
Texture Evolution during Recrystallization and Grain Growth in Non-Oriented Electrical Steel Produced by Compact Strip Production Process



Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussions
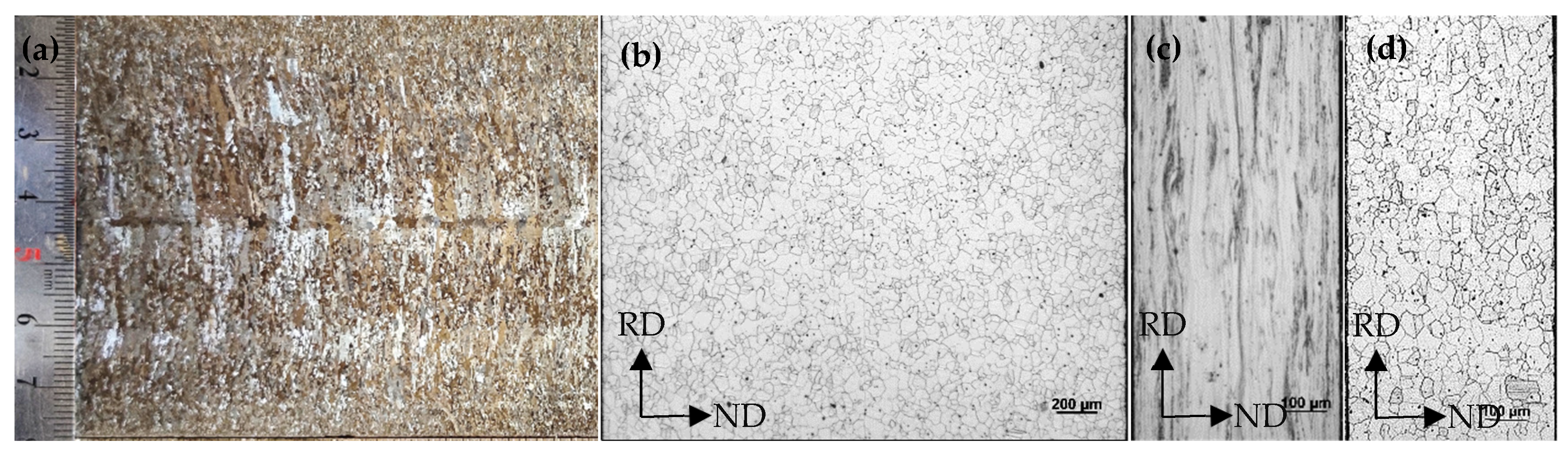
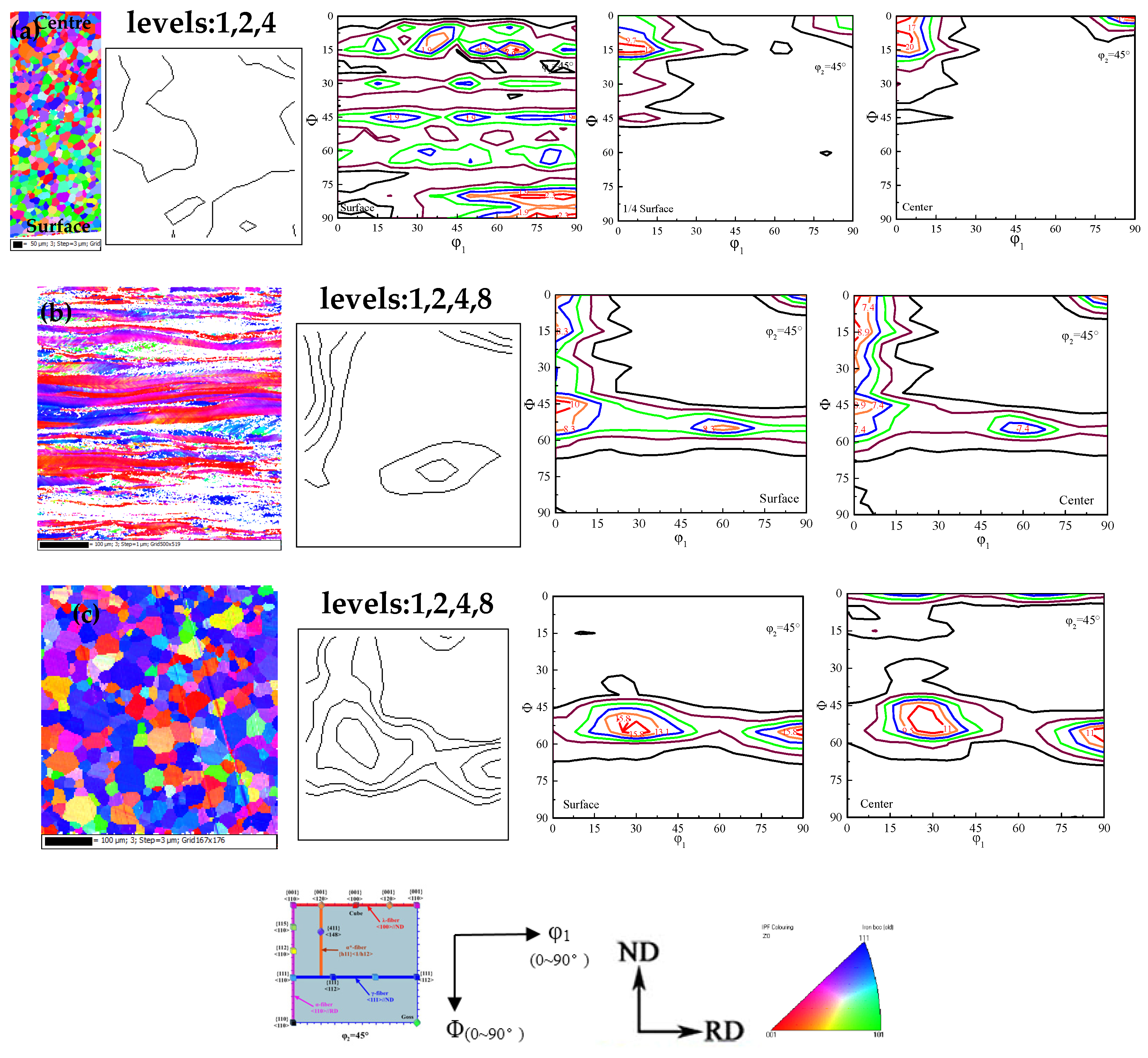
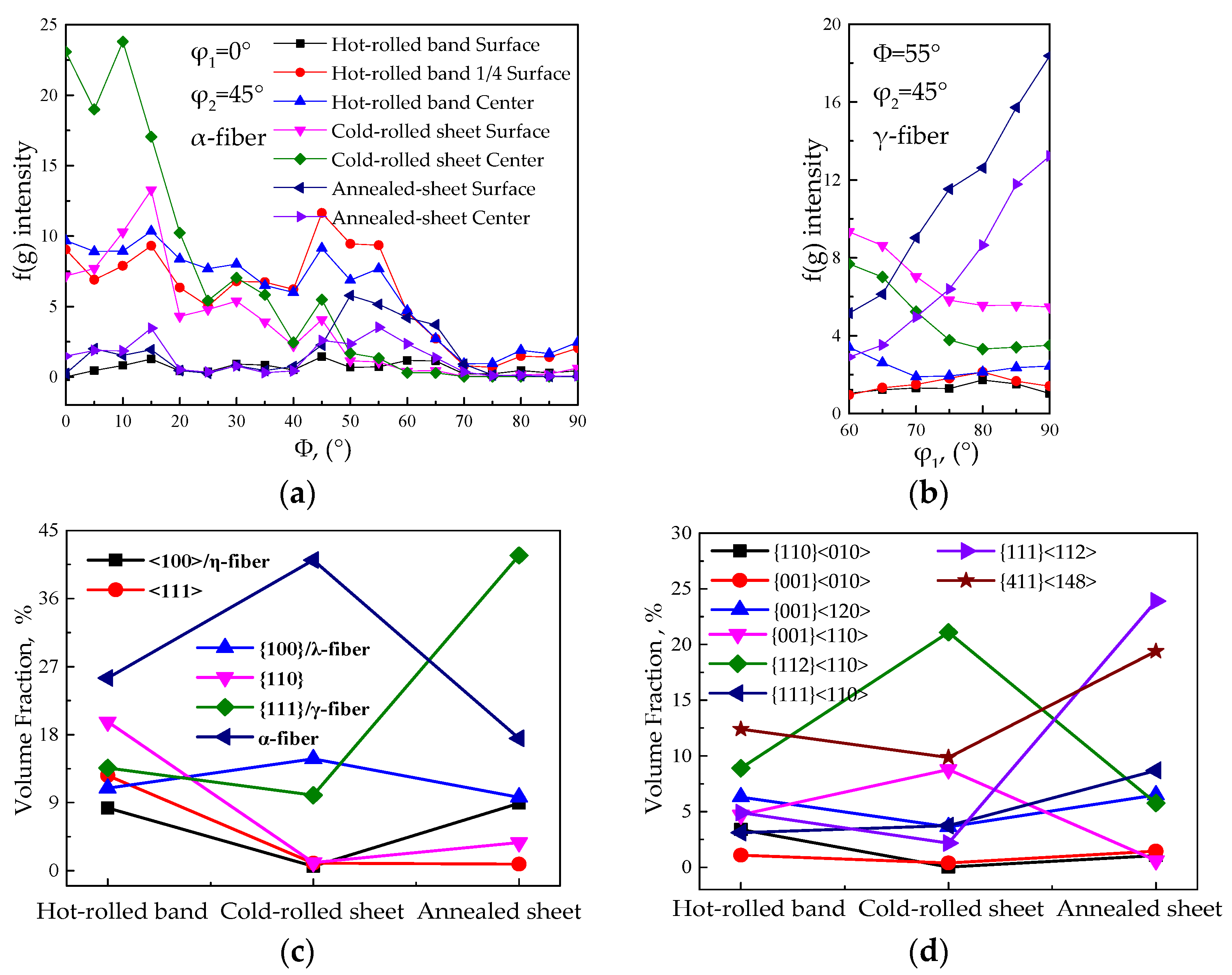
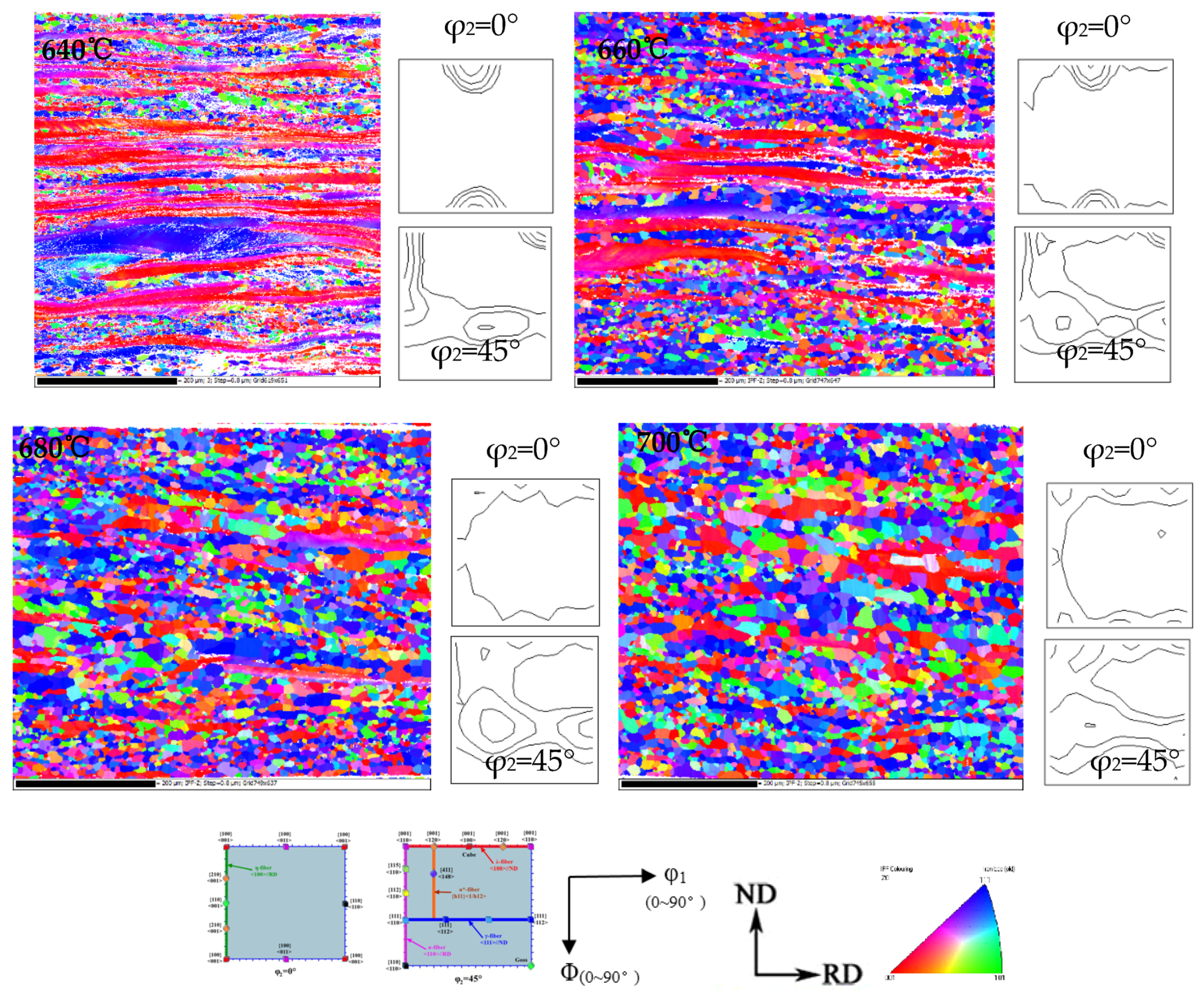
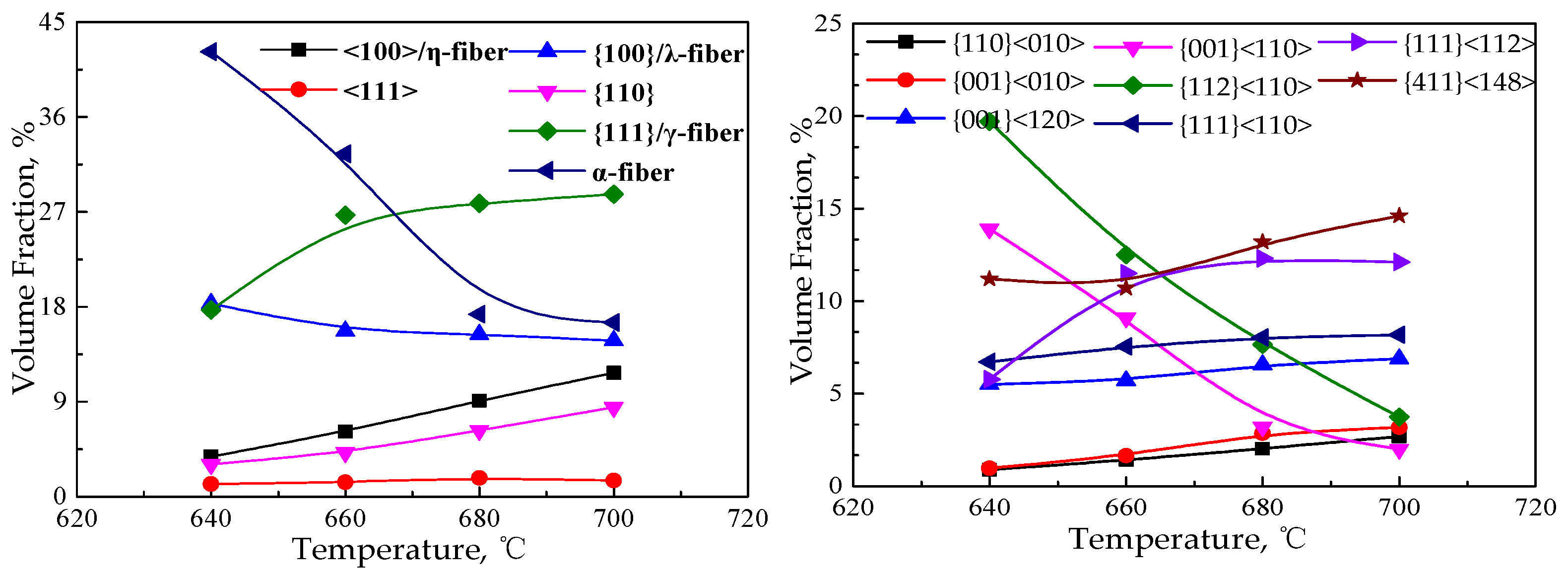
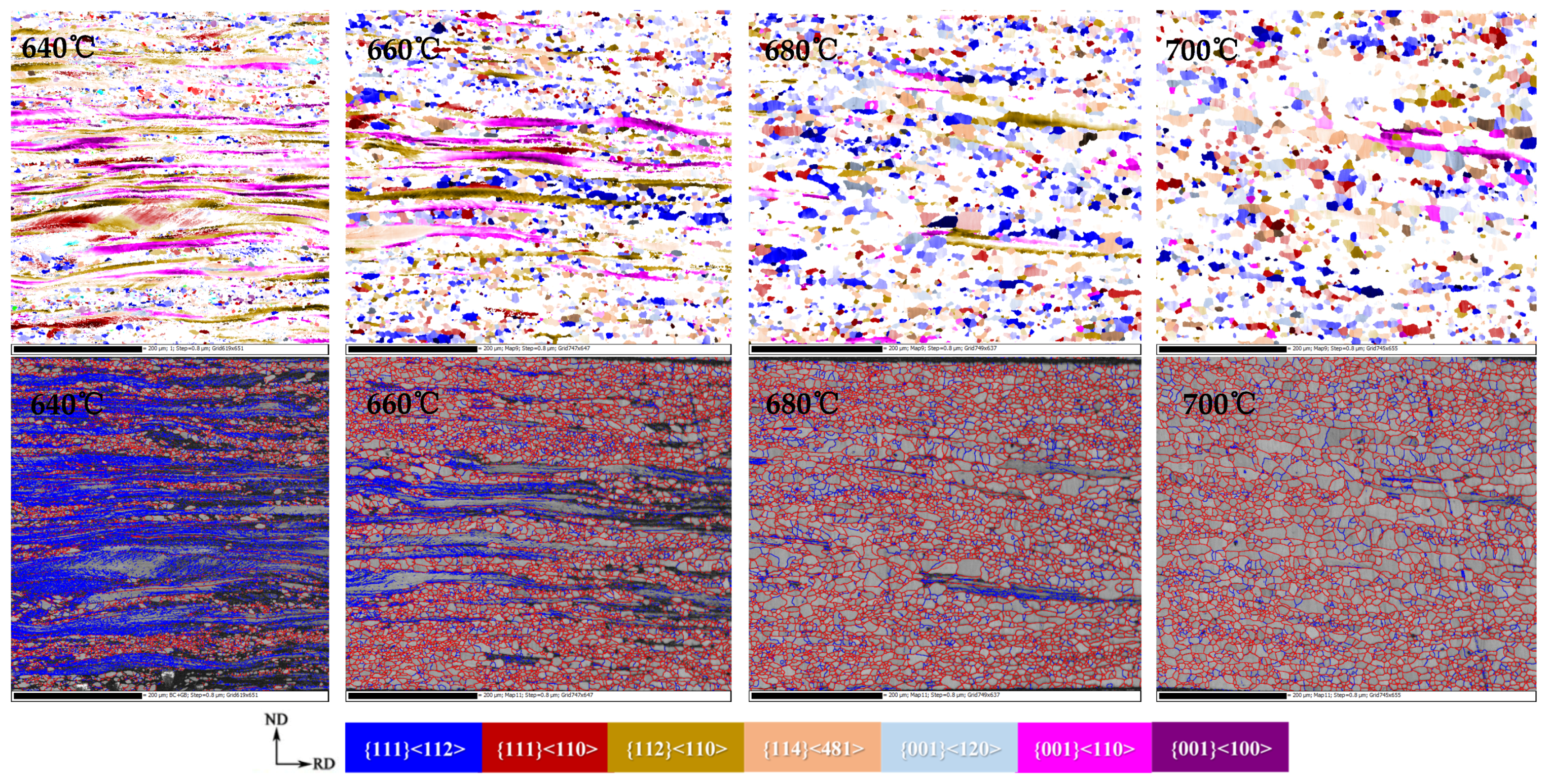
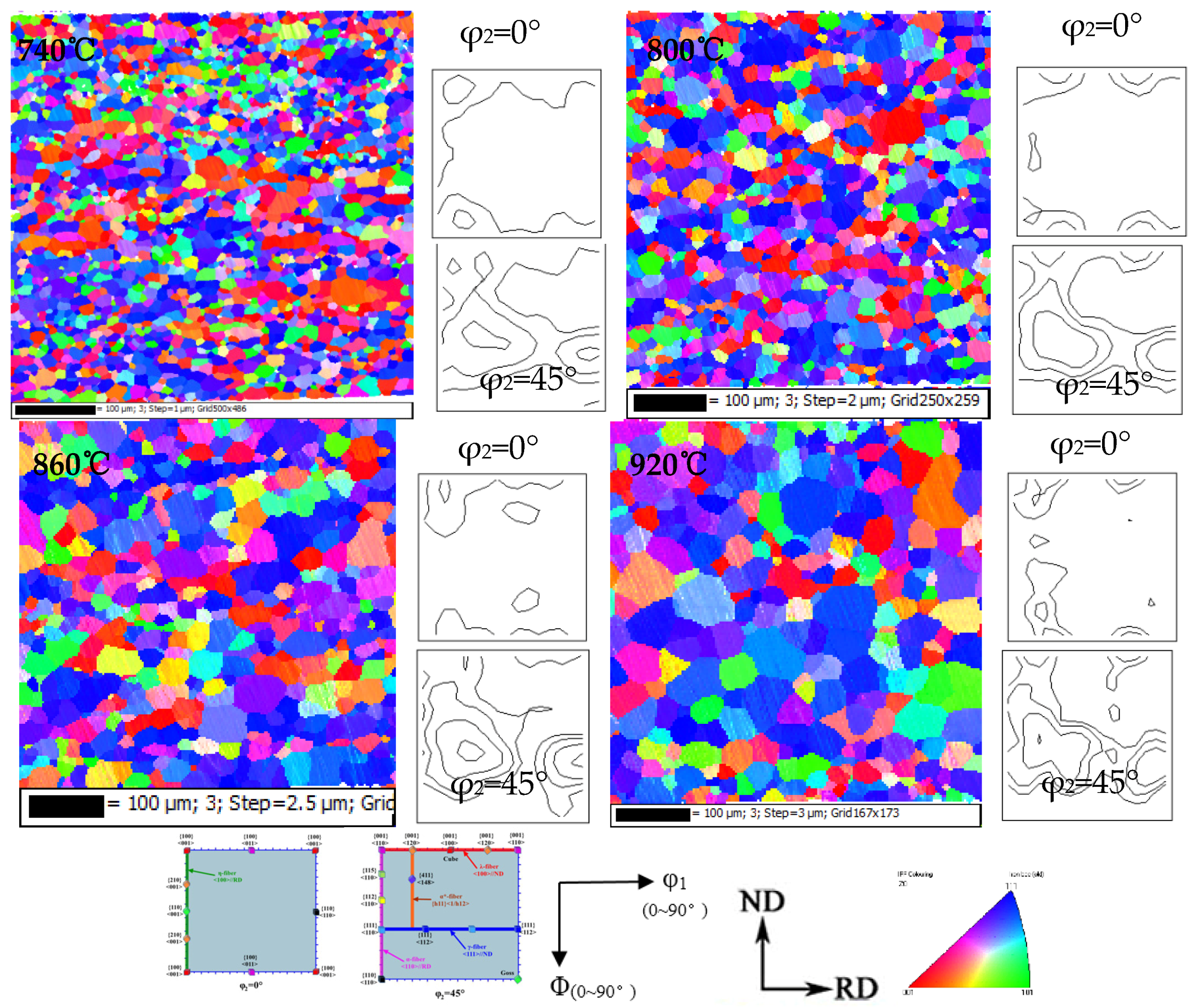
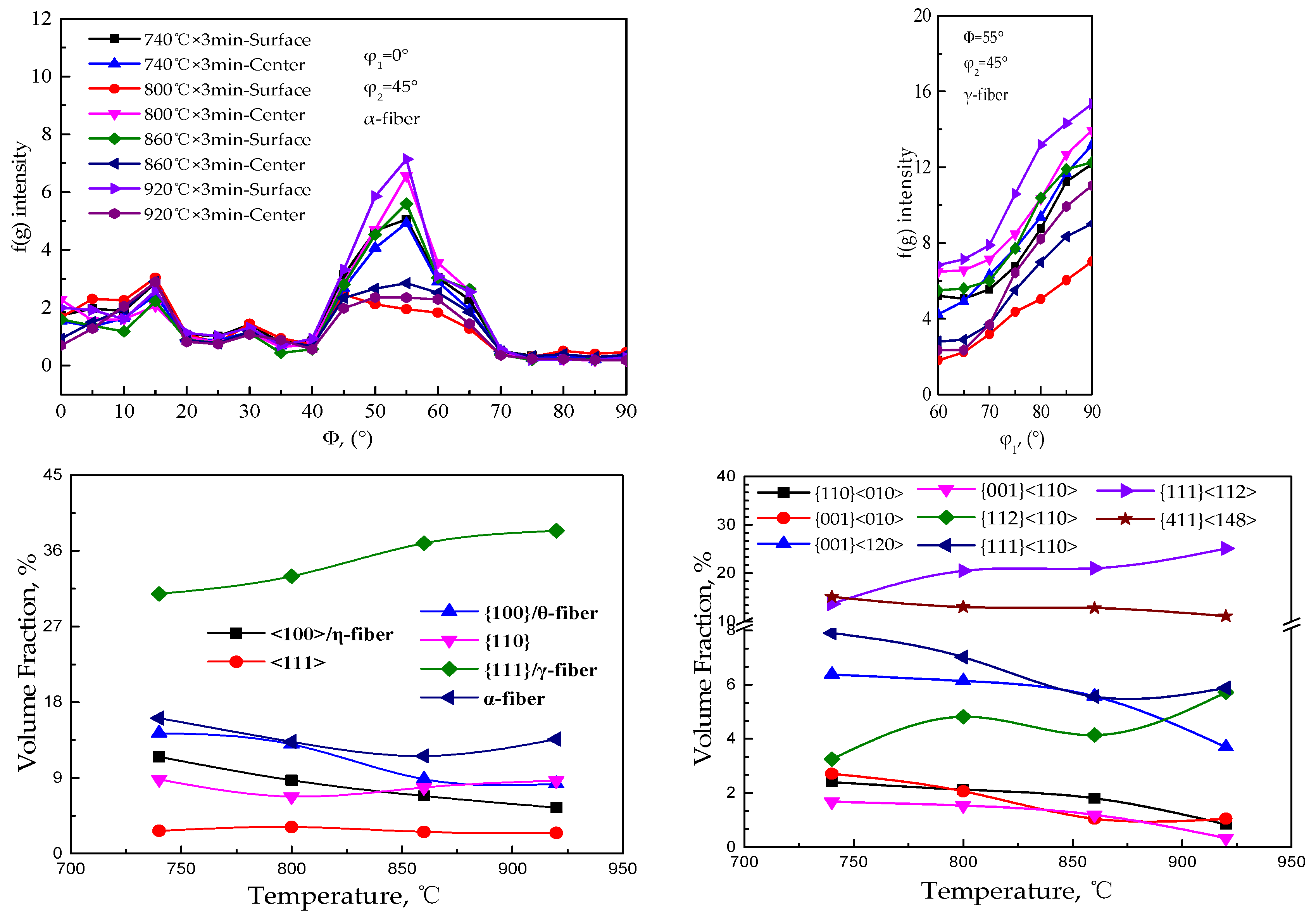
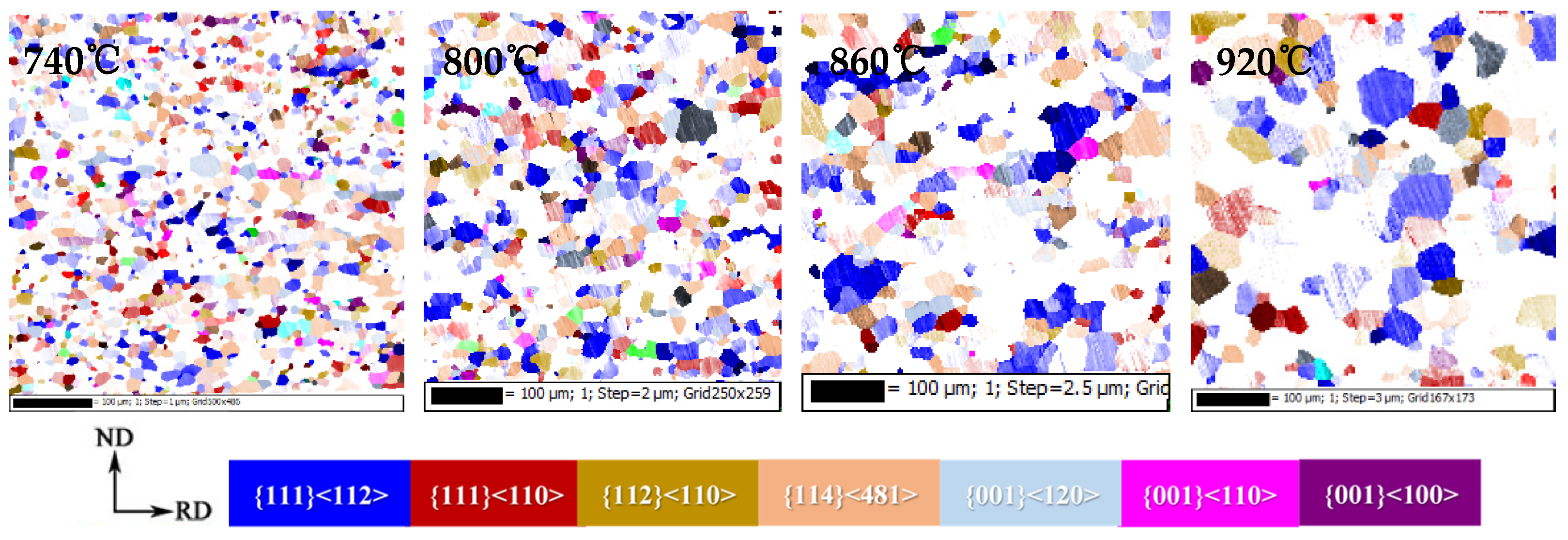
3.1. Evolution of Microstructure and Texture
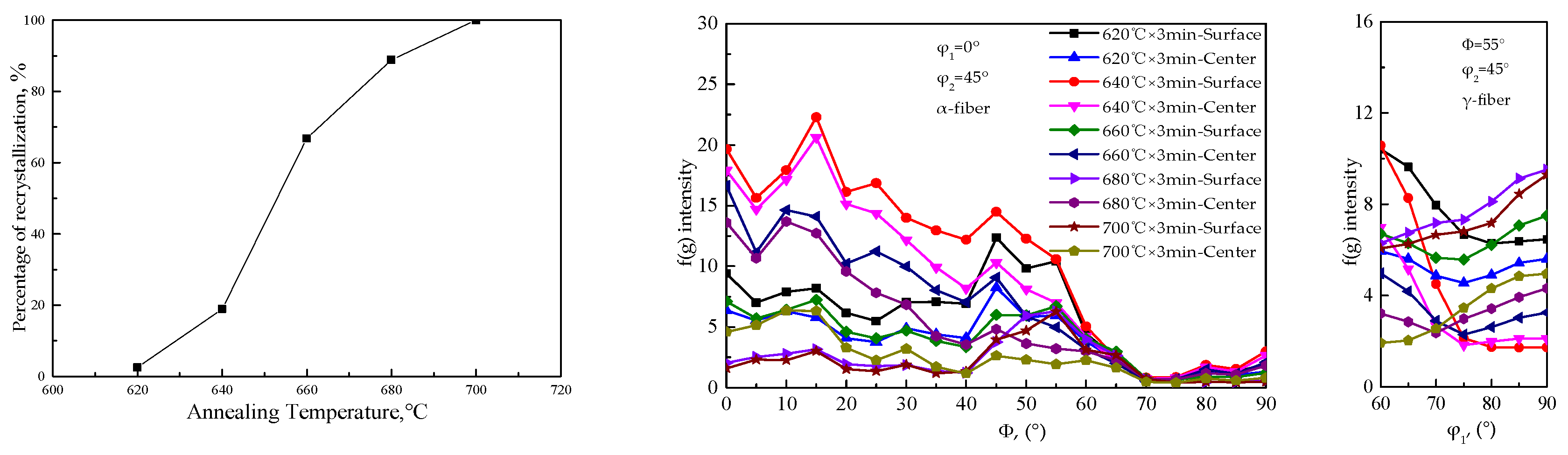
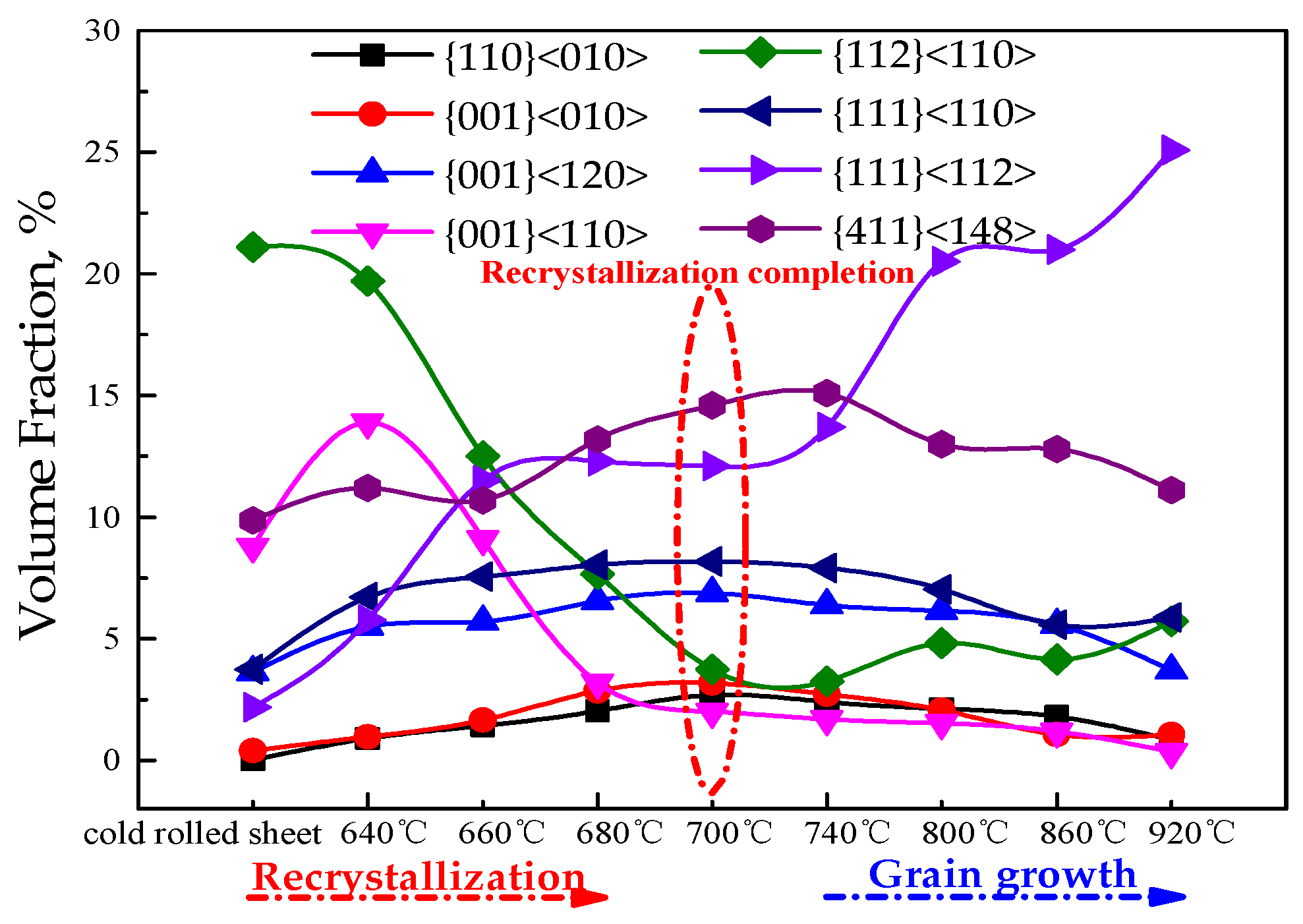
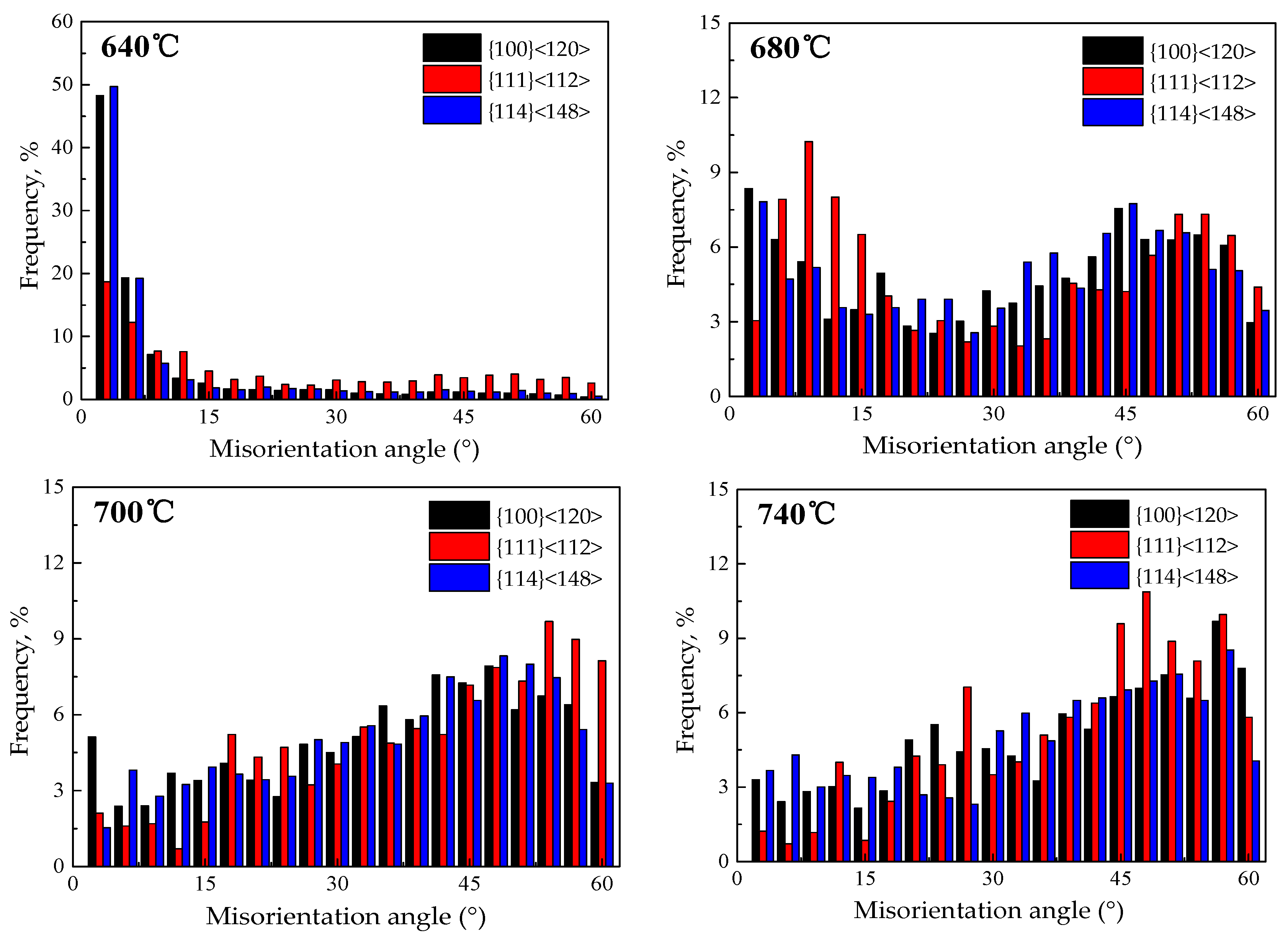
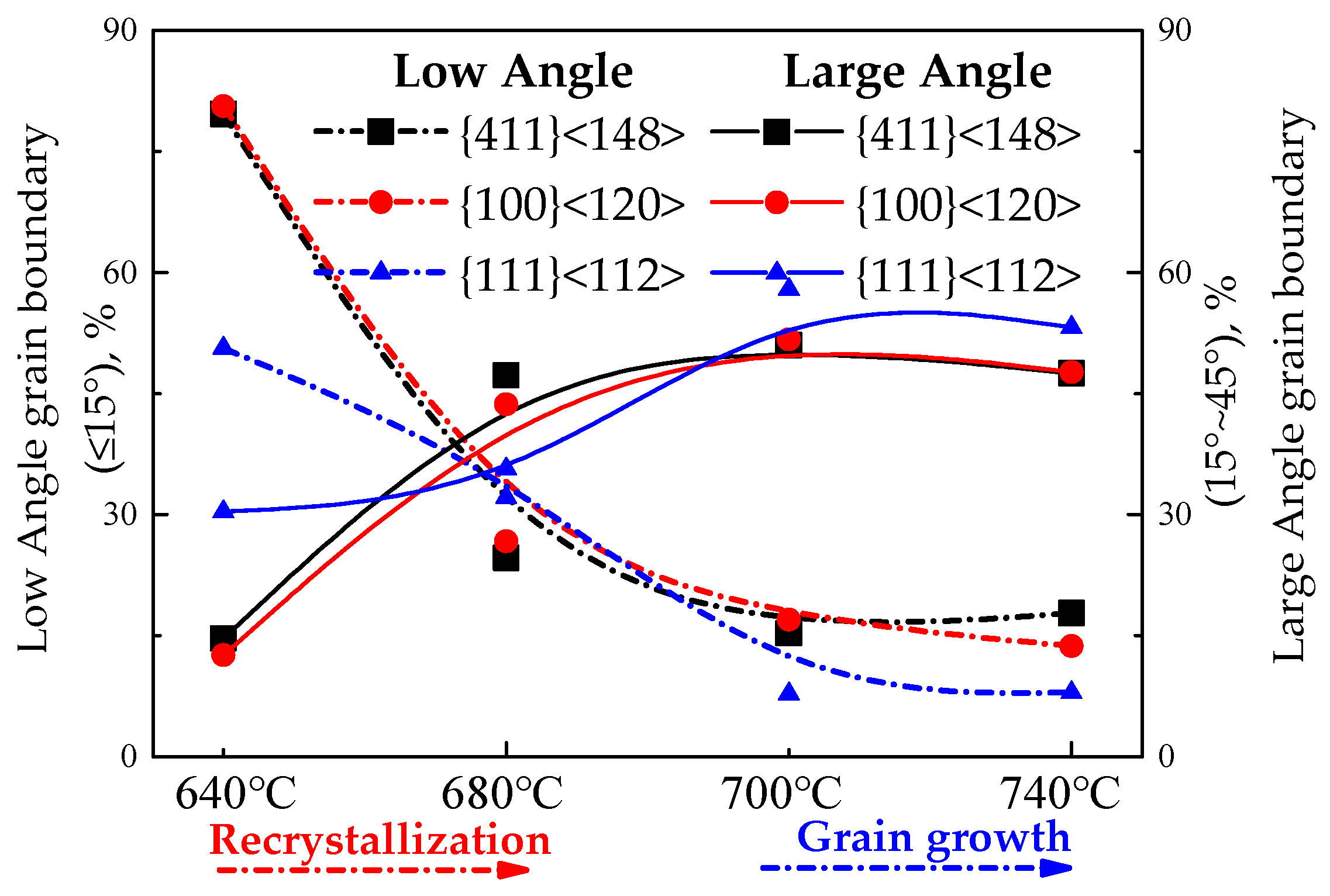
3.2. Microstructure and Texture Evolution during Recrystallization
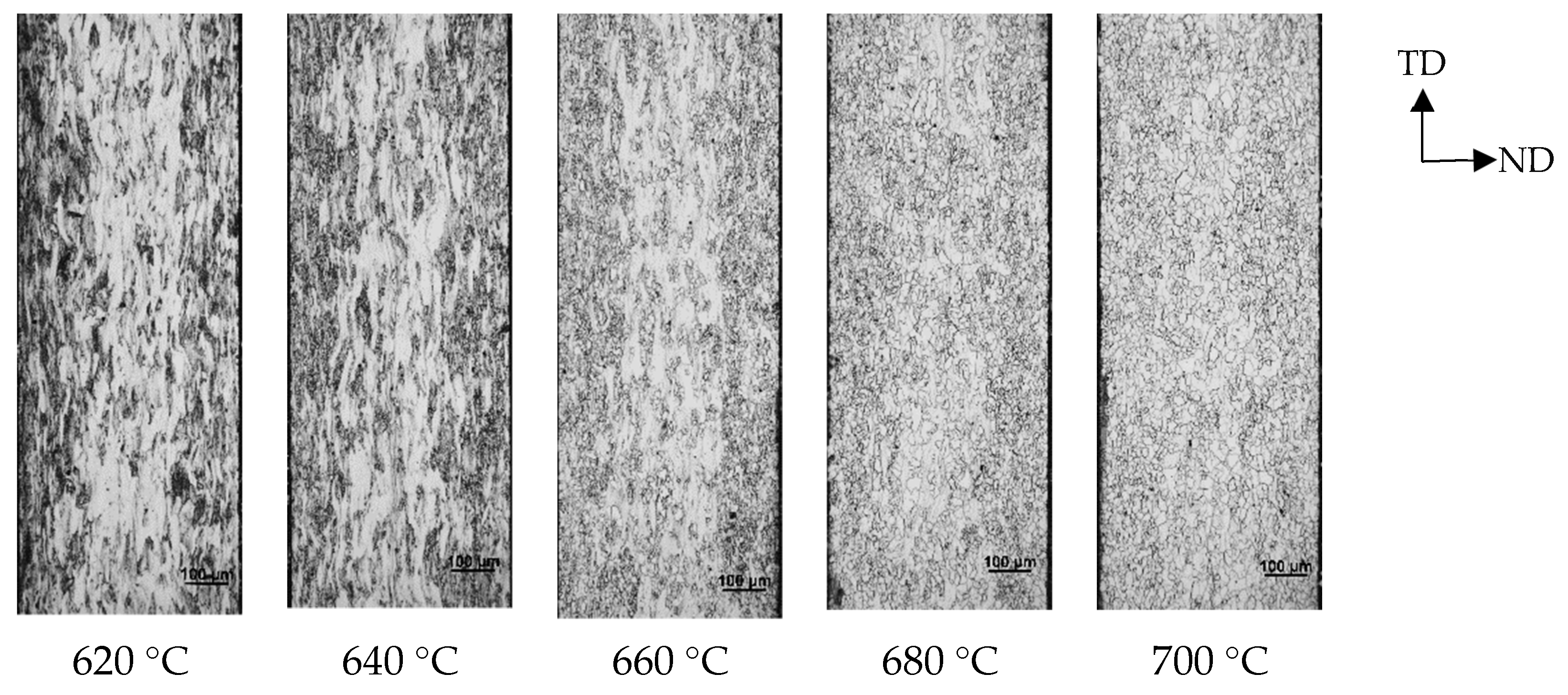
3.3. Microstructure and Texture Evolution during Grain Growth
3.4. α*-Fiber Texture Formation Mechanism
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- He, Z.Z.; Zhao, Y.; Luo, H.W. Electrical Steel; Metallurgical Industry Press: Beijing, China, 2012. [Google Scholar]
- Zhang, Z.G.; Wang, D.P. Texture and Magnetic Properties of Non-oriented Silicon Steel; Metallurgical Industry Press: Beijing, China, 2012. [Google Scholar]
- Mao, W.M.; Yang, P. Material Science Principle of Electrical Steel; Higher Education Press: Beijing, China, 2013. [Google Scholar]
- Jeong, W.C. Effect of hot-rolling temperature on microstructure and texture of an ultra-low carbon Ti-interstitial-free steel. Mater. Lett. 2008, 62, 91–94. [Google Scholar] [CrossRef]
- Sidor, J.J.; Verbeken, K.; Gomes, E.; Schneider, J.; Calvillo, P.R.; Kestens, L.A. Through process texture evolution and magnetic properties of high Si non-oriented electrical steels. Mater. Charact. 2012, 71, 49–57. [Google Scholar] [CrossRef]
- Takashima, M.; Komatsubara, M.; Morito, N. {001}<210> texture development by two-stage cold rolling method in non-oriented electrical steel. ISIJ Int. 1997, 37, 1263–1268. [Google Scholar] [CrossRef]
- Gutiérrez-CastaEda, E.J.; Salinas-Rodríguez, A. Effect of annealing prior to cold rolling on magnetic and mechanical properties of low carbon non-oriented electrical steels. J. Magn. Magn. Mater. 2011, 323, 2524–2530. [Google Scholar] [CrossRef]
- Jong-Tae, P.; Szpunar, J.A.; Sang, Y.C. Effect of Heating Rate on the Development of Annealing Texture in Nonoriented Electrical Steels. Trans. Iron Steel Inst. Jpn. 2007, 43, 1611–1614. [Google Scholar]
- Sidor, Y.; Kovac, F.; Kvackaj, T. Grain growth phenomena and heat transport in non-oriented electrical steels. Acta Mater. 2007, 55, 1711–1722. [Google Scholar] [CrossRef]
- de Campos, M.; Landgraf, F.J.G.; Falleiros, I.G.S.; Fronzaglia, G.C.; Kahn, H. Texture Evolution during the Processing of Electrical Steels with 0.5% Si and 1.25% Si. ISIJ Int. 2004, 44, 1733–1737. [Google Scholar] [CrossRef] [Green Version]
- Da, C.; Paolinelli, S.C. Effect of the Annealing Temperature on the Structure and Magnetic Properties of 2% Si Steel. Mater. Res. 2002, 254–255, 1–29. [Google Scholar]
- Dorothée, D.; Zaefferer, S.; Raabe, D. Retention of the Goss orientation between microbands during cold rolling of an Fe-3%Si single crystal. Acta Mater. 2007, 55, 2519–2530. [Google Scholar]
- Park, J.T.; Szpunar, J.A. Effect of initial grain size on texture evolution and magnetic properties in non-oriented electrical steels. J. Magn. Magn. Mater. 2009, 321, 1928–1932. [Google Scholar] [CrossRef]
- Liu, H.-T.; Li, H.-L.; Wang, H.; Liu, Y.; Gao, F.; An, L.-Z.; Zhao, S.-Q.; Liu, Z.-Y.; Wang, G.-D. Effects of initial microstructure and texture on microstructure, texture evolution and magnetic properties of non-oriented electrical steel. J. Magn. Magn. Mater. 2016, 406, 149–158. [Google Scholar] [CrossRef]
- Qiao, J.L.; Liu, L.; Guo, F.H.; Xiang, L.; Qiu, S.T.; Wang, H.J. Effect of hot band annealing on inclusions, texture, and magnetic properties of 2.97%Si-0.59% Al non-oriented silicon steel. IRONMAK STEELMAK 2020, 47, 22–30. [Google Scholar] [CrossRef]
- Lee, K.; Huh, M.; Lee, H.; Park, J.; Kim, J.; Shin, E.; Engler, O. Effect of hot band grain size on development of textures and magnetic properties in 2.0% Si non-oriented electrical steel sheet. J. Magn. Magn. Mater. 2015, 396, 53–64. [Google Scholar] [CrossRef]
- de CAMPOS, M.F.; Landgraf, F.J.; Takanohashi, R.; Chagas, F.C.; Falleiros, I.G.; Fronzaglia, G.C.; Kahn, H. Effect of the Hot Band Grain Size and Intermediate Annealing on the Deformation and Recrystallization Textures in Low Silicon Electrical Steels. ISIJ Int. 2004, 44, 591–597. [Google Scholar] [CrossRef] [Green Version]
- Van Houtte, P.; Li, S.; Seefeldt, M.; Delannay, L. Deformation texture prediction: From the Taylor model to the advanced Lamel model. Int. J. Plast. 2005, 21, 589–624. [Google Scholar] [CrossRef]
- Stojakovic, D.; Doherty, R.D.; Kalidindi, S.R.; Landgraf, F.J. Thermomechanical Processing for Recovery of Desired <001> Fiber Texture in Electric Motor Steels. Metall. Mater. Trans. A 2008, 39, 1738–1746. [Google Scholar] [CrossRef]
- Cheng, L.; Zhang, N.; Yang, P.; Mao, W.M. Retaining {100} texture from initial columnar grains in electrical steel. Scr. Mater. 2012, 67, 899–902. [Google Scholar] [CrossRef]
- Mehdi, M.; He, Y.; Hilinski, E.J.; Kestens, L.A.; Edrisy, A. The evolution of cube ({001}) texture in non-oriented electrical steel. Acta Mater. 2020, 185, 540–554. [Google Scholar] [CrossRef]
- Shan, N.; Liu, J.; Sha, Y.; Zhang, F.; Zuo, L. Development of Through-Thickness Cube Recrystallization Texture in Non-oriented Electrical Steels by Optimizing Nucleation Environment. Metall. Mater. Trans. A 2019, 50, 2486–2494. [Google Scholar] [CrossRef]
- Park, J.T.; Szpunar, J.A. Evolution of recrystallization texture in nonoriented electrical steels. Acta Mater. 2003, 51, 3037–3051. [Google Scholar] [CrossRef]
- Hyunwoo, M.; Hoe, H.N.; Yangmo, K. Development of Cube+Goss Texture in Electrical Steels and their Magnetic Properties. ISIJ Int. 2018, 58, 765–768. [Google Scholar]
- Nguyen-Minh, T.; Sidor, J.J.; Petrov, R.H.; Kestens, L.A.I. Occurrence of shear bands in rotated Goss({110}<110>) orientations of metals with bcc crystal structure. Scr. Mater. 2012, 67, 935–938. [Google Scholar] [CrossRef]
- Qin, J.; Yang, J.; Zhang, Y.; Zhou, Q.; Cao, Y. Strong {100}<012>-{411<148> recrystallization textures in heavily hot-rolled non-oriented electrical steels. Mater. Lett. 2020, 259, 126844.1–126844.6. [Google Scholar] [CrossRef]
- Gobernado, P.; Petrov, R.; Kestens, L. Recrystallized {311}<136> orientation in ferrite steels. Scr. Mater. 2012, 66, 623–626. [Google Scholar] [CrossRef]
- Sanjari, M.; He, Y.; Hilinski, E.J.; Yue, S.; Kestens, L.A. Development of the {113}<uvw> texture during the annealing of a skew cold rolled non-oriented electrical steel. Scr. Mater. 2016, 124, 179–183. [Google Scholar] [CrossRef]
- Qiao, J.L.; Liu, C.X.; Guo, F.H.; Xiang, L.; Qiu, S.T.; Wang, H.J. Effect of recrystallization annealing temperature on texture and magnetic properties of 2.97% Si non-oriented silicon steel. Metall. Res. Technol. 2019, 116, 412–418. [Google Scholar] [CrossRef]
- Marco, A.D.C.; Sebastião, C.P. Effect of the annealing temperature on the structure and magnetic properties of 3% Si non-oriented steel. J. Magn. Magn. Mater. 2003, 254–255, 379–381. [Google Scholar]
- Paolinelli, S.C.; Cunha, M.A.D. Effect of stress relief annealing temperature and atmosphere on the magnetic properties of silicon steel. J. Magn. Magn. Mater. 2006, 304, 599–601. [Google Scholar] [CrossRef]
- Xiong, X.; Hu, S.; Dang, N.; Hu, K. Effect of stress-relief annealing on microstructure, texture and hysteresis curve of mechanically cut non-oriented Fe-Si steel. Mater. Charact. 2017, 132, 239–247. [Google Scholar] [CrossRef]
- Jiao, H.; Xiong, W.; Yang, J.; Zhang, Y.; Fang, F.; Li, C.; Cao, G.; Xu, Y.; Yu, Y. Role of Annealing Time in Thin-Gauge Non-oriented Silicon Steels Processed by Strip Casting. In Advances in Materials Processing, Lecture Notes in Mechanical Engineering; Springer: Berlin/Heidelberg, Germany, 2017; pp. 325–334. [Google Scholar]
- Wu, S.Y.; Lin, C.H.; Hsu, W.C.; Chang, L.; Sun, P.L.; Kao, P.W. Effect of Heating Rate on the Development of Annealing Texture in a 1.09 wt.% Si Non-oriented Electrical Steel. ISIJ Int. 2016, 56, 326–334. [Google Scholar] [CrossRef] [Green Version]
- Li, J.J.; Yue, E.B.; Wang, L.T.; Zhu, T.; Zhao, P. Effects of Main Processes on Microstructure, Precipitates and Magnetic Properties of Low Carbon and Low Silicon Non-oriented Silicon Steel Produced by CSP Process. J. Iron Steel Res. 2010, 22, 59–63. [Google Scholar]
- Xiang, L.; Yue, E.B.; Fan, D.D.; Qiu, S.T.; Zhao, P. Calculation of AIN and MnS Precipitation in Non-Oriented Electrical Steel Produced by CSP Process. J. Iron Steel Res. (Int.) 2008, 15, 88–94. [Google Scholar] [CrossRef]
- Zhu, T.; Shi, L.F.; Dong, M.; Feng, H.; Chen, Q.A. Comparative Analysis of the Effect of Microstructure and Texture on Magnetic Properties of Non-oriented Electrical Steel Produced by CSP and Traditional Process. J. Iron Steel Res. 2009, 11, 35–39. [Google Scholar]
- Tang, W.; Xiang, L.; Qiu, S.T.; Wang, J.J. Texture Evolution of 50W270 High Grade Non-oriented Silicon Steel Produced by CSP Process. J. Beijing Univ. Sci. Technol. 2014, 9, 1189–1194. [Google Scholar]
- Fan, L.F.; Yue, E.B.; Xiang, L.; Qiu, S.T. Microstructure and Inclusions of High Grade Non-oriented Electrical Steel Produced by CSP Process. J. Iron Steel Res. 2008, 1, 32–36. [Google Scholar]
- Rong, Z.; Ma, L. Texture Analysis of Corrugated Defects in the Trial Production of High-grade Non-oriented Silicon Steel by CSP Process. Hot Work. Process 2015, 44, 1–5. [Google Scholar]
- Gobernado, P.; Petrov, R.; Ruiz, D.; Leunis, E.; Kestens, L.A.I. Texture Evolution in Si-Alloyed Ultra Low-Carbon Steels after Severe Plastic Deformation. Adv. Eng. Mater. 2010, 12, 1077–1081. [Google Scholar] [CrossRef]
- Sha, Y.; Sun, C.; Zhang, F.; Patel, D.; Chen, X.; Kalidindi, S.; Zuo, L. Strong cube recrystallization texture in silicon steel by twin-roll casting process. Acta Mater. 2014, 76, 106–117. [Google Scholar] [CrossRef]
- Abe, M.; Kokabu, Y.; Hayashi, Y.; Hayami, S. Effect of Grain Boundaries on the Cold Rolling and Annealing Textures of Pure Iron. Trans. Jpn. Inst. Met. 2007, 23, 718–725. [Google Scholar] [CrossRef] [Green Version]
- Homma, H.; Nakamura, S.; Yoshinaga, N. On {hll}<1/h12> the Recrystallization Texture of Heavily Cold Rolled BCC Steel. Mater. Sci. Forum 2004, 467–470, 269–274. [Google Scholar] [CrossRef]
- Dillamore, I.L.; Katoh, H. A Comparison of the Observed and Predicted Deformation Textures in Cubic Metals. Met. Sci. 1974, 8, 21–27. [Google Scholar] [CrossRef]
- Walter, J.L.; Koch, E.F. Electron microscope study of the structures of cold-rolled and annealed (100)[001] crystals of high-purity silicon-iron. Acta Metall. 1962, 10, 1059–1075. [Google Scholar] [CrossRef]
- Sandstrom, R. On recovery of dislocations in subgrains and subgrain coalescence. Acta Metall. 1977, 25, 897–904. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | P | S | Al | N | Cu | Ti |
|---|---|---|---|---|---|---|---|---|---|
| Content | 0.0028 | 0.65 | 0.25 | 0.075 | 0.0038 | 0.30 | 0.0035 | 0.031 | 0.0029 |
| Composition deviation | ±0.0002 | ±0.01 | ±0.01 | ±0.005 | ±0.0002 | ±0.01 | ±0.0002 | ±0.005 | ±0.0002 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cong, J.-Q.; Guo, F.-H.; Qiao, J.-L.; Qiu, S.-T.; Wang, H.-J. Texture Evolution during Recrystallization and Grain Growth in Non-Oriented Electrical Steel Produced by Compact Strip Production Process. Materials 2022, 15, 197. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15010197
Cong J-Q, Guo F-H, Qiao J-L, Qiu S-T, Wang H-J. Texture Evolution during Recrystallization and Grain Growth in Non-Oriented Electrical Steel Produced by Compact Strip Production Process. Materials. 2022; 15(1):197. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15010197
Chicago/Turabian StyleCong, Jun-Qiang, Fei-Hu Guo, Jia-Long Qiao, Sheng-Tao Qiu, and Hai-Jun Wang. 2022. "Texture Evolution during Recrystallization and Grain Growth in Non-Oriented Electrical Steel Produced by Compact Strip Production Process" Materials 15, no. 1: 197. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15010197