
A New Wire Electrode for Improving the Machining Characteristics of High-Volume Fraction SiCp/Al Composite in WEDM

Abstract
:1. Introduction
2. Experiment Configuration
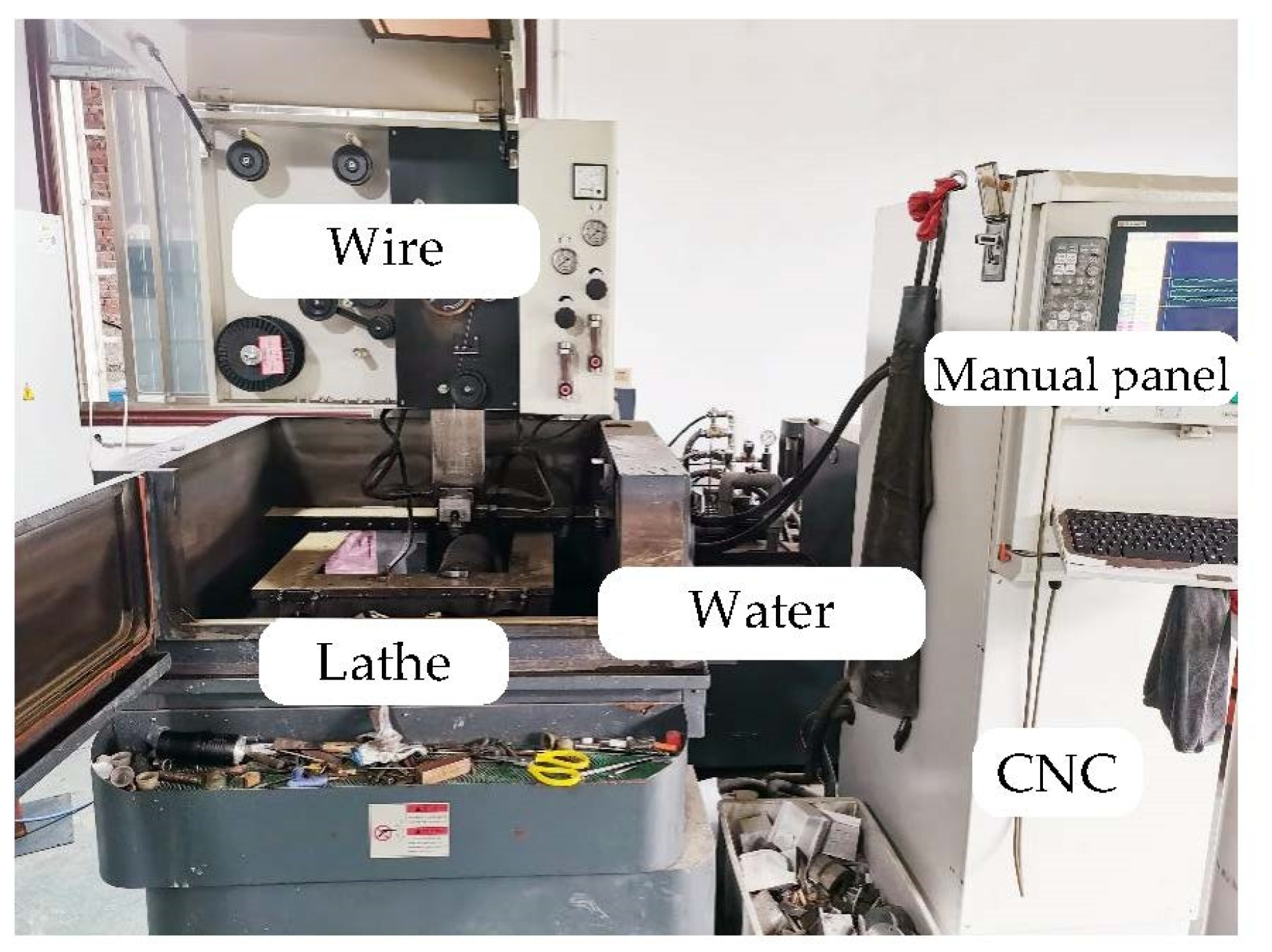
2.1. Machining Tools and Workpieces
2.2. Experiment Design
2.3. Test Methods
- (1)
- MRR
- (2)
- Surface roughness
- (3)
- Surface topography and chemical composition
3. The Preparation Method of Zinc Coating and Surface Microstructure on Wire Electrode
- (1)
- Casting: The main material of the wire core was brass, which is composed of zinc (25 wt.%) and copper (74.8 wt.%). Some microelements were doped to improve the mechanical strength of the wire core, such as P (0.05 wt.%), Mg (0.05 wt.%) and Mn (0.08 wt.%). The temperature of the continuous casting was 950–1250 °C.
- (2)
- Coating: Due to the thermal corrosion effect, the wire electrode will wear or rupture in WEDM. The coating on the wire electrode will melt or vaporize before the wire core melts or vaporizes when the coating element has a low melting point. A part of thermal energy will be absorbed because of the latent heat of melting vaporizing. Then, the wear rate of the wire core will be reduced. Zinc was selected as the material of the coating layer in this paper. The electroplating method was chosen to form a zinc coating on the wire core. Before electroplating, the wire core completed the surface treatment of oil disposal, acid pickling and water rinsing. The electroplating current and electroplating voltage were 1500–3000 A and 150–220 V, respectively. The thickness of zinc coating was 5–20 μm. The copper and zinc alloy was formed on the interface of zinc coating and wire core after thermal alloying treatment at 390–440 °C for 2–10 h.
- (3)
- Annealing: The annealing temperature and time were 700 °C and 3 s, respectively. After high-temperature annealing, the compressive stress in the wire core and the tensile stress will form since the thermal expansion coefficient of the wire core is higher than that of the coating layer. Then, the surface of the wire electrode will split because of the unbalanced stress in the wire electrode.
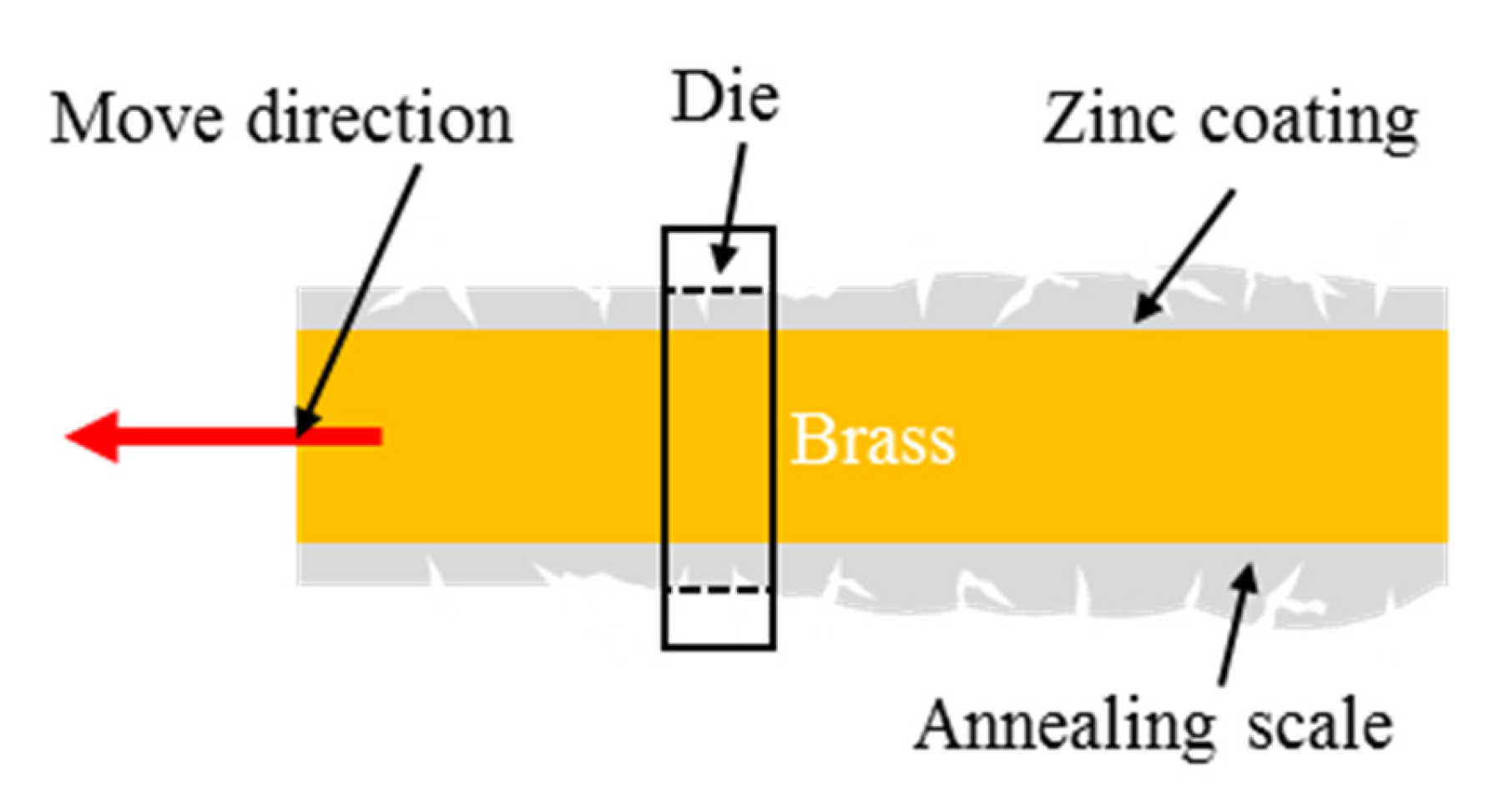
- (4)
- Plastic processing: The aim of plastic processing is to remove the scale after high-temperature annealing. As shown in Figure 3, the annealing scale will form on the wire electrode after annealing treatment. To remove the annealing scale, the wire electrode passes through a die with a diameter of 0.25 mm. Then, the microstructure of micro pits and microcracks will be exposed on the wire electrode.
4. The Influences of ZCSMWE on the Machining Characteristics
4.1. MRR and Ra
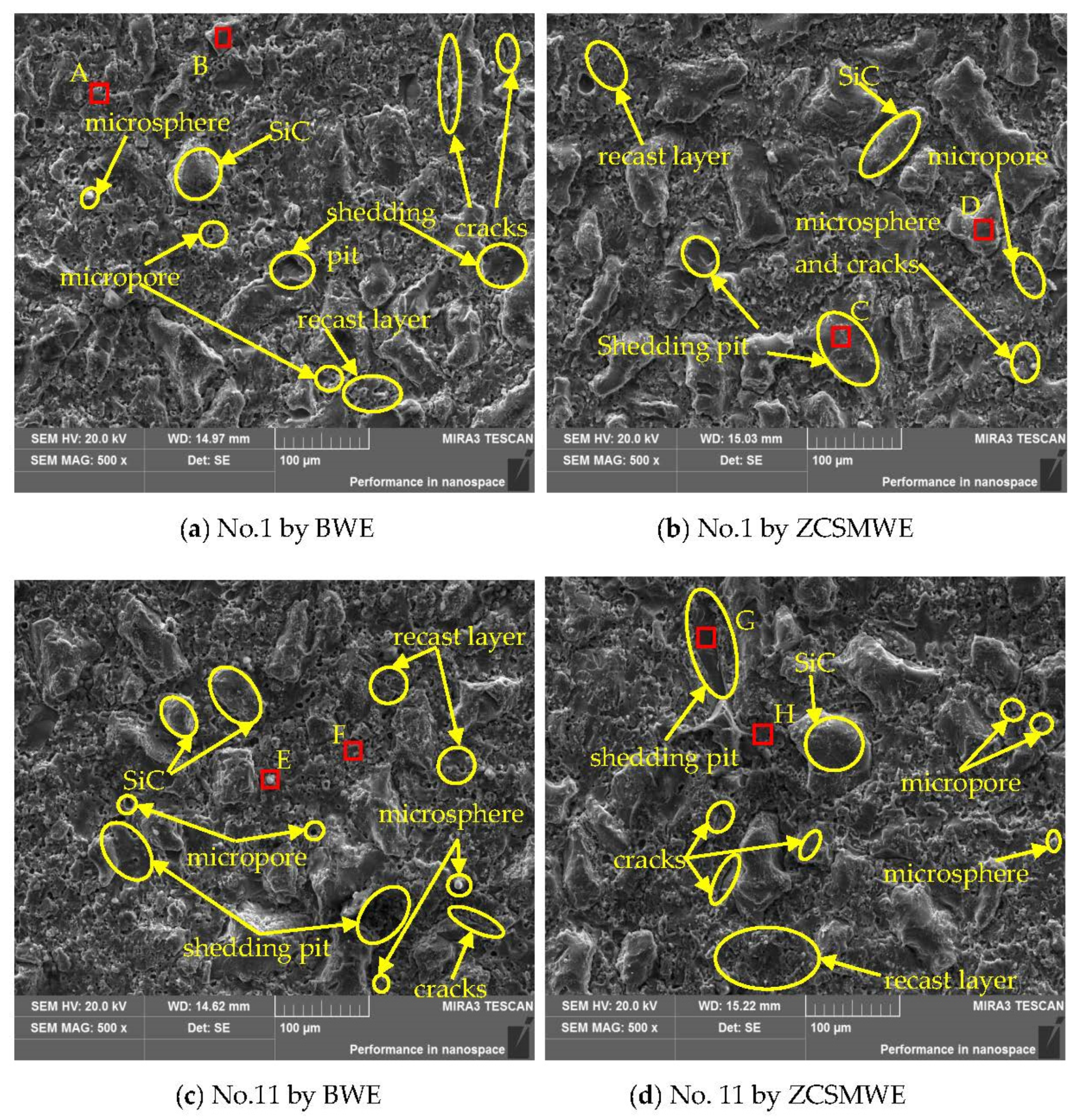
4.2. Workpiece Surface Topography
4.3. Wire Rupture
5. The Improvement Mechanism of ZCSMWE on the Machining Characteristics
5.1. The Effect of Zinc Coating
- (1)
- The low work function of zinc
- (2)
- The low boiling temperature of zinc
5.2. The Effect of Surface Microstructure
- (1)
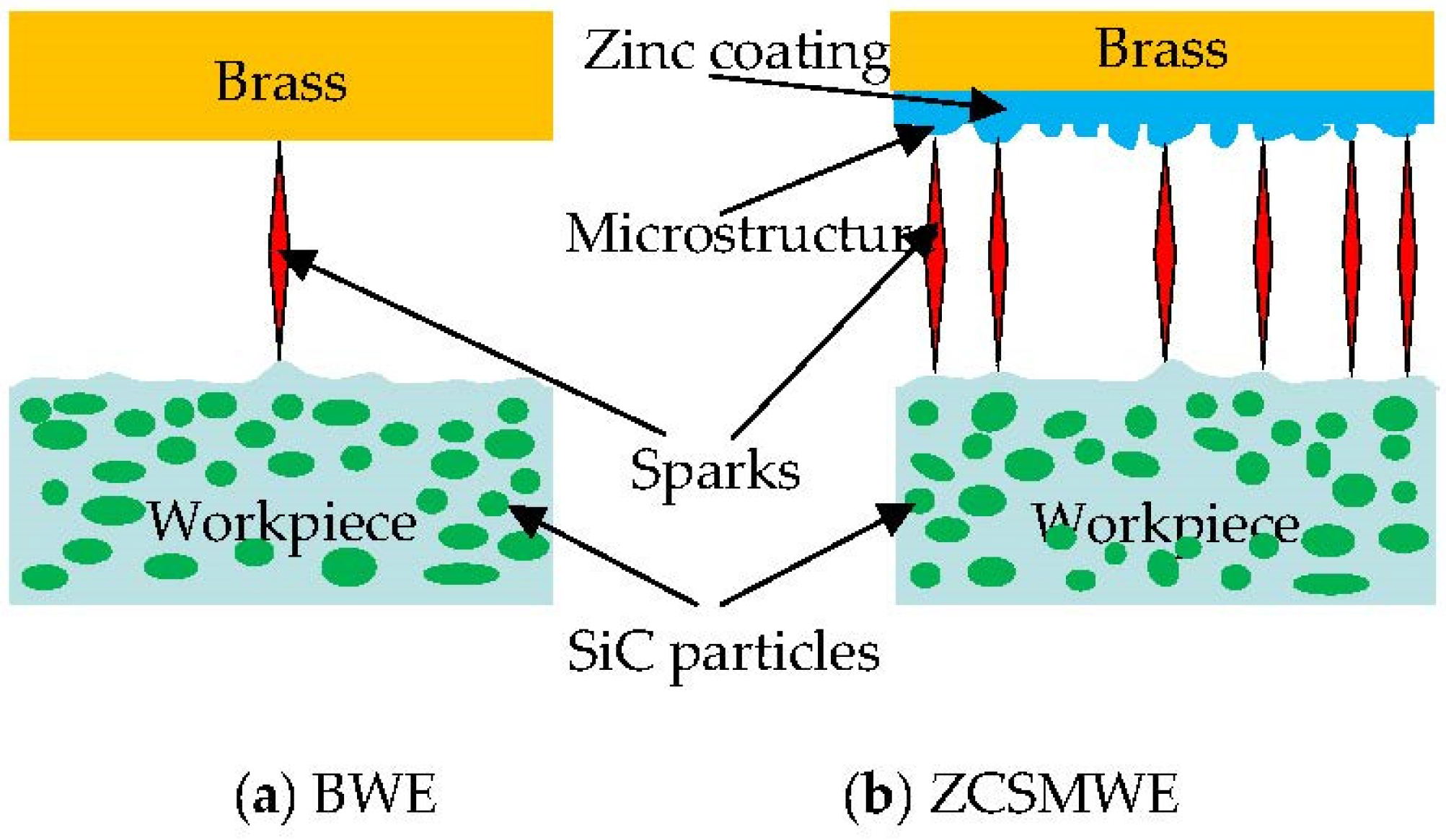
- Promoting the discharge points more uniformly distributed
- (2)
- Promoting the dielectric circulation
6. Conclusions
- Under the same parameters, compared with BWE, ZCSMWE can increase MRR by 16.67% and decrease Ra by 21.18%. ZCSMWE can also improve the surface quality, such as reducing recast layer thickness, microspheres, microcracks and oxidation.
- Compared with BWE, ZCSMWE can decrease the size of the discharge crater and improve the uniformity of the discharge crater on the wire electrode. ZCSMWE can also improve the process stability in terms of stable process and wire rupture times. This is because the microstructure on ZCSMWE can reduce the discharge spark concentration phenomenon. Zinc coating vaporizes easily, which can reduce the temperature of the discharge gap and protect the wire core from melting and vaporizing.
- Compared with BWE, ZCSMWE can increase the dielectric cycling speed by about 25%. The better dielectric circulation promotes more discharge debris to be expelled out and reduces the temperature in the discharge gap, which is helpful to restrain wire rupture and microcracks on the workpiece surface.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ekici, R.; Kosedag, E.; Demir, M. Repeated low-velocity impact responses of SiC particle reinforced Al metal-matrix composites. Ceram Int. 2022, 48, 5338–5351. [Google Scholar] [CrossRef]
- Wang, Y.; Wei, W.; He, X.; Lan, X.; Sha, A.; Hao, W. Effects of Strength and Distribution of SiC on the Mechanical Properties of SiCp/Al Composites. Materials 2022, 15, 1288. [Google Scholar] [CrossRef] [PubMed]
- Jiang, X.D.; Xiao, D.H.; Teng, X.Y. Influence of vibration parameters on ultrasonic vibration cutting micro-particles reinforced SiC/Al metal matrix composites. Int. J. Adv. Manuf. Technol. 2022, 119, 6057–6071. [Google Scholar] [CrossRef]
- Mattli, M.R.; Matli, P.R.; Khan, A.; Abdelatty, R.H.; Yusuf, M.; Ashraf, A.A.; Kotalo, R.G.; Shakoor, R.A. Study of Microstructural and Mechanical Properties of Al/SiC/TiO2 Hybrid Nanocomposites Developed by Microwave Sintering. Crystals 2021, 11, 1078. [Google Scholar] [CrossRef]
- Singh, S.; Pal, K. Effect of texture evolution on mechanical and damping properties of SiC/ZnAl2O4/Al composite through friction stir processing. J. Mater. Res. Technol. 2019, 8, 222–232. [Google Scholar] [CrossRef]
- Bhoi, N.K.; Singh, D.H.; Pratap, S. Developments in the aluminum metal matrix composites reinforced by micro/nano particles—A review. J. Compos. Mater. 2020, 54, 813–833. [Google Scholar] [CrossRef]
- Zhang, J.F.; Andrä, H.; Zhang, X.X.; Wang, Q.Z.; Xiao, B.L.; Ma, Z.Y. An enhanced finite element model considering multi strengthening and damage mechanisms in particle reinforced metal matrix composites. Compos. Struct. 2019, 226, 10. [Google Scholar] [CrossRef]
- Ahlhelm, M.; Günther, P.; Scheithauer, U.; Schwarzer, E.; Günther, A.; Slawik, T.; Moritz, T.; Michaelis, A. Innovative and novel manufacturing methods of ceramics and metal-ceramic composites for biomedical applications. J. Eur. Ceram. Soc. 2016, 36, 2883–2888. [Google Scholar] [CrossRef]
- Mao, Y.; Li, J.X.; Vivek, A.; Daehn, G.S. High strength impact welding of 7075 Al to a SiC-reinforced aluminum metal matrix composite. Mater. Lett. 2021, 303, 130549. [Google Scholar] [CrossRef]
- Chen, Z.; Zhang, Y.M.; Zhang, G.J.; Huang, Y.; Liu, C. Theoretical and experimental study of magnetic-assisted finish cutting ferromagnetic material in WEDM. Int. J. Mach. Tool Manuf. 2017, 123, 36–47. [Google Scholar] [CrossRef]
- Wang, R.Q.; Huang, J.Y.; Liu, Q.; Wu, S.; Wu, J.; Ren, X.; Li, Y. The effect of particle size and mass ratio on the mechanical response of Al/PTFE/SiC composite with a 2(3) factorial design. RSC Adv. 2022, 12, 2810–2819. [Google Scholar] [CrossRef] [PubMed]
- Bian, R.; He, N.; Li, L.; Zhan, Z.B.; Wu, Q.; Shi, Z.Y. Precision milling of high volume fraction SiCp/Al composites with monocrystalline diamond end mill. Int. J. Adv. Manuf. Technol. 2014, 71, 411–419. [Google Scholar] [CrossRef]
- Ho, K.H.; Newman, S.T.; Rahimifard, S.; Allen, R.D. State of the art in wire electrical discharge machining (WEDM). Int. J. Mach. Tool Manuf. 2004, 44, 1247–1259. [Google Scholar] [CrossRef]
- Li, Z.L.; Liu, Y.T.; Cao, B.R.; Li, W. Modeling of material removal morphology and prediction of surface roughness based on WEDM successive discharges. Int. J. Adv. Manuf. Technol. 2022, 120, 2015–2029. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, G.; Zhang, Z.; Zhang, Y.; Huang, Y. Effect of assisted transverse magnetic field on distortion behavior of thin-walled components in WEDM process. Chin. J. Aeronaut. 2022, 35, 291–307. [Google Scholar] [CrossRef]
- Chen, Z. Study on the white layer in wire electrical discharge trim cutting of bearing steel GCr15. Int. J. Adv. Manuf. Technol. 2019, 102, 375–2386. [Google Scholar] [CrossRef]
- Ming, W.Y.; Zhang, S.F.; Zhang, G.J.; Du, J.; Ma, J.; He, W.; Cao, C.; Liu, K. Progress in modeling of electrical discharge machining process. Int. J. Heat Mass Transf. 2022, 187, 122563. [Google Scholar] [CrossRef]
- Shastri, R.K.; Mohanty, C.P.; Dash, S.; Gopal, K.M.P.; Annamalai, A.R.; Jen, C.-P. Reviewing Performance Measures of the Die-Sinking Electrical Discharge Machining Process: Challenges and Future Scopes. Nanomaterials 2022, 12, 384. [Google Scholar] [CrossRef]
- Ming, W.Y.; Jia, H.J.; Zhang, H.M.; Zhang, Z.; Liu, K.; Du, J.; Shen, F.; Zhang, G. A comprehensive review of electric discharge machining of advanced ceramics. Ceram Int. 2020, 46, 21813–21838. [Google Scholar] [CrossRef]
- Satishkumar, D.; Kanthababu, M.; Vajjiravelu, V.; Anburaj, R.; Sundarrajan, N.T.; Arul, H. Investigation of wire electrical discharge machining characteristics of Al6063/SiCp composites. Int. J. Adv. Manuf. Technol. 2011, 56, 975–986. [Google Scholar] [CrossRef]
- Yang, W.S.; Chen, G.Q.; Wu, P.; Hussain, M.; Song, J.-B.; Dong, R.-H.; Hui, G. Electrical Discharge Machining of Al2024-65 vol% SiC Composites. Acta Metall Sin. 2017, 30, 447–455. [Google Scholar] [CrossRef] [Green Version]
- Wang, Z.L.; Geng, X.S.; Chi, G.X.; Wang, Y. Surface Integrity Associated with SiC/Al Particulate Composite by Micro-Wire Electrical Discharge Machining. Mater. Manuf. Process. 2014, 29, 532–539. [Google Scholar]
- Murari, V.P.G.; Selvakumar, G.; Sastry, C.C. Experimental Investigation of Wire-EDM Machining of Low Conductive Al-SiC-TiC Metal Matrix Composite. Metals 2020, 10, 1188. [Google Scholar]
- Kumar, H.; Manna, A.; Kumar, R. Modeling of Process Parameters for Surface Roughness and Analysis of Machined Surface in WEDM of Al/SiC-MMC. Trans. Indian Inst. Met. 2018, 71, 231–244. [Google Scholar] [CrossRef]
- Chen, Z.; Zhang, Y.M.; Zhang, G.J.; Li, W. Modeling and reducing workpiece corner error due to wire deflection in WEDM rough corner-cutting. J. Manuf. Process. 2018, 36, 557–564. [Google Scholar] [CrossRef]
- Sen, R.; Choudhuri, B.; Barna, J.D.; Chakraborti, P. An investigation on the effect of different coated electrodes on the surface quality of WEDM by varying discharge energy level. Int. J. Adv. Manuf. Technol. 2020, 106, 3285–3299. [Google Scholar] [CrossRef]
- Muthuramalingam, T.; Ramamurthy, A.; Sridharan, K.; Ashwin, A. Analysis of surface performance measures on WEDM processed titanium alloy with coated electrodes. Mater. Res. Express. 2018, 5, 126503. [Google Scholar] [CrossRef]
- Goyal, A. Investigation of material removal rate and surface roughness during wire electrical discharge machining (WEDM) of Inconel 625 super alloy by cryogenic treated tool electrode. J. King Saud Univ. Sci. 2017, 29, 528–535. [Google Scholar] [CrossRef]
- Li, L.; Wong, Y.S.; Fuh, J.Y.H. EDM performance of TiC/copper-based sintered electrodes. Mater. Design. 2001, 22, 669–678. [Google Scholar] [CrossRef]
- Bose, S.; Nandi, T. Experimental investigation of WEDM on titanium hybrid composite reinforced with boron powder: A novel approach. Eur. Phys. J. Plus 2020, 135, 914. [Google Scholar] [CrossRef]
- Saha, A.; Mondal, S.C. Multi-objective optimization in WEDM process of nanostructured hardfacing materials through hybrid techniques. Measurement 2016, 94, 46–59. [Google Scholar] [CrossRef]
- Manjaiah, M.; Narendranath, S.; Basavarajappa, S.; Gaitonde, V.N. Effect of electrode material in wire electro discharge machining characteristics of Ti50Ni50−xCux shape memory alloy. Precis. Eng. 2015, 41, 68–77. [Google Scholar] [CrossRef]
- Sharma, P.; Chakradhar, D.; Narendranath, S. Effect of Wire Material on Productivity and Surface Integrity of WEDM-Processed Inconel 706 for Aircraft Application. J. Mater. Eng. Perform. 2016, 25, 3672–3681. [Google Scholar] [CrossRef]
- Radhakrishnan, P.; Vijayaraghavan, L.; Babu, N.R. Assessment of material removal capability with vibration-assisted wire electrical discharge machining. J. Manuf. Process. 2017, 26, 323–329. [Google Scholar]
- Sen, R.; Choudhuri, B.; Barma, J.D.; Chakraborti, P. Surface integrity study of WEDM with various wire electrodes: Experiments and analysis. Mach. Sci. Technol. 2020, 24, 569–591. [Google Scholar] [CrossRef]
- Yan, H.; Kabongo, B.D.; Zhou, H.; Wu, C.; Chen, Z. Analysis and Optimization of the Machining Characteristics of High-Volume Content SiCp/Al Composite in Wire Electrical Discharge Machining. Crystals 2021, 11, 1342. [Google Scholar] [CrossRef]
- Chen, Z.; Zhou, H.B.; Yan, Z.J.; Han, F.; Yan, H. Machining characteristics of 65 vol.% SiCp/Al composite in micro-WEDM. Ceram Int. 2021, 47, 13533–13543. [Google Scholar] [CrossRef]
- Chen, Z.; Yan, Z.J.; Zhou, H.B.; Han, F.; Zhao, L.; Yan, H. One-step fabrication of the wear-resistant superhydrophobic structure on SiCp/Al composite surface by WEDM. Surf. Coat. Technol. 2021, 409, 126876. [Google Scholar] [CrossRef]
- Chen, Z.; Zhou, H.B.; Yan, Z.J.; Han, F.; Yan, H. A new high-speed observation system for evaluating the spark location in WEDM of Inconel 718. J. Mater. Res. Technol. 2021, 13, 184–196. [Google Scholar] [CrossRef]
- Yan, H.Z.; Bakadiasa, B.D.; Yan, Z.J.; Han, F.; Chen, Z. Sustainable production of high-uniformity workpiece surface quality in wire electrical discharge machining by fabricating surface microstructure on wire electrode. J. Clean. Prod. 2020, 259, 120881. [Google Scholar] [CrossRef]
- Chen, Z.; Yan, Z.J.; Yan, H.Z.; Han, F. Improvement of the machining characteristics in WEDM based on specific discharge energy and magnetic field-assisted method. Int. J. Adv. Manuf. Technol. 2019, 103, 3033–3044. [Google Scholar] [CrossRef]
- Yan, H.Z.; Bakadiasa, B.D.; Chen, Z.; Yan, Z.; Zhou, H.; Han, F. Attainment of high corner accuracy for thin-walled sharp-corner part by WEDM based on magnetic field-assisted method and parameter optimization. Int. J. Adv. Manuf. Technol. 2020, 106, 4845–4857. [Google Scholar] [CrossRef]
- Zhang, G.J.; Li, W.Y.; Zhang, Y.M.; Huang, Y.; Zhang, Z.; Chen, Z. Analysis and reduction of process energy consumption and thermal deformation in a micro-structure wire electrode electric discharge machining thin-wall component. J. Clean. Prod. 2020, 244, 118763. [Google Scholar] [CrossRef]
- Zhang, G.J.; Huang, H.; Zhang, Z.; Zhang, Y. Study on the effect of three dimensional wire vibration on WEDM based on a novel thermophysical model. Int. J. Adv. Manuf. Technol. 2019, 100, 2089–2101. [Google Scholar] [CrossRef]
- Chen, Z.; Huang, Y.; Huang, H.; Zhang, Z.; Zhang, G. Three-dimensional characteristics analysis of the wire-tool vibration considering spatial temperature field and electromagnetic field in WEDM. Int. J. Mach. Tool Manuf. 2015, 92, 85–96. [Google Scholar] [CrossRef]
- Yuan, Q.; Song, Y.C. Effect of SiCi(x)O(y) decomposition on densification of SiCO (Al) fibers during sintering process. J. Inorg. Mater. 2017, 31, 1320–1326. [Google Scholar]
- Li, C.J.; Xu, X.; Li, Y.; Tong, H.; Ding, S.; Kong, Q.; Zhao, L.; Ding, J. Effects of dielectric fluids on surface integrity for the recast layer in high speed EDM drilling of nickel alloy. J. Alloy. Compd. 2019, 783, 95–102. [Google Scholar] [CrossRef]
- Pramanik, A.; Basak, A.K.; Prakash, C.; Shankar, S.; Sharma, S.; Narendranath, S. Recast Layer Formation during Wire Electrical Discharge Machining of Titanium (Ti-Al6-V4) Alloy. J. Mater. Eng. Perform. 2022, 30, 8926–8935. [Google Scholar] [CrossRef]
- Zhang, M.; Liu, Z.D.; Pan, H.W.; Deng, C.; Qiu, M. Effect of no-load rate on recast layer cutting by ultra fine wire-EDM. Chin. J. Aeronaut. 2021, 34, 124–131. [Google Scholar] [CrossRef]
- Gholipoor, A.; Shabgard, M.; Arghavanian, R. Experimental Investigation of Recast Layer, Heat Affected Zone and Corrosion Resistance in WEDM of Inconel 617. J. Sci. Ind. Res. 2020, 79, 701–704. [Google Scholar]
- Wu, X.Y. Study of removing the recast layer by electrochemical dissolution with wire low feedrate in WEDM. Int. J. Adv. Manuf. Technol. 2019, 105, 1143–1156. [Google Scholar] [CrossRef]
- Mouralova, K.; Klakurkova, L.; Matousek, R.; Prokes, T.; Hrdy, R.; Kana, V. Influence of the cut direction through the semi-finished product on the occurrence of cracks for X210Cr12 steel using WEDM. Arch. Civ. Mech. Eng. 2018, 18, 1318–1331. [Google Scholar] [CrossRef]
- Mouralova, K.; Benes, L.; Bednar, J.; Zahradnicek, R.; Prokes, T.; Fries, J. Analysis of Machinability and Crack Occurrence of Steels 1.2363 and 1.2343ESR Machined by Die-Sinking EDM. Coatings 2020, 10, 406. [Google Scholar] [CrossRef]
- Isahak, A.H.; Adullah, M.F.; Faidzi, M.K.; Ali, A.; Mubasyir, M.M. Fatigue Crack Growth Behaviour of Sandwiched Metal Panel of Aluminium and Mild Steel under Constant Amplitude Loading. Int. J. Integr. Eng. 2020, 12, 81–90. [Google Scholar] [CrossRef]
- Kumar, A.; Sharma, R.; Gujral, R. Investigation of crack density, white layer thickness, and material characterization of biocompatible material commercially pure titanium (grade-2) through a wire electric discharge machining process using a response surface methodology. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2021, 235, 2073–2097. [Google Scholar] [CrossRef]
- Al Zubaidi, F.N.; Walton, K.L.; Tompson, R.V.; Ghosh, T.K.; Loyalka, S.K. Emissivity of Grade 91 Ferritic Steel: Additional Measurements on Role of Surface Conditions and Oxidation. Nucl. Technol. 2020, 207, 1257–1269. [Google Scholar] [CrossRef]
- Kopp, A.; Smeets, R.; Jung, O.; Kröger, N.; Klink, A. Defined surface adjustment for medical magnesium implants by electrical discharge machining (EDM) and plasma electrolytic oxidation (PEO). Cirp Ann.-Manuf. Technol. 2019, 68, 583–586. [Google Scholar] [CrossRef]
- Guo, W.J.; Anantharajan, S.K.; Liu, K.; Deng, H. Investigation of Electrochemical Oxidation Behaviors and Mechanism of Single-Crystal Silicon (100) Wafer under Potentiostatic Mode. Coatings 2020, 10, 586. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, Y.X.; Xiong, W.; Chai, H. Study on motion and distribution of debris in USV-MF complex-assisted WEDM-LS. Int. J. Adv. Manuf. Technol. 2021, 116, 667–683. [Google Scholar] [CrossRef]
- Pan, H.W.; Liu, Z.D.; Li, C.R.; Zhang, Y.; Qiu, M. Enhanced debris expelling in high-speed wire electrical discharge machining. Int. J. Adv. Des. Manuf. Technol. 2017, 93, 2913–2920. [Google Scholar] [CrossRef]
- Jubimol, J.; Sreejith, M.S.; Kartha, C.S.; Vijayakumar, K.P.; Louis, G. Analysis of spray pyrolysed copper zinc sulfide thin films using photoluminescence. J. Lumin. 2018, 203, 436–440. [Google Scholar] [CrossRef]
- Hegazy, S.A.; Abou-Gabal, H.; Soliman, M.B.; Hassan, M.H. Preparation and characterization of copper zinc tin sulfide-selenide thin films using a single target RF sputtering method. Thin. Solid Films 2019, 692, 137583. [Google Scholar] [CrossRef]
- Abd El-Gawad, A.H.M.; Khalil, A.A.I.; Gadallah, A.S. Influence of preparation conditions on the properties of silver doped copper-zinc sulfide thin films prepared via sol-gel spin coating technique. Optik 2021, 223, 165561. [Google Scholar] [CrossRef]
- Zahoor, S.; Azam, H.A.; Mughal, M.P.; Ahmed, N.; Rehman, M.; Hussain, A. WEDM of complex profile of IN718: Multi-objective GA-based optimization of surface roughness, dimensional deviation, and cutting speed. Int. J. Adv. Des. Manuf. Technol. 2021, 114, 2289–2307. [Google Scholar] [CrossRef]
- Sivaprakasam, P.; Hariharan, P. Surface characteristics of nano powder mixed micro-wire electrical discharge machining on inconel alloy. Mater. Today Proc. 2021, 38, 494–498. [Google Scholar] [CrossRef]
- Evran, S. Surface roughness and material removal rate analyses of hard copper alloy in wire electrical discharge machining. Emerg. Mater. Res. 2020, 9, 730–737. [Google Scholar] [CrossRef]
- Zhang, Y.Q.; Liu, Z.D.; Pan, H.W.; Qiu, M. Motion Characteristics of Discharge Channel in WEDM. Mater. Manuf. Processes 2021, 36, 583–598. [Google Scholar] [CrossRef]
- Yue, X.M.; Yang, X.D.; Kunieda, M. Comparison of Electrical Discharge Machining Speed of Tool Electrodes with Different Thermo-physical Properties Related to Ease of Boiling. Procedia CIRP 2018, 68, 138–143. [Google Scholar] [CrossRef]
- Yue, X.M.; Yang, X.D.; Kunieda, M. Influence of metal vapor jets from tool electrode on material removal of workpiece in EDM. Precis Eng. 2018, 53, 278–288. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Values |
|---|---|
| Maximum Current | 100 A |
| Open circuit voltage | 50–140 V |
| Pulse-on time | 50–1200 ns |
| Pulse-off time | 4–50 μs |
| Servo voltage | 16–75 V |
| Feed rate | 0.1–500 mm2/min |
| Wire tension | 3–22 N |
| Physical Properties | Values |
|---|---|
| Density | 3.03 g/cm3 |
| Thermal conductivity | 200 W(m·k)@25 °C |
| Thermal expansion coefficient | 6.9 ppm |
| Young’s modulus | 188 GPa |
| shear modulus | 76 GPa |
| tensile strength | 488 MPa |
| Specific heat capacity | 0.73 J/kg@25 °C |
| Parameter | Unit | Symbol |
|---|---|---|
| Ton | ns | A |
| Toff | μs | B |
| SV | V | C |
| WS | mm/s | D |
| WT | N | E |
| Region | Fraction | Elements | |||||
|---|---|---|---|---|---|---|---|
| C | O | Al | Si | Cu | Zn | ||
| Core | wt.% | 21.48 | 3.18 | 0.23 | 0.08 | 46.67 | 28.36 |
| at.% | 56.47 | 6.27 | 0.27 | 0.09 | 23.19 | 13.7 | |
| Surface | wt.% | 10.95 | 5.61 | 0.09 | 0.02 | 39.76 | 43.58 |
| at.% | 35.63 | 13.7 | 0.13 | 0.03 | 24.46 | 26.06 | |
| No. | A | B | C | D | E | MRRB | RaB | MRRS | RaS | ImproM. % | ImproR. % |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 150 | 10 | 41 | 8 | 11 | 0.20 | 4.70 | 0.22 | 4.14 | 11.48 | 11.95 |
| 2 | 150 | 11 | 43 | 9 | 12 | 0.17 | 4.55 | 0.20 | 4.30 | 15.08 | 5.41 |
| 3 | 150 | 12 | 45 | 10 | 13 | 0.16 | 4.89 | 0.18 | 4.64 | 15.77 | 5.05 |
| 4 | 150 | 13 | 47 | 11 | 14 | 0.14 | 4.74 | 0.16 | 4.37 | 13.77 | 7.81 |
| 5 | 150 | 14 | 49 | 12 | 15 | 0.13 | 4.43 | 0.14 | 4.18 | 8.30 | 5.64 |
| 6 | 200 | 10 | 43 | 10 | 14 | 0.20 | 4.97 | 0.23 | 4.48 | 14.29 | 9.86 |
| 7 | 200 | 11 | 45 | 11 | 15 | 0.19 | 5.12 | 0.20 | 4.51 | 4.02 | 11.91 |
| 8 | 200 | 12 | 47 | 12 | 11 | 0.18 | 4.91 | 0.18 | 4.68 | 4.11 | 4.68 |
| 9 | 200 | 13 | 49 | 8 | 12 | 0.15 | 5.18 | 0.17 | 4.93 | 14.17 | 4.83 |
| 10 | 200 | 14 | 41 | 9 | 13 | 0.19 | 5.31 | 0.22 | 4.80 | 15.00 | 9.60 |
| 11 | 250 | 10 | 45 | 12 | 12 | 0.22 | 5.42 | 0.24 | 4.57 | 9.70 | 15.68 |
| 12 | 250 | 11 | 47 | 8 | 13 | 0.19 | 5.03 | 0.21 | 4.65 | 12.50 | 7.55 |
| 13 | 250 | 12 | 49 | 9 | 14 | 0.16 | 5.22 | 0.19 | 4.74 | 15.74 | 9.20 |
| 14 | 250 | 13 | 41 | 10 | 15 | 0.21 | 5.13 | 0.24 | 4.77 | 13.77 | 7.02 |
| 15 | 250 | 14 | 43 | 11 | 11 | 0.21 | 5.32 | 0.22 | 5.05 | 7.78 | 5.08 |
| 16 | 300 | 10 | 47 | 9 | 15 | 0.24 | 5.57 | 0.28 | 5.25 | 16.67 | 5.75 |
| 17 | 300 | 11 | 49 | 10 | 11 | 0.21 | 5.35 | 0.24 | 5.06 | 14.12 | 5.42 |
| 18 | 300 | 12 | 41 | 11 | 12 | 0.26 | 5.68 | 0.30 | 5.23 | 14.81 | 7.92 |
| 19 | 300 | 13 | 43 | 12 | 13 | 0.24 | 5.43 | 0.28 | 4.28 | 13.79 | 21.18 |
| 20 | 300 | 14 | 45 | 8 | 14 | 0.22 | 5.37 | 0.24 | 4.28 | 9.70 | 20.30 |
| 21 | 350 | 10 | 49 | 11 | 13 | 0.27 | 5.30 | 0.29 | 4.56 | 7.19 | 13.96 |
| 22 | 350 | 11 | 41 | 12 | 14 | 0.34 | 5.07 | 0.37 | 4.84 | 9.26 | 4.54 |
| 23 | 350 | 12 | 43 | 8 | 15 | 0.30 | 5.20 | 0.33 | 4.33 | 9.76 | 16.73 |
| 24 | 350 | 13 | 45 | 9 | 11 | 0.26 | 5.14 | 0.29 | 4.73 | 9.35 | 7.98 |
| 25 | 350 | 14 | 47 | 10 | 12 | 0.23 | 5.24 | 0.25 | 4.39 | 8.86 | 16.22 |
| Region | Fraction | Element | |||||
|---|---|---|---|---|---|---|---|
| C | O | Al | Si | Cu | Zn | ||
| A | wt.% | 26.26 | 10.32 | 10.74 | 50.05 | 2 | 0.63 |
| at.% | 43.28 | 12.76 | 7.88 | 35.27 | 0.62 | 0.19 | |
| B | wt.% | 26.23 | 5.2 | 3.15 | 63.53 | 1.55 | 0.34 |
| at.% | 44.41 | 6.61 | 2.38 | 46 | 0.49 | 0.11 | |
| C | wt.% | 37.83 | 4.39 | 0.22 | 56.75 | 0.33 | 0.47 |
| at.% | 57.63 | 5.02 | 0.15 | 36.97 | 0.1 | 0.13 | |
| D | wt.% | 34.51 | 6.63 | 0.2 | 58.05 | 0.23 | 0.37 |
| at.% | 53.49 | 7.72 | 0.14 | 38.48 | 0.07 | 0.11 | |
| E | wt.% | 18.82 | 53.38 | 19.95 | 6.54 | 1.21 | 0.1 |
| at.% | 26.57 | 56.59 | 12.54 | 3.95 | 0.32 | 0.03 | |
| F | wt.% | 23.96 | 10.16 | 24.16 | 40.56 | 1.06 | 0.09 |
| at.% | 40 | 12.73 | 17.95 | 28.95 | 0.34 | 0.03 | |
| G | wt.% | 30.57 | 3.3 | 9.25 | 56.54 | 0.09 | 0.25 |
| at.% | 49.78 | 4.03 | 6.71 | 39.38 | 0.03 | 0.07 | |
| H | wt.% | 41.81 | 11.78 | 26.42 | 19.44 | 0.31 | 0.24 |
| at.% | 59.03 | 12.49 | 16.61 | 11.74 | 0.08 | 0.06 | |
| No. | A | B | C | D | E | BRTS | SRTS |
|---|---|---|---|---|---|---|---|
| 1 | 150 | 10 | 41 | 8 | 11 | 1 | 0 |
| 2 | 150 | 11 | 43 | 9 | 12 | 1 | 0 |
| 3 | 150 | 12 | 45 | 10 | 13 | 1 | 0 |
| 4 | 150 | 13 | 47 | 11 | 14 | 1 | 0 |
| 5 | 150 | 14 | 49 | 12 | 15 | 1 | 0 |
| 6 | 200 | 10 | 43 | 10 | 14 | 1 | 0 |
| 7 | 200 | 11 | 45 | 11 | 15 | 1 | 0 |
| 8 | 200 | 12 | 47 | 12 | 11 | 1 | 0 |
| 9 | 200 | 13 | 49 | 8 | 12 | 1 | 0 |
| 10 | 200 | 14 | 41 | 9 | 13 | 1 | 0 |
| 11 | 250 | 10 | 45 | 12 | 12 | 1 | 0 |
| 12 | 250 | 11 | 47 | 8 | 13 | 1 | 0 |
| 13 | 250 | 12 | 49 | 9 | 14 | 1 | 0 |
| 14 | 250 | 13 | 41 | 10 | 15 | 1 | 0 |
| 15 | 250 | 14 | 43 | 11 | 11 | 1 | 0 |
| 16 | 300 | 10 | 47 | 9 | 15 | 1 | 0 |
| 17 | 300 | 11 | 49 | 10 | 11 | 1 | 0 |
| 18 | 300 | 12 | 41 | 11 | 12 | 1 | 0 |
| 19 | 300 | 13 | 43 | 12 | 13 | 1 | 0 |
| 20 | 300 | 14 | 45 | 8 | 14 | 1 | 0 |
| 21 | 350 | 10 | 49 | 11 | 13 | 1 | 0 |
| 22 | 350 | 11 | 41 | 12 | 14 | 2 | 1 |
| 23 | 350 | 12 | 43 | 8 | 15 | 1 | 0 |
| 24 | 350 | 13 | 45 | 9 | 11 | 1 | 0 |
| 25 | 350 | 14 | 47 | 10 | 12 | 1 | 0 |
| No. | A | B | C | D | E | BST(s) | BRTS | SST(s) | SRTS |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 300 | 12 | 41 | 11 | 12 | 180 | 1 | 262 | 0 |
| 2 | 350 | 11 | 41 | 12 | 14 | 95 | 3 | 183 | 1 |
| 3 | 350 | 12 | 43 | 8 | 15 | 160 | 2 | 240 | 0 |
| Region | Fraction | Element | |||||
|---|---|---|---|---|---|---|---|
| C | O | Al | Si | Cu | Zn | ||
| I | wt.% | 11.66 | 2.36 | 0.13 | 0 | 52.68 | 33.18 |
| at.% | 39.46 | 5.99 | 0.19 | 0 | 33.71 | 20.64 | |
| J | wt.% | 10.95 | 5.61 | 0.09 | 0.02 | 39.76 | 43.58 |
| at.% | 35.63 | 13.7 | 0.13 | 0.03 | 24.46 | 26.06 | |
| K | wt.% | 12.58 | 6.65 | 0.82 | 1.14 | 49 | 29.81 |
| at.% | 37.93 | 15.05 | 1.1 | 1.47 | 27.93 | 16.52 | |
| L | wt.% | 10.35 | 9.99 | 0.55 | 0.56 | 35.67 | 42.87 |
| at.% | 31.41 | 22.76 | 0.74 | 0.73 | 20.46 | 23.9 | |
| No. | BWE(s) | ZCSMWE(s) |
|---|---|---|
| 1 | 84 | 61 |
| 2 | 96 | 74 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Z.; Zhou, H.; Wu, C.; Zhang, G.; Yan, H. A New Wire Electrode for Improving the Machining Characteristics of High-Volume Fraction SiCp/Al Composite in WEDM. Materials 2022, 15, 4098. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15124098
Chen Z, Zhou H, Wu C, Zhang G, Yan H. A New Wire Electrode for Improving the Machining Characteristics of High-Volume Fraction SiCp/Al Composite in WEDM. Materials. 2022; 15(12):4098. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15124098
Chicago/Turabian StyleChen, Zhi, Hongbing Zhou, Cheng Wu, Guojun Zhang, and Hongzhi Yan. 2022. "A New Wire Electrode for Improving the Machining Characteristics of High-Volume Fraction SiCp/Al Composite in WEDM" Materials 15, no. 12: 4098. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15124098