
Impact of Low-Pressure Plasma Treatment of Wool Fabric for Dyeing with PEDOT: PSS

 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Plasma Pre-Treatment
2.3. Preparation of Polymer Solutions
2.4. Dyeing with Clevios F ET
2.5. SEM Analysis
2.6. Fourier Transform Infrared Spectroscopy with Attenuated Total Internal Reflectance (FTIR-ATR) Mode
2.7. X-Ray Photoelectron Spectroscopy
2.8. Evaluation of Conductive PEDOT: PSS Coating Durability on Washing
2.9. Color Intensity Measurements
2.10. Electrical Conductivity Measurements
3. Results
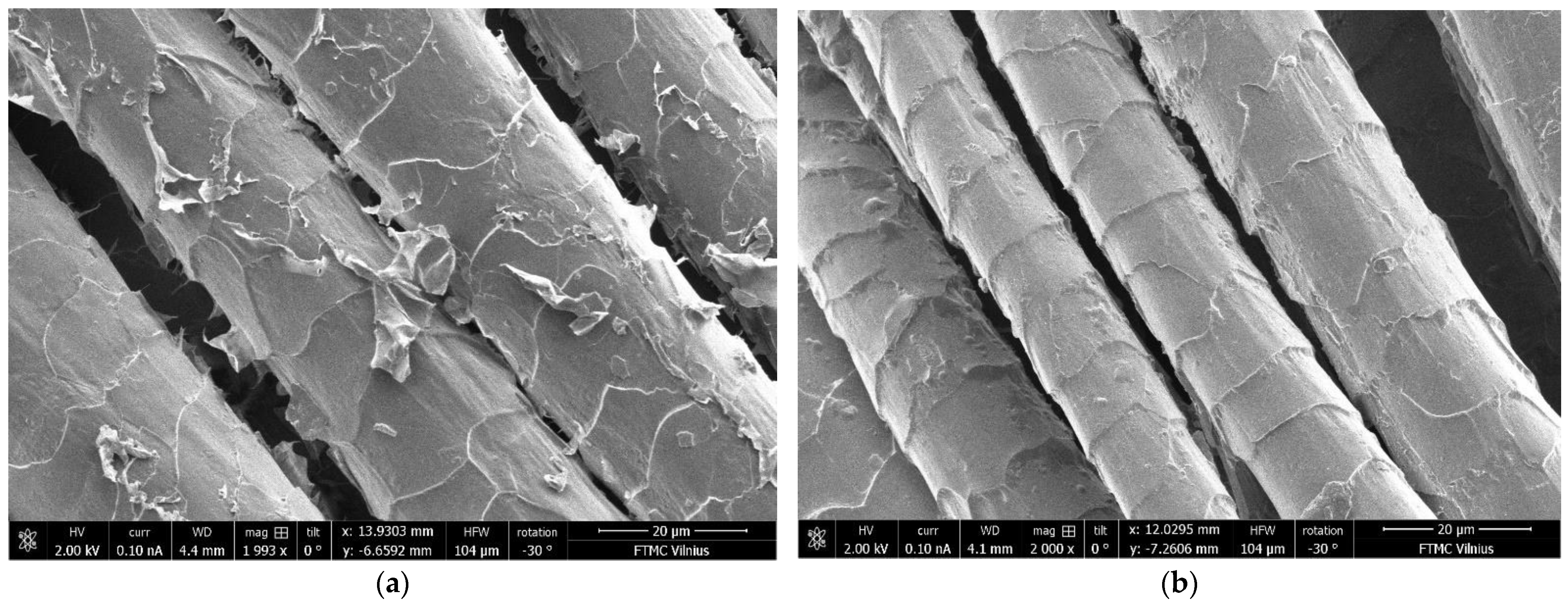
3.1. SEM Analysis
3.2. Aqueous Liquid Repellency Analysis
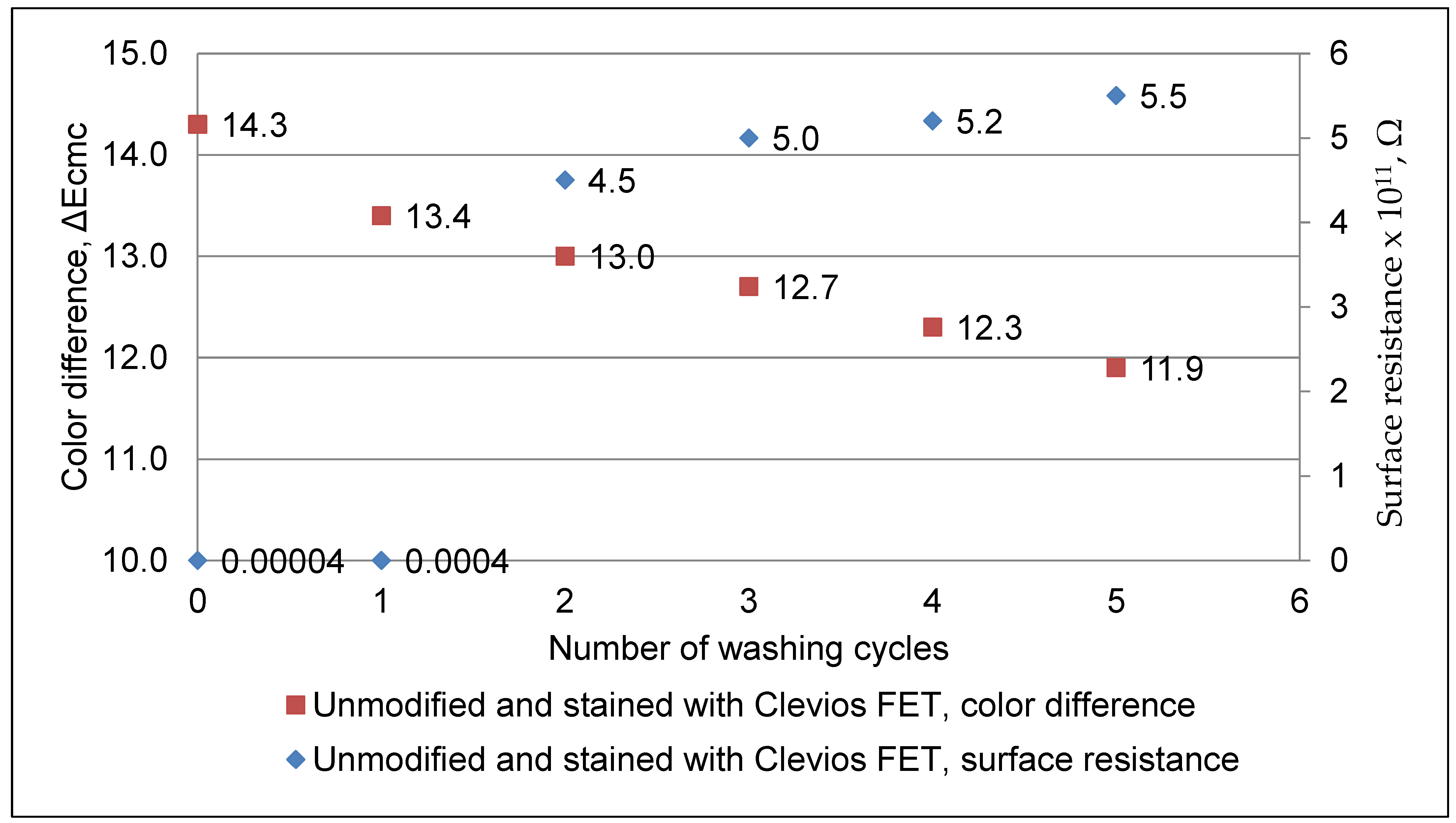
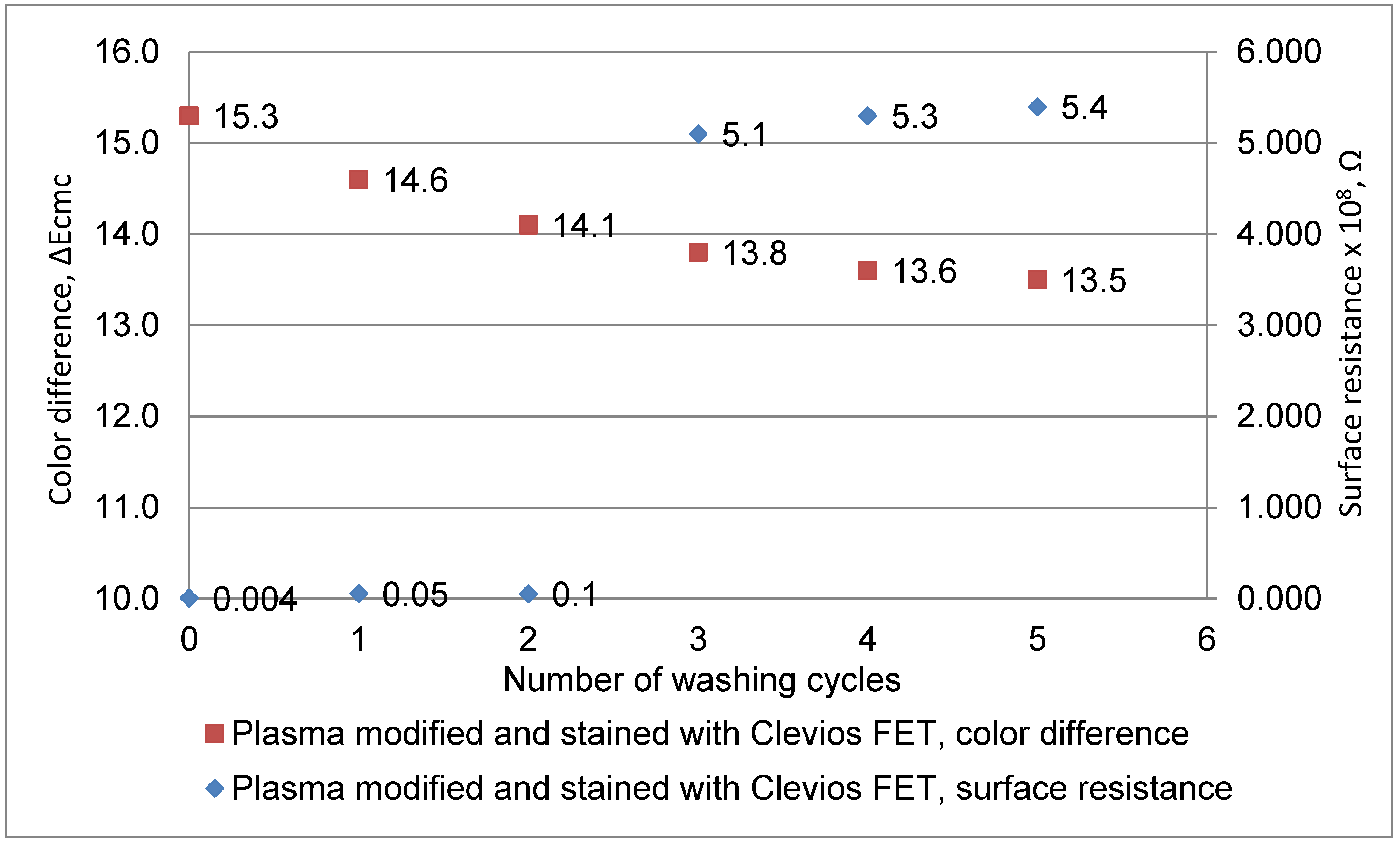
3.3. Spectrophotometric Measurements of Color Intensity
3.4. Specific Surface Resistance Measure
3.5. Fourier Transform Infrared Spectroscopy with Attenuated Total Internal Reflectance (FTIR-ATR) Mode Measurement
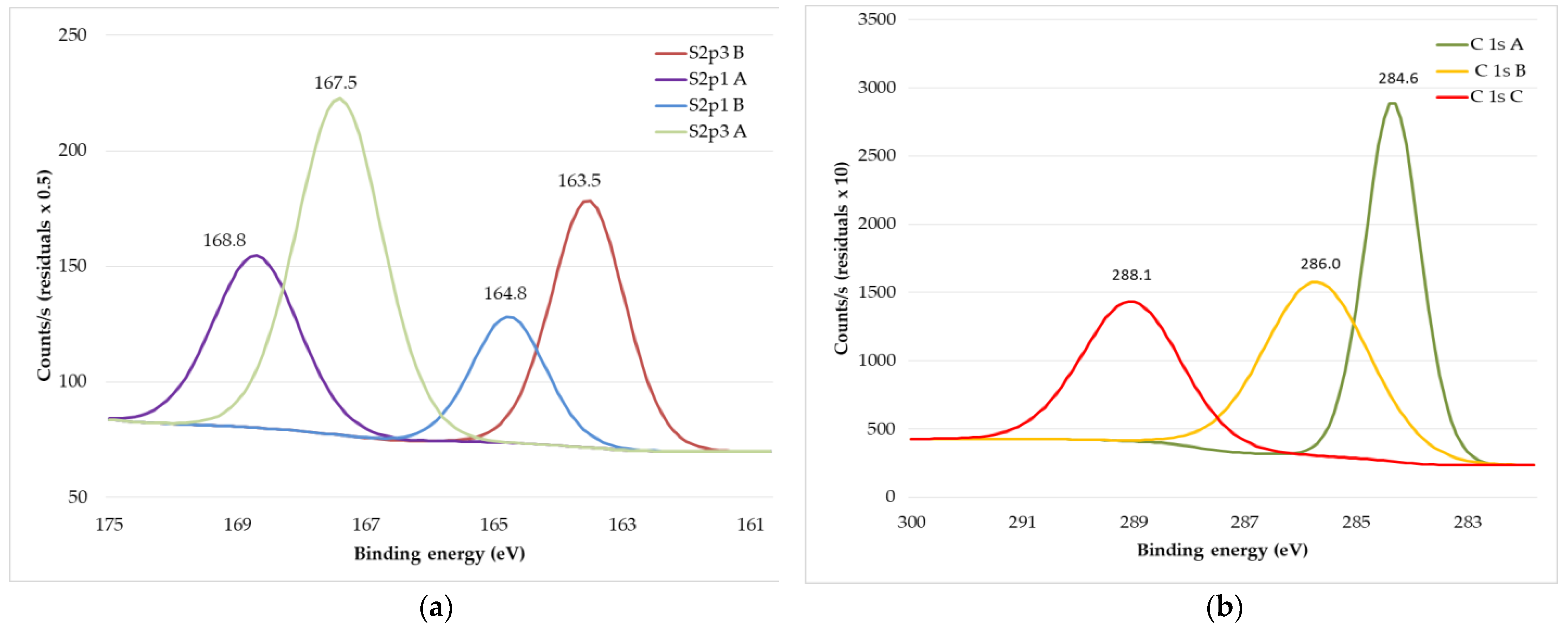
3.6. XPS Surface Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Pakdel, E.; Wang, J.; Kashi, S.; Sun, L.; Wang, X. Advances in photocatalytic self-cleaning, superhydrophobic and electromagnetic interference shielding textile treatments. Adv. Colloid Interface Sci. 2020, 277, 102116. [Google Scholar] [CrossRef] [PubMed]
- Onggar, T.; Kruppke, I.; Cherif, C. Techniques and processes for the realization of electrically conducting textile materials from intrinsically conducting polymers and their application potential. Polymer 2020, 12, 2867. [Google Scholar] [CrossRef] [PubMed]
- Otley, M.T.; Alamer, F.A.; Guo, Y.; Santana, J.; Eren, E.; Li, M.; Lombardi, J.; Sotzing, G.A. Phase segregation of PEDOT: PSS on textile to produce materials of >10 A mm−2 current carrying capacity. Macromol. Mater. Eng. 2017, 302, 1600348. [Google Scholar] [CrossRef]
- Rubežienė, V.; Abraitienė Baltušnikaitė-Guzaitienė, J.; Varnaitė-Žuravliova, S.; Sankauskaitė, A.; Kancleris, Ž.; Ragulis, P.; Šlekas, G. The influence of distribution and deposit of conductive coating on shielding effectiveness of textiles. J. Text. Inst. 2018, 109, 358–367. [Google Scholar] [CrossRef]
- Guo, Y.; Otley, M.T.; Li, M.; Zhang, X.; Sinha, S.K.; Treich, G.M.; Sotzing, G.A. PEDOT: PSS “wires” printed on textile for wearable electronics. ACS Appl. Mater. Interfaces 2016, 8, 26998–27005. [Google Scholar] [CrossRef] [PubMed]
- Åkerfeldt, M.; Strååt, M.; Walkenström, P. Electrically conductive textile coating with a PEDOT-PSS dispersion and a polyurethane binder. Test. Res. J. 2013, 83, 618–627. [Google Scholar] [CrossRef]
- Kaynak, A. Conductive polymer coatings. In Active Coatings for Smart Textiles; Hu, J., Ed.; Woodhead: Sydney, Australia, 2016; Volume 176, pp. 113–136. [Google Scholar]
- Yan, H.; Jo, T.; Okuzaki, H. Highly conductive and transparent poly (3, 4-ethylenedioxythiophene)/poly (4-styrenesulfonate) (PEDOT/PSS) thin films. Polym. J. 2009, 41, 1028–1029. [Google Scholar] [CrossRef]
- Wang, Y.; Jing, X. Intrinsically conducting polymers for electromagnetic interference shielding. Polym. Adv. Technol. 2005, 16, 344–351. [Google Scholar] [CrossRef]
- Jennings, M.; Kendrick, I.; Green, C.; Lustig, S.R. PEDOT:PSS-DVS Crosslinking Reaction Monitored via ATR-FTIR for Air Cathode Application in Microbial Fuel Cells. EMBARK 2018, 2, 4. [Google Scholar]
- Lund, A.; van der Velden, N.M.; Persson, N.K.; Hamedi, M.M.; Müller, C. Electrically conducting fibres for e-textiles: An open playground for conjugated polymers and carbon nanomaterials. Mater. Sci. Eng. R Rep. 2018, 126, 1–29. [Google Scholar] [CrossRef]
- Clark, M. (Ed.) Handbook of Textile and Industrial Dyeing: Principles, Processes and Types of Dyes; Woodhead: London, UK, 2011; Volume 1, pp. 466–511. [Google Scholar]
- Musa, H.; Abdulmumini, A.; Folashade, M.O.; Usman, B.; Abba, H. Studies on the Dyeing of Wool and Nylon Fabrics with Some Acid Dyes. IOSR J. Appl. Chem. 2013, 5, 11–17. [Google Scholar] [CrossRef]
- Simonič, M.; Fras Zemljič, L. Functionalized wool as an efficient and sustainable adsorbent for removal of Zn (II) from an aqueous solution. Materials 2020, 13, 3208. [Google Scholar] [CrossRef] [PubMed]
- Müller, C.; Hamedi, M.; Karlsson, R.; Jansson, R.; Marcilla, R.; Hedhammar, M.; Inganäs, O. Woven electrochemical transistors on silk fibers. Adv. Mater. 2011, 23, 898–901. [Google Scholar] [CrossRef]
- Ryan, J.D.; Mengistie, D.A.; Gabrielsson, R.; Lund, A.; Muüller, C. Machine-washable PEDOT: PSS dyed silk yarns for electronic textiles. ACS Appl. Mater. Interfaces 2017, 9, 9045–9050. [Google Scholar] [CrossRef] [PubMed]
- Müller, C.; Jansson, R.; Elfwing, A.; Askarieh, G.; Karlsson, R.; Hamedi, M.; Rising, A.; Johansson, J.; Inganäs, O.; Hedhammar, M. Functionalisation of recombinant spider silk with conjugated polyelectrolytes. J. Mater. Chem. 2011, 21, 2909–2915. [Google Scholar] [CrossRef]
- Muhammad, A.K. Dyeing of Wool and Silk Fibres with a Conductive Polyelectrolyte and Comparing Their Conductance. Master’s Thesis, University of Borås/Swedish School of Textiles, Borås, Sweden, 2012. [Google Scholar]
- Moraes, M.R.; Alves, A.C.; Toptan, F.; Martins, M.S.; Vieira, E.M.; Paleo, A.J.; Souto, A.P.; Santos, W.L.F.; Esteves, M.F.; Zille, A. Glycerol/PEDOT: PSS coated woven fabric as a flexible heating element on textiles. J. Mater. Chem. C 2017, 5, 3807–3822. [Google Scholar] [CrossRef] [Green Version]
- Åkerfeldt, M.; Lund, A.; Walkenström, P. Textile sensing glove with piezoelectric PVDF fibers and printed electrodes of PEDOT: PSS. Text. Res. J. 2015, 85, 1789–1799. [Google Scholar] [CrossRef]
- Tsukada, S.; Nakashima, H.; Torimitsu, K. Conductive polymer combined silk fiber bundle for bioelectrical signal recording. PLoS ONE 2012, 7, e33689. [Google Scholar]
- Jelil, R.A. Review of low-temperature plasma treatment of textile materials. J. Mater. Sci. 2015, 50, 5913–5943. [Google Scholar] [CrossRef]
- Gordon, W.O.; Peterson, G.W.; Durke, E.M. Reduced chemical warfare agent sorption in polyurethane-painted surfaces via plasma-enhanced chemical vapor deposition of perfluoroalkanes. ACS Appl. Mater. Interfaces 2015, 7, 6402–6405. [Google Scholar] [CrossRef]
- Hegemann, D.; Brunner, H.; Oehr, C. Plasma treatment of polymers for surface and adhesion improvement. Nucl. Instrum. Methods Phys. Res. Sect. B 2003, 208, 281–286. [Google Scholar] [CrossRef]
- Zhou, Y.; Sun, Z.; Jiang, L.; Chen, S.; Ma, J.; Zhou, F. Flexible and conductive meta-aramid fiber paper with high thermal and chemical stability for electromagnetic interference shielding. Appl. Surf. Sci. 2020, 533, 147431. [Google Scholar] [CrossRef]
- Su, M.; Gu, A.; Liang, G.; Yuan, L. The effect of oxygen-plasma treatment on Kevlar fibers and the properties of Kevlar fibers/bismaleimide composites. Appl. Surf. Sci. 2011, 257, 3158–3167. [Google Scholar] [CrossRef]
- Thomas, H. Plasma Technologies for Textiles; Shishoo, R., Ed.; The Textile Institute: Cambridge, UK, 2007; pp. 228–244. [Google Scholar]
- Dou, S.; Tao, L.; Wang, R.; El Hankari, S.; Chen, R.; Wang, S. Plasma-assisted synthesis and surface modification of electrode materials for renewable energy. Adv. Mater. 2018, 30, 1705850. [Google Scholar] [CrossRef]
- ISO 23232:2009; Textiles—Aqueous Liquid Repellency—Water/Alcohol Solution Resistance Test. ISO—International Organization for Standardization: Geneva, Switzerland, 2009.
- LST EN ISO 105-C06:2010; Textiles—Tests for Colour Fastness—Part C06: Colour Fastness to Domestic and Commercial Laundering (ISO 105-C06:2010). Lithuanian Standards Board: Vilnius, Lithuania, 2010.
- LST EN ISO 105-J03:2010; Textiles—Tests for Colour Fastness—Part J03: Calculation Of Colour Differences (ISO 105-J03:2009). Lithuanian Standards Board: Vilnius, Lithuania, 2010.
- LST EN ISO 139:2006; Textiles—Standard Atmospheres for Conditioning and Testing (ISO 139:2005). Lithuanian Standards Board: Vilnius, Lithuania, 2006.
- LST EN 1149-1:2006; Protective Clothing—Electrostatic Properties—Part 1: Test Method for Measurement of Surface Resistivity (EN 1149-1:2006). Lithuanian Standards Board: Vilnius, Lithuania, 2006.
- Kale, K.H.; Desai, A.N. Atmospheric pressure plasma treatment of textiles using non-polymerising gases. Indian J. Fibre Text. Res. 2011, 36, 289–299. [Google Scholar]
- Haji, A. Natural dyeing of wool with henna and yarrow enhanced by plasma treatment and optimized with response surface methodology. J. Text. Inst. 2020, 111, 467–475. [Google Scholar] [CrossRef]
- Udakhe, J.; Honade, S.; Shrivastava, N. Plasma induced physicochemical changes and reactive dyeing of wool fabrics. J. Mater. 2015, 2015, 620370. [Google Scholar] [CrossRef] [Green Version]
- Mori, M.; Inagaki, N. Relationship between anti-felting properties and physicochemical properties of wool treated with low-temperature plasma. Res. J. Text. Appar. 2006, 10, 33–45. [Google Scholar] [CrossRef]
- Rubeziene, V.; Baltusnikaite-Guzaitiene, J.; Abraitiene, A.; Sankauskaite, A.; Ragulis, P.; Santos, G.; Pimenta, J. Development and investigation of PEDOT: PSS composition coated fabrics intended for microwave shielding and absorption. Polymer 2021, 13, 1191. [Google Scholar] [CrossRef]
- Elschner, A.; Loevenich, W.; Eiling, A.; Bayley, J. ITO Alternative: Solution Deposited Clevios TM PEDOT: PSS for Transparent Conductive Applications. Heraeus Trade Artic. 2012. Available online: https://www.yumpu.com/en/document/read/10545247/english-cleviostm-conductive-transparent-and-flexible-polymers (accessed on 4 January 2021).
- Tseghai, G.B.; Mengistie, D.A.; Malengier, B.; Fante, K.A.; Van Langenhove, L. PEDOT: PSS-based conductive textiles and their applications. Sensors 2020, 20, 1881. [Google Scholar] [CrossRef] [Green Version]
- Gupta, U.S.; Dhamarikar, M.; Dharkar, A.; Chaturvedi, S.; Kumrawat, A.; Giri, N.; Tiwari, S.; Namdeo, R. Plasma modification of natural fiber: A review. Mater. Today Proc. 2021, 43, 451–457. [Google Scholar] [CrossRef]
- Teli, M.D.; Pandit, P.; Samanta, K.K.; Basak, S.; Gayatri, T.N. Salt-free and low temperature colouration of silk using He–N2 non-thermal plasma irradiation. J. Clean. Prod. 2021, 296, 126576. [Google Scholar] [CrossRef]
- Kumpikaitė, E.; Varnaitė-Žuravliova, S.; Tautkutė-Stankuvienė, I.; Laureckienė, G. Comparison of mechanical and end-use properties of grey and dyed cellulose and cellulose/protein woven fabrics. Materials 2021, 14, 2860. [Google Scholar] [CrossRef] [PubMed]
- Borghei, S.M.; Shahidi, S.; Ghoranneviss, M.; Abdolahi, Z. Investigations into the anti-felting properties of sputtered wool using plasma treatment. Plasma Sci. Technol. 2013, 15, 37. [Google Scholar] [CrossRef]
- Kan, C.W. Effect of low temperature plasma on different wool dyeing systems. AUTEX Res. J. 2007, 7, 255–263. [Google Scholar]
- Chi-Wai, K.; Kwong, C.; Chun-Wah, M.Y.; Hom, H.; Kong, H. Surface characterization of low-temperature plasma treated wool fibre. AUTEX Res. J. 2003, 3, 194–205. [Google Scholar]
- Hassan, M.M. Wool fabrics coated with an anionic Bunte salt-terminated polyether: Physicomechanical properties, stain resistance, and dyeability. ACS Omega 2018, 3, 17656–17667. [Google Scholar] [CrossRef]
- Porubska, M.; Hanzlikova, Z.; Braniša, J.; Kleinová, A.; Hybler, P.; Fueloep, M.; Ondruska, J.; Jomova, K. The effect of electron beam on sheep wool. Polym. Degrad. Stab. 2015, 111, 151–158. [Google Scholar] [CrossRef]
- Kan, C.W.; Chan, K.; Yuen, C.W.M. Surface characterization of low temperature plasma treated wool fiber. Fibers Polym. 2004, 5, 52–58. [Google Scholar] [CrossRef]
- Chang, H.C.; Sun, T.; Sultana, N.; Lim, M.M.; Khan, T.H.; Ismail, A.F. Conductive PEDOT: PSS coated polylactide (PLA) and poly (3-hydroxybutyrate-co-3-hydroxyvalerate) (PHBV) electrospun membranes: Fabrication and characterization. Mater. Sci. Eng. C 2016, 61, 396–410. [Google Scholar] [CrossRef]
- Tian, M.; Hu, X.; Qu, L.; Zhu, S.; Sun, Y.; Han, G. Versatile and ductile cotton fabric achieved via layer-by-layer self-assembly by consecutive adsorption of graphene doped PEDOT: PSS and chitosan. Carbon 2016, 96, 1166–1174. [Google Scholar] [CrossRef]
- Funda, S.; Ohki, T.; Liu, Q.; Hossain, J.; Ishimaru, Y.; Ueno, K.; Shirai, H. Correlation between the fine structure of spin-coated PEDOT: PSS and the photovoltaic performance of organic/crystalline-silicon heterojunction solar cells. J. Appl. Phys. 2016, 120, 033103. [Google Scholar] [CrossRef]
- Noeske, M.; Degenhardt, J.; Strudthoff, S.; Lommatzsch, U. Plasma jet treatment of five polymers at atmospheric pressure: Surface modifications and the relevance for adhesion. Int. J. Adhes. Adhes. 2004, 24, 171–177. [Google Scholar] [CrossRef]
- Ugraskan, V.; Karaman, F. Thermoelectric properties of n-type PEDOT: PSS/boron phosphate hybrid composites. J. Electron. Mater. 2020, 49, 7560–7567. [Google Scholar] [CrossRef]
- Liu, X.; Xu, Z.; Iqbal, A.; Chen, M.; Ali, N.; Low, C.; Qi, R.; Zai, J.; Qian, X. Chemical coupled PEDOT: PSS/Si electrode: Suppressed electrolyte consumption enables long-term stability. Nano-Micro Lett. 2021, 13, 54. [Google Scholar] [CrossRef]
- Horii, T.; Hikawa, H.; Katsunuma, M.; Okuzaki, H. Synthesis of highly conductive PEDOT: PSS and correlation with hierarchical structure. Polymer 2018, 140, 33–38. [Google Scholar] [CrossRef]
- Jönsson, S.K.M.; Birgerson, J.; Crispin, X.; Greczynski, G.; Osikowicz, W.; Van Der Gon, A.D.; Fahlman, M. The effects of solvents on the morphology and sheet resistance in poly (3, 4-ethylenedioxythiophene)–polystyrenesulfonic acid (PEDOT–PSS) films. Synth. Met. 2003, 139, 1–10. [Google Scholar] [CrossRef]
- Wang, P.; Wang, Y.; Xu, Q.; Chen, Q.; Zhang, Y.; Xu, Z. Fabrication of durable and conductive cotton fabric using silver nanoparticles and PEDOT: PSS through mist polymerization. Appl. Surf. Sci. 2022, 592, 153314. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Content of Yarn, % | Mass per Unit Area, g/m2 | Type of Yarn: Linear Density, Tex | Weave | |
|---|---|---|---|---|
| Warp | Weft | Plane Wave (1:1) | ||
| Wool, 100 | 123 ± 3 | 31.0 × 2 S twist | 31.0 × 1 Z twist |  |
| Characteristics | |
|---|---|
| Chemical composition, % | Ethane-1,2-diol ≥5–<10 Poly(3,4-ethylenedioxythiophene) polystyrene sulfonate (PEDOT: PSS) ≥1–<3 [3-(2,3-epoxypropoxy)propyl]diethoxymethylsilane ≥0.25–<1 2,4,7,9-tetramethyldec-5-yne-4,7-diol ≥0.1–<0.25 |
| Conductivity (dried layer) | 200 S/cm |
| Viscosity at (20 °C) | 20 Pa∙s |
| The weight ratio of PEDOT to PSS | 1:2.5 |
| Product description (supplied form) | Aqueous dispersion |
| Process | Auxiliaries | Parameters |
|---|---|---|
| Dyeing in exhaust | Clevios F ET, mL | 500 |
| Deionized water, mL | 500 | |
| pH of solution | 2.2 | |
| Liquor ratio | 1:20 | |
| Temperature, °C | 90 | |
| Time, min | 30 | |
| Rotation speed of dyeing containers, rpm | 20 | |
| Temperature rise rate, °C/min | 2 | |
| Drying | Temperature, °C | 100 |
| Time, min | 3 |
| Days | 1 | 7 | 30 | 180 |
|---|---|---|---|---|
| Non-treated fabric, repellency grade number | 3 | 3 | 3 | 3 |
| Treated fabric, repellency grade number | 0 | 0 | 0 | 0 |
| Sample | L * | A * | B * | C * | h | K/S (λmax = 520 nm) |
|---|---|---|---|---|---|---|
| Dyed with Clevios F ET | 56.60 ± 0.07 | −3.44 ± 0.07 | 1.48 ± 0.07 | 3.75 ± 0.07 | 156.79 ± 0.07 | 28.56 ± 0.07 |
| Plasma-modified and dyed with Clevios F ET | 54.47 ± 0.07 | −3.98 ± 0.07 | 0.15 ± 0.07 | 3.98 ± 0.07 | 177.91 ± 0.07 | 23.45 ± 0.07 |
| Dyed with Clevios F ET, after 5 washing cycles | 57.49 ± 0.07 | −1.89 ± 0.07 | 6.13 ± 0.07 | 6.42 ± 0.07 | 107.15 ± 0.07 | 25.36 ± 0.07 |
| Plasma-modified and dyed with Clevios F ET, after 5 washing cycles | 52.65 ± 0.07 | −2.97 ± 0.07 | 1.66 ± 0.07 | 3.4 ± 0.07 | 150.85 ± 0.07 | 21.31 ± 0.07 |
| Sample | Elemental Concentration (wt. %) | Atomic Ratio | ||||||
|---|---|---|---|---|---|---|---|---|
| Si2p | C1s | Ca2p | N1s | O1s | S2p | C/N | O/C | |
| Untreated | 1.00 | 72.16 | 0.79 | 8.46 | 15.08 | 2.51 | 8.53 | 0.20 |
| After plasma treatment | 1.69 | 50.3 | 1.22 | 15.62 | 28.13 | 3.04 | 3.22 | 0.56 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Petkevičiūtė, J.; Sankauskaitė, A.; Jasulaitienė, V.; Varnaitė-Žuravliova, S.; Abraitienė, A. Impact of Low-Pressure Plasma Treatment of Wool Fabric for Dyeing with PEDOT: PSS. Materials 2022, 15, 4797. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15144797
Petkevičiūtė J, Sankauskaitė A, Jasulaitienė V, Varnaitė-Žuravliova S, Abraitienė A. Impact of Low-Pressure Plasma Treatment of Wool Fabric for Dyeing with PEDOT: PSS. Materials. 2022; 15(14):4797. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15144797
Chicago/Turabian StylePetkevičiūtė, Julija, Audronė Sankauskaitė, Vitalija Jasulaitienė, Sandra Varnaitė-Žuravliova, and Aušra Abraitienė. 2022. "Impact of Low-Pressure Plasma Treatment of Wool Fabric for Dyeing with PEDOT: PSS" Materials 15, no. 14: 4797. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15144797