

Modification of Polymeric Surfaces with Ultrashort Laser Pulses for the Selective Deposition of Homogeneous Metallic Conductive Layers

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
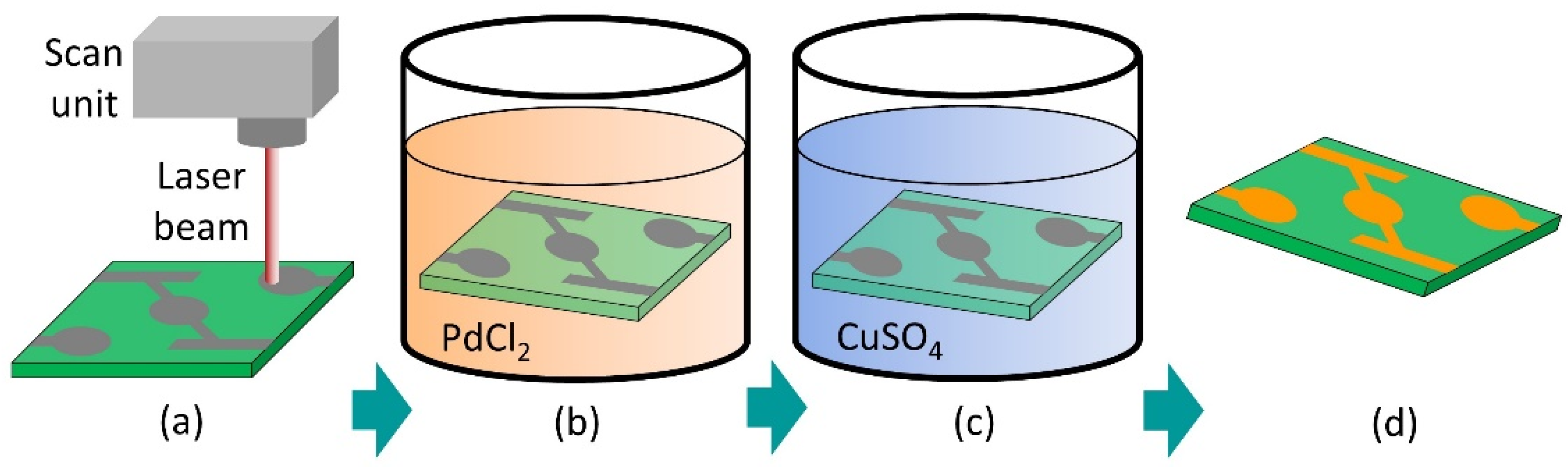
2.2. Process Chain for Fabrication of Conductive Traces
2.3. Surface Analysis
2.4. Evaluation of the Copper Distribution on the Laser-Treated Surfaces
- i.
- Characterization of the reference geometry;
- ii.
- The setting of fixation points;
- iii.
- Geometric transformation;
- iv.
- Grayscale scaling;
- v.
- Binarization and, finally, analysis of the copper distribution per field
3. Results and Discussion
3.1. Polymer Surface after Laser Activation
3.2. Analysis of the Pd Content and Distribution on the Polymer Surface
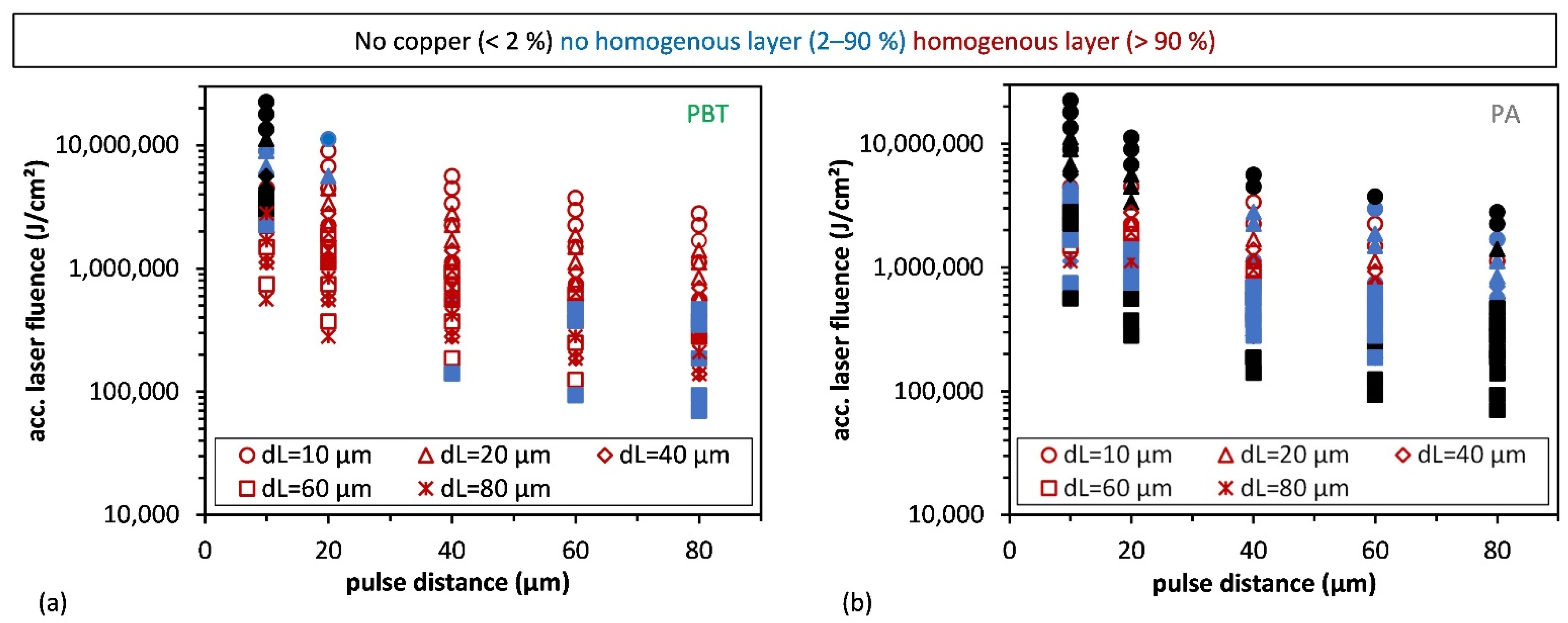
3.3. Process Window Evaluation for Selective Metallization
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Franke, J. Räumliche Elektronische Baugruppen (3D-MID): Werkstoffe, Herstellung, Montage und Anwendungen für Spritzgegossene Schaltungsträger; Hanser: München, Germany, 2013; ISBN 9783446437784. [Google Scholar]
- Castano, L.M.; Flatau, A.B. Smart fabric sensors and e-textile technologies: A review. Smart Mater. Struct. 2014, 23, 53001. [Google Scholar] [CrossRef]
- Stoppa, M.; Chiolerio, A. Wearable electronics and smart textiles: A critical review. Sensors 2014, 14, 11957–11992. [Google Scholar] [CrossRef] [PubMed]
- Shafeev, G.A. Laser-assisted activation and metallization of polyimides. Appl. Phys. A 1992, 55, 387–390. [Google Scholar] [CrossRef]
- Shafeev, G.A. Laser-assisted activation of dielectrics for electroless metal plating. Appl. Phys. A Mater. Sci. Processing 1998, 67, 303–311. [Google Scholar] [CrossRef]
- Shafeev, G.; Hoffmann, P. Light-enhanced electroless Cu deposition on laser-treated polyimide surface. Appl. Surf. Sci. 1999, 138, 455–460. [Google Scholar] [CrossRef]
- Cai, J.; Lv, C.; Watanabe, A. Laser Direct Writing and Selective Metallization of Metallic Circuits for Integrated Wireless Devices. ACS Appl. Mater. Interfaces 2018, 10, 915–924. [Google Scholar] [CrossRef] [PubMed]
- Kordás, K.; Bali, K.; Leppävuori, S.; Uusimäki, A.; Nánai, L. Laser direct writing of copper on polyimide surfaces from solution. Appl. Surf. Sci. 2000, 154–155, 399–404. [Google Scholar] [CrossRef]
- Kordás, K.; Nánai, L.; Galbács, G.; Uusimäki, A.; Leppävuori, S.; Bali, K. Reaction dynamics of CW Ar+ laser induced copper direct writing from liquid electrolyte on polyimide substrates. Appl. Surf. Sci. 2000, 158, 127–133. [Google Scholar] [CrossRef]
- Ludvigsen, E.; Pedersen, N.R.; Zhu, X.; Marie, R.; Mackenzie, D.M.A.; Emnéus, J.; Petersen, D.H.; Kristensen, A.; Keller, S.S. Selective Direct Laser Writing of Pyrolytic Carbon Microelectrodes in Absorber-Modified SU-8. Micromachines 2021, 12, 564. [Google Scholar] [CrossRef]
- Serra, P.; Piqué, A. Laser-Induced Forward Transfer: Fundamentals and Applications. Adv. Mater. Technol. 2019, 4, 1800099. [Google Scholar] [CrossRef] [Green Version]
- Adrian, F.J. A study of the mechanism of metal deposition by the laser-induced forward transfer process. J. Vac. Sci. Technol. B 1987, 5, 1490. [Google Scholar] [CrossRef]
- Rytlewski, P.; Jagodziński, B.; Malinowski, R.; Budner, B.; Moraczewski, K.; Wojciechowska, A.; Augustyn, P. Laser-induced surface activation and electroless metallization of polyurethane coating containing copper(II) L-tyrosine. Appl. Surf. Sci. 2020, 505, 144429. [Google Scholar] [CrossRef]
- Zhang, Y.; Hansen, H.N.; de Grave, A.; Tang, P.T.; Nielsen, J.S. Selective metallization of polymers using laser induced surface activation (LISA)—Characterization and optimization of porous surface topography. Int. J. Adv. Manuf. Technol 2011, 55, 573–580. [Google Scholar] [CrossRef]
- Rytlewski, P.; Jagodziński, B.; Karasiewicz, T.; Augustyn, P.; Kaczor, D.; Malinowski, R.; Szabliński, K.; Mazurkiewicz, M.; Moraczewski, K. Copper Filled Poly(Acrylonitrile-co-Butadiene-co-Styrene) Composites for Laser-Assisted Selective Metallization. Materials 2020, 13, 224. [Google Scholar] [CrossRef] [PubMed]
- Gedvilas, M.; Ratautas, K.; Jagminienė, A.; Stankevičienė, I.; Li Pira, N.; Sinopoli, S.; Kacar, E.; Norkus, E.; Račiukaitis, G. Percolation effect of a Cu layer on a MWCNT/PP nanocomposite substrate after laser direct structuring and autocatalytic plating. RSC Adv. 2018, 8, 30305–30309. [Google Scholar] [CrossRef] [PubMed]
- Hüske, M.; Kickelhain, J.; Mueller, J.; Eßer, G.; Geiger, M. Laser-Supported Activation and Additive Metallization of Thermoplastics for 3D-MIDs. In Proceedings of the 3rd LANE, Erlangen, Germany, 28–31 August 2001. [Google Scholar]
- Ratautas, K.; Vosylius, V.; Jagminienė, A.; Stankevičienė, I.; Norkus, E.; Račiukaitis, G. Laser-Induced Selective Electroless Plating on PC/ABS Polymer: Minimisation of Thermal Effects for Supreme Processing Speed. Polymers 2020, 12, 427. [Google Scholar] [CrossRef] [PubMed]
- Ratautas, K.; Jagminienė, A.; Stankevičienė, I.; Sadauskas, M.; Norkus, E.; Račiukaitis, G. Evaluation and optimisation of the SSAIL method for laser-assisted selective electroless copper deposition on dielectrics. Results Phys. 2020, 16, 102943. [Google Scholar] [CrossRef]
- Ratautas, K.; Jagminienė, A.; Stankevičienė, I.; Norkus, E.; Račiukaitis, G. Laser assisted fabrication of copper traces on dielectrics by electroless plating. Procedia CIRP 2018, 74, 367–370. [Google Scholar] [CrossRef]
- Ratautas, K.; Jagminiene, A.; Stankeviciene, I.; Norkus, E.; Raciukaitis, G. Laser Assisted Selective Metallization of Polymers. In Proceedings of the 2018 13th International Congress Molded Interconnect Devices (MID), Würzburg, Germany, 25–26 September 2018; pp. 1–3, ISBN 978-1-5386-4933-6. [Google Scholar]
- Ratautas, K.; Vosylius, V.; Stankevičienė, I.; Jagminienė, A.; Norkus, E.; Račiukaitis, G. Fast laser writing technique for laser assisted selective electroless copper deposition on dielectrics surface for in-mold electronics applications. In Proceedings of the Laser Applications in Microelectronic and Optoelectronic Manufacturing (LAMOM) XXVI, Online Conference, 6–11 March 2021; Molpeceres, C., Qiao, J., Narazaki, A., Eds.; SPIE: Bellingham, WA, USA, 2021; p. 33, ISBN 9781510641815. [Google Scholar]
- Ratautas, K.; Andrulevičius, M.; Jagminienė, A.; Stankevičienė, I.; Norkus, E.; Račiukaitis, G. Laser-assisted selective copper deposition on commercial PA6 by catalytic electroless plating—Process and activation mechanism. Appl. Surf. Sci. 2019, 470, 405–410. [Google Scholar] [CrossRef]
- Schrott, A.G.; Braren, B.; Saraf, R. Laser assisted Pd seeding for electroless plating on SiO2. Appl. Phys. Lett. 1994, 64, 1582–1584. [Google Scholar] [CrossRef]
- Schrott, A.G.; Braren, B.; O’Sullivan, E.J.M.; Saraf, R.F.; Bailey, P.; Roldan, J. Laser-Assisted Seeding for Electroless Plating on Polyimide Surfaces. J. Electrochem. Soc. 1995, 142, 944–949. [Google Scholar] [CrossRef]
- Kordás, K.; Békési, J.; Vajtai, R.; Nánai, L.; Leppävuori, S.; Uusimäki, A.; Bali, K.; George, T.F.; Galbács, G.; Ignácz, F.; et al. Laser-assisted metal deposition from liquid-phase precursors on polymers. Appl. Surf. Sci. 2001, 172, 178–189. [Google Scholar] [CrossRef]
- Kordás, K.; Leppävuori, S.; Uusimäki, A.; George, T.F.; Nánai, L.; Vajtai, R.; Bali, K.; Békési, J. Palladium thin film deposition on polyimide by CW Ar+ laser radiation for electroless copper plating. Thin Solid Film. 2001, 384, 185–188. [Google Scholar] [CrossRef]
- Kordás, K.; Nánai, L.; Bali, K.; Stépán, K.; Vajtai, R.; George, T.F.; Leppävuori, S. Palladium thin film deposition from liquid precursors on polymers by projected excimer beams. Appl. Surf. Sci. 2000, 168, 66–70. [Google Scholar] [CrossRef]
- Piqué, A. Laser-Induced Forward Transfer of Functional Materials: Advances and Future Directions. J. Lazer Macro/Nanoeng. 2014, 9, 192–197. [Google Scholar] [CrossRef]
- Bohandy, J.; Kim, B.F.; Adrian, F.J.; Jette, A.N. Metal deposition at 532 nm using a laser transfer technique. J. Appl. Phys. 1988, 63, 1158–1162. [Google Scholar] [CrossRef]
- Zhang, J.; Zhou, T.; Wen, L. Selective Metallization Induced by Laser Activation: Fabricating Metallized Patterns on Polymer via Metal Oxide Composite. ACS Appl. Mater. Interfaces 2017, 9, 8996–9005. [Google Scholar] [CrossRef]
- Xu, H.; Zhang, J.; Feng, J.; Zhou, T. Fabrication of Copper Patterns on Polydimethylsiloxane through Laser-Induced Selective Metallization. Ind. Eng. Chem. Res. 2021, 60, 8821–8828. [Google Scholar] [CrossRef]
- Ratautas, K.; Gedvilas, M.; Stankevičiene, I.; Jagminienė, A.; Norkus, E.; Li Pira, N.; Sinopoli, S.; Emanuele, U.; Račiukaitis, G. Laser-induced selective copper plating of polypropylene surface. In Proceedings of the Laser Applications in Microelectronic and Optoelectronic Manufacturing (LAMOM) XXI, San Francisco, CA, USA, 13 February 2016; Neuenschwander, B., Roth, S., Grigoropoulos, C.P., Makimura, T., Eds.; SPIE: Bellingham, WA, USA; 2016; p. 973507. [Google Scholar]
- Ratautas, K.; Gedvilas, M.; Stankeviciene, I.; Jagminiene, A.; Norkus, E.; Raciukaitis, G.; Sinopoli, S.; Emanuele, U.; Pira, N.L. Laser-induced selective metal plating on PP and PC/ABS polymers surface. In Proceedings of the 2016 12th International Congress Molded Interconnect Devices (MID), Scientific Proceeding, Würzburg, Germany, 28–29 September 2016; Franke, J., Ed.; Research Association Molded Interconnect Devices 3-D MID e.V: Nuremberg, Germany, 2016; pp. 1–5, ISBN 978-1-5090-5426-8. [Google Scholar]
- Ratautas, K.; Gedvilas, M.; Stankevičiene, I.; Jagminienė, A.; Norkus, E.; Pira, N.L.; Sinopoli, S.; Račiukaitis, G. Laser-induced selective metallization of polypropylene doped with multiwall carbon nanotubes. Appl. Surf. Sci. 2017, 412, 319–326. [Google Scholar] [CrossRef]
- Pimenov, S.M.; Shafeev, G.A.; Loubnin, E.N. Laser activation of diamond films for electroless metal plating: Valence band modifications. Appl. Phys. Lett. 1996, 68, 334–336. [Google Scholar] [CrossRef]
- Bliedtner, J.; Müller, H.; Barz, A. Lasermaterialbearbeitung: Grundlagen—Verfahren—Anwendungen—Beispiele; Hanser: München, Germany, 2013; ISBN 9783446429291. [Google Scholar]
- Fiodorov, V.; Ratautas, K.; Mockus, Z.; Trusovas, R.; Mikoliūnaitė, L.; Račiukaitis, G. Laser-Assisted Selective Fabrication of Copper Traces on Polymers by Electroplating. Polymers 2022, 14, 781. [Google Scholar] [CrossRef] [PubMed]
- Augustyn, P.; Rytlewski, P.; Moraczewski, K.; Mazurkiewicz, A. A review on the direct electroplating of polymeric materials. J. Mater. Sci. 2021, 56, 14881–14899. [Google Scholar] [CrossRef]
- Islam, A.; Hansen, H.N.; Tang, P.T.; Sun, J. Process chains for the manufacturing of molded interconnect devices. Int. J. Adv. Manuf. Technol. 2009, 42, 831–841. [Google Scholar] [CrossRef]
- Camargo, M.K.; Uebel, M.; Kurniawan, M.; Ziegler, K.F.; Seiler, M.; Grieseler, R.; Schmidt, U.; Barz, A.; Bliedtner, J.; Bund, A. Selective Metallization of Polymers: Surface Activation of Polybutylene Terephthalate (PBT) Assisted by Picosecond Laser Pulses. Adv. Eng. Mater. 2021, 24, 2100933. [Google Scholar] [CrossRef]
- Bliedtner, J.; Barz, A.; Möhwald, M.; Schmidt, U.; Lerp, M.; Schilling, M. Method for Selective Activation of at Least One Region of a Surface of a Dielectric Substrate. European Patent EP2906025B1, 6 February 2015. [Google Scholar]
- Carlowitz, B.; Wierer, J. (Eds.) Thermoplaste: Erläuterungen und Register; Springer: Berlin/Heidelberg, Germany, 1988; ISBN 9783662071007. [Google Scholar]
- Bonten, C. Kunststofftechnik: Einführung und Grundlagen; 2. Aktualisierte Auflage; Hanser: München, Germany, 2016; ISBN 978-3-446-44674-8. [Google Scholar]
- Czyżewski, P.; Sykutera, D.; Bieliński, M.; Troszyński, A. The Impact of Laser Radiation on Polypropylene Molded Pieces Depending on Their Surface Conditions. Polymers 2019, 11, 1660. [Google Scholar] [CrossRef] [PubMed]
- Wen, L.; Zhou, T.; Zhang, J.; Zhang, A. Local Controllable Laser Patterning of Polymers Induced by Graphene Material. ACS Appl. Mater. Interfaces 2016, 8, 28077–28085. [Google Scholar] [CrossRef] [PubMed]
- Zhang, J.; Zhou, T.; Wen, L.; Zhao, J.; Zhang, A. A Simple Way to Achieve Legible and Local Controllable Patterning for Polymers Based on a Near-Infrared Pulsed Laser. ACS Appl. Mater. Interfaces 2016, 8, 1977–1983. [Google Scholar] [CrossRef]
- Friedrich, M.; Seiler, M.; Waechter, S.; Bliedtner, J.; Bergmann, J.P. Precision structuring and functionalization of ceramics with ultra-short laser pulses. J. Laser Appl. 2018, 30, 32501. [Google Scholar] [CrossRef] [Green Version]
- Bäuerle, D. Laser Processing and Chemistry, 4th ed.; Springer: Berlin/Heidelberg, Germany, 2011; ISBN 9783642176135. [Google Scholar]










| Method | Material | Filler | Catalyst/ Activator | Wavelength [nm] | Pulse Duration | References |
|---|---|---|---|---|---|---|
| - | SiO2 | - | PdSO4 | 248, 308 | pw | [24] |
| - | PI | - | PdSO4, Pd(CH3CO2)2 | 248, 308 | pw | [25] |
| LMD | PI | - | Cu2+ | 510.6, 514 | cw, quasi cw | [4,6] |
| LMD | Al2O3, SiC, sapphire, diamond | - | Cu2+ | 193, 248, 308, 510.6, 10,600 | ns | [5] |
| LDW, LCLD | PI, PET | - | [Pd(NH3)4]2+ /HCOH, tartarate-complex solution of Cu2+ | 248, 308, 488 | cw, ns | [8,9,26,27,28] |
| LIFT | Si, SiO2 | Cu film | 193 | ns | [11,29,30] | |
| * LISA | PC | - | PdCl2 | 1064, 340 | - | [14] |
| * LDS | ABS | CuO, Cr2O3 | - | 1064 | - | [31] |
| * LDS | PDMS | Cu2(OH)PO4 ATO | - | 1064 | pw | [32] |
| * LISA | PC/ABS | - | PdCl2 mixed with SeCl2 and AgNO3 | 1064, 532 | ps | [33,34] |
| * LDS | PP | CNT | 1064, 532 | ns, ps | [33,34,35] | |
| * SSAIL | PC/ABS, PA, PEEK, PET, PMMA, PPA, PVC | - | AgNO3 | 1064, 532 | ns, ps | [18,19,20,21,22,23] |


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Seiler, M.; Knauft, A.; Gruben, J.J.; Frank, S.; Barz, A.; Bliedtner, J.; Lasagni, A.F. Modification of Polymeric Surfaces with Ultrashort Laser Pulses for the Selective Deposition of Homogeneous Metallic Conductive Layers. Materials 2022, 15, 6572. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15196572
Seiler M, Knauft A, Gruben JJ, Frank S, Barz A, Bliedtner J, Lasagni AF. Modification of Polymeric Surfaces with Ultrashort Laser Pulses for the Selective Deposition of Homogeneous Metallic Conductive Layers. Materials. 2022; 15(19):6572. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15196572
Chicago/Turabian StyleSeiler, Michael, Andreas Knauft, Jann Jelto Gruben, Samson Frank, Andrea Barz, Jens Bliedtner, and Andrés Fabián Lasagni. 2022. "Modification of Polymeric Surfaces with Ultrashort Laser Pulses for the Selective Deposition of Homogeneous Metallic Conductive Layers" Materials 15, no. 19: 6572. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15196572