
Optimization of AlCrSiWN Coating Process Parameters and Performance Study by the Matrix Analysis Method

Abstract
:1. Introduction
2. Matrix Analysis Method
3. Materials and Methods
3.1. Coating Preparation Process
- (1)
- Furnace cavity temperature rise: before coating deposition, the vacuum of the equipment cavity was fixed at 0.5 Pa, and then the temperature gradient of the furnace cavity was increased by controlling the heating tube; the gradient temperature was set to 350 °C and 420 °C for 10 min and 60 min of insulation, respectively.
- (2)
- Gas cleaning: we waited for the completion of insulation, passed 200 sccm of argon gas, set the bias voltage to −700 V and cleaned the target and furnace cavity for 4 min.
- (3)
- Ion etching: we waited for the completion of cleaning, raised the bias voltage to −800 V, maintained the vacuum level at 0.5 Pa, the argon flow rate at 200 sccm, and the temperature at 420 °C, passed a 90 A current to the Cr target and carried out ion etching on the workpiece for a total of 12 min.
- (4)
- Coating deposition: after ion etching was completed, the argon flow was turned off, and nitrogen was introduced into the furnace chamber to provide N elements. Cr target, AlCrSiW target and AlCr target are used in the deposition process. AlCrSiWN coatings with different process parameters were prepared by varying arc current, bias voltage and N2 flow rate.
3.2. Orthogonal Experimental Design
3.3. Structural and Performance Characterization Methods
4. Results and Discussion
4.1. Statistics of the Orthogonal Experimental Results and Matrix Analysis
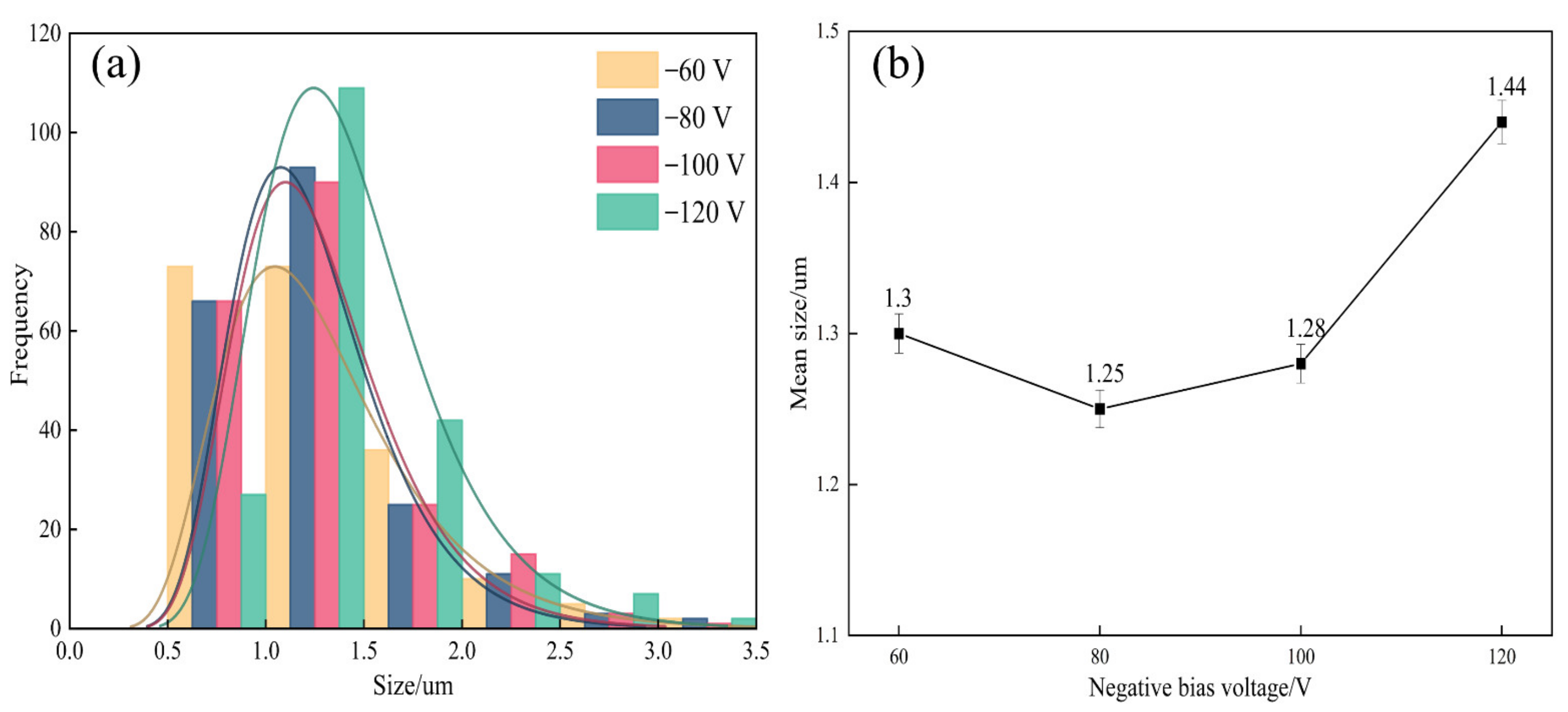
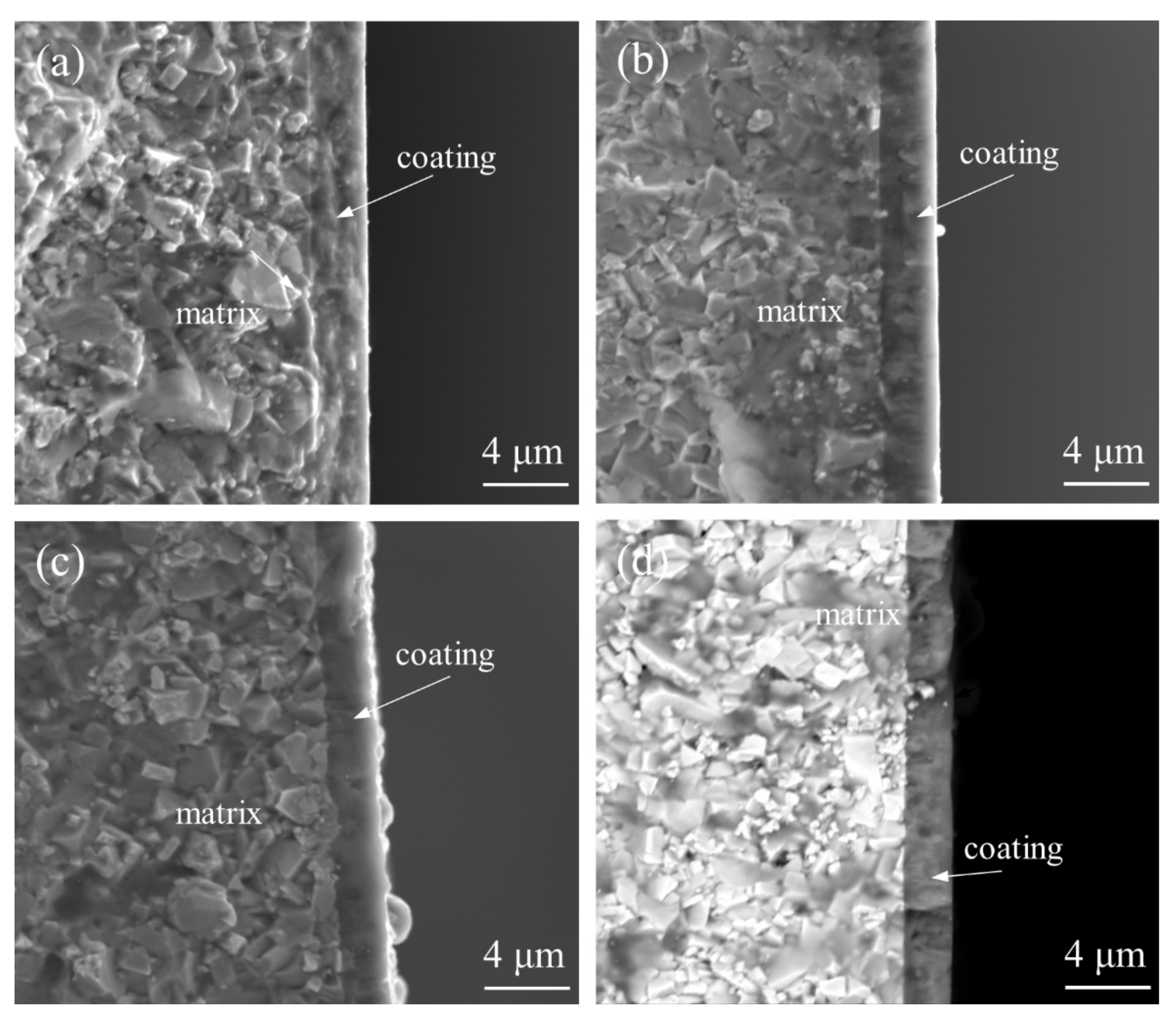
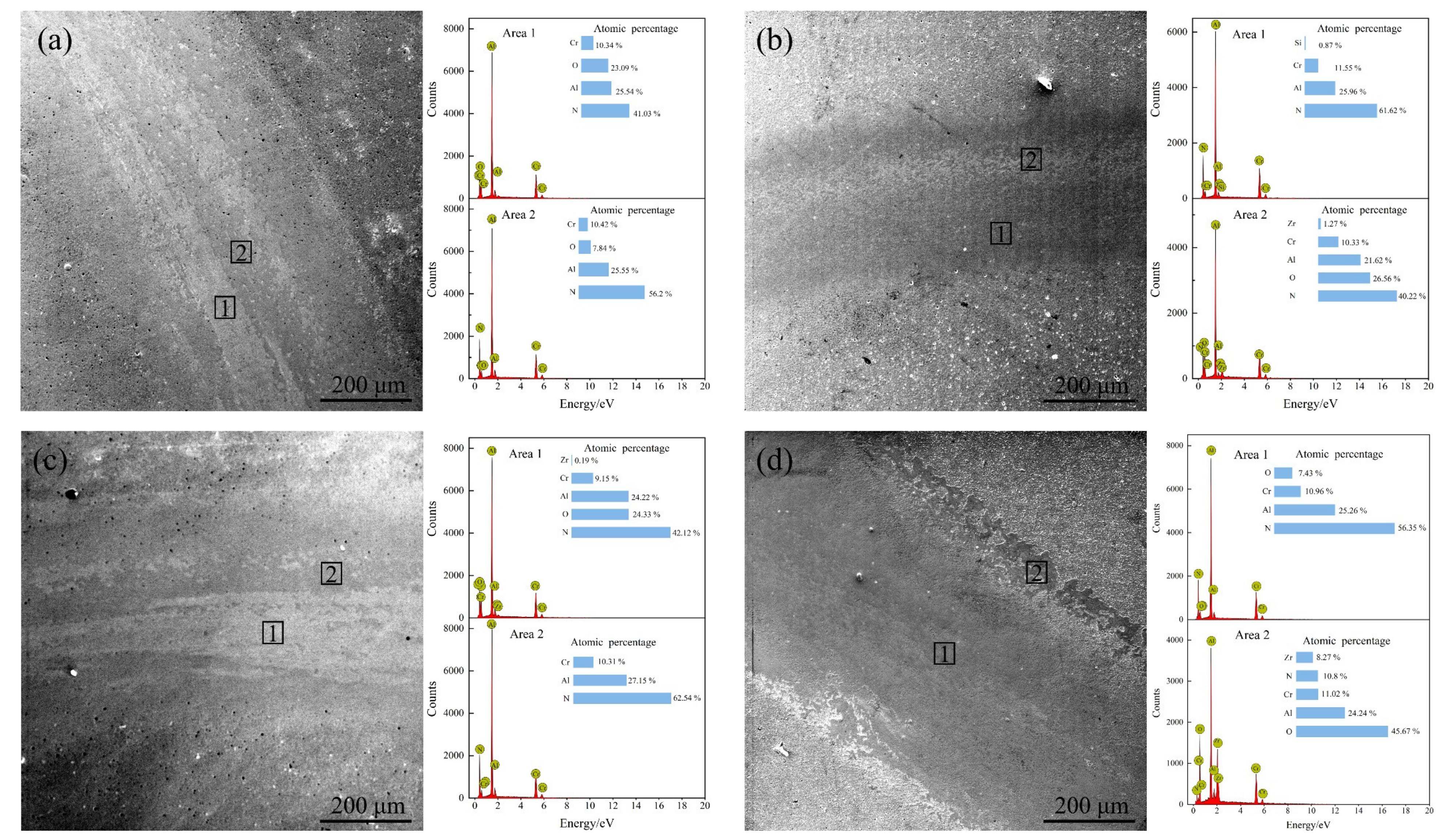
4.2. Surface and Cross-Sectional Morphology
4.3. Hardness and Roughness
4.4. Bonding Strength
4.5. Frictional Properties
5. Conclusions
- (1)
- The three process parameters affect the experimental indexes in this order of priority: bias voltage > arc current > N2 flow rate.
- (2)
- It was found that the surface quality and mechanical properties of the coatings were optimal at a bias voltage of −80 V than at the other bias voltages examined.
- (3)
- After the frictional wear test, it was found that the coating had better frictional properties when the bias voltage was −80 V compared with other bias voltages, and the wear mechanism was mainly adhesive wear and oxidation wear.
- (4)
- We found that the optimum process parameters for the AlCrSiWN coating were as follows: an arc current of 160 A, a bias voltage of −80 V, and a N2 flow rate of 600 sccm.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| A | Arc current/A |
| B | Bias voltage/V |
| C | N2 flow rate/sccm |
| SEM | Scanning Electron Microscopy |
| EDS | Energy-Dispersive Spectrometry |
| Ra | Roughness parameters |
References
- Ren, Z.J.; Qu, S.G.; Zhang, Y.L.; Li, X.Q.; Yang, C. Machining Performance of TiAlN-Coated Cemented Carbide Tools with Chip Groove in Machining Titanium Alloy Ti-6Al-0.6Cr-0.4Fe-0.4Si-0.01B. Metals 2018, 8, 850. [Google Scholar] [CrossRef] [Green Version]
- Khatai, S.; Kumar, R.; Sahoo, A.K.; Panda, A. Investigation on tool wear and chip morphology in hard turning of EN 31 steel using AlTiN-PVD coated carbide cutting tool. Mater. Today Proc. 2022, 59, 1810–1816. [Google Scholar] [CrossRef]
- Ahmed, T.; Mollick, N.; Mahmud, S.; Ahmad, T. Analysis of Effects of Machining Parameters on Cutting Force Components in Turning AISI 201 Stainless Steel Using Cemented Carbide Cutting Tool Insert. Mater. Today Proc. 2021, 42, 832–837. [Google Scholar] [CrossRef]
- Heinrichs, J.; Mikado, H.; Wiklund, U.; Jacobson, S. Wear of uncoated and PVD coated cemented carbide tools for processing of copper based materials part II: Exploring the sliding contact with pure copper. Wear 2021, 466–467, 203589. [Google Scholar] [CrossRef]
- Usca, A.; Uzun, M.; Şap, S.; Kuntoğlu, M.; Giasin, K.; Pimenov, D.Y.; Wojciechowski, S. Tool wear, surface roughness, cutting temperature and chips morphology evaluation of Al/TiN coated carbide cutting tools in milling of Cu–B–CrC based ceramic matrix composites. J. Mater. Res. Technol. 2022, 16, 1243–1259. [Google Scholar] [CrossRef]
- Kumar, K.M.; Mathew, N.T.; Baburaj, M. Sustainable milling of Ti-6Al-4 V super alloy using AlCrN and TiAlN coated tools. Mater. Today Proc. 2022, 50, 1732–1738. [Google Scholar] [CrossRef]
- Kamatchi Hariharan, M.; Rajkamal, M.D.; Ravikumar, K.; Sheik Mohammed, M. Investigation on effect of TiN, TiAlN & DLC-triple layer coated carbide tool in machining of Al-Si 4032 alloy. Mater. Today Proc. 2022, 59, 39–46. [Google Scholar] [CrossRef]
- Peng, Z.; Zhang, X.; Zhang, D. Performance evaluation of high-speed ultrasonic vibration cutting for improving machinability of Inconel 718 with coated carbide tools. Tribol. Int. 2021, 155, 106766. [Google Scholar] [CrossRef]
- Li, H. High-Speed Milling of Microwave Printed Circuit Boards Using TiN Coated Tools. Master’s Thesis, Nanjing University of Aeronautics and Astronautics, Nanjing, China, 2012. [Google Scholar]
- Liu, J.H.; Feng, Y.H.; Shi, L.; Zhang, Q.Y. Research on the Cutting Performance of ZrN Coated Tools. In Proceedings of the International Academic Conference on Machinery, Materials Science and Engineering Applications, Wuhan, China, 15–16 July 2011; p. 1089. [Google Scholar]
- Wang, F.; Ji, K.; Guo, Z. Microstructural analysis of failure progression for coated carbide tools during high-speed milling of Ti-6Al-4V. Wear 2020, 456–457, 203356. [Google Scholar] [CrossRef]
- Chang, Y.-Y.; Lai, H.-M. Wear behavior and cutting performance of CrAlSiN and TiAlSiN hard coatings on cemented carbide cutting tools for Ti alloys. Surf. Coat. Technol. 2014, 259, 152–158. [Google Scholar] [CrossRef]
- Jing, L.; Chen, M.; An, Q. Study on Performance of PVD AlTiN Coatings and AlTiN-Based Composite Coatings in Dry End Milling of Hardened Steel SKD11. Metals 2021, 11, 2019. [Google Scholar] [CrossRef]
- Sahoo, P.; Patra, K.; Pimenov, D.Y. Enhancement of micro milling performance by abrasion-resistant coated tools with optimized thin-film thickness: Analytical and experimental characterization. Int. J. Adv. Manuf. Technol. 2022, 120, 2993–3015. [Google Scholar] [CrossRef]
- Muhammad, A.; Kumar Gupta, M.; Mikołajczyk, T.; Pimenov, D.Y.; Giasin, K. Effect of Tool Coating and Cutting Parameters on Surface Roughness and Burr Formation during Micromilling of Inconel 718. Metals 2021, 11, 167. [Google Scholar] [CrossRef]
- Skordaris, G.; Bouzakis, K.D.; Charalampous, P.; Kotsanis, T.; Bouzakis, E.; Bejjani, R. Bias voltage effect on the mechanical properties, adhesion and milling performance of PVD films on cemented carbide inserts. Wear 2018, 404, 50–61. [Google Scholar] [CrossRef]
- Zhu, S.; Qin, Y.F.; Mei, H. Influence of Arc Current on Surface Properties and Corrosion Resistance of AlCrN Coatings Deposited by Multi-arc Ion Plating. Int. J. Electrochem. Sci. 2020, 15, 5352–5361. [Google Scholar] [CrossRef]
- Shariatdoust, M.S.; Aghajani, H. Protective Properties of Aluminum Nitride Coatings by DC-PVD Sputtering on Cu-10Al-13Mn Shape Memory Alloy. J. Mater. Eng. Perform. 2018, 27, 6365–6373. [Google Scholar] [CrossRef]
- Park, C.Y.; Lee, S.M.; Kim, S.W.; Kim, H.T.; Jang, B.K.; Oh, Y.S. Effects of N-2/Ar gas ratio on phase formation and tribology of Ti-Si-N composite coatings prepared by hybrid PVD. J. Ceram. Soc. Jpn. 2014, 122, 638–641. [Google Scholar] [CrossRef] [Green Version]
- Sivapragash, M.; Kumaradhas, P.; Vettivel, S.C.; Retnam, B.S.J. Optimization of PVD process parameter for coating AZ91D magnesium alloy by Taguchi grey approach. J. Magnes. Alloy. 2018, 6, 171–179. [Google Scholar] [CrossRef]
- Sivapragash, M.; Kumaradhas, P.; Retnam, B.S.J.; Joseph, X.F.; Pillai, U.T.S. Taguchi based genetic approach for optimizing the PVD process parameter for coating ZrN on AZ91D magnesium alloy. Mater. Des. 2016, 90, 713–722. [Google Scholar] [CrossRef]
- Sun, J.; Zhou, Y.; Ge, X.; Cai, J.; Han, Y.; Zhang, H.; Wang, J.; Zhang, L.; Chen, D.; Hua, H. Research on Multiobjective Optimization of Bulb Tubular Turbine Based on Orthogonal Test. Shock Vib. 2021, 2021, 5581455. [Google Scholar] [CrossRef]
- Zhou, Y. Matrix analysis method for orthogonal experimental design. Pract. Underst. Math. 2009, 39, 202–207. [Google Scholar]
- Lingyan, J.; Jinxi, C.; Dong, X. Study on optimization of pepper resin extraction process by matrix analysis. China Fats Oils 2020, 45, 106–114. [Google Scholar]
- Xiaoyan, H.; Kai, H.; Yanru, Z.; Shuyan, Z. Orthogonal experimental study on the mechanical properties of BFCC based on matrix analysis method. Concrete 2019, 13, 2937. [Google Scholar]
- Hongfei, L.; Kaiyuan, H. Multi-objective orthogonal optimization design of miniature centrifugal pump based on power matrix analysis method. Fluid Mach. 2018, 46, 35–39. [Google Scholar]
- Wan, X.S.; Zhao, S.S.; Yang, Y.; Gong, J.; Sun, C. Effects of nitrogen pressure and pulse bias voltage on the properties of Cr-N coatings deposited by arc ion plating. Surf. Coat. Technol. 2010, 204, 1800–1810. [Google Scholar] [CrossRef]
- Peng, Z.; Shejun, H.; Guangrong, X.; Nachan, H.; Qibai, W. Study on the dissociation effect of vacuum arc deposition of multi-film composite target components. Vac. Sci. Technol. 2000, 5, 71–74. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Model | WC% | Co% | Graininess |
|---|---|---|---|
| K05 | 93.00 | 6.20 | 0.4 |
| Programs | Factors | ||
|---|---|---|---|
| A (Arc Current/A) | B (Bias Voltage/V) | C (N2 Flow/sccm) | |
| 1 | 200 | −120 | 800 |
| 2 | 200 | −100 | 700 |
| 3 | 200 | −80 | 600 |
| 4 | 160 | −120 | 700 |
| 5 | 160 | −100 | 600 |
| 6 | 160 | −80 | 800 |
| 7 | 120 | −120 | 600 |
| 8 | 120 | −100 | 800 |
| 9 | 120 | −80 | 700 |
| Programs | Factors | Hardness (HV0.025) | Adhesion (N) | Roughness (nm) | ||
|---|---|---|---|---|---|---|
| A (A) | B (V) | C (sccm) | ||||
| 1 | 200 | −120 | 800 | 3392.2 | 67.8 | 140.0 |
| 2 | 200 | −100 | 700 | 3407.7 | 81.1 | 138.7 |
| 3 | 200 | −80 | 600 | 3342.8 | 106.1 | 113.0 |
| 4 | 160 | −120 | 700 | 3793.4 | 85.1 | 130.0 |
| 5 | 160 | −100 | 600 | 3683.2 | 102.3 | 132.3 |
| 6 | 160 | −80 | 800 | 3783.5 | 95.7 | 127.2 |
| 7 | 120 | −120 | 600 | 3828.6 | 72.2 | 143.4 |
| 8 | 120 | −100 | 800 | 3649.0 | 76.3 | 115.1 |
| 9 | 120 | −80 | 700 | 3521.6 | 103.5 | 133.9 |
| Bias Voltage/V | N/at.% | Al/at.% | Cr/at.% | Si/at.% | W/at.% |
|---|---|---|---|---|---|
| −60 | 48.22 | 33.78 | 16.6 | 1.14 | 0.26 |
| −80 | 48.58 | 33.47 | 15.96 | 1.56 | 0.43 |
| −100 | 48.27 | 33.37 | 16.8 | 1.17 | 0.39 |
| −120 | 48.23 | 33.25 | 17.69 | 0.6 | 0.23 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wei, S.; Wang, R.; Yang, H.; Guo, Z.; Lin, R.; Huang, Q.; Zhou, Y. Optimization of AlCrSiWN Coating Process Parameters and Performance Study by the Matrix Analysis Method. Materials 2022, 15, 5153. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15155153
Wei S, Wang R, Yang H, Guo Z, Lin R, Huang Q, Zhou Y. Optimization of AlCrSiWN Coating Process Parameters and Performance Study by the Matrix Analysis Method. Materials. 2022; 15(15):5153. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15155153
Chicago/Turabian StyleWei, Shasha, Renxin Wang, Hu Yang, Ziming Guo, Rongchuan Lin, Qingmin Huang, and Yuhui Zhou. 2022. "Optimization of AlCrSiWN Coating Process Parameters and Performance Study by the Matrix Analysis Method" Materials 15, no. 15: 5153. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15155153