
Investigation on the Basic Characteristics of Semi-Fixed Abrasive Grains Polishing Technique for Polishing Sapphire (α-Al2O3)

Abstract
:1. Introduction
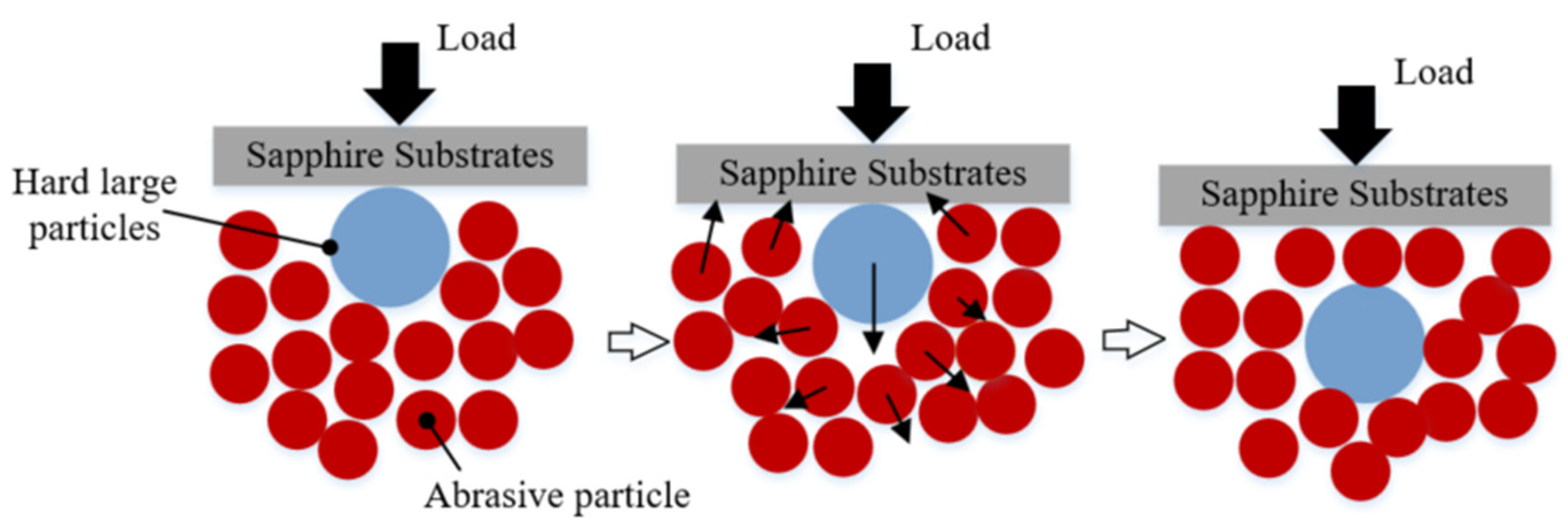
2. Polishing Principle
3. Processing Condition
3.1. Experimental Setup
3.2. Experimental Conditions
4. Result and Discussion
4.1. Weight Analysis
4.2. Polishing Tool
4.3. Polishing Performance
5. Conclusions
- (1)
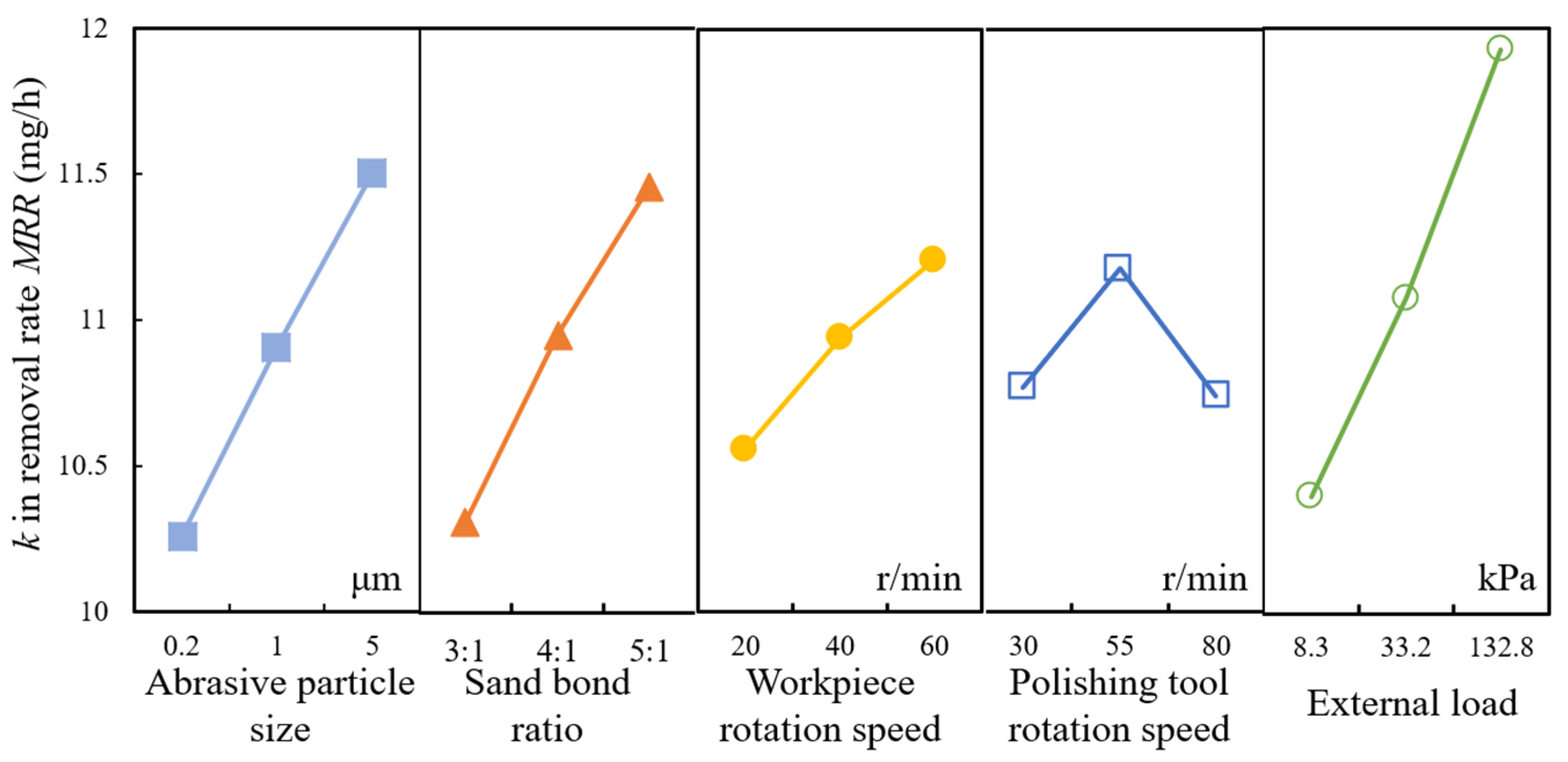
- External load affects the surface roughness and material removal rate the most, then the abrasive particle size, sand bond ratio, revolution speed of workpiece and polishing tool. The optimized polishing conditions are when the particle size is 200 nm, the sand bond ratio is 5:1, the revolution speed of workpiece is 60 r/min, the revolution speed of polishing tool is 55 r/min and external load is 132.8 kPa, when surface quality was required. However, once the material removal efficiency was taken in account, the appropriate polishing conditions were changed to 5 μm in particle size, 3:1 in sand bond ratio, 60 r/min and 55 r/min in the revolution speed of workpiece and polishing tool and 132.8 kPa in external load.
- (2)
- Because the difficulty in molding polishing tool increases with the decrease in particle size, although polishing tool with 200 nm particle size has the best performance on polishing, it was difficult to obtain such a polishing tool. Therefore, a polishing tool with a mixture of particles is proposed. The results demonstrated that the difficulty of manufacturing such a polishing tool can be reduced by mixing bigger abrasive particles into small abrasive particles.
- (3)
- The polishing performance was investigated with different polishing tools containing different abrasive particle sizes. The results show that the polishing tool with 200 nm and 1 μm particle size performs best in the first 210 min of polishing. However, the polishing tool with 200 nm has the tendency to obtain better surface roughness by extending the polishing time.
Author Contributions
Funding
Conflicts of Interest
Abbreviations
| Magnetorheological finishing | MRF |
| Magnetic compound fluid | MCF |
| Chemical mechanical polishing | CMP |
| Material removal rate | MRR |
| Scanning electron microscopy | SEM |
References
- Dai, S.; Lei, H.; Fu, J. Preparation of SiC/SiO2 hard core–soft shell abrasive and its cmp behavior on sapphire substrate. J. Electron. Mater. 2020, 49, 1301–1307. [Google Scholar] [CrossRef]
- Xie, W.; Zhang, Z. Green chemical mechanical polishing of sapphire wafers using a novel slurry. Nanoscale 2020, 44, 22518–22526. [Google Scholar] [CrossRef] [PubMed]
- Adreen, A.; Anas, K.; Shuhaimi, A.; Abd Majid, W.H. The optimization of n-type and p-type m-plane GaN grown on m-plane sapphire substrate by metal organic chemical vapor deposition. Mater. Sci. Semicond. Process. 2021, 131, 105836. [Google Scholar]
- Euphrem, M.R.; Xiong, Z.; Kaifang, G.; Gao, Z.; Zan, Z.; Lui, X.; Wang, M.; Mi, Y.; Chen, H.; Yan, W. Convolutional neural network for sapphire ingots defect detection and classification. Opt. Mater. 2021, 119, 111292. [Google Scholar]
- Dong, Y.; Lei, H.; Liu, W. Preparation of irregular silica nano-abrasives for the chemical mechanical polishing behaviour on sapphire substrates. Micro Nano Lett. 2019, 14, 1328–1333. [Google Scholar] [CrossRef]
- Saleeva, L.; Kashapov, R.; Shakirzyanov, F.; Kuznetsov, E.; Kashapov, L.; Smirnova, V.; Kashapov, N.; Saleeva, G.; Sachenkov, O.; Saleev, R. The effect of surface processing on the shear strength of cobalt-chromium dental alloy and ceramics. Materials 2022, 15, 2987. [Google Scholar] [CrossRef] [PubMed]
- Lu, J.; Xu, Y.; Zhang, D.; Xu, X. The synthesis of the core/shell structured diamond/akageneite hybrid particles with enhanced polishing performance. Materials 2017, 10, 673. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Barman, A.; Das, M. Nano-finishing of bio-titanium alloy to generate different surface morphologies by changing magnetorheological polishing fluid compositions. Precis. Eng. 2018, 13, 145–152. [Google Scholar] [CrossRef]
- Misra, A.; Pulak, M.; Pandey, U.S.D. Modeling of material removal in ultrasonic assisted magnetic abrasive finishing process. Int. J. Mech. Sci. 2017, 131, 853–867. [Google Scholar] [CrossRef]
- Feng, M.; Wu, Y.; Wang, Y.; Wu, Y. Effect of the components of Magnetic Compound Fluid (MCF) slurry on polishing characteristics in aspheric-surface finishing with the doughnut-shaped MCF tool. Precis. Eng. 2020, 15, 216–229. [Google Scholar] [CrossRef]
- Feng, M.; Wang, Y.; Wu, Y. Investigation on polishing of zirconia ceramics using magnetic compound fluid: Relationship between material removal and surface roughness. Int. J. Autom. Technol. 2021, 15, 17–23. [Google Scholar] [CrossRef]
- Gao, B.; Zhai, W.; Zhai, Q.; Wang, C. Novel photoelectrochemically combined mechanical polishing technology for scratch-free 4H-SiC surface by using CeO2-TiO2 composite photocatalysts and PS/CeO2 core/shell abrasives. Appl. Surf. Sci. 2021, 570, 151141. [Google Scholar] [CrossRef]
- Lei, H.; Liu, T.; Xu, L. Synthesis of Sm-doped colloidal SiO2 composite abrasives and their chemical mechanical polishing performances on sapphire substrates. Mater. Chem. Phys. 2019, 570, 121819. [Google Scholar] [CrossRef]
- Wang, W.; Zhang, B.; Shi, Y.; Zhou, J.; Wang, R.; Zeng, N. Improved chemical mechanical polishing performance in 4H-SiC substrate by combining novel mixed abrasive slurry and photocatalytic effect. Appl. Surf. Sci. 2021, 575, 151676. [Google Scholar] [CrossRef]
- Xu, Y.; Lu, J.; Xu, X.; Chen, C.-C.A.; Lin, Y. Study on high efficient sapphire wafer processing by coupling SG-mechanical polishing and GLA-CMP. Int. J. Mach Tools Manuf. 2018, 130, 12–19. [Google Scholar] [CrossRef]
- Bai, Y.; Zhao, C.; Yang, J.; His Fuh, J.Y.; Feng, W.L.; Weng, C.; Wang, H. Dry mechanical-electrochemical polishing of selective laser melted 316L stainless steel. Mater. Des. 2020, 193, 108840. [Google Scholar] [CrossRef]
- Chen, J.; Peng, Y.; Wang, Z.; Zhu, Y.; Zuo, D. Tribological effects of loose alumina abrasive assisted sapphire lapping by a fixed agglomerated diamond abrasive pad (FADAP). Mater. Sci. Semicond. Process. 2022, 143, 106556. [Google Scholar] [CrossRef]
- Wang, Z. Research on “Trap” Effect of Semi-Fixed Abrasives for High Efficiency and Precision Machining. Ph.D. Thesis, Zhejiang University of Technology, Zhejiang, China, 2009. [Google Scholar]
- Li, G.; Chen, X.; Zhang, S.; Sun, R.; Wu, Y. An experimental investigation of silicon wafer thinning by sequentially using constant-pressure diamond grinding and fixed-abrasive chemical mechanical polishing. J. Mater. Process. Technol. 2022, 301, 117453. [Google Scholar] [CrossRef]
- Deng, Q. Research on Characteristics and Machining Performance of Semi-Fixed Abrasives for High Efficiency and Precision Machining. Ph.D. Thesis, Zhejiang University of Technology, Zhejiang, China, 2009. [Google Scholar]
- Zhang, K. Research on Machining of Sapphire Ductility Domain Based on Semi-Fixed Abrasive. Ph.D. Thesis, Zhejiang University of Technology, Zhejiang, China, 2009. [Google Scholar]
- Deng, Q.; Yuan, J.; Lv, B.; Meng, T.; Lin, H. Innuences of semi-fixed abrasive tool characteristics on tool wear and material removal. NanoTechnol. Precis. Eng. 2012, 14, 89–94. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Level | Factors | ||||||
|---|---|---|---|---|---|---|---|
| A (μm) | B | C (r/min) | D (r/min) | E (kPa) | F | G | |
| 1 | 0.2 | 3:1 | 20 | 30 | 8.3 | ||
| 2 | 1 | 4:1 | 40 | 55 | 33.2 | ||
| 3 | 5 | 5:1 | 60 | 80 | 132.8 | ||
| Expno. | Parameters | Results | |||||||
|---|---|---|---|---|---|---|---|---|---|
| A | B | C | D | E | F | G | Ra (nm) | MRR (mg/h) | |
| 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 26.5 | 8.3 |
| 2 | 1 | 2 | 2 | 2 | 2 | 2 | 2 | 18.3 | 10.4 |
| 3 | 1 | 3 | 3 | 3 | 3 | 3 | 3 | 10.2 | 11.9 |
| 4 | 2 | 1 | 1 | 2 | 2 | 3 | 3 | 23.4 | 10.1 |
| 5 | 2 | 2 | 2 | 3 | 3 | 1 | 1 | 15.3 | 11.7 |
| 6 | 2 | 3 | 3 | 1 | 1 | 2 | 2 | 22.6 | 10.5 |
| 7 | 3 | 1 | 2 | 1 | 3 | 2 | 3 | 20.9 | 11.9 |
| 8 | 3 | 2 | 3 | 2 | 1 | 3 | 1 | 25.7 | 11.2 |
| 9 | 3 | 3 | 1 | 3 | 2 | 1 | 2 | 21.5 | 11.7 |
| 10 | 1 | 1 | 3 | 3 | 2 | 2 | 1 | 19.4 | 9.7 |
| 11 | 1 | 2 | 1 | 1 | 3 | 3 | 2 | 17.6 | 10.9 |
| 12 | 1 | 3 | 2 | 2 | 1 | 1 | 3 | 22.4 | 10.3 |
| 13 | 2 | 1 | 2 | 3 | 1 | 3 | 2 | 27.3 | 9.5 |
| 14 | 2 | 2 | 3 | 1 | 2 | 1 | 3 | 22.6 | 11.3 |
| 15 | 2 | 3 | 1 | 2 | 3 | 2 | 1 | 17.8 | 12.3 |
| 16 | 3 | 1 | 3 | 2 | 3 | 1 | 2 | 21.5 | 12.5 |
| 17 | 3 | 2 | 1 | 3 | 1 | 2 | 3 | 28.2 | 10.1 |
| 18 | 3 | 3 | 2 | 1 | 2 | 3 | 1 | 23.6 | 11.8 |
| Item | Surface Roughness Ra (nm) | ||||
|---|---|---|---|---|---|
| A | B | C | D | E | |
| Kx1 | 114.4 | 139.0 | 135.0 | 133.8 | 152.7 |
| Kx2 | 129 | 127.7 | 127.8 | 129.1 | 128.8 |
| Kx3 | 141.4 | 118.1 | 122.0 | 121.9 | 103.3 |
| kx1 | 19.067 | 23.167 | 22.500 | 22.300 | 25.450 |
| kx2 | 21.500 | 21.283 | 21.300 | 21.517 | 21.467 |
| kx3 | 23.567 | 19.683 | 20.333 | 20.317 | 17.217 |
| Rx | 4.500 | 3.484 | 2.167 | 1.983 | 8.233 |
| Order | E > A > B > C > D | ||||
| Optimal level | A1 B3 C3 D3 E3 | ||||
| Optimal combination | A1B3C3D3E3 | ||||
| Item | Material Removal Rate MRR (mg/h) | ||||
|---|---|---|---|---|---|
| A | B | C | D | E | |
| Kx1 | 61.5 | 62.0 | 63.4 | 64.7 | 59.9 |
| Kx2 | 65.4 | 65.6 | 65.6 | 66.8 | 65.0 |
| Kx3 | 69.2 | 68.5 | 67.1 | 64.6 | 71.2 |
| kx1 | 10.250 | 10.333 | 10.567 | 10.783 | 9.983 |
| kx2 | 10.900 | 10.933 | 10.933 | 11.133 | 10.833 |
| kx3 | 11.533 | 11.417 | 11.183 | 10.767 | 11.867 |
| Rx | 1.283 | 1.084 | 0.616 | 0.366 | 1.884 |
| Order | E > A > B > C > D | ||||
| Optimal level | A3 B3 C3 D2 E3 | ||||
| Sand Bond Ratio | Abrasive Particle (g) | Bonder (g) | |
|---|---|---|---|
| No.1 | 2:1 | 800 | 400 |
| No.2 | 3:1 | 266.7 | |
| No.3 | 4:1 | 200 | |
| No.4 | 5:1 | 160 | |
| No.5 | 6:1 | 133.3 |
| Abrasive Weight Proportion | Sand Bond Ratio | Abrasive (g) | Bonder (g) | |
|---|---|---|---|---|
| 200 nm + 1 μm | 1:1 | 5:1 | 800 | 160 |
| 2:1 | ||||
| 200 nm + 5 μm | 1:1 | |||
| 2:1 | ||||
| 1 μm + 5 μm | 1:1 | |||
| 2:1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lei, Y.; Feng, M.; Wu, K.; Chen, J.; Ji, J.; Yuan, J. Investigation on the Basic Characteristics of Semi-Fixed Abrasive Grains Polishing Technique for Polishing Sapphire (α-Al2O3). Materials 2022, 15, 3995. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15113995
Lei Y, Feng M, Wu K, Chen J, Ji J, Yuan J. Investigation on the Basic Characteristics of Semi-Fixed Abrasive Grains Polishing Technique for Polishing Sapphire (α-Al2O3). Materials. 2022; 15(11):3995. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15113995
Chicago/Turabian StyleLei, Yang, Ming Feng, Ke Wu, Jinxi Chen, Jianghao Ji, and Julong Yuan. 2022. "Investigation on the Basic Characteristics of Semi-Fixed Abrasive Grains Polishing Technique for Polishing Sapphire (α-Al2O3)" Materials 15, no. 11: 3995. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15113995