
Casing Wear and Wear Factors: New Experimental Study and Analysis

 , , ,
, , ,
Abstract
:1. Introduction
- -
- Comprehensive casing grade characterization
- -
- Continuous temperature monitoring
- -
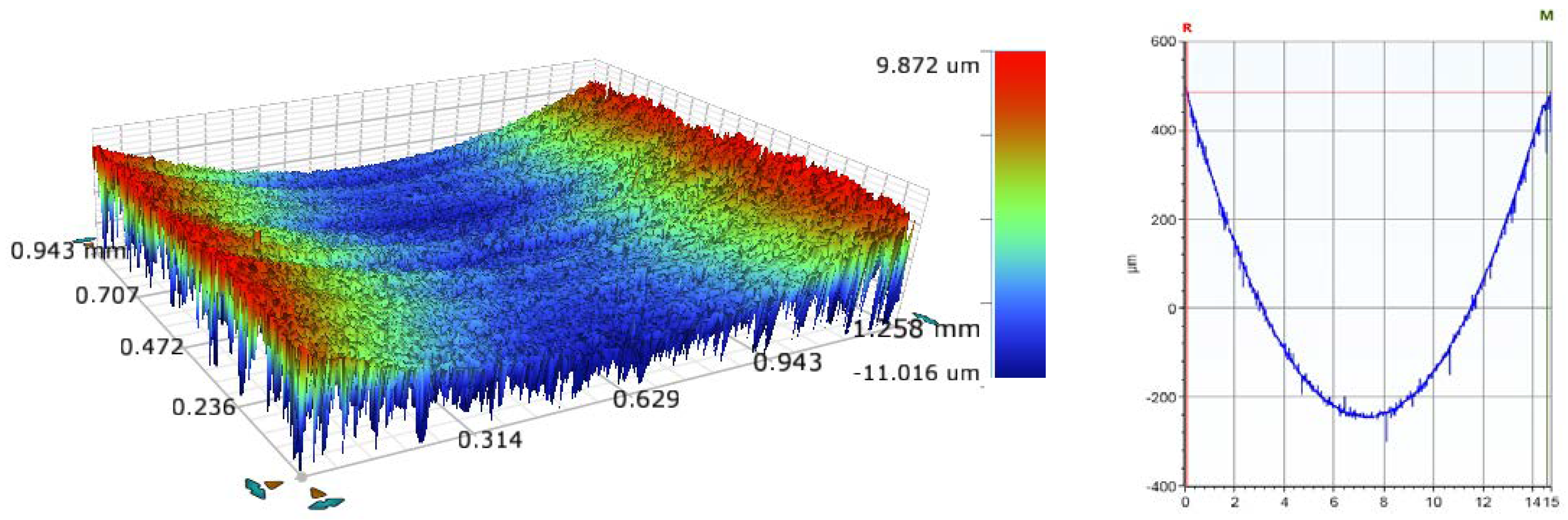
- Detailed surface profiling
- -
- Microstructure evaluation of the worn-out piece
- -
- Different lubricants between the stationary pipe and the rotating member.
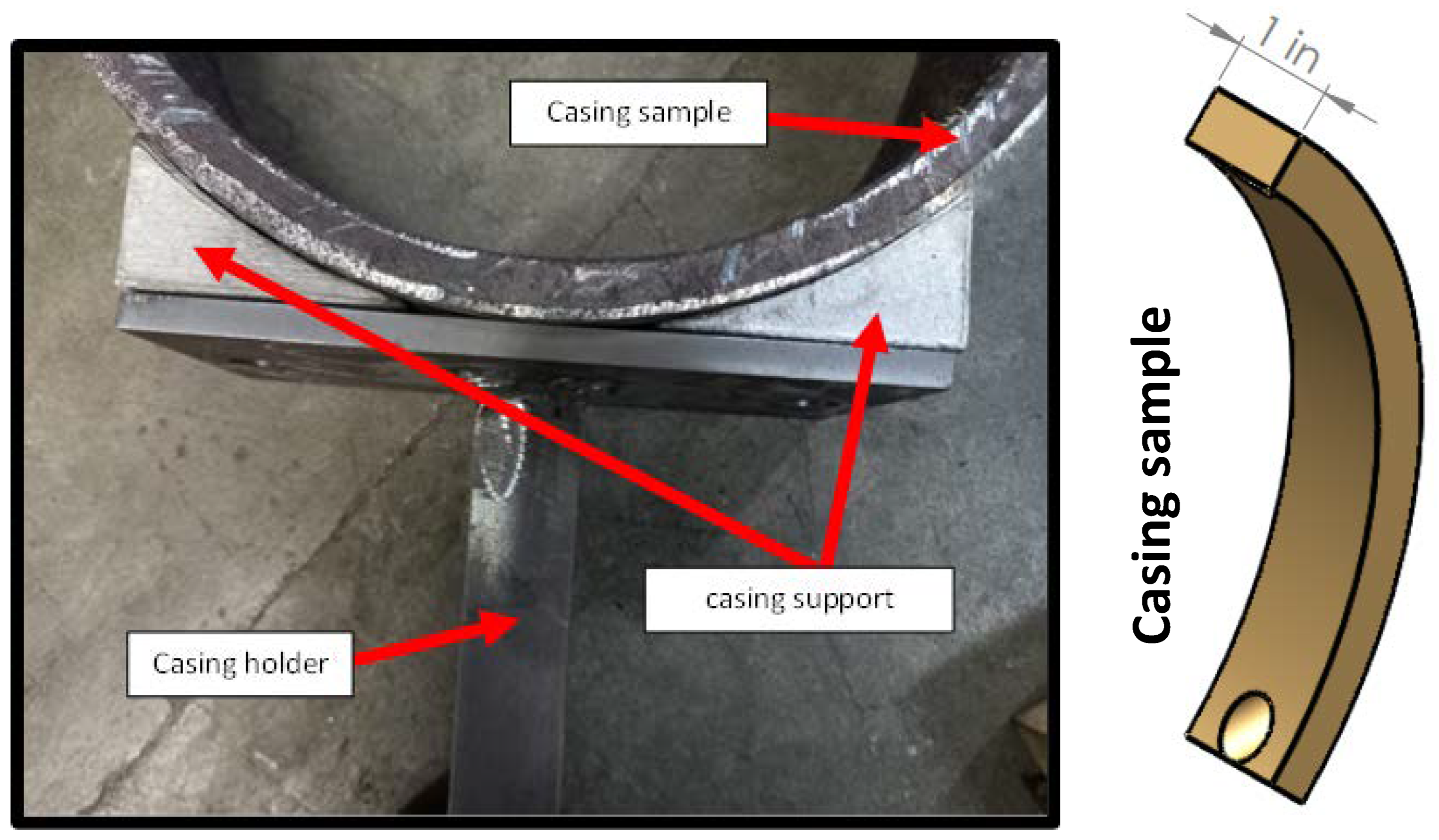
2. Experimental Procedure and Testing Facility
3. Characterization
4. Results and Discussion
4.1. Elemental Composition
4.2. Hardness Measurements
4.3. Casing Wear Volume Estimation
4.4. Casing Wear Factors
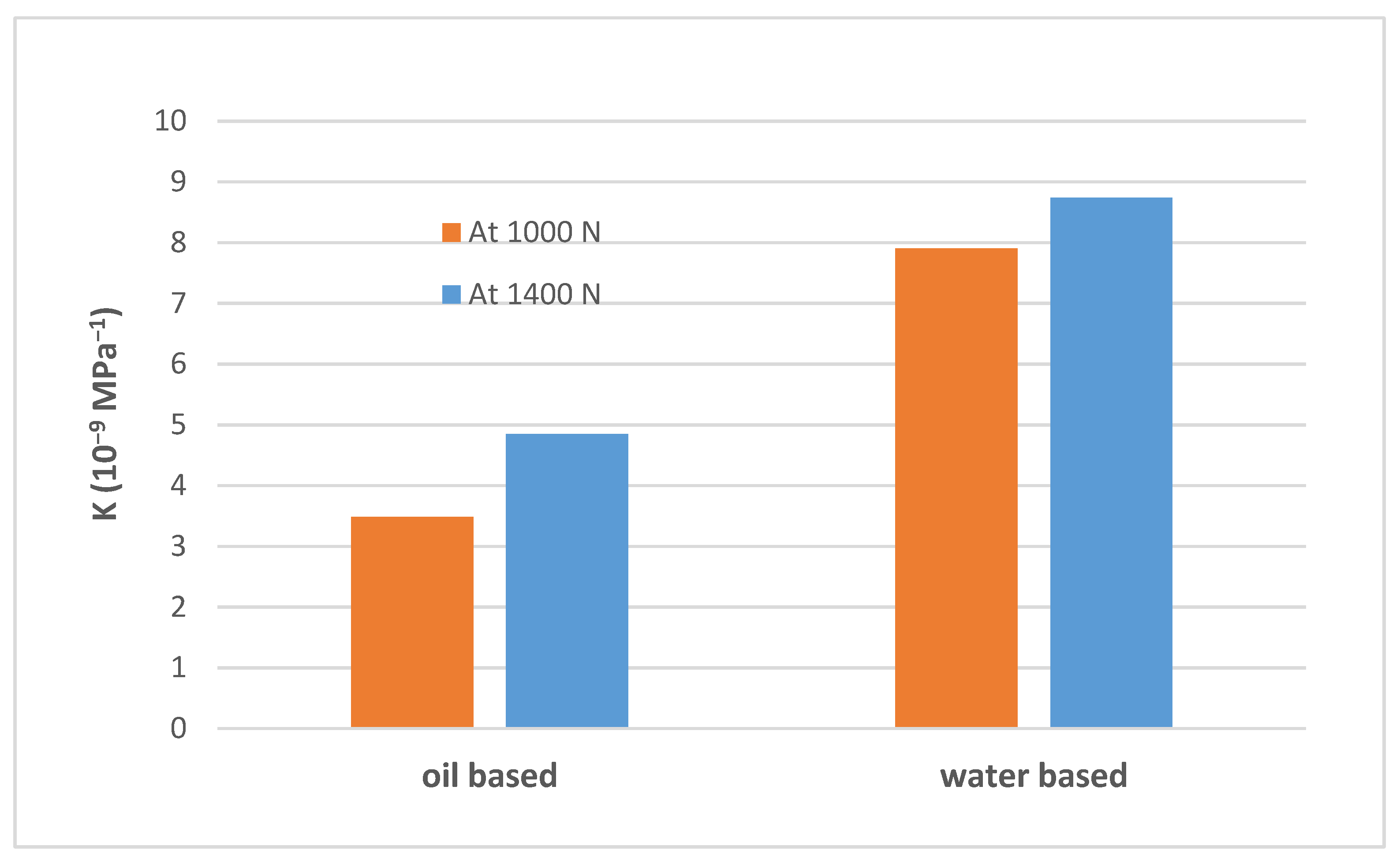
4.5. Effects of Drilling Fluids Type on Wear Factor
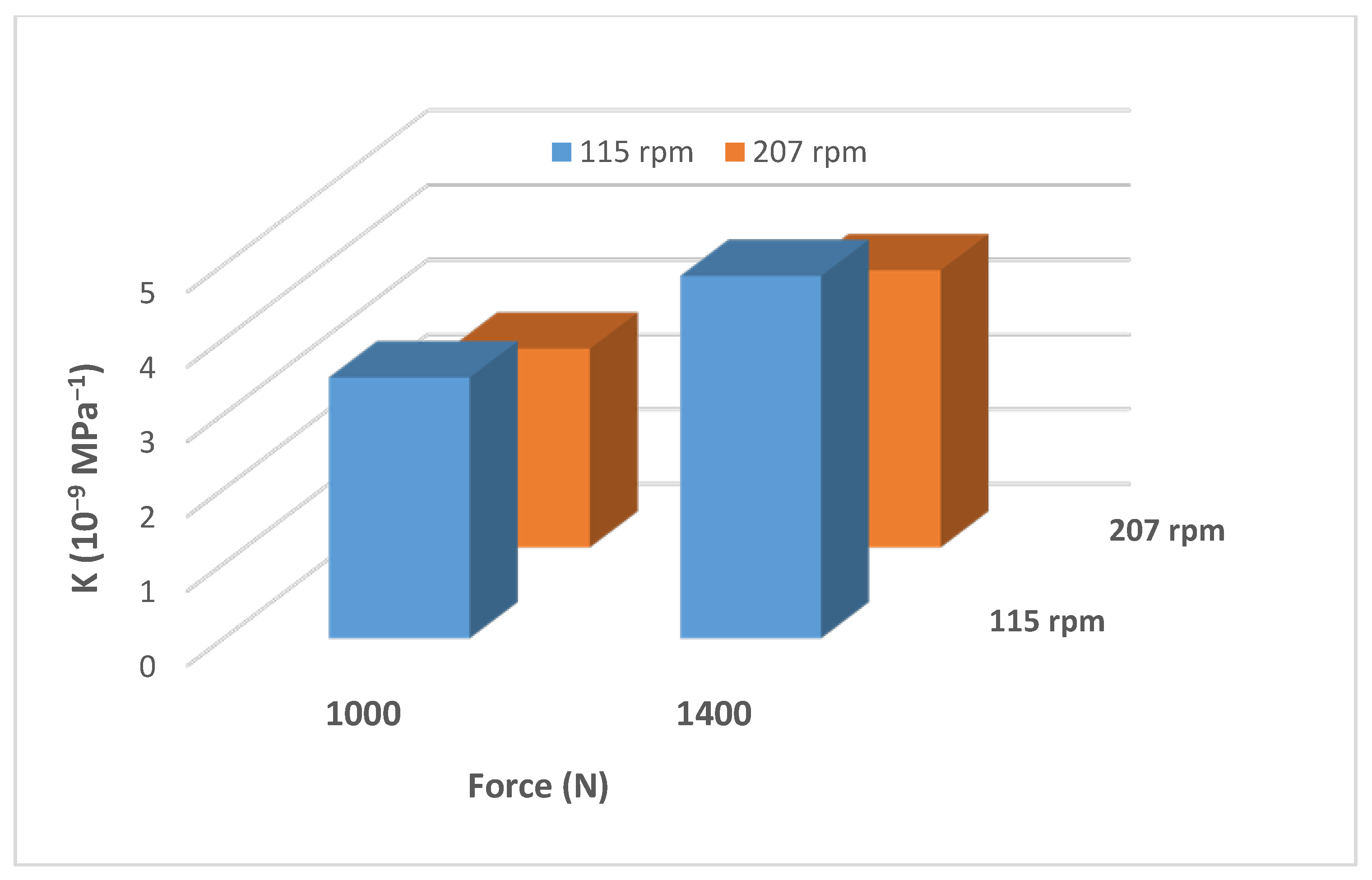
4.6. Effects of Rotational Speed and Side Load on the Wear Factor
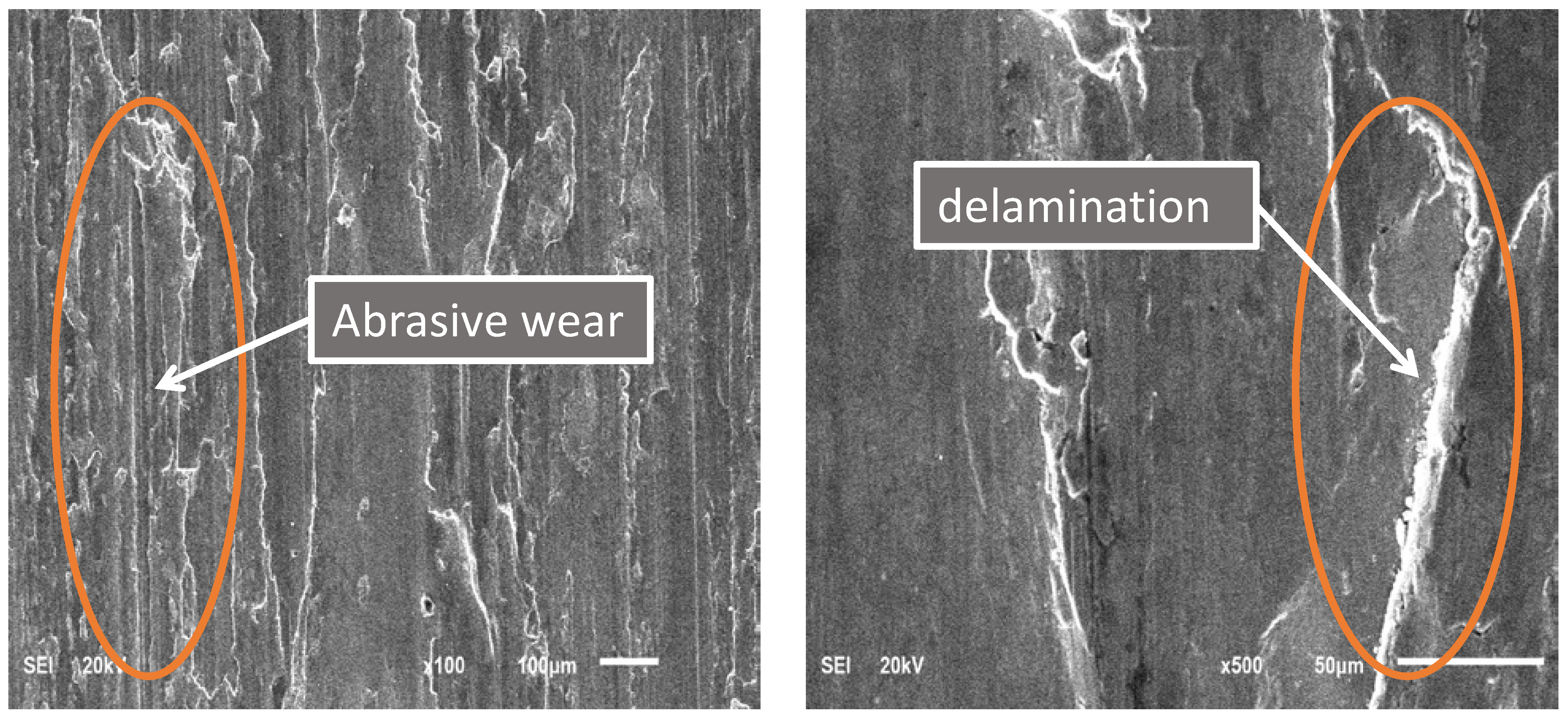
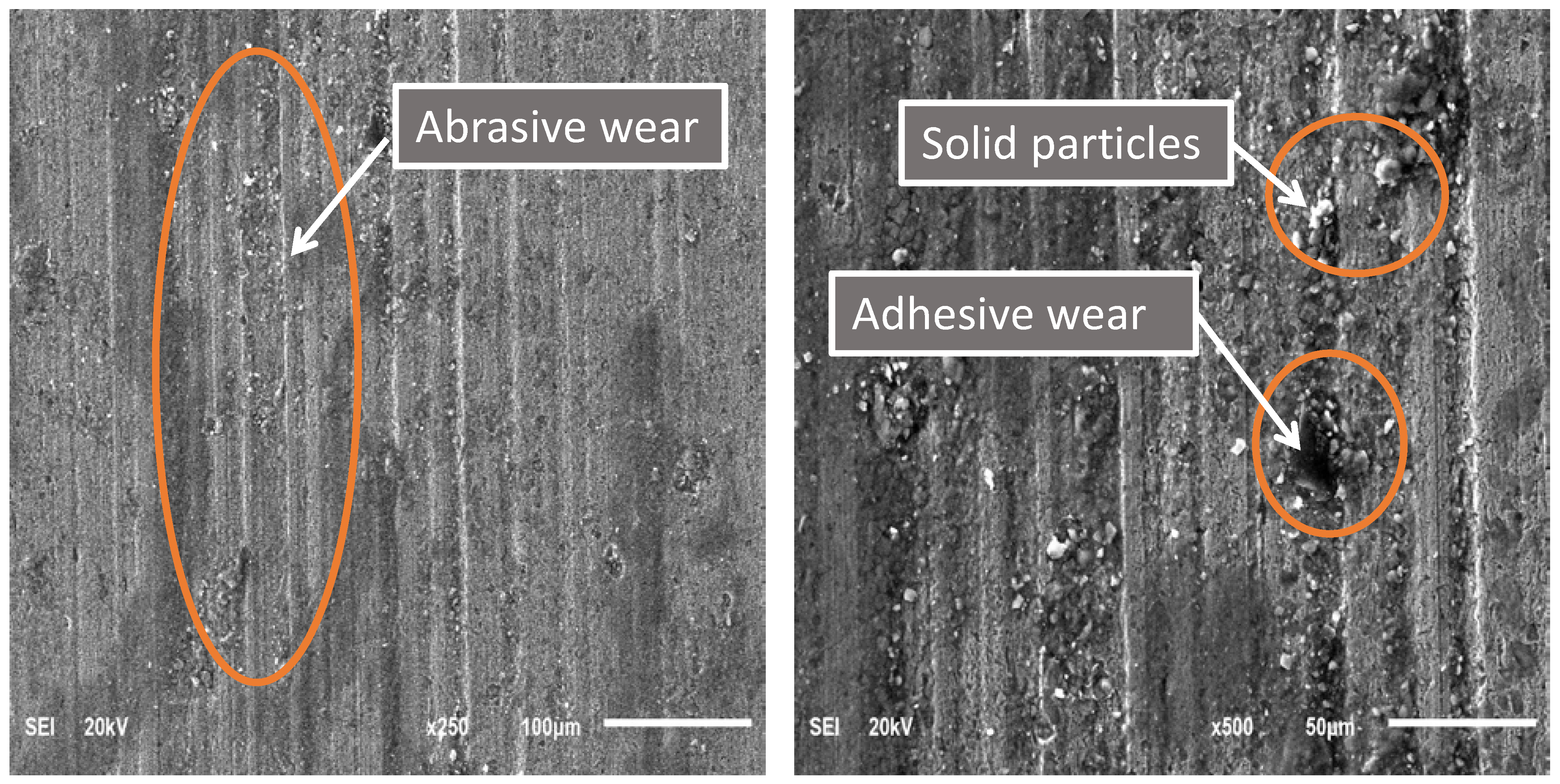
4.7. Casing Wear Mechanisms
5. Conclusions
- It was found that the wear volume increased with the contact force and tool joint rotational speed. Additionally, it was found that employing water-based drilling fluids instead of oil-based drilling fluids has a detrimental impact on casing wear and causes a more than 100% increase in wear volume and wear factor.
- The wear groove depth and the wear volume measurement with the optical profilometer provided a more accurate estimation compared to other previous experiments.
- Additionally, it was observed that the wear factor increased as the typical load increased at a constant rotating speed (rpm). On the other hand, increasing the speed at the same side load resulted in a lower casing wear factor. This might be explained by the adhesive wear mechanism’s reported absence at higher speeds.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, Z.; Samuel, R.; Gonzales, A.; Kang, Y. Lifetime Tubular Design: Combining Effects of Corrosion and Mechanical Wear. In SPE Thermal Well Integrity and Design Symposium; OnePetro: Richardson, TX, USA, 2019. [Google Scholar] [CrossRef]
- Chu, S.; Zhang, L.; Fan, J.; Zheng, W.; Yu, H. Experimental study of casing wear under impact-sliding conditions. Pet. Sci. 2009, 6, 445–450. [Google Scholar] [CrossRef]
- Fischer, A.; Bobzin, K. Friction, Wear and Wear Protection: International Symposium on Friction, Wear and Wear Protection 2008; Wiley-VCH: Aachen, Germany, 2009. [Google Scholar]
- Haberer, J.F.; Gates, J.; Fifield, R. Resistance to Abrasive Wear and Metallurgical Property Assessment of Nine Casing-Friendly Hard-Banding Alloy Chemistries: Abrasion Resistance Assessment Using ASTM G65 Methodology (Standard Test Method for Measuring Abrasion with Dry Sand/Rubber Wheel Apparatus). In Proceedings of the IADC/SPE Asia Pacific Drilling Technology Conference, Bangkok, Thailand, 25–27 August 2014; p. SPE-170520-MS. [Google Scholar] [CrossRef]
- Samuel, R.; Kumar, A. Modeling Method to Estimate the Casing Wear Caused by Vibrational Impacts of the Drillstring. In Proceedings of the IADC/SPE Drilling Conference and Exhibition, Fort Worth, TX, USA, 4–6 March 2014; OnePetro: Richardson, TX, USA, 2014; Volume 2, pp. 730–739. [Google Scholar]
- Zhang, Q.; Lian, Z.; Lin, T.; Deng, Z.; Xu, D.; Gan, Q. Casing wear analysis helps verify the feasibility of gas drilling in directional wells. J. Nat. Gas Sci. Eng. 2016, 35, 291–298. [Google Scholar] [CrossRef]
- Huimei, W.; Yishan, L. The Influence of Drilling Parameters on Casing Wear in Ultra-Deep Directional Well. In Proceedings of the International Conference on Pipelines and Trenchless Technology, Wuhan, China, 19–22 October 2012; American Society of Civil Engineers: Reston, VA, USA, 2012; pp. 920–926. [Google Scholar]
- Andersson, S. Wear Simulation with a Focus on Mild Wear in Rolling and Sliding Contacts. In Friction, Wear and Wear Protection; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2011; pp. 1–19. [Google Scholar]
- Tan, L.; Gao, D.; Zhou, J.; Liu, Y.; Wang, Z. Casing Wear Prediction Model Based on Drill String Whirling Motion in Extended-Reach Drilling. Arab. J. Sci. Eng. 2018, 43, 6325–6332. [Google Scholar] [CrossRef]
- Wang, K.; Chang, B.; Lei, Y.; Fu, H.; Lin, Y. Effect of cobalt on microstructure and wear resistance of Ni-based alloy coating fabricated by laser cladding. Metals 2017, 7, 551. [Google Scholar] [CrossRef]
- Sun, L.; Gao, D.; Zhu, K. Models & tests of casing wear in drilling for oil & gas. J. Nat. Gas Sci. Eng. 2012, 4, 44–47. [Google Scholar]
- Chen, L.; Di, Q.; Lou, E.; Zhou, B.; Zhang, H.; Wang, W.; Hu, F. The visualization of rub-impact characteristics of drill string on casing. J. Pet. Sci. Eng. 2019, 174, 1321–1331. [Google Scholar] [CrossRef]
- Irawan, S.; Bharadwaj, A.M.; Temesgen, B.; Karuppanan, S.; Abdullah, M.Z.B. Effect of wear on the burst strength of l-80 steel casing. IOP Conf. Ser. Mater. Sci. Eng. 2015, 100, 12027. [Google Scholar] [CrossRef]
- Yu, H.; Lian, Z.; Lin, T.; Zhu, K. Experimental and numerical study on casing wear in a directional well under in situ stress for oil and gas drilling. J. Nat. Gas Sci. Eng. 2016, 35, 986–996. [Google Scholar] [CrossRef]
- Mittal, M.K.; Samuel, R.; Gonzales, A. Data-Driven Wear-Factor Estimation Based on the Inversion Technique for Real-time Casing Wear Predictions. In Proceedings of the Offshore Mediterranean Conference and Exhibition, Ravenna, Italy, 27–29 March 2019; OMC 2019. OnePetro: Richardson, TX, USA, 2019; Volume 1, p. 0968. [Google Scholar]
- Kumar, A.; Samuel, R. Casing Wear Factors: How Do They Improve Well Integrity Analyses? In Proceedings of the SPE/IADC Drilling Conference and Exhibition, London, UK, 17–19 March 2015; OnePetro: Richardson, TX, USA, 2015; Volume 2015, pp. 742–759. [Google Scholar]
- Samuel, R.; Kumar, A.; Gonzales, A.; Marcou, S.; Rød, A.M. Solving the casing-wear puzzle using stiff-string model. JPT J. Pet. Technol. 2016, 68, 53–55. [Google Scholar] [CrossRef]
- Doering, A.E.R.; Danks, D.R.; Mahmoud, S.E.; Scott, J.L. Evaluation of Worn Tubulars from DEA-42 and Small-Scale Casing Wear Testers. In Proceedings of the Offshore Technology Conference, Houston, TX, USA, 2–5 May 2011; OnePetro: Richardson, TX, USA, 2011; pp. 1–17. [Google Scholar]
- Lian, Z.; Zhang, Q.; Lin, T.; Li, K.; Liu, Y. Experimental Study and Prediction Model of Casing Wear in Oil and Gas Wells. J. Press. Vessel Technol. Trans. ASME 2016, 138, 1–6. [Google Scholar] [CrossRef]
- Mao, L.; Cai, M.; Wang, G. Effect of rotation speed on the abrasive–erosive–corrosive wear of steel pipes against steel casings used in drilling for petroleum. Wear 2018, 410–411, 1–10. [Google Scholar] [CrossRef]
- Mao, L.; Cai, M.; Liu, Q.; Wang, G. Influence of oil-water ratio on the wear of Cr13 casing lubricated with drilling fluid. Mater. Today Commun. 2020, 25, 2352–4928. [Google Scholar] [CrossRef]
- API 5CT. Chemical Composition of Casing Pipe. 2017. Available online: https://www.hu-steel.com/product89_991.html (accessed on 5 March 2022).
- Osman, O.A.; Merah, N.; Samuel, R.; Alshalan, M.; Alshaarawi, A. Casing Wear Tests for Precise Wear Factor Evaluation. In Proceedings of the IADC/SPE International Drilling Conference and Exhibition, Galveston, TX, USA, 8–10 March 2022; OnePetro: Richardson, TX, USA, 2022. [Google Scholar] [CrossRef]
- Pettersen, J.B. Overall Evaluation of Offshore Drilling Fluid Technology: Development and Application of Life- cycle Inventory and Impact Assessment Methods. Ph.D. Thesis, NTNU, Department of Energy and Process Engineering, Trondheim, Norway, 2007. [Google Scholar]
- Mitchell, S.; Xiang, Y. Improving Casing Wear Prediction and Mitigation Using a Statistically Based Model. In Proceedings of the IADC/SPE Drilling Conference and Exhibition, San Diego, CA, USA, 6–8 March 2012; OnePetro: Richardson, TX, USA, 2012; Volume 2, pp. 1032–1046. [Google Scholar]
- Rădăcină, D.; Halafawi, M.; Avram, L. Casing wear prediction in horizontal wells. Pet. Coal. 2020, 62, 395–405. [Google Scholar]
- Xingzhong, Z.; Jiajun, L.; Baoliang, Z.; Qunji, X.; Jinlin, O. The influence of lubrication on tribological properties of Si3N4/1045 steel sliding pairs. J. Mater. Sci. 1997, 32, 661–666. [Google Scholar] [CrossRef]
- Sönmez, A.; Verşan Kök, M.; Özel, R. Performance analysis of drilling fluid liquid lubricants. J. Pet. Sci. Eng. 2013, 108, 64–73. [Google Scholar] [CrossRef]
- Gunes, I. Effect of sliding speed on the frictional behavior and wear performance of borided and plasma-nitrided W9Mo3Cr4V high-speed steel. Mater. Tehnol. 2015, 49, 111–116. [Google Scholar]
- Yoshida, K. Effects of Sliding Speed and Temperature on Tribological Behavior with Oils Containing a Polymer Additive or Soot. Tribol. Trans. 1990, 33, 221–228. [Google Scholar] [CrossRef]
- Du, D.; Zhang, W.; An, J. Two Types of Wear Mechanisms Governing Transition between Mild and Severe Wear in Ti-6Al-4V Alloy during Dry Sliding at Temperatures of 20–250 °C. Materials 2022, 15, 1416. [Google Scholar] [CrossRef]
- Williams, J. Engineering Tribology, 4th ed.; Cambridge University Press: Cambridge, UK, 2014. [Google Scholar]
- Humood, M.; Ghamary, M.H.; Lan, P.; Iaccino, L.L.; Bao, X.; Polycarpou, A.A. Influence of additives on the friction and wear reduction of oil-based drilling fluid. Wear 2019, 422–423, 151–160. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Standard | Measured | Measured |
|---|---|---|---|
| (P110) API SPEC 5CT | P110 | DP, Hardened Surface | |
| C | 0.26~0.395% | 0.36% | 0.96% |
| Cr | 0.80~1.10% | 1.17% | 3.78% |
| Ni | ≤0.20% | 0.04% | 0.17% |
| Mo | 0.15~0.25% | 0.90% | 0.50% |
| Mn | 0.40~0.70% | 0.36% | 1.34% |
| Sample No. | Test Condition | Speed (rpm) | Side Load (N) | Average Wear Area (mm2) | Wear Groove Width (mm) | Wear Volume (mm3) |
|---|---|---|---|---|---|---|
| S0 | Dry | 115 | 1000 | 1.7 | 23.1 | 39.3 |
| S1 | Oil-based | 115 | 1400 | 2.3 | 25.5 | 59.1 |
| S2 | 115 | 1000 | 1.3 | 22.5 | 30.4 | |
| S3 | 207 | 1400 | 3.7 | 22 | 81.2 | |
| S4 | Water-based | 115 | 1400 | 4.5 | 23.5 | 106.4 |
| S5 | 115 | 1000 | 3.0 | 22.7 | 68.7 |
| Drilling Fluids Type | Sample Number | F (N) | N (rpm) | D (mm) | T (min) | V | L (mm) | K | K |
|---|---|---|---|---|---|---|---|---|---|
| Dry | S0 | 1000 | 115 | 126.7 | 40 | 39.3 | 1.831 × 106 | 21.5 × 10−9 | 1.48 × 10−10 |
| Oil-based | S1 | 1400 | 115 | 126.7 | 190 | 59.1 | 8.70 × 106 | 4.85 × 10−9 | 0.33 × 10−10 |
| S2 | 1000 | 115 | 126.7 | 190 | 30.4 | 8.70 × 106 | 3.49 × 10−9 | 0.24 × 10−10 | |
| S3 | 1400 | 207 | 126.7 | 190 | 81.2 | 15.66 × 106 | 3.71 × 10−9 | 0.26 × 10−10 | |
| Water-based | S4 | 1400 | 115 | 126.7 | 190 | 106.4 | 8.70 × 106 | 8.74 × 10−9 | 0.60 × 10−10 |
| S5 | 1000 | 115 | 126.7 | 190 | 68.7 | 8.70 × 106 | 7.90 × 10−9 | 0.55 × 10−10 |
| Additive Name | From | To | Unit | Function |
|---|---|---|---|---|
| Safra Oil | 0.52 | 0.51 | Barrels | Base oil |
| Invermul | 1.5 | 1.5 | Gallon per Barrel | Emulsifier |
| Lime_(Ca(OH)2) | 6 | 6 | Pounds | Contaminant Remover |
| Duratone | 6 | 8 | Pounds | Fluid Loss Control |
| Fresh Water | 0.15 | 0.15 | 1/32 inch | |
| Gel Tone II | 6 | 10 | Pounds | OBM Viscosifier |
| EZ MUL | 0.5 | 0.5 | Gallon per Barrel | Emulsifier |
| Calcium Chloride | 33.5 | 33.1 | Pounds | Weighting Materials |
| Marble Medium | 30 | 30 | Pounds | Weighting Materials |
| Barite | 86 | 100 | Pounds | Weighting Materials |
| Additive Name | From | To | Unit | Function |
|---|---|---|---|---|
| Drill Water | 0.85 | 0.83 | Barrels | Base solvent |
| Soda Ash | 0.2 | 0.5 | Pounds per Barrel | Contaminant Remover |
| Bentonite Baroid | 10 | 10 | Pounds per Barrel | Viscosifier |
| Caustic Soda_(NaOH) | 0.5 | 0.7 | Pounds per Barrel | PH Adjustment |
| Kla Stop | 2 | 3 | Volume Percent | Shale Inhibitor |
| Salt-NaCl | 70 | 80 | Pounds per Barrel | Weighting Material |
| Starch | 3 | 4 | Pounds per Barrel | Fluid Loss AdditiveLow Temperature |
| Xanthan Gum Mi Sch | 0.5 | 1 | Pounds per Barrel | Viscosifier |
| ME LUBE | 2 | 3 | Volume Percent | Lubricant |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Osman, O.A.; Merah, N.; Abdul Samad, M.; Baig, M.M.A.; Samuel, R.; Alshalan, M.; Alshaarawi, A. Casing Wear and Wear Factors: New Experimental Study and Analysis. Materials 2022, 15, 6544. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15196544
Osman OA, Merah N, Abdul Samad M, Baig MMA, Samuel R, Alshalan M, Alshaarawi A. Casing Wear and Wear Factors: New Experimental Study and Analysis. Materials. 2022; 15(19):6544. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15196544
Chicago/Turabian StyleOsman, Omer Alnoor, Necar Merah, Mohammed Abdul Samad, Mirza Murtuza Ali Baig, Robello Samuel, Meshari Alshalan, and Amjad Alshaarawi. 2022. "Casing Wear and Wear Factors: New Experimental Study and Analysis" Materials 15, no. 19: 6544. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15196544