contaminated aggregates and cured at normal and elevated temperatures. Constr. Build. Mater. 2015, 93, 427–438. [Google Scholar] [CrossRef]
- Mukharjee, B.B.; Barai, S.V. Influence of Nano-Silica on the properties of recycled aggregate concrete. Constr. Build. Mater. 2014, 55, 29–37. [Google Scholar] [CrossRef]
- Ahmed, H.U.; Faraj, R.H.; Hilal, N.; Mohammed, A.A.; Sherwani, A.F.H. Use of recycled fibers in concrete composites: A systematic comprehensive review. Compos. Part B Eng. 2021, 108769. [Google Scholar] [CrossRef]
- Gencel, O.; Brostow, W.; Datashvili, T.; Thedford, M. Workability and Mechanical Performance of Steel Fiber-Reinforced Self-Compacting Concrete with Fly Ash. Compos. Interfaces 2011, 18, 169–184. [Google Scholar] [CrossRef] [Green Version]
- Feldman, R.F.; Beaudoin, J.J. Microstructure and strength of hydrated cement. Cem. Concr. Res. 1976, 6, 389–400. [Google Scholar] [CrossRef] [Green Version]
- Alaee, F.J. Retrofitting of Concrete Structures Using High Performance Fibre Reinforced Cementitious Composite (HPFRCC). Ph.D. Thesis, Cardiff University, Cardiff, UK, 2002. [Google Scholar]
- Wu, Z.; Khayat, K.H.; Shi, C. How do fiber shape and matrix composition affect fiber pullout behavior and flexural properties of UHPC? Cem. Concr. Compos. 2018, 90, 193–201. [Google Scholar] [CrossRef] [Green Version]
- Beygi, M.H.A.; Kazemi, M.T.; Nikbin, I.M.; Amiri, J.V. The effect of water to cement ratio on fracture parameters and brittleness of self-compacting concrete. Mater. Des. 2013, 50, 267–276. [Google Scholar] [CrossRef]
- Zhang, J.; Leung, C.K.Y.; Xu, S. Evaluation of fracture parameters of concrete from bending test using inverse analysis approach. Mater. Struct. Constr. 2010, 43, 857–874. [Google Scholar] [CrossRef]
- Petersson, P.E. Fracture energy of concrete: Practical performance and experimental results. Cem. Concr. Res. 1980, 10, 91–101. [Google Scholar] [CrossRef]
- Faraj, R.H.; Sherwani, A.F.H.; Daraei, A. Mechanical, fracture and durability properties of self-compacting high strength concrete containing recycled polypropylene plastic particles. J. Build. Eng. 2019, 25, 100808. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Constituent (%) | PC | SF |
|---|---|---|
| CaO | 57.87 | 0.45 |
| SiO2 | 17.99 | 90.36 |
| Al2O3 | 3.88 | 0.71 |
| Fe2O3 | 3.36 | 1.31 |
| MgO | 1.49 | - |
| SO3 | 2.47 | 0.41 |
| K2O | - | 1.52 |
| Na2O | - | 0.45 |
| Cl | 0.005 | - |
| Loss of Ignition | 3.37 | 3.11 |
| Insoluble Residue | 0.34 | - |
| Free CaO | 2.18 | - |
| Specific surface (m2/kg) | 394 a | 21,080 b |
| Specific gravity | 3.15 | 2.2 |
| Type | Length (L) (mm) | Diameter (d) (mm) | Aspect Ratio (L/d) | Density (g/cm 3) | Tensile Strength (N/mm2) |
|---|---|---|---|---|---|
| MSF | 6 | 0.16 | 37.5 | 7.17 | 2250 |
| Mix Group | Code | Binder Content | w/b | Cement | SF | Water | MSF (%) | Aggregate |
|---|---|---|---|---|---|---|---|---|
| Water-Cured Group (8 mixes) | 850WC | 850 | 0.12 | 722.5 | 127.5 | 102 | 2 | 1365.8 |
| 900WC | 900 | 0.12 | 765 | 135 | 108 | 2 | 1312.6 | |
| 950WC | 950 | 0.12 | 807.5 | 142.5 | 114 | 2 | 1254.4 | |
| 1000WC | 1000 | 0.12 | 850 | 150 | 120 | 2 | 1199.9 | |
| 1050WC | 1050 | 0.12 | 892.5 | 157.5 | 126 | 2 | 1145.9 | |
| 1100WC | 1100 | 0.12 | 935 | 165 | 132 | 2 | 1092.5 | |
| 1150WC | 1150 | 0.12 | 977.5 | 172.5 | 138 | 2 | 1036.6 | |
| 1200WC | 1200 | 0.12 | 1020 | 180 | 144 | 2 | 972.9 | |
| Steam-Cured Group (8 mixes) | 850SC | 850 | 0.12 | 722.5 | 127.5 | 102 | 2 | 1365.8 |
| 900SC | 900 | 0.12 | 765 | 135 | 108 | 2 | 1312.6 | |
| 950SC | 950 | 0.12 | 807.5 | 142.5 | 114 | 2 | 1254.4 | |
| 1000SC | 1000 | 0.12 | 850 | 150 | 120 | 2 | 1199.9 | |
| 1050SC | 1050 | 0.12 | 892.5 | 157.5 | 126 | 2 | 1145.9 | |
| 1100SC | 1100 | 0.12 | 935 | 165 | 132 | 2 | 1092.5 | |
| 1150SC | 1150 | 0.12 | 977.5 | 172.5 | 138 | 2 | 1036.6 | |
| 1200SC | 1200 | 0.12 | 1020 | 180 | 144 | 2 | 972.9 |
| CODE | Area under the Curve | Maximum Disp. | Pmax |
|---|---|---|---|
| Wo | δs | kN | |
| 850WC | 2487.0 | 5.64731 | 4.3 |
| 900WC | 2744.0 | 5.14114 | 4.4 |
| 950WC | 3039.0 | 5.00372 | 4.6 |
| 1000WC | 3150.0 | 6.08267 | 4.7 |
| 1050WC | 3340.0 | 5.32244 | 4.9 |
| 1100WC | 3697.5 | 4.7947 | 5.0 |
| 1150WC | 4285.1 | 4.83364 | 5.2 |
| 1200WC | 4038.6 | 4.98909 | 5.0 |
| 850SC | 3009.0 | 5.47963 | 5.2 |
| 900SC | 3274.0 | 5.17962 | 5.5 |
| 950SC | 3387.9 | 5.27415 | 5.7 |
| 1000SC | 3799.3 | 5.23746 | 6.0 |
| 1050SC | 3951.1 | 5.34784 | 6.2 |
| 1100SC | 4275.7 | 5.54869 | 6.5 |
| 1150SC | 5116.1 | 5.09704 | 6.6 |
| 1200SC | 4766.4 | 4.90861 | 6.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mala, A.A.; Sherwani, A.F.H.; Younis, K.H.; Faraj, R.H.; Mosavi, A. Mechanical and Fracture Parameters of Ultra-High Performance Fiber Reinforcement Concrete Cured via Steam and Water: Optimization of Binder Content. Materials 2021, 14, 2016. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14082016
Mala AA, Sherwani AFH, Younis KH, Faraj RH, Mosavi A. Mechanical and Fracture Parameters of Ultra-High Performance Fiber Reinforcement Concrete Cured via Steam and Water: Optimization of Binder Content. Materials. 2021; 14(8):2016. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14082016
Chicago/Turabian StyleMala, Avan Ahmed, Aryan Far H. Sherwani, Khaleel H. Younis, Rabar H. Faraj, and Amir Mosavi. 2021. "Mechanical and Fracture Parameters of Ultra-High Performance Fiber Reinforcement Concrete Cured via Steam and Water: Optimization of Binder Content" Materials 14, no. 8: 2016. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14082016