
A Feasibility Study of High-Entropy Alloy Coating Deposition by Detonation Spraying Combined with Laser Melting

 , and
, and
Abstract
:1. Introduction
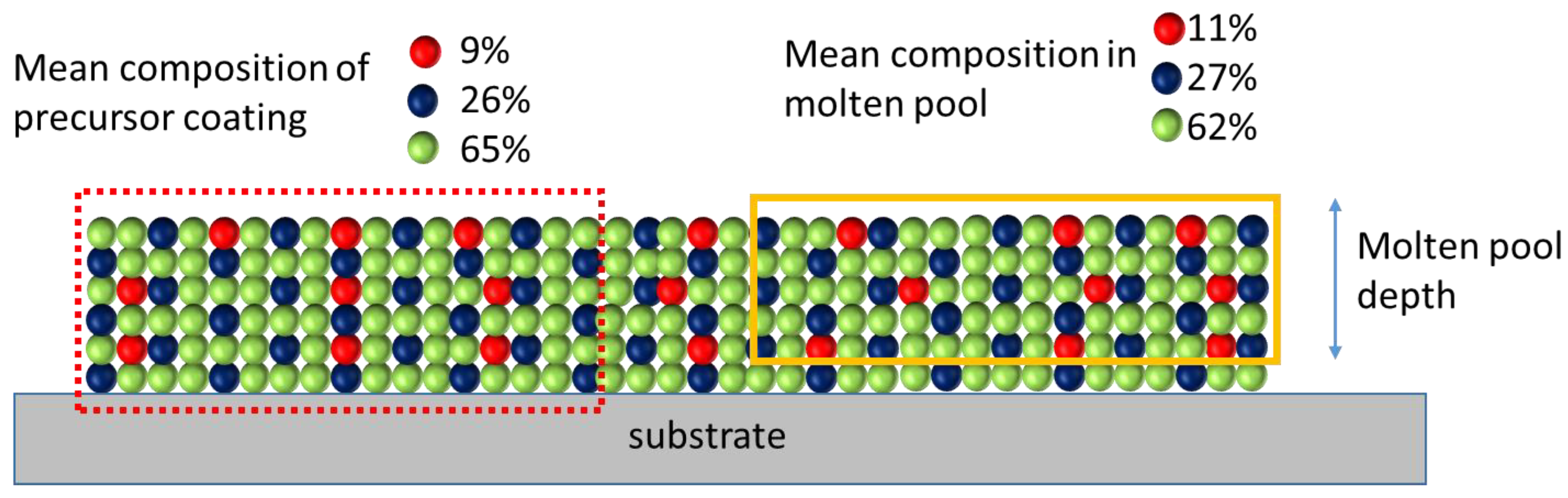
- Is there a difference between the composition of the powder mixture and the coating formed by detonation spraying?
- Will the generation of a molten pool by the laser treatment enable the formation of a solid solution in the re-solidified coating?
- The temperature gradients and heating/cooling rates during laser melting are very high. Are these thermal conditions suitable for the formation of dense coatings containing solid solution phases?
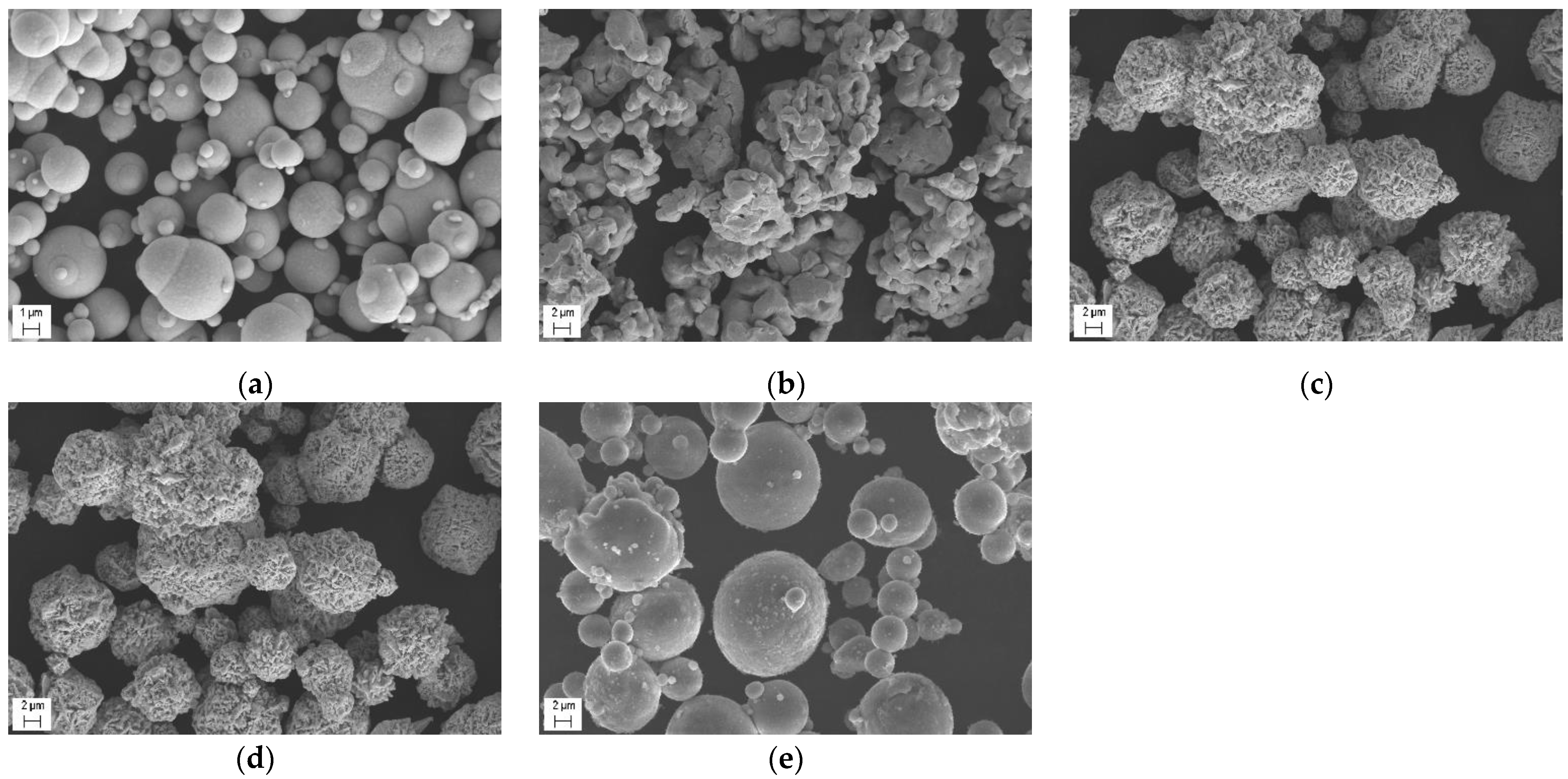
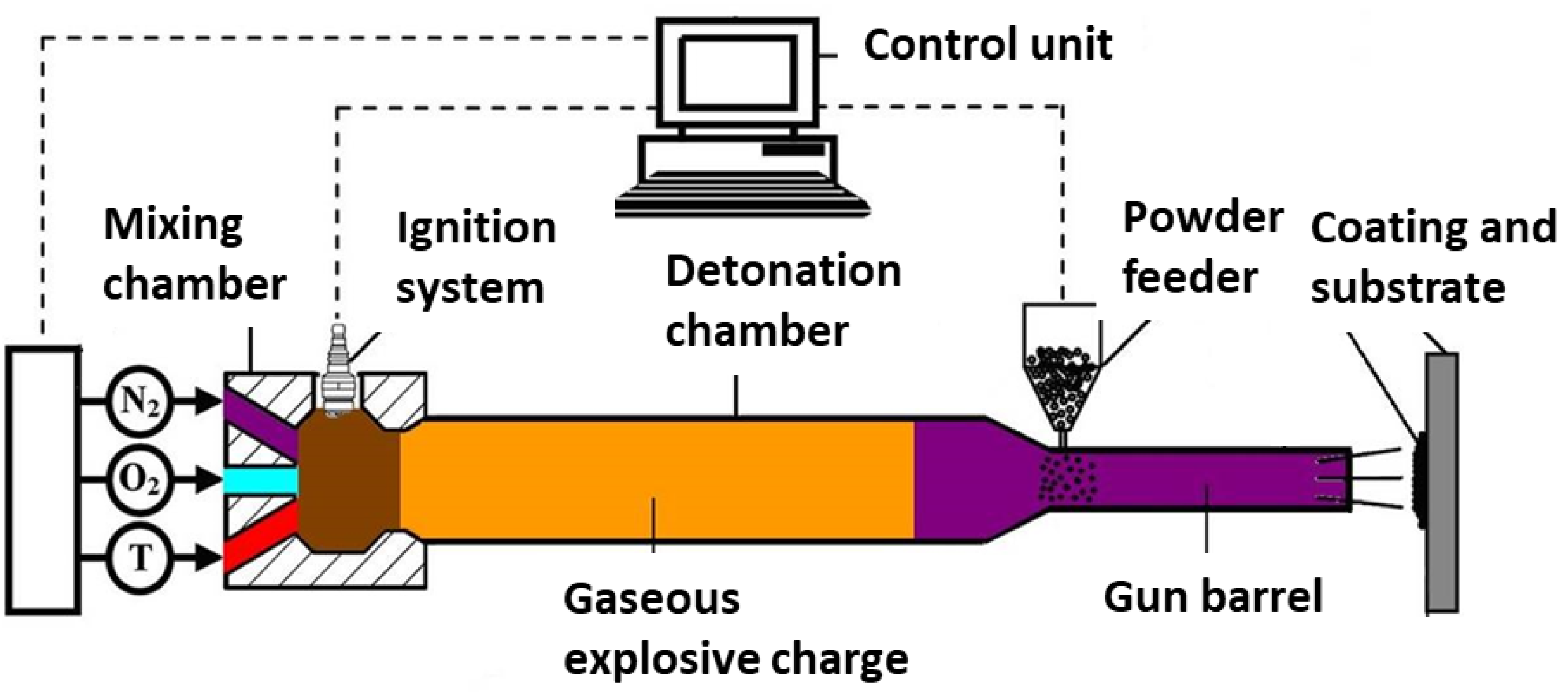
2. Materials and Methods
3. Results
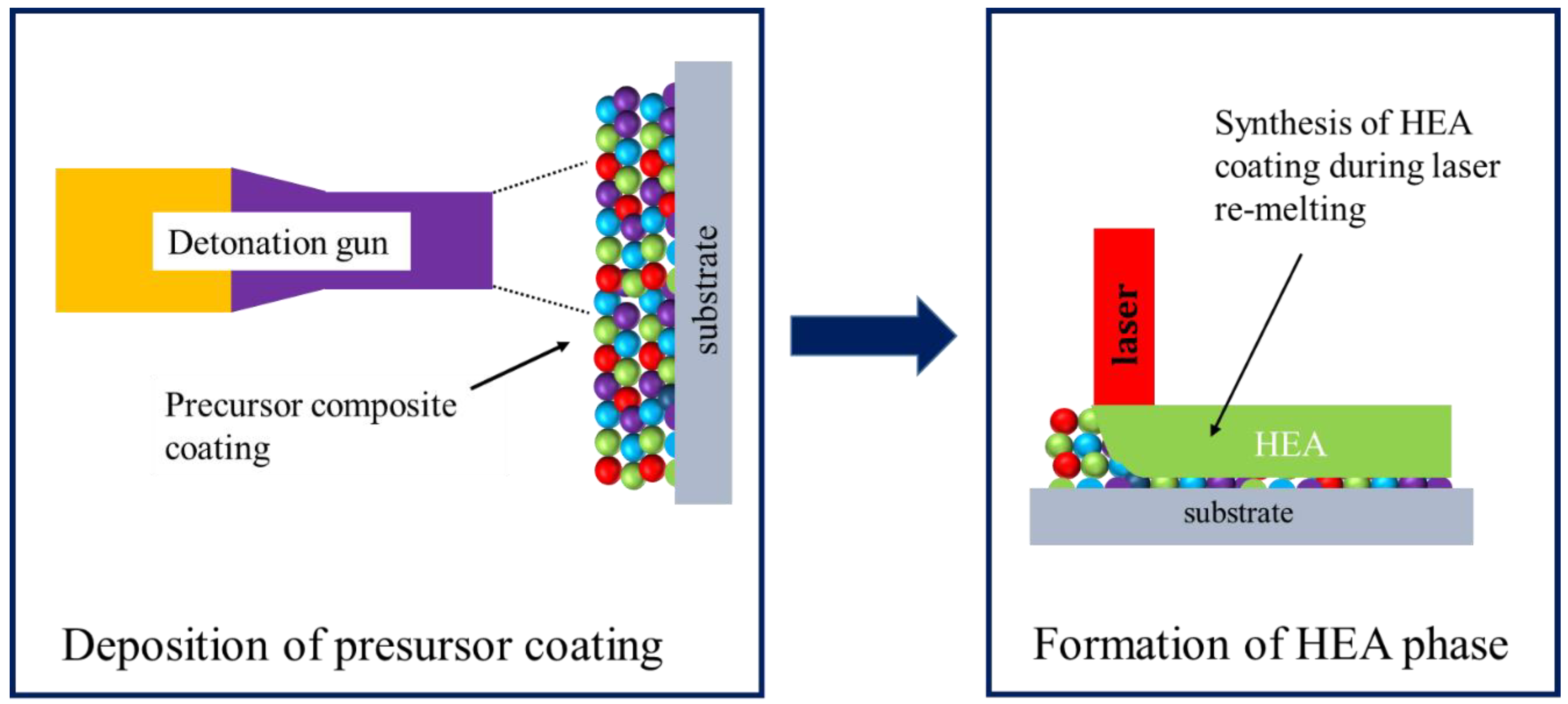
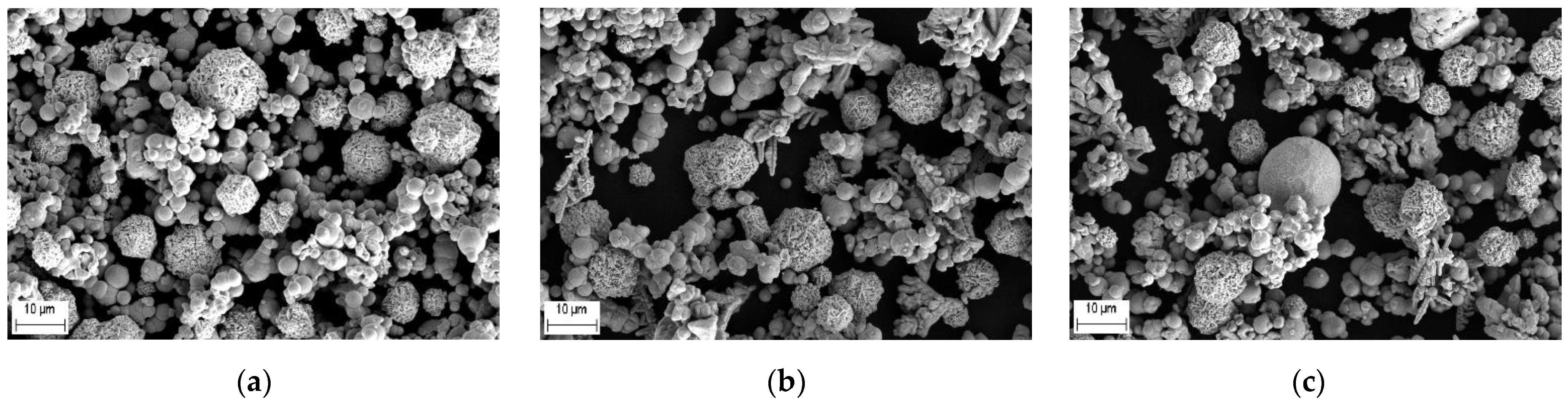
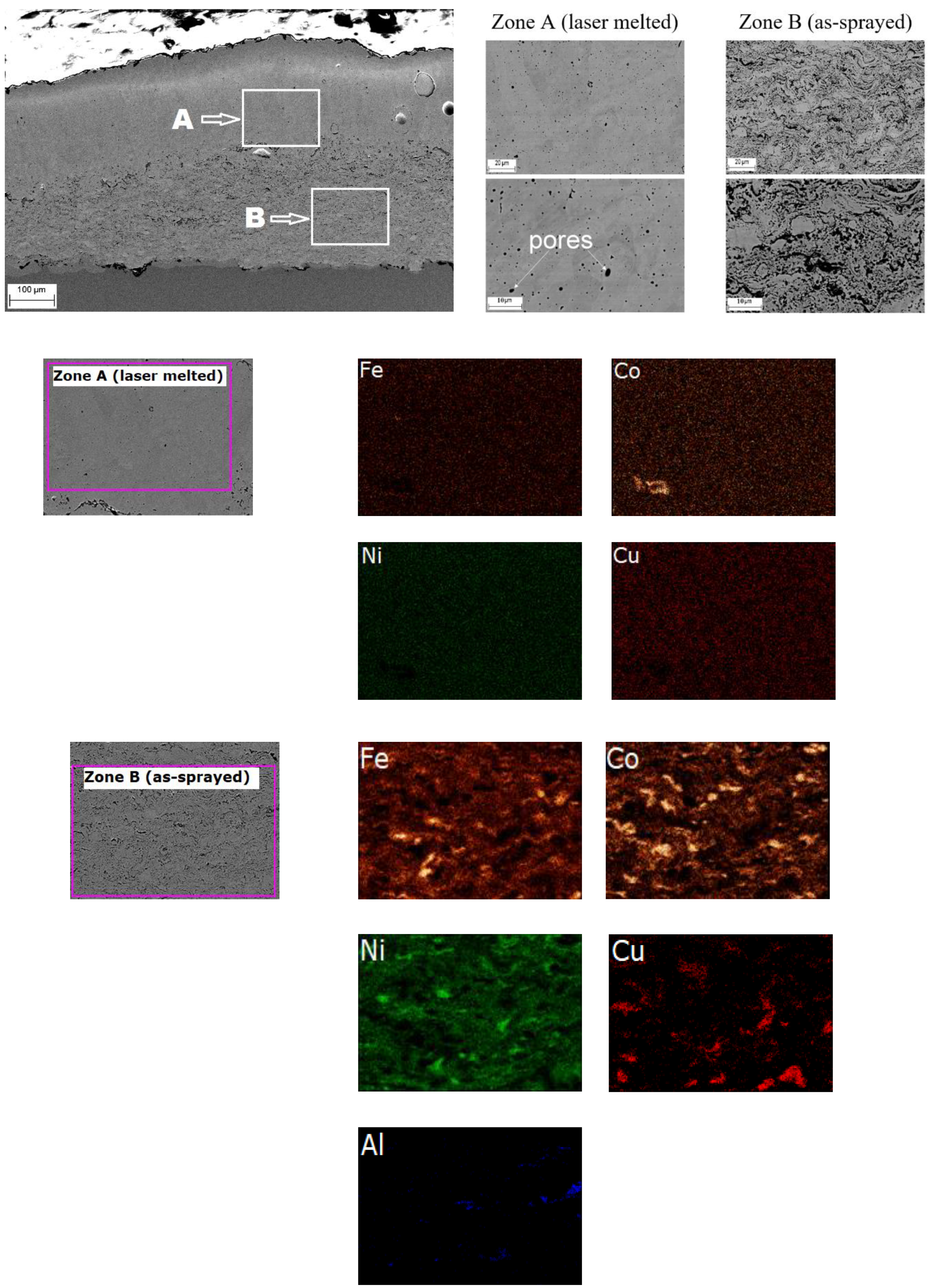
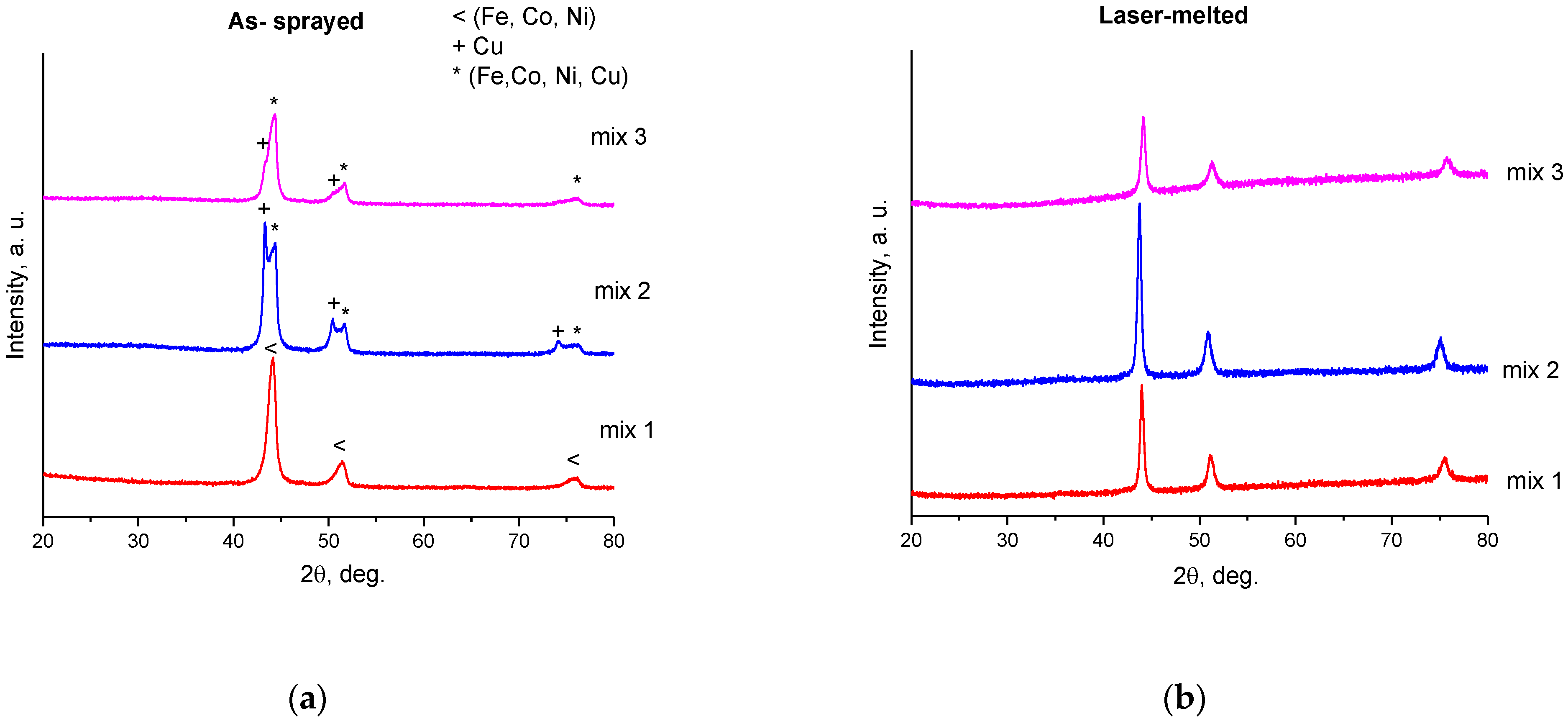
3.1. As-Sprayed Precursor Composite Coatings
3.2. Laser Melting of Precursor Coating
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Murty, S.; Yeh, J.W.; Ranganathan, S.; Bhattacharjee, P.P. High-Entropy Alloys; Elsevier: Amsterdam, The Netherlands, 2019. [Google Scholar]
- Moghaddam, A.O.; Shaburova, N.A.; Samodurova, M.N.; Abdollahzadeh, A.; Trofimov, E.A. Additive manufacturing of high entropy alloys: A practical review. J. Mater. Sci. Technol. 2020, 77, 131–162. [Google Scholar] [CrossRef]
- Patel, P.; Alidokht, S.A.; Sharifi, N.; Roy, A.; Harrington, K.; Stoyanov, P.; Chromik, R.R.; Moreau, C. Microstructural and Tribological Behavior of Thermal Spray CrMnFeCoNi High Entropy Alloy Coatings. J. Therm. Spray Technol. 2022, 31, 1285–1301. [Google Scholar] [CrossRef]
- Löbel, M.; Lindner, T.; Grimm, M.; Rymer, L.-M.; Lampke, T. Influence of Aluminum and Molybdenum on the Microstructure and Corrosion Behavior of Thermally Sprayed High-Entropy Alloy Coatings. J. Therm. Spray Technol. 2021, 31, 1366–1374. [Google Scholar] [CrossRef]
- Lin, D.-Y.; Zhang, N.-N.; He, B.; Jin, B.-Q.; Zhang, Y.; Li, D.-Y.; Dong, F.-Y. Influence of laser re-melting and vacuum heat treatment on plasma-sprayed FeCoCrNiAl alloy coatings. J. Iron Steel Res. Int. 2017, 24, 1199–1205. [Google Scholar] [CrossRef]
- Wang, C.; Yu, J.; Zhang, Y.; Yu, Y. Phase evolution and solidification cracking sensibility in laser remelting treatment of the plasma-sprayed CrMnFeCoNi high entropy alloy coating. Mater. Des. 2019, 182, 108040. [Google Scholar] [CrossRef]
- Ulianitsky, V.Y.; Korchagin, M.A.; Gavrilov, A.I.; Batraev, I.S.; Rybin, D.K.; Ukhina, A.V.; Dudina, D.V.; Samodurova, M.N.; Trofimov, E.A. FeCoNiCu Alloys Obtained by Detonation Spraying and Spark Plasma Sintering of High-Energy Ball-Milled Powders. J. Therm. Spray Technol. 2022, 31, 1067–1075. [Google Scholar] [CrossRef]
- Cui, Y.; Wang, C.; Tang, Z. Erosion Resistance Improvement of Polymer Matrix Composites by Detonation-Sprayed Multilayered Coatings. J. Therm. Spray Technol. 2020, 30, 394–404. [Google Scholar] [CrossRef]
- Ulianitsky, V.; Shtertser, A.; Zlobin, S.; Smurov, I. Computer-Controlled Detonation Spraying: From Process Fundamentals Toward Advanced Applications. J. Therm. Spray Technol. 2011, 20, 791–801. [Google Scholar] [CrossRef]
- Subramani, P.; Padgelwar, N.; Shetty, S.; Pandit, A.; Sreenivasulu, V.; Arivazhagan, N.; Duoli, W.U.; Manikandan, M. Hot Corrosion Studies on Detonation-Gun-Sprayed NiCrAlY and 80Ni–20Cr Coatings on Alloy X22CrMoV12-1 at 600 °C. Trans. Indian Inst. Met. 2019, 72, 1639–1642. [Google Scholar] [CrossRef]
- Ulianitsky, V.Y.; Rybin, D.K.; Sova, A.; Moghaddam, A.O.; Samodurova, M.; Doubenskaia, M.; Trofimov, E. Formation of metal composites by detonation spray of powder mixtures. Int. J. Adv. Manuf. Technol. 2021, 117, 81–95. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhou, Y.J.; Lin, J.P.; Chen, G.L.; Liaw, P.K. Solid-Solution Phase Formation Rules for Multi-component Alloys. Adv. Eng. Mater. 2008, 10, 534–538. [Google Scholar] [CrossRef]
- Guo, S.; Liu, C.T. Phase stability in high entropy alloys: Formation of solid-solution phase or amorphous phase. Prog. Nat. Sci. Mater. Int. 2011, 21, 433–446. [Google Scholar] [CrossRef] [Green Version]
- Gavrilenko, T.; Nikolaev, Y.; Ulianitsky, V.; Kim, M.; Hong, J. Computational code for detonation spraying process. In Thermal Spray: Meeting the Challenges of the 21st Century, Proceedings of the 15th International Thermal Spray Conference, Nice, France, 25–29 May 1998; Coddet, C., Ed.; ASM International: Materials Park, OH, USA, 1998; pp. 1475–1483. [Google Scholar]
- Gavrilenko, T.P.; Nikolaev, Y.A. Calculation of detonation gas spraying. Combust. Explos. Shock Waves 2007, 43, 724–731. [Google Scholar] [CrossRef]
- Sun, W.; Tan, A.W.-Y.; Wu, K.; Yin, S.; Yang, X.; Marinescu, I.; Liu, E. Post-Process Treatments on Supersonic Cold Sprayed Coatings: A Review. Coatings 2020, 10, 123. [Google Scholar] [CrossRef] [Green Version]
- Kang, N.; Verdy, C.; Coddet, P.; Xie, Y.; Fu, Y.; Liao, H.; Coddet, C. Effects of laser remelting process on the microstructure, roughness and microhardness of in-situ cold sprayed hypoeutectic Al-Si coating. Surf. Coat. Technol. 2017, 318, 355–359. [Google Scholar] [CrossRef]
- Pawlowski, L. The Science and Engineering of Thermal Spray Coatings, 2nd ed.; John Wiley & Sons: Hoboken, NJ, USA, 2008; 626p. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powder | D10, µm | D50, µm | D90, µm |
|---|---|---|---|
| Fe | 3 | 12 | 24 |
| Co | 5 | 11 | 22 |
| Ni | 7 | 13 | 26 |
| Cu | 6 | 16 | 25 |
| Al | 5 | 17 | 23 |
| Ni | Fe | Cu | Al | Co | |
|---|---|---|---|---|---|
| Ni | 0 | −2 | 4 | −22 | 0 |
| Fe | −2 | 0 | 13 | −11 | −1 |
| Cu | 4 | 13 | 0 | −1 | 6 |
| Al | −22 | −11 | −1 | 0 | −19 |
| Co | 0 | −1 | 6 | −19 | 0 |
| Parameter | Mix 1 | Mix 2 | Mix 3 |
|---|---|---|---|
| Fe, at.% | 33 | 25 | 30 |
| Co, at.% | 33 | 25 | 30 |
| Ni, at.% | 34 | 25 | 30 |
| Cu, at.% | 0 | 25 | 8 |
| Al, at.% | 0 | 0 | 2 |
| ΔSmix, kJ/mol | 9.13 | 11.50 | 11.33 |
| ΔHmix, kJ/mol | −2.61 | 9.99 | −0.25 |
| δ, % | 1.05 | 1.14 | 2.18 |
| Equipment | Power | Spot Diameter | Speed | Scan Strategy | Line Overlapping |
|---|---|---|---|---|---|
| IPG + Precitec YC 52 | 2 kw | 3 mm | 50 mm/s | Parallel lines | 0.5 mm |
| Parameter | Coating Mix 1 | Coating Mix 2 | Coating Mix 3 |
|---|---|---|---|
| Fe, at.% | 29.4 ± 1.0 | 19.1 ± 1.0 | 25.7 ± 1.0 |
| Co, at.% | 34.5 ± 1.0 | 29.6 ± 1.0 | 29.5 ± 1.0 |
| Ni, at.% | 36.1 ± 1.0 | 26.6 ± 1.0 | 33.0 ± 1.0 |
| Cu, at.% | 0 | 24.7 ± 1.0 | 10.4 ± 0.5 |
| Al, at.% | 0 | 0 | 1.4 ± 0.1 |
| ΔSmix, kJ/mol | 9.1 | 11.42 | 11.39 |
| ΔHmix, kJ/mol | −2.51 | 9.25 | 1.61 |
| δ, % | 0.32 | 1.11 | 1.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Batraev, I.S.; Ulianitsky, V.Y.; Sova, A.A.; Samodurova, M.N.; Trofimov, E.A.; Pashkeev, K.Y.; Malikov, A.G.; Dudina, D.V.; Ukhina, A.V. A Feasibility Study of High-Entropy Alloy Coating Deposition by Detonation Spraying Combined with Laser Melting. Materials 2022, 15, 4532. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15134532
Batraev IS, Ulianitsky VY, Sova AA, Samodurova MN, Trofimov EA, Pashkeev KY, Malikov AG, Dudina DV, Ukhina AV. A Feasibility Study of High-Entropy Alloy Coating Deposition by Detonation Spraying Combined with Laser Melting. Materials. 2022; 15(13):4532. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15134532
Chicago/Turabian StyleBatraev, Igor S., Vladimir Yu. Ulianitsky, Alexey A. Sova, Marina N. Samodurova, Evgeny A. Trofimov, Kirill Yu. Pashkeev, Alexander G. Malikov, Dina V. Dudina, and Arina V. Ukhina. 2022. "A Feasibility Study of High-Entropy Alloy Coating Deposition by Detonation Spraying Combined with Laser Melting" Materials 15, no. 13: 4532. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15134532