
The Use of Brewer’s Spent Grain after Beer Production for Energy Purposes

 , , ,
, , ,  ,
,  ,
,  ,
,  and
and
Abstract
:1. Introduction
2. Literature Review
2.1. Beer Production and Biomass Left over from Beer Production
2.2. Directions of Brewer’s Spent Grain (BSG) Use
2.3. Generation of Energy from Brewer’s Spent Grain (BSG)
2.3.1. Biogas Production
2.3.2. Production of Bioethanol
2.3.3. Thermochemical Conversion
3. Goal and Scope
- Examination of the composition of BSG (content of moisture, ash, and organic matter);
- Determination of the calorific value of BSG with the calorimetric method.
4. Methodology and Research Objects
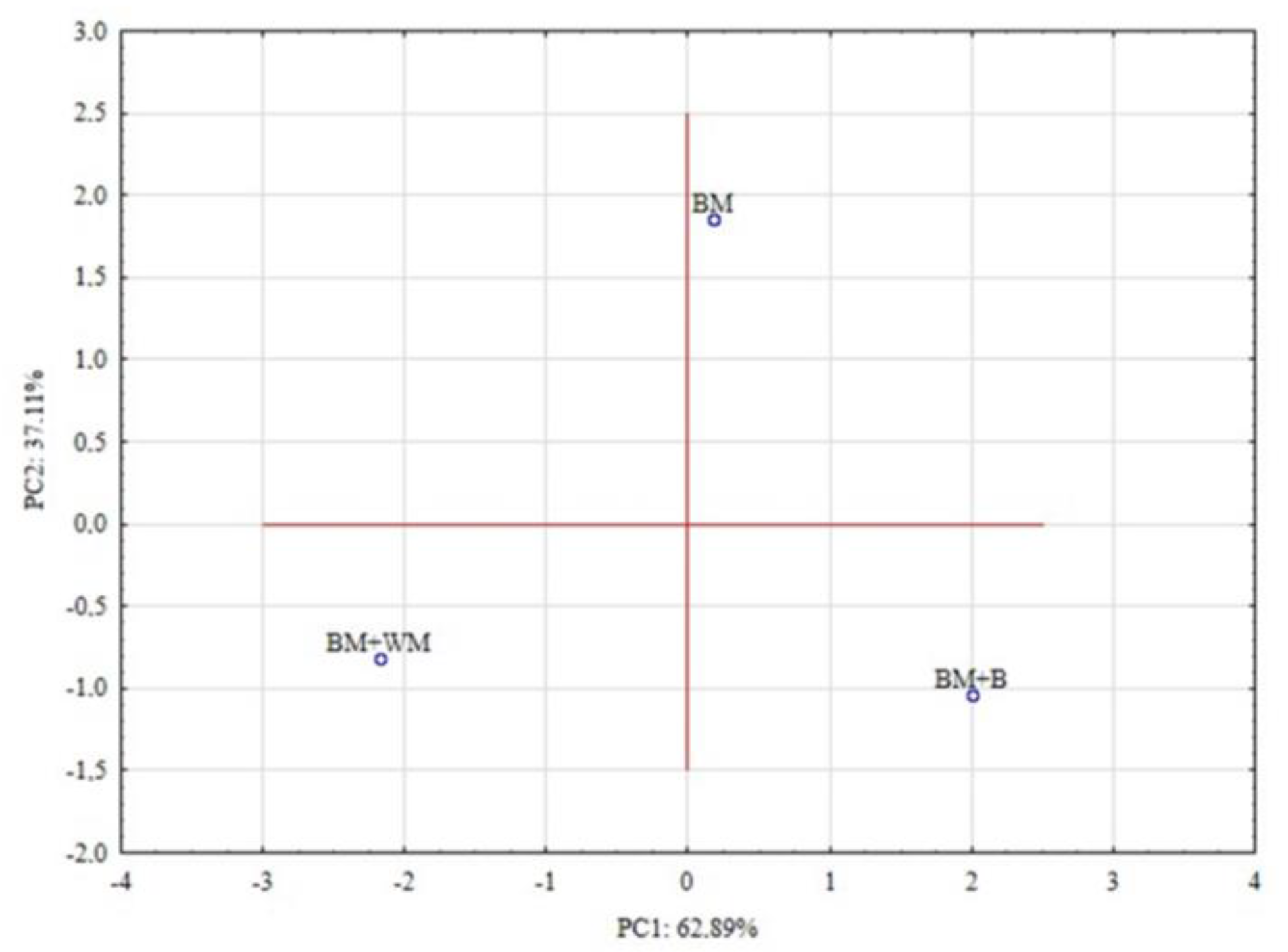
4.1. Description of Samples
- BSG from barley malt (BM) (100%); sample labelled BM;
- BSG from barley malt (BM) with the addition of hulled barley (B) (unmalted ingredient—up to 45%); sample labelled BM + B;
- BSG from barley malt (BM) and wheat malt (WM) (minimum 50%); sample labelled BM + WM.
4.2. Methodology
4.2.1. Determination of Ash Content
4.2.2. Determination of Moisture Content
4.2.3. Calculation of Organic Matter Content
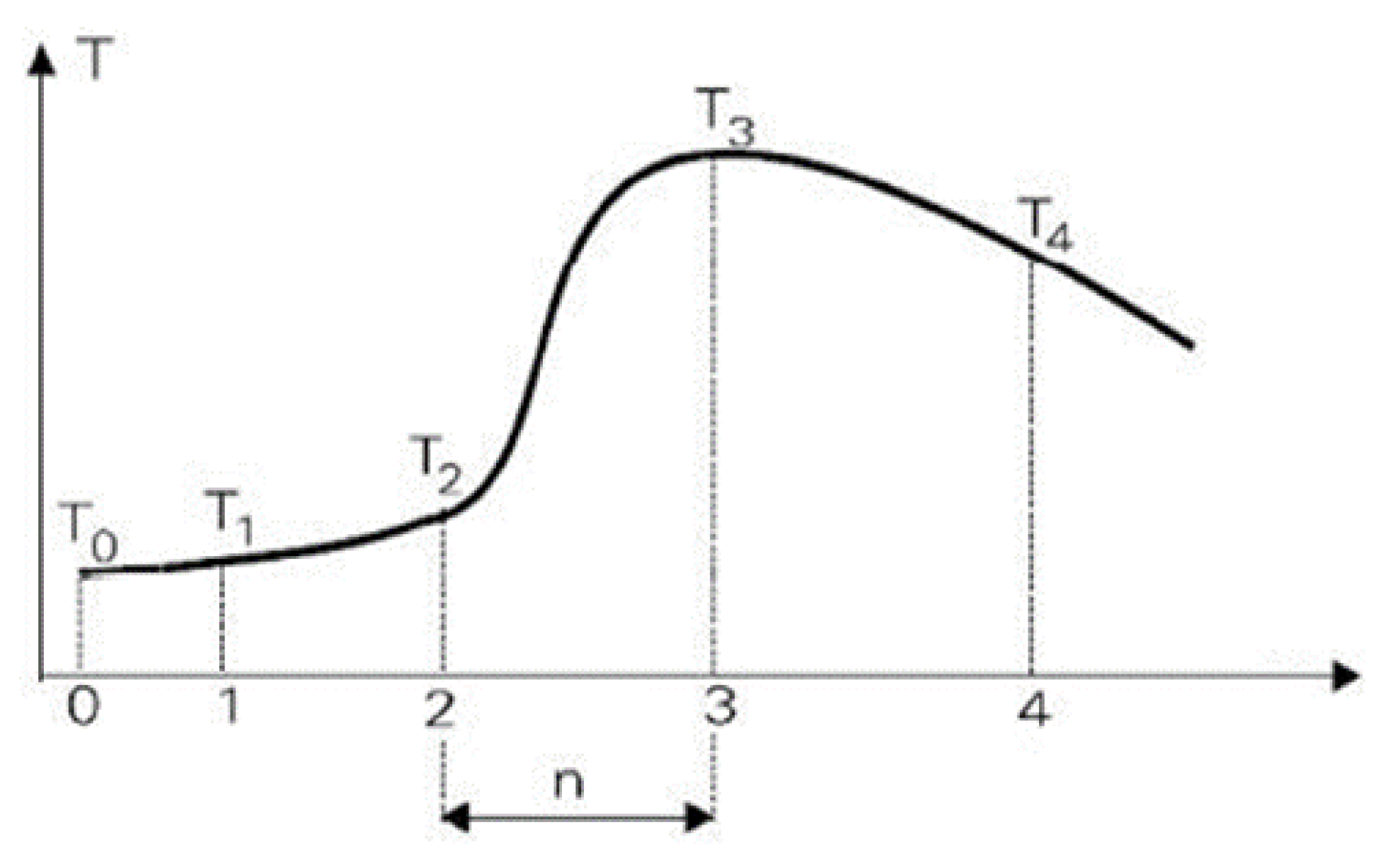
4.2.4. Determination of Heat of Combustion and Calculation of Calorific Value
- Switching on the device and stabilisation of the temperature inside the calorimeter;
- Recording the initial temperature T1 and measurement of temperature in regular time intervals (every 5 min);
- Recording temperature T2 and ignition of the sample in the calorimeter bomb as well as the measurement of time of combustion of the sample to the maximum temperature of water T3;
- Recording the maximum temperature T3 and further measurement of the temperature in regular intervals of time (every 5 min);
- Recording temperature T4, performing computations to obtain the heat of combustion and the calorific value of the examined sample with the use of computer software integrated with the calorimeter, then turning off the device.


4.2.5. Determination of Volatile Matter Content
4.2.6. Calculation of Fixed Carbon Content
4.2.7. Statistical Analysis
5. Results
5.1. Chemical Composition of Spent Grain
5.2. Energy Properties of Spent Grain
6. Discussion
6.1. Composition of Spent Grain
6.2. Dried Spent Grain
6.3. Fuel Properties
7. Summary and Conclusions
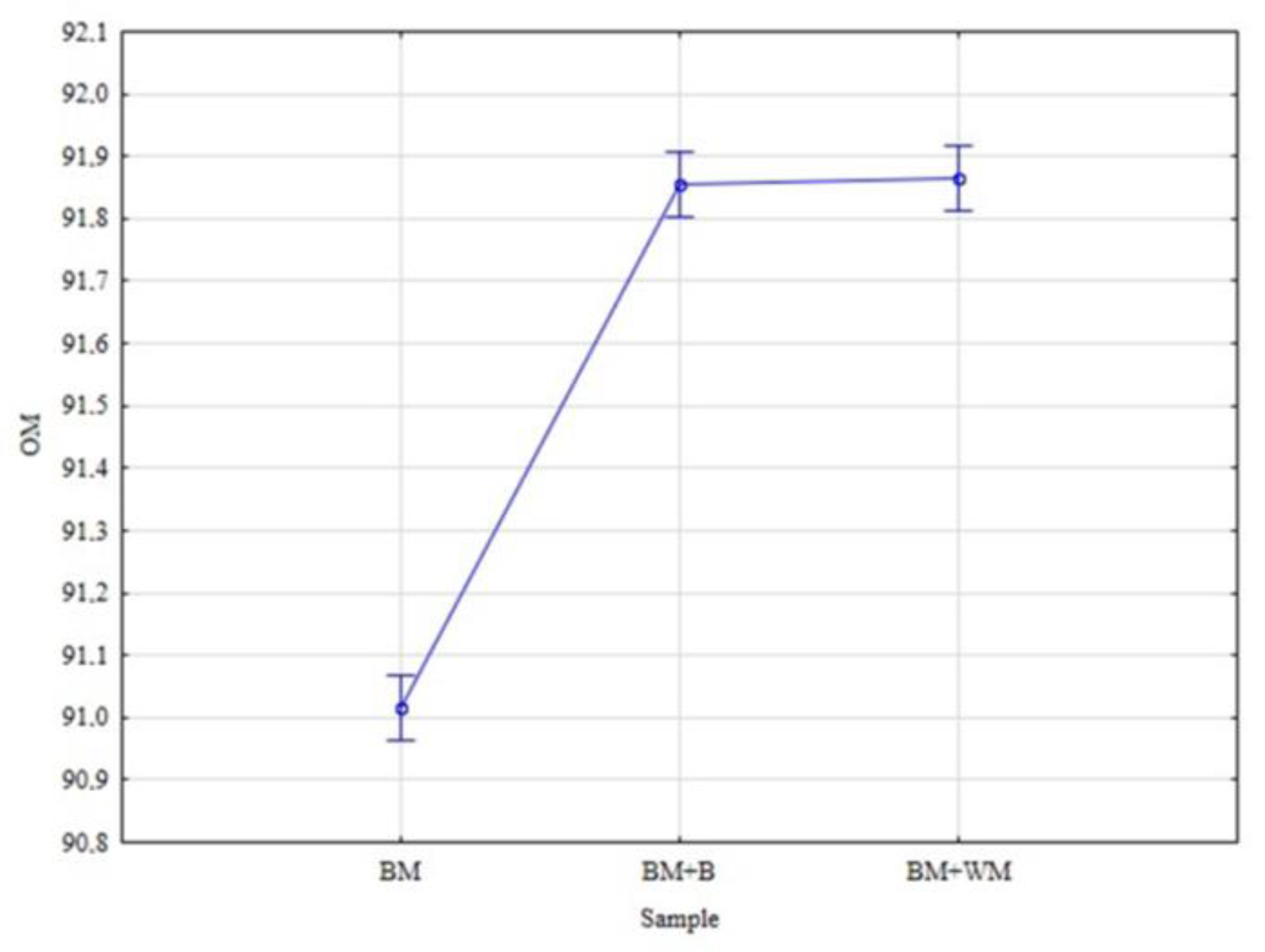
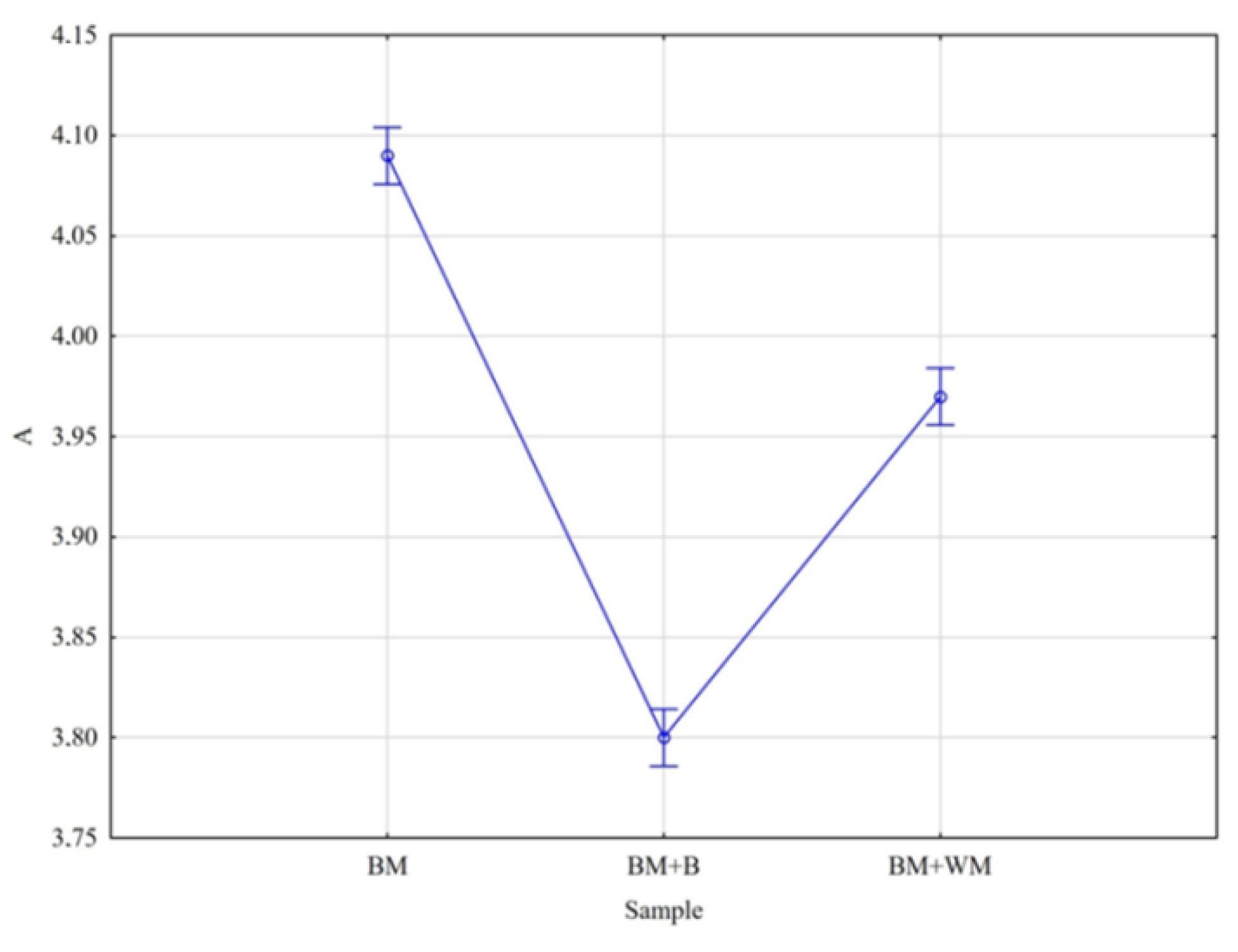
- Ash content determined in the examined samples of dry spent grain was similar (approx. 3.8–4.1%). No differences between the examined samples of spent grain were observed regarding organic substance content (approx. 91.0–91.9%);
- Volatile matter content in dry spent grain was similar for all the analysed samples and ranged from 77.6 to 78.7%;
- Dried spent grain from barley and wheat malt had the highest heat of combustion—approx. 17.49 MJ/kg, and dried barley malt with the addition of barley had the lowest heat of combustion—approx. 17.27 MJ/kg (the difference was approx. 0.22 MJ/kg);
- BSG, both wet and dry with different ingredient inputs, demonstrated extremely similar parameters significant for the calorific value of this raw material. The calorific value determined for dry spent grain was extremely similar and ranged between approx. 15.63 and 15.86 MJ/kg. The obtained values were comparable to the calorific value of peat and other types of biomass, e.g., cereal grain, rape and barley straw, or wood dust.
- The estimated calorific value for the examined samples (approx. 1.42–2.01 MJ/kg) indicated that it is necessary to dewater biomass to improve its energy properties;
- In practice, pre-treatment of brewer’s spent grain involves mechanical pressing or convective drying of biomass to lower the moisture to a certain level, which makes its combustion in biomass boilers or other similar devices possible. Following mechanical pre-treatment or enzymatic hydrolysis, brewer’s spent grain is used for the production of biogas and bioethanol in numerous countries. Moreover, its availability and low cost make this type of biomass promising as a raw material to obtain energy from renewable resources.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- GUS: Produkcja Piwa Spadła o 4.1% r/r, Wódki Spadła o 7.7% w 2020 Roku. Available online: https://inwestycje.pl/gospodarka/produkcja-piwa-spadla-o-41-r-r-wodki-spadla-o-77-w-2020 (accessed on 28 December 2021).
- Kunze, W. Technologia Piwa i Słodu; Piwochmiel Sp. Z O.O.: Warszawa, Poland, 1999. [Google Scholar]
- Weger, A.; Jung, R.; Stenzel, F.; Hornung, A. Optimized Energetic Usage of Brewers’ Spent Grains. Chem. Eng. Technol 2017, 40, 306–312. [Google Scholar] [CrossRef]
- Zanker, G.; Kepplinger, W.L. Utilization of brewer’s grains within a brewery complex. Brauwelt Int. 2003, 21, 162–165. [Google Scholar]
- Lynch, K.M.; Steffen, E.J.; Arendt, E.K. Brewers’ spent grain: A review with an emphasis on food and health. J. Inst. Brew. 2016, 122, 553–568. [Google Scholar] [CrossRef]
- Yermakov, S.; Hutsol, T.; Slobodian, S.; Komarnitskyi, S.; Tysh, M. Possibility of using automation tools for planting of the energy willow cuttings. In Renewable Energy Sources: Engineering, Technology, Innovation; Springer: Cham, Switzerland, 2018; pp. 419–429. [Google Scholar] [CrossRef]
- W 2016, r. Wzrosło Spożycie per Capita Piwa, Spadło Wina i Miodów, a Wódki Bez Zmian. Available online: http://www.portalspozywczy.pl/ (accessed on 21 November 2019).
- Stowarzyszenie Regionalnych Browarów Polskich (SRBP). Kodeks Dobrego Piwa. Próba Stworzenia Systemu Certyfikacji Piw Wysokiej Jakości. Przem. Ferm. Owoc. Warz. 2016, 60, 6–8. [Google Scholar]
- Adrjanowicz, E.; Janczar, M.; Pietkiewicz, J. Kierunki zagospodarowania odpadów przemysłu piwowarskiego. Przemysł Fermentacyjny Owocowo-Warzywny 1999, 43, 13–16. [Google Scholar]
- Bruijn, P.J.M.; Noordman, T.R.; Deurinck, P.C.; Grass, S. Environmentally sustainable alternative uses for brewery by-products. In Proceeding of the 28th EBC Congress: Budapest 2001, Budapest, Hungary, 12–17 May 2001; p. 105. [Google Scholar]
- Kumider, J. Niektóre problemy racjonalnego wykorzystania odpadów powstających podczas otrzymywania produktów pochodzenia fermentacyjnego (2). Przem. Ferm. Owoc. Warz. 1997, 41, 11–12. [Google Scholar]
- Jackowski, M.; Niedźwiecki, Ł.; Jagiełło, K.; Uchańska, O.; Trusek, A. Brewer’s Spent Grains—Valuable Beer Industry By-Product. Biomolecules 2020, 10, 1669. [Google Scholar] [CrossRef]
- Pazera, T.; Rzemieniuk, T. Browarnictwo; Wyd. Szkolne i Pedagogiczne: Warszawa, Poland, 1998. [Google Scholar]
- Petkov, K. Produkty Uboczne Przemysłu Browarniczego. In Żywienie Zwierząt i Paszoznawstwo Tom 3; Jamroz, D., Podkówka, W., Chachułowa, J., Eds.; Praca zbiorowa pod red; Wyd. PWN: Warszawa, Poland, 2001; pp. 274–277. [Google Scholar]
- Aliyu, S.; Bala, M. Brewer’s spent grain: A review of its potentials and applications. Afr. J. Biotechnol. 2011, 10, 324–331. [Google Scholar] [CrossRef]
- Mussatto, S.I.; Fernandes, M.; Dragone, G.; Mancilha, I.M.; Roberto, I.C. Brewer’s spent grain as raw material for lactic acid production by Lactobacillus delbruckii. Biotechnol. Lett. 2007, 29, 1973–1976. [Google Scholar] [CrossRef]
- Cooray, S.T.; Lee, J.J.L.; Chen, W.N. Evaluation of brewers’ spent grain as a novel media for yeast growth. AMB Expr. 2017, 7, 1–10. [Google Scholar] [CrossRef]
- Russ, W.; Mörtel, H.; Meyer-Pittoff, R. Application of spent grain to increase porosity in bricks. Construct. Build. Mater. 2005, 19, 117–126. [Google Scholar] [CrossRef]
- Liñán-Montes, A.; Parra-Arciniega, S.M.; Garza-González, M.T.; García-Reyes, R.B.; Soto-Regalado, E.; Cerino-Córdova, F.J. Characterization and thermal analysis of agave bagasse and malt spent grain. J. Therm. Anal. Calorim. 2014, 115, 751–758. [Google Scholar] [CrossRef]
- Coronado, M.A.; Montero, G.; Montes, D.G.; Valdez-Salas, B.; Ayala, J.R.; García, C.; Carrillo, M.; León, J.A.; Moreno, A. Physicochemical Characterization and SEM-EDX Analysis of Brewer’s Spent Grain from the Craft Brewery Industry. Sustainability 2020, 12, 7744. [Google Scholar] [CrossRef]
- Arranz, J.I.; Sepúlveda, F.J.; Montero, I.; Romero, P.; Miranda, M.T. Feasibility Analysis of Brewers’ Spent Grain for Energy Use: Waste and Experimental Pellets. Appl. Sci. 2021, 11, 2740. [Google Scholar] [CrossRef]
- Kosakowski, W.; Bryszewska, M.A.; Dziugan, P. Biochars from Post-Production Biomass and Waste from Wood Management: Analysis of Carbonization Products. Materials 2020, 13, 4971. [Google Scholar] [CrossRef]
- Bieniek, A.; Jerzak, W.; Sieradzka, M.; Mika, Ł.; Sztekler, K.; Magdziarz, A. Intermediate Pyrolysis of Brewer’s Spent Grain: Impact of Gas Atmosphere. Energies 2022, 15, 2491. [Google Scholar] [CrossRef]
- Lewicki, A.; Dach, J.; Janczak, D.; Czekała, W.; Rodríguez Carmona, P.C. Dynamic of methane fermentation process and retention time for different agricultural substrates. J. Res. Appl. Agric. Eng. 2013, 58, 98–102. [Google Scholar]
- Kupryś-Caruk, M. Przemysł rolno-spożywczy źródłem substratów do produkcji biogazu. Postępy Nauki i Technologii Przemysłu Rolno-Spożywczego 2017, 72, 69–85. [Google Scholar]
- Ezekoye, V.; Ezekoye, B.; Ofomatah, A.; Onah, D.; Offor, P. Biodegradatoin with heterogeneous catalyst in the production of biogas from wastes, rice husk and spent grains. Int. J. Phys. Sci. 2016, 11, 50–59. [Google Scholar] [CrossRef] [Green Version]
- Mussatto, S.I. Brewer’s spent grain: A valuable feedstock for industrial applications. J. Sci. Food Agric. 2014, 94, 1264–1275. [Google Scholar] [CrossRef] [Green Version]
- Dziedzic, K.; Mudryk, K.; Hutsol, T.; Dziedzic, B. Impact of Grinding Coconut Shell and Agglomeration Pressure on Quality Parameters of Briquette. Ph.D. Thesis, Cracow University of Economics, Cracow, Poland, 2018; pp. 1884–1889. [Google Scholar]
- Čater, M.; Fanedl, L.; Malovrh, Š.; Marinšek Logar, R. Biogas production from brewery spent grain enhanced by bioaugmentation with hydrolytic anaerobic bacteria. Bioresour. Technol. 2015, 186, 261–269. [Google Scholar] [CrossRef] [PubMed]
- Agarwal, M.; Dinker, A. Application of consolidate enzymatic system of Fusarium and Saccharomyces to enhance the production of ethanol from spent grain. J. Renew. Sustain. Energy 2013, 5, 053112. [Google Scholar] [CrossRef]
- Wilkinson, S.; Smart, K.A.; Cook, D.J.A. Comparison of Dilute Acid- and Alkali-Catalyzed Hydrothermal Pretreatments for Bioethanol Production from Brewers’ Spent Grains. J. Am. Soc. Brew. Chem. 2014, 72, 143–153. [Google Scholar] [CrossRef]
- Wilkinson, S.; Smart, K.A.; James, S.; Cook, D.J. Bioethanol Production from Brewers Spent Grains Using a Fungal Consolidated Bioprocessing (CBP) Approach. Bioenerg. Res. 2016, 10, 146–157. [Google Scholar] [CrossRef] [Green Version]
- Manyuchi, M.M.; Frank, R. Techno-economic feasibility of using sorghum brewers spent grain to generale one megawatt of electricity using direct combustion technology. In Proceedings of the 47th Ghana Institution of Engineers (GhIE) Annual Conference, Accra, Ghana, 29–30 March 2016; pp. 45–51. [Google Scholar]
- Mahmood, A.S.N.; Brammer, J.G.; Hornung, A.; Steele, A.; Poulston, S. The intermediate pyrolysis and catalytic steam reforming of brewers spent grain. J. Anal. Appl. Pyrol. 2013, 103, 328–342. [Google Scholar] [CrossRef] [Green Version]
- Ren, J.; Liu, Y.-L.; Zhao, X.-Y.; Cao, J.-P. Biomass thermochemical conversion: A review on tar elimination from biomass catalytic gasification. J. Energy Inst. 2020, 93, 1083–1098. [Google Scholar] [CrossRef]
- PN-EN ISO 18122:2016-01; Solid Biofuels—Determination of Ash Content. ISO: Geneva, Switzerland, 2016.
- 37PN-EN ISO 18134-3:2015-11; Solid Biofuels—Determination of Moisture Content—Oven Dry—Part 3: Moisture in General Analysis Sample. ISO: Geneva, Switzerland, 2015.
- PN-EN ISO 1928:2020-05; Solid Mineral Fuels—Determination of Gross Calorific Value by the Bomb Calorimetric Metod and Calculation of Net Calorific Value. ISO: Geneva, Switzerland, 2020.
- Cybulska, J.; Pająk, J.; Zielińska, K.; Baca, E.; Karaś, J. Wpływ inokulantów na jakość kiszonek z młóta browarnego oraz rozkład w żwaczu suchej masy, białka ogólnego i substancji organicznej. Ann. Warsaw Univ. of Life Sci.-SGGW, Anim. Sci. Anim. Sci. 2004, 41, 26–30. [Google Scholar]
- Żabiński, A.; Sadowska, U.; Wcisło, G. Ciepło spalania ziarniaków zbóż o obniżonych cechach jakościowych. Inżynieria Rolnicza 2012, 2, 353–359. [Google Scholar]
- Anshariah; Imran, A.M.; Widodo, S.; Irvan, U.R. Correlation of fixed carbon content of calorific value of South Sulawesi Coal, Indonesia. IOP Conf. Ser. Earth Environ. Sci. 2020, 473, 012106. [Google Scholar] [CrossRef]
- Głowacka, A.; Zych, M.; Żołnierczuk, J. Środowiskowe i ekonomiczne skutki wykorzystania ziarna owsa na cele energetyczne. Inżynieria Ekologiczna 2016, 49, 117–123. [Google Scholar] [CrossRef] [Green Version]
- Mółka, J.; Łapczyńska-Kordon, B. Właściwości energetyczne wybranych gatunków biomasy. Inżynieria Rolnicza 2011, 6, 141–147. [Google Scholar]
- Niedziółka, I.; Zuchniarz, A. Analiza energetyczna wybranych rodzajów biomasy pochodzenia roślinnego. Motor. Energ. Rol. 2006, 8A, 232–237. [Google Scholar]
- Aniszewska, M.; Gendek, A. Porównanie ciepła spalania i wartości opałowej szyszek wybranych gatunków drzew leśnych. Leśne Prace Badawcze 2014, 75, 231–236. [Google Scholar]
- Kaszkowiak, E.; Kaszkowiak, J. Energetyczne wykorzystanie ziarna owsa i jęczmienia jarego. Inżynieria Aparatura Chemiczna 2010, 49, 57–58. [Google Scholar]
- Porowski, R. Analiza metod określania ciepła spalania i wartości opałowej paliw. Zeszyty Naukowe SGSP/Szkoła Główna Służby Pożarniczej 2016, 59, 45–70. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Type of Wet Brewer’s Spent Grain (BSG) | ||
|---|---|---|---|
| BM | BM + B | BM + WM | |
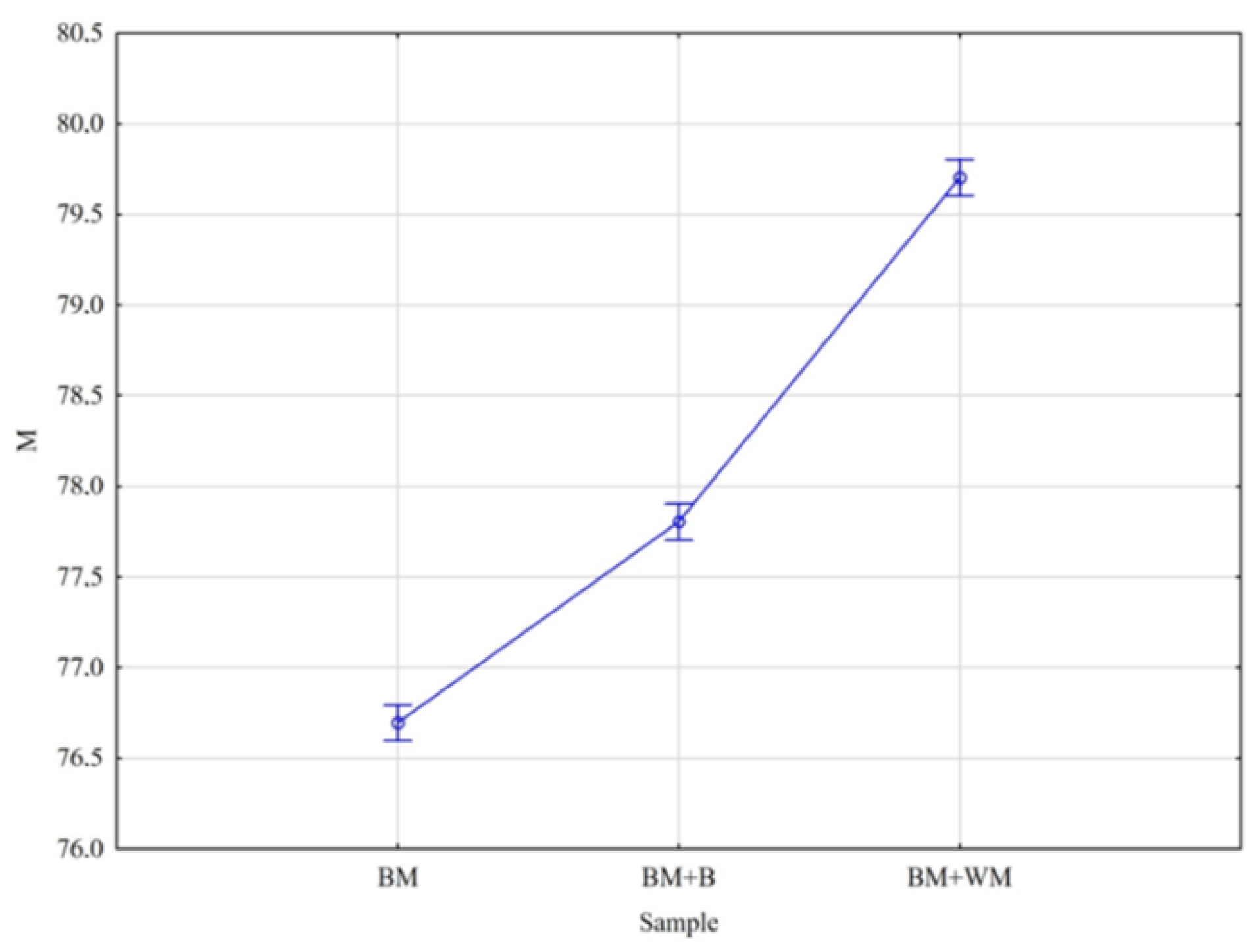
| Moisture, % | 79.70 ± 0.08 | 77.81 ± 0.11 | 79.71 ± 0.21 |
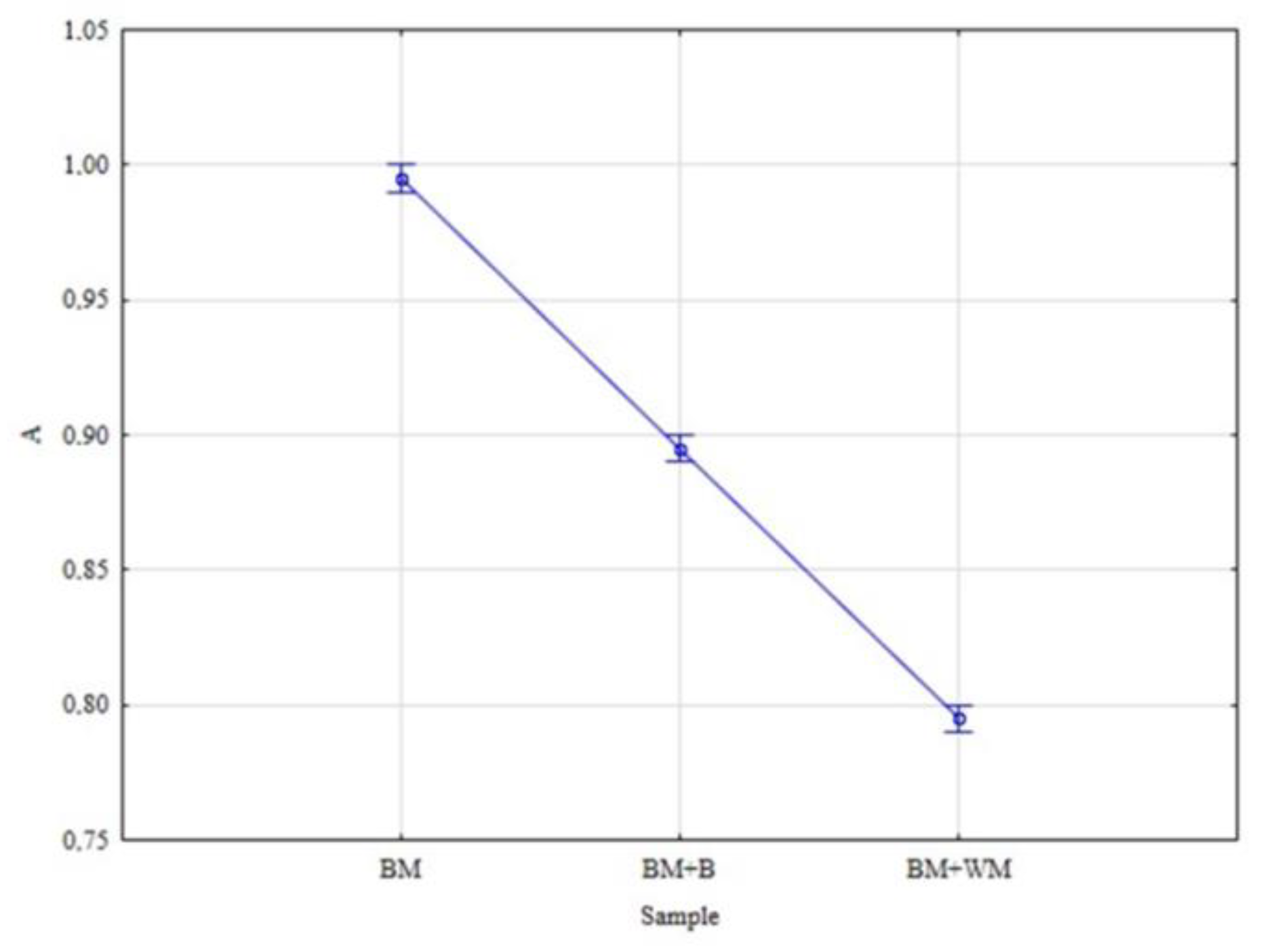
| Total ash, % | 1.00 ±0.01 | 0.90 ± 0.01 | 0.80 ± 0.01 |
| Parameters | Type of Dry Brewer’s Spent Grain (BSG) | ||
|---|---|---|---|
| BM | BM + B | BM + WM | |
| Moisture, % | 4.90 ± 0.02 | 4.35 ± 0.11 | 4.17 ± 0.05 |
| Total ash, % | 4.09 ± 0.01 | 3.80 ± 0.01 | 3.97 ± 0.03 |
| Heat Properties Parameters | Type of Brewer’s Spent Grain (BSG) | ||
|---|---|---|---|
| BM | BM + B | BM + WM | |
| Organic matter, % | 91.02 ± 0.04 | 91.86 ± 0.12 | 91.87 ± 0.2 |
| Volatile matter, % | 77.70 ± 1.41 | 77.60 ± 1.27 | 78.70 ± 0.28 |
| Fixed carbon, % | 13.22 ± 1.38 | 14.26 ± 1.15 | 13.17 ± 0.26 |
| Heat of combustion, MJ/kg | 17.38 ± 0.31 | 17.27 ± 0.22 | 17.49 ± 0.19 |
| Calorific value, MJ/kg | 15.73 ± 0.36 | 15.63 ± 0.37 | 15.86 ± 0.40 |
| Calorific value of wet spent grain, MJ/kg | 2.01 | 1.76 | 1.42 |
| Variable | PC1 | PC2 |
|---|---|---|
| M | −0.67854 | −0.73456 |
| A | −0.52356 | 0.851988 |
| OM | −0.08195 | −0.99664 |
| VM | −0.9325 | −0.36117 |
| FC | 0.892429 | −0.45119 |
| HC | −0.99742 | 0.071727 |
| CV | −0.99999 | −0.00338 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Głowacki, S.; Salamon, A.; Sojak, M.; Tulej, W.; Bryś, A.; Hutsol, T.; Salamon, M.; Kukharets, S.; Janaszek-Mańkowska, M. The Use of Brewer’s Spent Grain after Beer Production for Energy Purposes. Materials 2022, 15, 3703. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15103703
Głowacki S, Salamon A, Sojak M, Tulej W, Bryś A, Hutsol T, Salamon M, Kukharets S, Janaszek-Mańkowska M. The Use of Brewer’s Spent Grain after Beer Production for Energy Purposes. Materials. 2022; 15(10):3703. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15103703
Chicago/Turabian StyleGłowacki, Szymon, Agnieszka Salamon, Mariusz Sojak, Weronika Tulej, Andrzej Bryś, Taras Hutsol, Marek Salamon, Savelii Kukharets, and Monika Janaszek-Mańkowska. 2022. "The Use of Brewer’s Spent Grain after Beer Production for Energy Purposes" Materials 15, no. 10: 3703. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15103703