
Possibility of Using Natural Zeolite Waste Granules Obtained by Pressure Agglomeration as a Sorbent for Petroleum Substances from Paved Surfaces

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
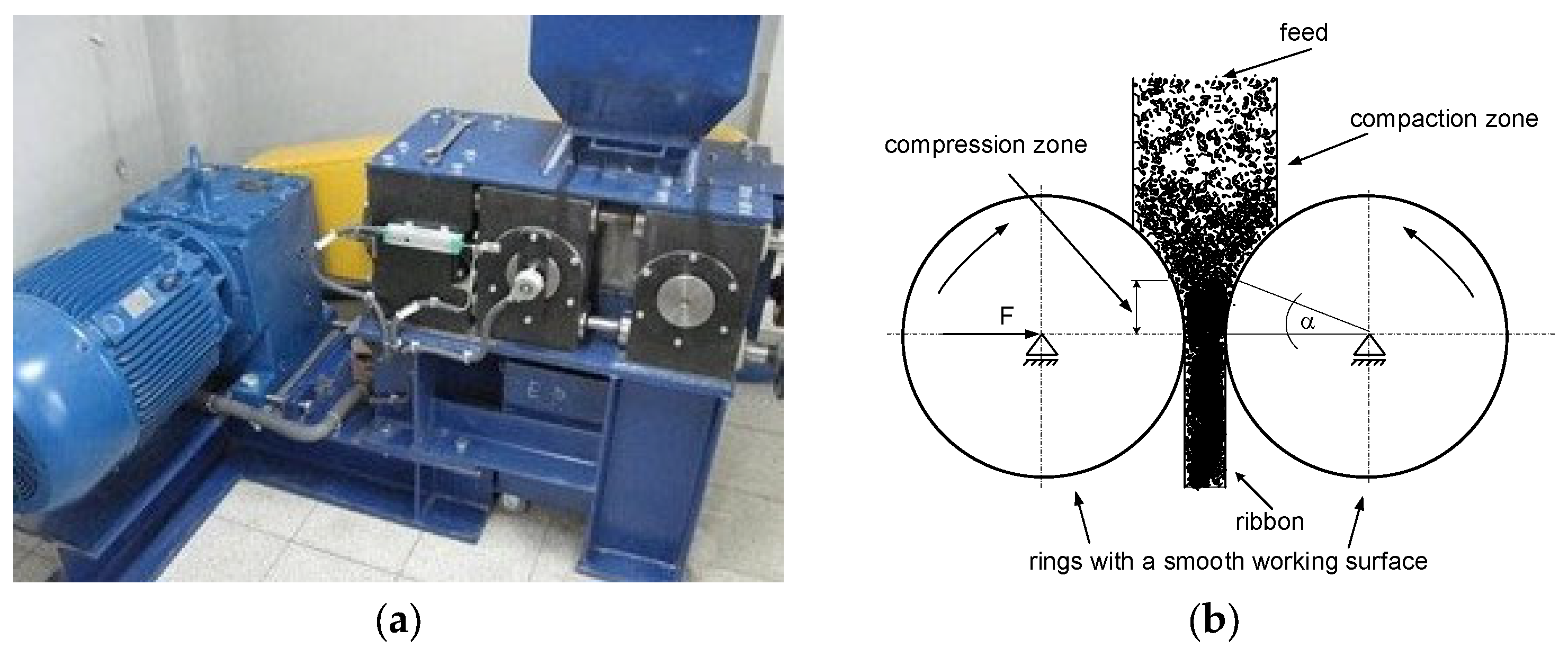
3. Agglomeration Experiments
4. Results and Discussion
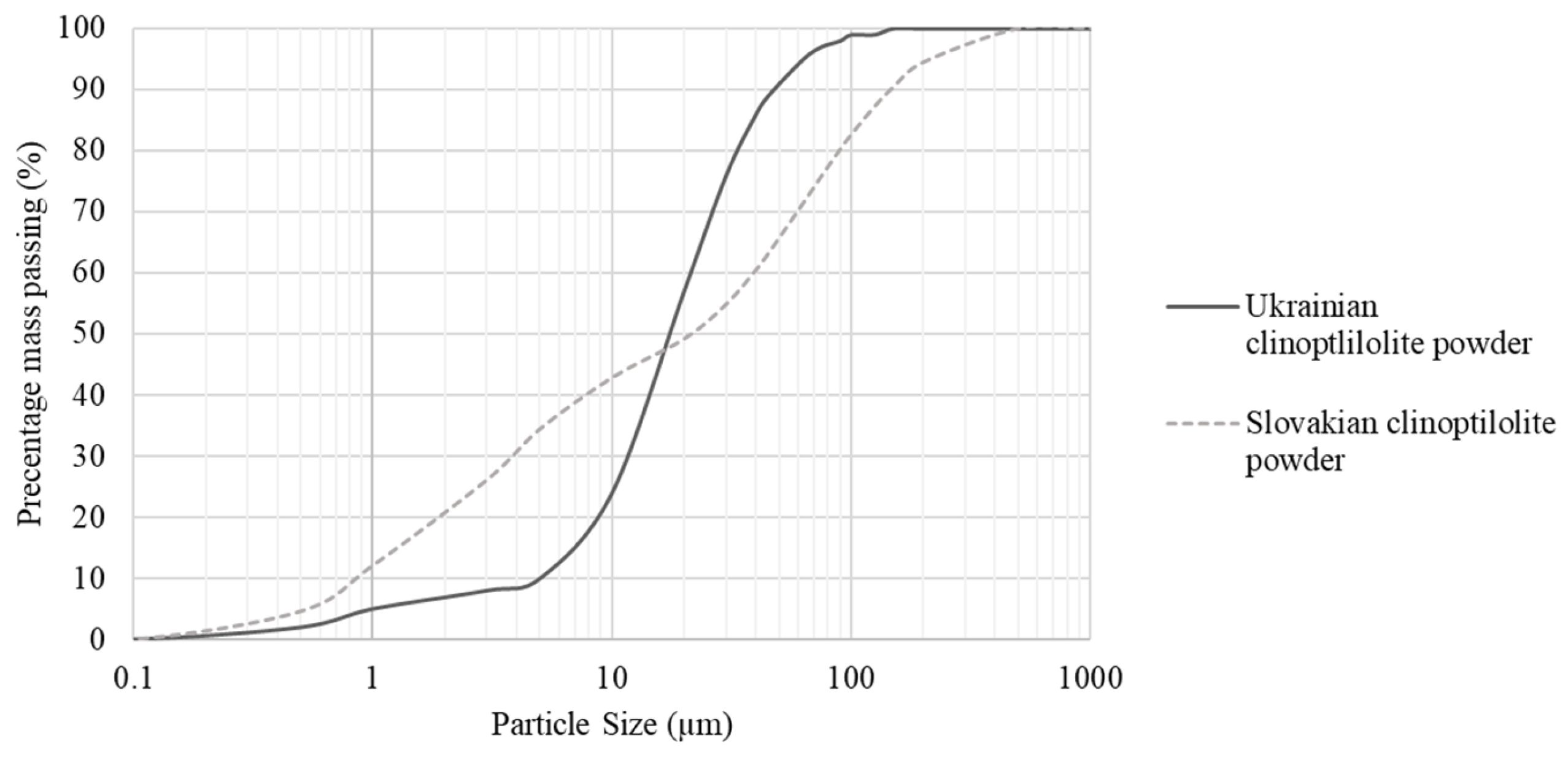
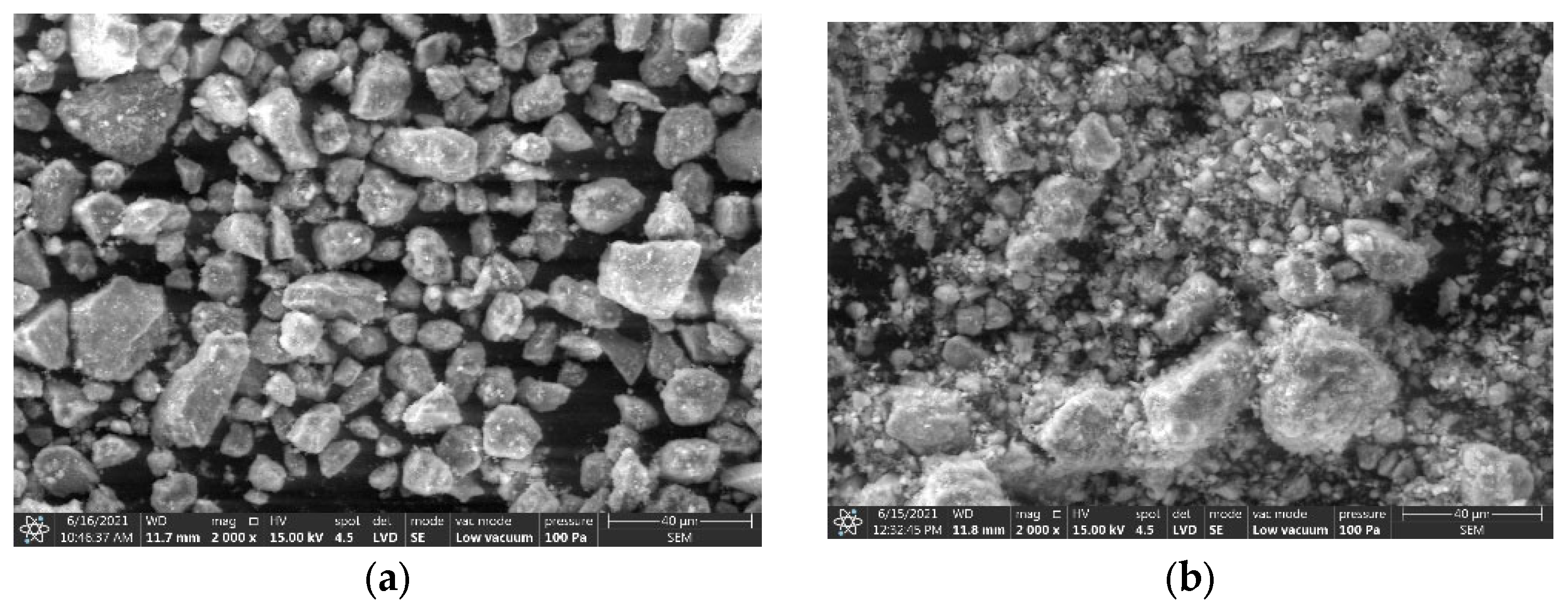
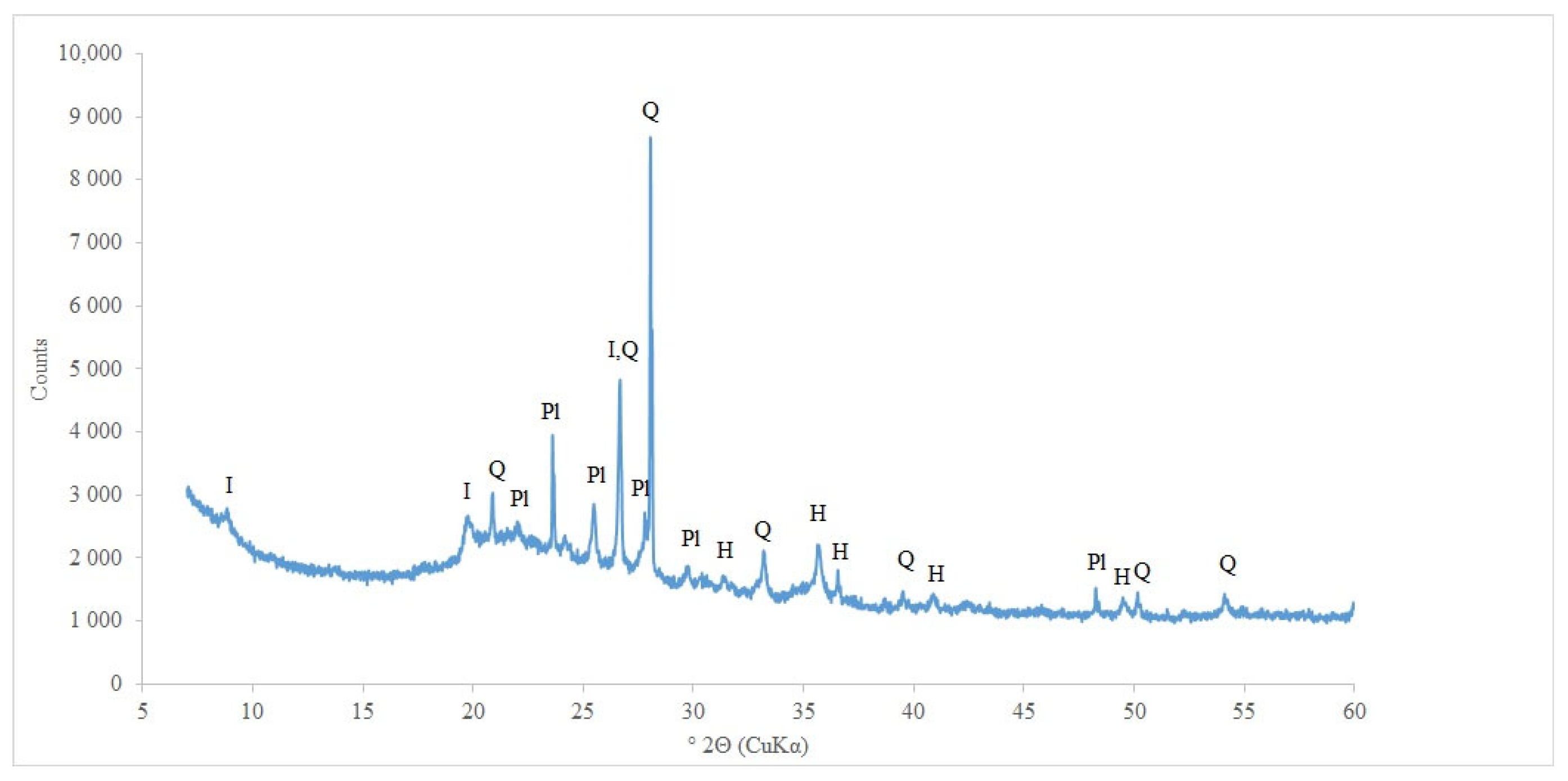
4.1. Results of Research on Clinoptilolite Dust (Zeolite Dust)
4.2. Experimental Results
5. Conclusions
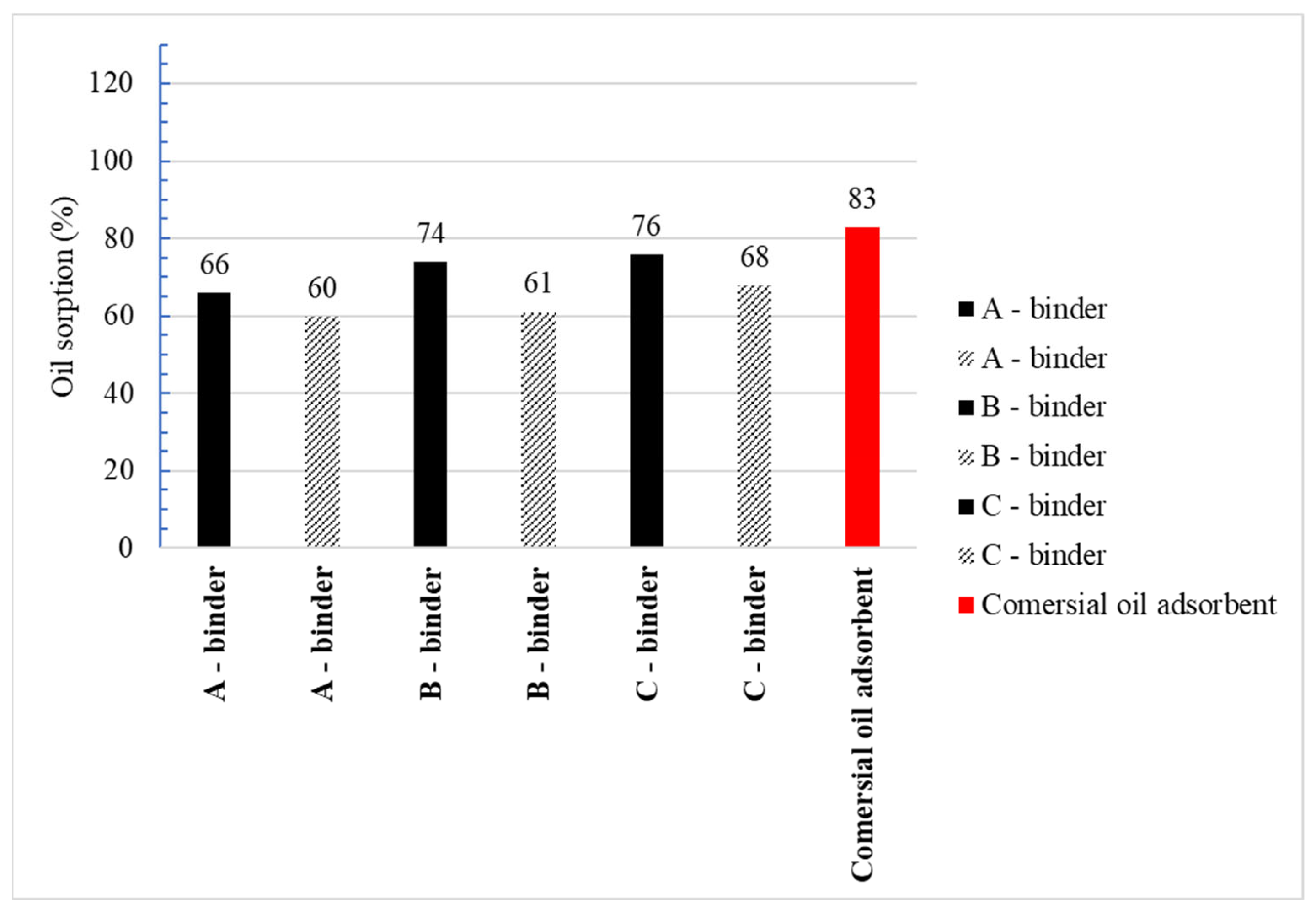
- All the agglomerates produced meet the requirements for oil absorbency efficiency for sorbents used by fire departments in Poland, which is 50% by weight of the sorbent.
- The optimum feed composition for presented agglomeration technology that provides the granular zeolite-based sorbent with the best properties was established: 6% of C-binder and moisture content within a narrow range of 20–20.6%.
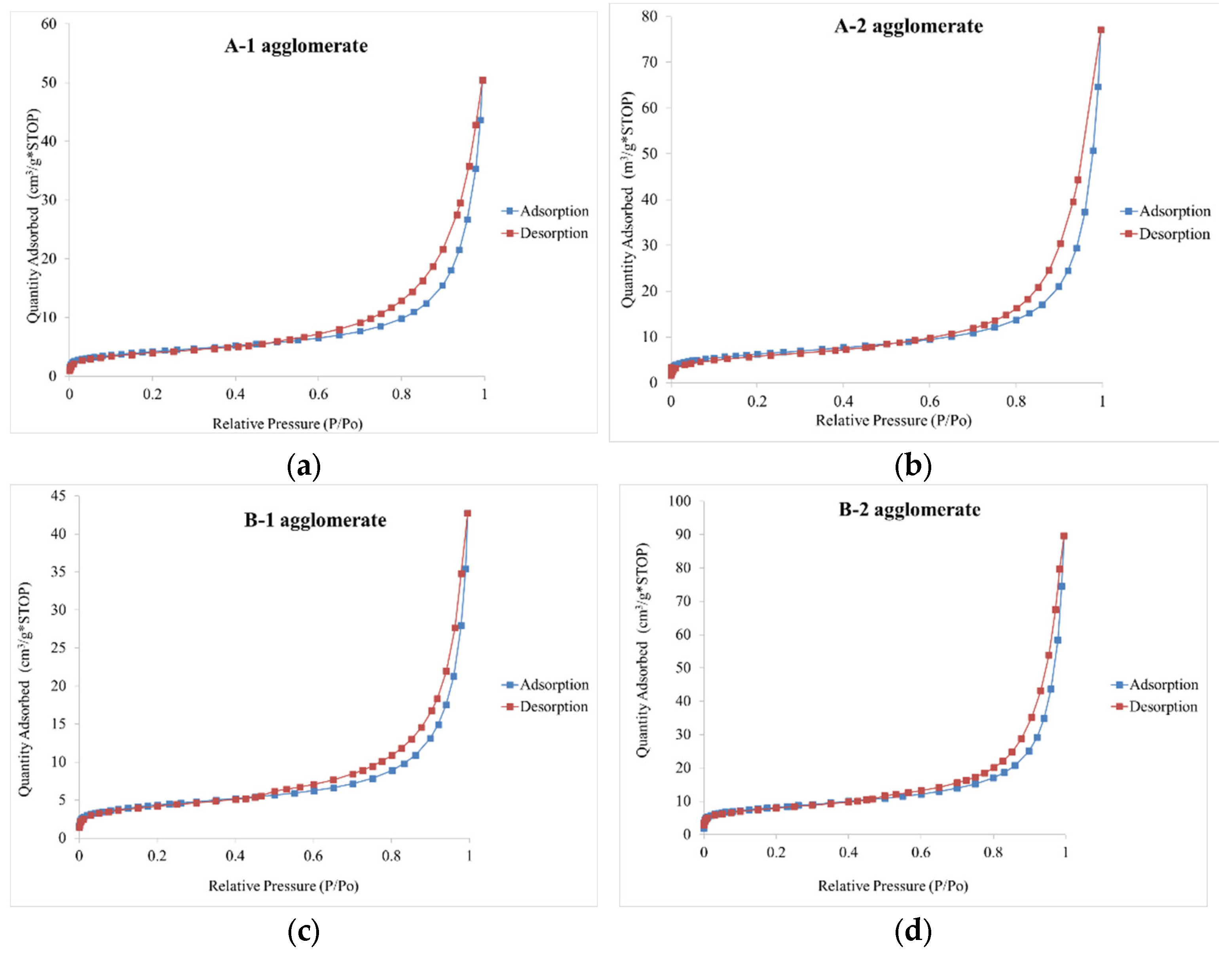
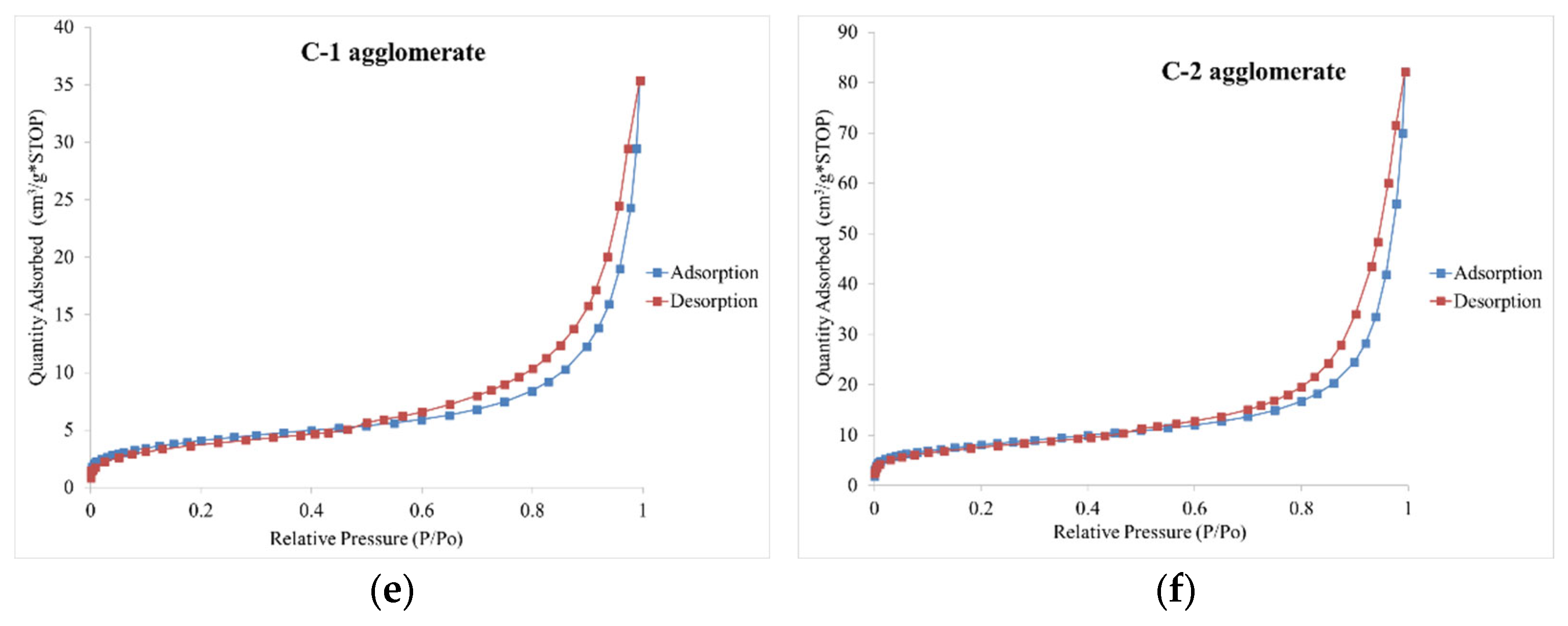
- The effectiveness of the presented zeolite dust agglomeration method was proven by textural parameters of the obtained zeolite-based sorbents. In case of produced B-2 and C-2 agglomerates, the achieved specific surface area (SBET) was 28.1 m2/g and 28.3 m2/g, respectively, that closely corresponds to the specific surface area of the commercial sorbent (S BET = 28.1 m2/g).
- Interestingly, all granules obtained from zeolite dust from Slovakia (A-2, B-2, C-2) achieved an increase of 19%, 33%, and 35% respectively, in volume of mesopores, compared to the commercial sorbent.
- Zeolite-based sorbent A-1 and B-1 achieved an increase of 17% and 18%, respectively, in specific area surface and an increase of 35% and 12%, respectively, in mesopores volume, compared with the raw material (waste dusts).
- The absorption efficiency of petroleum substances and resistance to gravitational drop test results for the best quality produced zeolite-based sorbent (C-1 agglomerate) indicated a decrease of 8% and 3%, respectively, compared with the commercial sorbent obtained in calcination process.
- As expected, the test results of abrasion resistance for produced zeolite-based sorbents are significantly inferior compared to the commercial sorbent.
- In addition, it was shown that in the samples analyzed, the sorption efficiency of petroleum substances does not correlate with the total volume of mesopores and the content of clinoptilolite, a mineral with sorption properties. On the other hand, a correlation with the shape and dimension of the pores was noted but this requires further research.
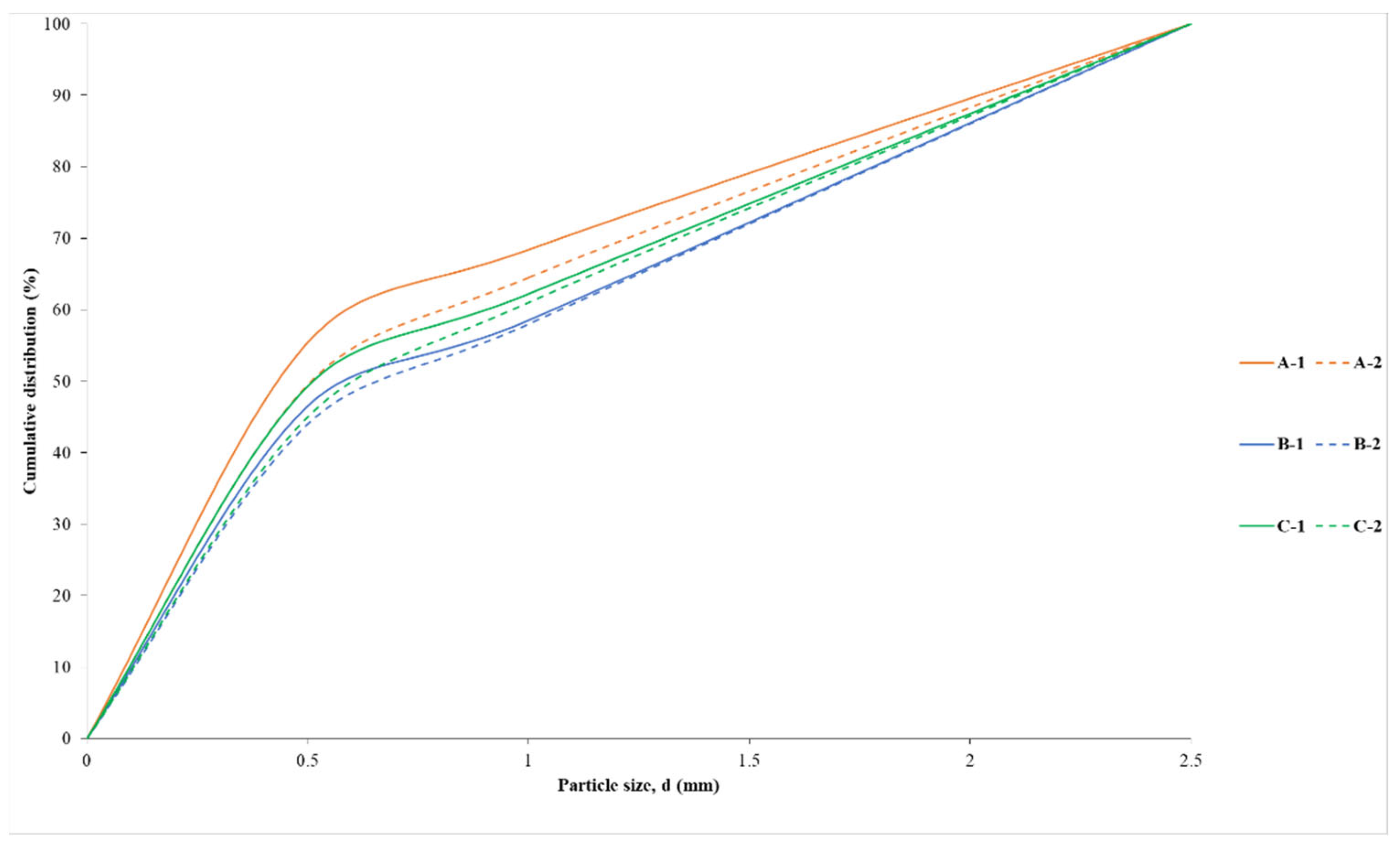
- Furthermore, the obtained results showed that the grain size of the compaction material and the compatibility of its grain size with that of the binder are more important in terms of oil absorption efficiency.
- Studies have shown that the unfavorable grain composition of the agglomeration process feedstock, which results in a decrease in abrasion resistance, can be leveled by using a suitable binder.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bandura, L.; Franus, M.; Józefaciuk, G.; Franus, W. Synthetic zeolites from fly ash as effective mineral sorbents for land-based petroleum spills cleanup. Fuel 2015, 147, 100–107. [Google Scholar] [CrossRef]
- Onwurah, I.N.E.; Ogugua, V.N.; Onyike, N.B.; Ochonogor, A.E.; Otitoju, O.F. Crude Oil Spills in The Environment, Effects and Some Innovative Clean-Up Biotechnologies. Int. J. Environ. Res. 2007, 1, 307–320. [Google Scholar] [CrossRef]
- Seveso, D.; Louis, Y.D.; Montano, S.; Galli, P.; Saliu, F. The Mauritius Oil Spill: What’s Next? Pollutants 2021, 1, 18–28. [Google Scholar] [CrossRef]
- Zadaka-Amir, D.; Bleiman, N.; Mishael, Y.G. Sepiolite as an effective natural porous adsorbent for Surface oil-spill. Microporous Mesoporous Mater. 2013, 169, 153–159. [Google Scholar] [CrossRef]
- Bandura, L.; Woszuk, A.; Kołodyńska, D.; Franus, W. Application of Mineral Sorbents for Removal of Petroleum Substances: A Review. Minerals 2017, 7, 37. [Google Scholar] [CrossRef] [Green Version]
- Zamparas, M.; Tzivras, D.; Dracopoulos, V.; Ioannides, T. Application of Sorbents for Oil Spill Cleanup Focusing on Natural-Based Modified Materials: A Review. Molecules 2020, 25, 4522. [Google Scholar] [CrossRef]
- Wei, Q.F.; Mather, R.R.; Fotheringham, A.F.; Yang, R.D. Evaluation of nonwoven polypropylene oil sorbents in marine oil-spill recovery. Mar. Pollut. Bull. 2003, 46, 780–783. [Google Scholar] [CrossRef]
- El-Tohamy, W.A.; El-Abagy, H.M.; Ahmed, E.M.; Aggor, F.S.; Hawash, S.I. Application of super absorbent hydrogel poly (acrylate/acrylic acid) for water conservation in sandy soil. TESCE 2014, 40, 1–8. [Google Scholar]
- Muir, B.; Bajda, T. Organically modified zeolites in petroleum compounds spill cleanup—Production, efficiency, utilization. Fuel Process. Technol. 2016, 149, 153–162. [Google Scholar] [CrossRef]
- Mysore, D.; Viraraghavan, T.; Jin, Y.-C. Removal of oil by vermiculite. Fresenius Environ. Bull. 2004, 13, 560–567. [Google Scholar]
- Carmody, O.; Frost, R.; Xi, Y. Selected adsorbent materials for oil-spill cleanup. J. Anal Calorim 2008, 91, 809–816. [Google Scholar] [CrossRef]
- Bandura, L.; Franus, W. Usuwanie substancji ropopochodnych przez sorbenty zeolitowe. Sobrenty Min. 2015, 1, 21–35. [Google Scholar]
- Auerbach, S.M.; Carrado, K.A.; Dutta, P.K. Handbook of Zeolite Science and Technology; CRC Press: Boca Raton, FL, USA, 2003. [Google Scholar]
- Bolewski, A. Mineralogia Szczegółowa; Wydawnictwo Geologiczne: Warsaw, Poland, 1963. [Google Scholar]
- Król, M. Natural vs. Synthetic zeolites. Crystals 2020, 10, 622. [Google Scholar] [CrossRef]
- Villa, C.C.; Valencia, G.A.; Córdoba, A.L.; Ortega-Toro, R.; Ahmed, S.; Gutiérrez., T.J. Zeolites for food applications: A review. Food Biosci. 2022, 46. [Google Scholar] [CrossRef]
- Hardi, G.W.; Maras, M.A.J.; Riva, Y.R.; Rahman, S.T. A Review of Natural Zeolites and Their Applications: Environmental and Industrial Perspectives. Int. J. Appl. Eng. Res. 2020, 15, 730–734. [Google Scholar]
- Wieser, T. Zeolity—Kopaliny XXI Wieku. Przegląd Geol. 1994, 6, 477–482. [Google Scholar]
- Tran, Y.T.; Lee, J.; Kumar, P.; Kim, K.H.; Lee, S.S. Natural zeolite and its application in concrete composite production. Compos. Part B Eng. 2019, 165, 354–364. [Google Scholar] [CrossRef]
- Karakurt, C.; Topçu, I.B. Effect of blended cements produced with natural zeolite and industrial by-products on alkali-silica reaction and sulfate resistance of concrete. Constr. Build. Mater. 2011, 25, 1789–1795. [Google Scholar] [CrossRef]
- Markiv, T.; Sobol, K.; Franus, M.; Franus, W. Mechanical and durability properties of concretes incorporating natural zeolite. Arch. Civ. Mech. Eng. 2016, 16, 554–562. [Google Scholar] [CrossRef]
- Bilim, C. Properties of cement mortars containing clinoptilolite as a supplementary cementitious material. Constr. Build. Mater. 2011, 25, 3175–3180. [Google Scholar] [CrossRef]
- Ikotun, B.D.; Ekolu, S. Strength and durability effect of modified zeolite additive on concrete properties. Constr. Build. Mater. 2010, 24, 749–757. [Google Scholar] [CrossRef]
- Ahmadi, B.; Shekarchi, M. Use of natural zeolite as a supplementary cementitious material. Cem. Concr. Compos. 2010, 32, 134–141. [Google Scholar] [CrossRef]
- Chan, S.Y.N.; Ji, X. Comparative study of the initial surface absorption and chloride diffusion of high performance zeolite, silica fume and PFA concretes. Cem. Concr. Compos. 1999, 21, 293–300. [Google Scholar] [CrossRef]
- Uzal, B.; Turanlı, L.; Yücel, H.; Göncüoğlu, M.C.; Çulfaz, A. Pozzolanic activity of clinoptilolite: A comparative study with silica fume, fly ash and a non-zeolitic natural pozzolan. Cem. Concr. Res. 2010, 40, 398–404. [Google Scholar] [CrossRef]
- Caputo, D.; Liguori, B.; Colella, C. Some advances in understanding the pozzolanic activity of zeolites: The effect of zeolite structure. Cem. Concr. Compos. 2008, 30, 455–462. [Google Scholar] [CrossRef]
- Najimi, M.; Sobhani, J.; Ahmadi, B.; Shekarchizadeh, M. An experimental study on durability properties of concrete containing zeolite as a highly reactive natural pozzolan. Constr. Build. Mater. 2012, 35, 1023–1033. [Google Scholar] [CrossRef]
- Ahdal, A.Q.; Amrani, M.A.; Tayeh, B.A.; Ghaleb, A.A.A.; Abutaleb, A.; Abadel, A.A.; Alghamdi, H.; Alamri, M.; Wasim, W.; Shameeri, M. Mechanical performance and feasibility analysis of green concrete prepared with local natural zeolite and waste PET plastic fibers as cement replacements. Case Stud. Constr. Mater. 2022, 17, e01256. [Google Scholar] [CrossRef]
- Adhikary, S.K.; Rudžionis, Ž.; Tučkutė, S. Characterization of novel lightweight self-compacting cement composites with incorporated expanded glass, aerogel, zeolite and fly ash. Case Stud. Constr. Mater. 2022, 16, e00879. [Google Scholar] [CrossRef]
- Zeyad, A.M.; Magbool, H.M.; Tayeh, B.A.; de Azevedo, A.R.G.; Abutaleb, A.; Hussain, Q. Production of geopolymer concrete by utilizing volcanic pumice dust. Case Stud. Constr. Mater. 2022, 16, e00802. [Google Scholar] [CrossRef]
- Khaleque, A.; Alam, M.M.; Hoque, M.; Mondal, S.; Haider, J.B.; Xu, B.; Johir, M.A.H.; Karmakar, A.K.; Zhou, J.L.; Ahmed, M.B.; et al. Zeolite synthesis from low-cost materials and environmental applications: A review. Environ. Adv. 2020, 2, 100019. [Google Scholar] [CrossRef]
- Szala, B.; Bajda, T.; Matusik, J.; Zięba, K.; Kijak, B. BTX sorption on Na-P1 organo-zeolite as a process controlled by the amount of adsorber HDTMA. Microporous Mesoporous Mater. 2015, 202, 115–123. [Google Scholar] [CrossRef]
- Muir, B.; Wołowiec, M.; Bajda, T.; Nowak, P.; Czupryński, P. The Removal of Organic Compounds by Natural and Synthetic Surface-Functionalized Zeolites: A Mini-Review. Mineralogia 2017, 48, 145–156. [Google Scholar] [CrossRef] [Green Version]
- Bandura, L.; Kołodyńska, D.; Franus, W. Adsorption of BTX from aqueous solutions by Na-P1 zeolite obtained from fly ash. Process Saf. Environ. Prot. 2017, 109, 214–223. [Google Scholar] [CrossRef]
- Bandura, L.; Franus, M.; Panek, R.; Woszuk, A.; Franus, W. Characterization of zeolites and their use as adsorbents of petroleum substances. Przem. Chem. 2015, 3, 323–327. [Google Scholar] [CrossRef]
- Murray, M.L.; Poulsen, S.M.; Murray, B.R. Decontaminating Terrestrial Oil Spills: A Comparative Assessment of Dog Fur, Human Hair, Peat Moss and Polypropylene Sorbents. Environments 2020, 7, 52. [Google Scholar] [CrossRef]
- Pabiś-Mazgaj, E.; Gawenda, T.; Pichniarczyk, P.; Stempkowska, A. Mineral Composition and Structural Characterization of the Clinoptilolite Powders Obtained from Zeolite-Rich Tuffs. Minerals 2021, 11, 1030. [Google Scholar] [CrossRef]
- KADIMEX. Available online: https://kadimex.pl/produkt/sorbent-damsorb/ (accessed on 14 June 2022).
- ISO 3252; Powder metallurgy—Terminology. The International Organization for Standarization: Geneva, Switzerland, 2019.
- ISO 13320; Particle Size Analysis—Laser Diffraction Methods. The International Organization for Standarization: Geneva, Switzerland, 2020.
- EN 933-1; Tests for Geometrical Properties of Aggregates Determination of Particle Size Distribution. Sieving Method. European Standards: Pilsen, Czech Republic, 2012.
- EN 1097-7; Tests for Mechanical and Physical Properties of Aggregates Determination of the Particle Density of Filler. Pyknometer Method. European Standards: Pilsen, Czech Republic, 2008.
- EN 1097-3; Tests for Mechanical and Physical Properties of Aggregates Determination of Loose Bulk Density and Voids. European Standards: Pilsen, Czech Republic, 1988.
- ORLEN. Available online: https://www.orlen.pl/content/dam/internet/orlen/pl/pl/dla-biznesu/produkty/paliwa/olej-napedowy/Olej_napedowy_handlowy.pdf (accessed on 1 June 2022).
- Pabiś-Mazgaj, E.; Gawenda, T. Ciśnieniowa aglomeracja pyłu zeolitowego w prasie walcowej wysokociśnieniowej. Surowce I Masz. Bud. 2021, 1, 68–73. [Google Scholar]
- Yoo, J.G.; Jo, Y.M. Finding the optimum binder for fly ash pelletization. Fuel Process. Technol. 2003, 81, 173–186. [Google Scholar] [CrossRef]
- Panek, R.; Wdowin, M.; Bandura, L.; Wisła-Walsh, E.; Gara, P.; Franus, W. Changes in the Textural Parameters of Fly Ash-Derived Na-P1 Zeolite During Compaction Processes. Mineralogia 2017, 48, 3–22. [Google Scholar] [CrossRef] [Green Version]
- Bembenek, M.; Hryniewicz, M. Badania i Opracowanie Metody Doboru Układu Zagęszczania Prasy Walcowej; Wydawnictwa AGH: Kraków, Poland, 2010. [Google Scholar]
- Pan, R.; Guangqing, Z.; Xing, Y. Influence of mineral compositions of rocks on mechanical properties. In Proceedings of the Conference ARMA, Huston, TX, USA, 26–29 June 2016. [Google Scholar]
- Omar, C.Z.; Hounslow, M.; Salman, A. Implementation of an online thermal imaginig to study the effect of proces parameters of roller compactor. Drug Deliv. Transl. Res. 2018, 8, 1604–1614. [Google Scholar] [CrossRef] [Green Version]
- Journal of Laws of the Republic of Poland No. 85, item 553. Polish Public Procurement Office: Warsaw, Poland, 2010.
- Burris, L.E.; Juenger, M.C.G. Effect of calcination on the reactivity of natural clinoptilolite zeolites used as supplementary cementitious materials. Constr. Build. Mater. 2020, 258. [Google Scholar] [CrossRef]
- Drzymała, Z.; Hryniewicz, M. A new approach to brown coal binder-less briquetting. In Proceedings of the 12th International Coal Preparation Congress, Cracow, Poland, 23–27 May 1994; pp. 377–383. [Google Scholar]
- Hryniewicz, M.; Kosturkiewicz, B.; Janewicz, A. Scalanie drobnoziarnistych odpadów. Inżynieria Chem. I Proces. Politech. Łódzka 2009, 29, 89–98. [Google Scholar]
- Thommes, M.; Kaneko, K.; Neimark, A.; Olivier, J.; Rodriguez-Reinoso, F.; Rouquerol, J.; Sing, K.S.W. Physisorption of gases, with special reference to the evaluation of surface area and pore size distribution (UPAC Technical Report). Pure Appl. Chem. 2015, 87, 9–10. [Google Scholar] [CrossRef]
- Gregg, S.J.; Sing, K.S.W. Adsorption, Surface Area and Porosity; Academic Press: London, UK, 1982. [Google Scholar]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Feed Composition | Feed Moisture (%) | Ribbon Moisture (%) |
|---|---|---|---|
| A-1 | Ukrainian clinoptilolite powder + 3% A-binder | 21.0 | 15.0 |
| A-2 | Slovakian clinoptilolite powder+ 3% A-binder | 22.0 | 16.3 |
| B-1 | Ukrainian clinoptilolite powder + 5% B-binder | 20.8 | 18.8 |
| B-2 | Slovakian clinoptilolite powder + 5% B-binder | 20.0 | 19.2 |
| C-1 | Ukrainian clinoptilolite powder + 6% C-binder | 20.6 | 19.3 |
| C-2 | Slovakian clinoptilolite powder + 6% C-binder | 20.0 | 18.0 |
| Powder Material | Specific Density (g/cm3) | Tapped Density (g/cm3) | Moisture (%) | Bulk Density (g/cm3) | Specific Surface SBLAINE’A (cm2/g) | Specific Surface BET (cm2/g) |
|---|---|---|---|---|---|---|
| Ukraine | 0.889 | 1.108 | 4.6 | 2.28 | 3125 | 12.58 |
| Slovakia | 0.634 | 0.777 | 4.6 | 2.24 | 8837 | 29.91 |
| Binder Type | Compaction Method | Specific Density (g/cm3) | Drop Strength (%) | Abrasion Resistance (%) | |||
|---|---|---|---|---|---|---|---|
| Ukraine | Slovakia | Ukraine | Slovakia | Ukraine | Slovakia | ||
| A | Dry agglomeration | 0.73 | 0.64 | 90 | 94 | 27 | 19 |
| B | 0.73 | 0.67 | 89 | 92 | 21 | 18 | |
| C | 0.7 | 0.66 | 95 | 94 | 16 | 15 | |
| Commercial sorbent | 0.66 | 98 | 7 | ||||
| Sample | SBET (m2/g) | Vtot (cm3/g) | Vmic (cm3/g) | Smic (m2/g) | Vmes (cm3/g) | Smes (m2/g) | Dp (nm) |
|---|---|---|---|---|---|---|---|
| Ukrainian clinoptilolite powder | 12.6 | 0.059 | 0.002 | 3.18 | 0.057 | 9.41 | 12.0 |
| A-1 | 14.8 | 0.078 | 0.001 | 2.68 | 0.077 | 12.08 | 12.0 |
| B-1 | 14.9 | 0.066 | 0.002 | 4.63 | 0.064 | 10.27 | 11.0 |
| C-1 | 14.4 | 0.055 | 0.002 | 3.37 | 0.053 | 11.03 | 10.0 |
| Slovakian clinoptilolite powder | 29.9 | 0.122 | 0.003 | 5.68 | 0.119 | 24.22 | 11.0 |
| A-2 | 21.8 | 0.119 | 0.002 | 4.54 | 0.117 | 17.23 | 12.0 |
| B-2 | 28.1 | 0.138 | 0.004 | 7.34 | 0.134 | 20.80 | 12.0 |
| C-2 | 28.3 | 0.127 | 0.003 | 5.43 | 0.124 | 22.91 | 11.0 |
| Commercial sorbent | 28.0 | 0.096 | 0.001 | 2.44 | 0.095 | 25.56 | 15.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pabiś-Mazgaj, E.; Pichniarczyk, P.; Stempkowska, A.; Gawenda, T. Possibility of Using Natural Zeolite Waste Granules Obtained by Pressure Agglomeration as a Sorbent for Petroleum Substances from Paved Surfaces. Materials 2022, 15, 6871. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15196871
Pabiś-Mazgaj E, Pichniarczyk P, Stempkowska A, Gawenda T. Possibility of Using Natural Zeolite Waste Granules Obtained by Pressure Agglomeration as a Sorbent for Petroleum Substances from Paved Surfaces. Materials. 2022; 15(19):6871. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15196871
Chicago/Turabian StylePabiś-Mazgaj, Ewelina, Paweł Pichniarczyk, Agata Stempkowska, and Tomasz Gawenda. 2022. "Possibility of Using Natural Zeolite Waste Granules Obtained by Pressure Agglomeration as a Sorbent for Petroleum Substances from Paved Surfaces" Materials 15, no. 19: 6871. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15196871