
Optimization of Bobbin Tool Friction Stir Processing Parameters of AA1050 Using Response Surface Methodology

 ,
,  , ,
, ,  and
and
Abstract
:1. Introduction
2. Materials and Methods
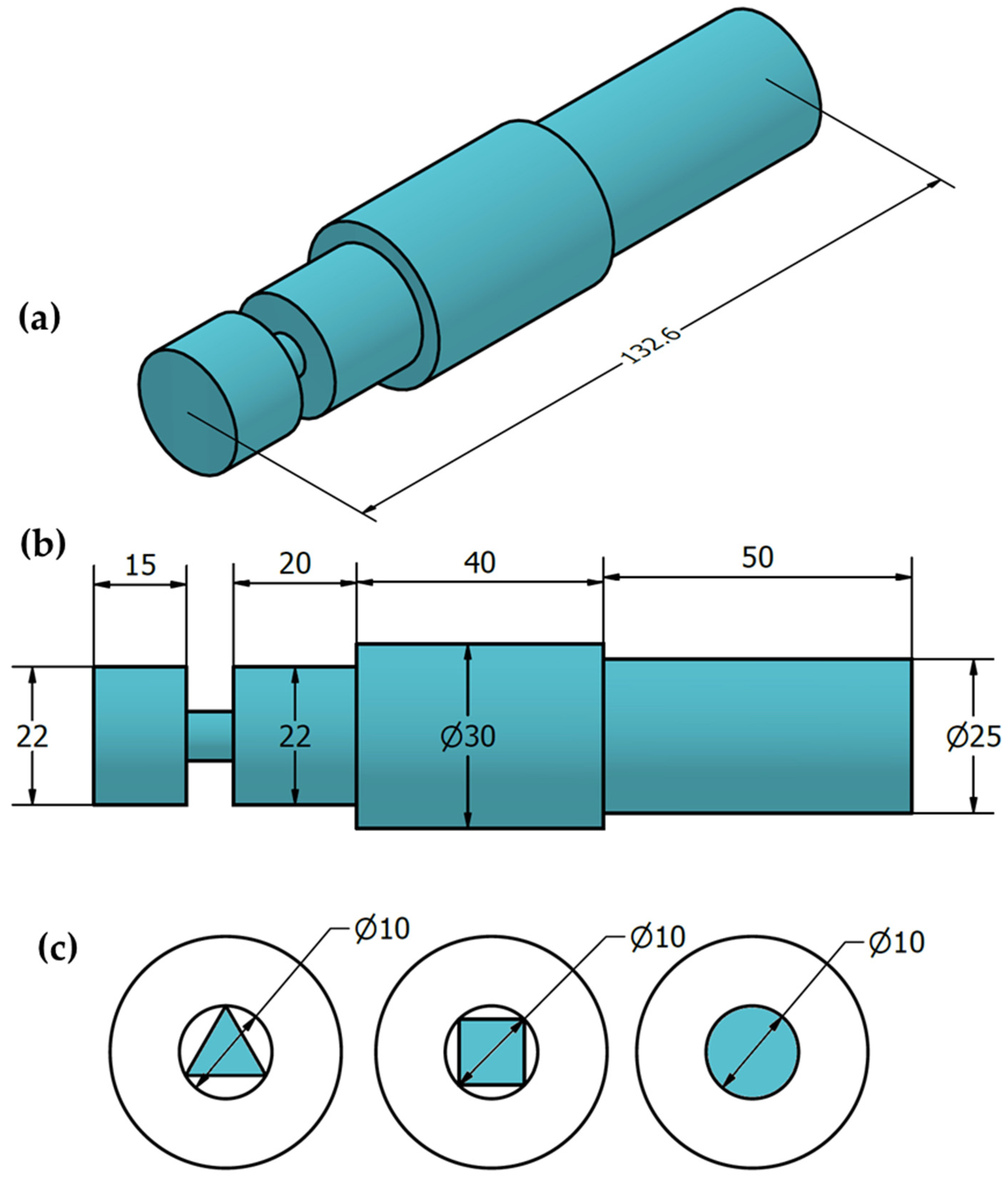
2.1. Materials and Processing
2.2. Material Characterization
2.3. Mathematical Modeling
3. Results and Discussion
3.1. Development of Mathematical Models
3.2. Effect of Pin Geometry and Travel Speed on Response Variables
3.3. Validation of the Developed Mathematical Models
4. Conclusions
- The RSM based on face center composed design (FCCD) can be used effectively to analyze the cause and effect of the BT-FSP variables in the response. RSM was also used to draw contour diagrams for different responses to show the interaction effects of various processing parameters;
- The analysis of variance exhibited that the developed mathematical models can effectively predict the values of machine torque, PZ temperature, surface roughness, hardness, and UTS with a confidence level of over 95% for the AA1050 BT-FSP;
- The PZ temperature of the processed specimens decreased with increasing TS at different pin geometries. Moreover, the surface roughness of the processed paths and machine torque increased with increasing the TS at different pin geometries;
- Increasing TS from 100 to 300 mm/min increases the hardness values for the applied pin geometries. The best result was obtained from Cy pin geometry;
- The higher UTS obtained for the processed specimens produced at the TS of 200 mm/min and RS of 600 rpm using the Cy pin geometry.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, X.; Zhen, Y.; Sun, Y.; Shen, Z.; Chen, H.; Guo, W.; Li, W. ya Local Inhomogeneity of Mechanical Properties in Stir Zone of Friction Stir Welded AA1050 Aluminum Alloy. Trans. Nonferrous Met. Soc. China 2020, 30, 2369–2380. [Google Scholar] [CrossRef]
- Mabuwa, S.; Msomi, V. The Effect of Friction Stir Processing on the Friction Stir Welded AA1050-H14 and AA6082-T6 Joints. Mater. Today Proc. 2019, 26, 193–199. [Google Scholar] [CrossRef]
- Berbon, P.B.; Bingel, W.H.; Mishra, R.S.; Bampton, C.C.; Mahoney, M.W. Friction Stir Processing: A Tool to Homogenize Nanocomposite Aluminum Alloys. Scr. Mater. 2001, 44, 61–66. [Google Scholar] [CrossRef]
- Habba, M.; Ahmed, M.; Seleman, M.; EL-Nikhaily, A. An Analytical Model of Heat Generation for Friction Stir Welding Using Bobbin Tool Design. J. Pet. Min. Eng. 2018, 20, 1–5. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; Habba, M.I.A.; Jouini, N.; Alzahrani, B.; El-Sayed Seleman, M.M.; El-Nikhaily, A. Bobbin Tool Friction Stir Welding of Aluminum Using Different Tool Pin Geometries: Mathematical Models for the Heat Generation. Metals 2021, 11, 438. [Google Scholar] [CrossRef]
- Dong, J.-H.; Gao, C.; Lu, Y.; Han, J.; Jiao, X.-D.; Zhu, Z.-X. Microstructural Characteristics and Mechanical Properties of Bobbin-Tool Friction Stir Welded 2024–T3 Aluminum Alloy. Int. J. Miner. Metall. Mater. 2017, 24, 171–178. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; Habba, M.I.A.; El-Sayed Seleman, M.M.; Hajlaoui, K.; Ataya, S.; Latief, F.H.; EL-Nikhaily, A.E. Bobbin Tool Friction Stir Welding of Aluminum Thick Lap Joints: Effect of Process Parameters on Temperature Distribution and Joints’ Properties. Materials 2021, 14, 4585. [Google Scholar] [CrossRef]
- Chen, S.; Ni, R.; Lu, S.; Zhou, Y.; Dong, J. 2090. Study on the Characteristics of the Torque Vibration and the Detection of the Gap. J. Vibroeng. 2016, 18, 2855–2866. [Google Scholar] [CrossRef] [Green Version]
- Sharma, V.; Prakash, U.; Kumar, B.V.M. Surface Composites by Friction Stir Processing: A Review. J. Mater. Process. Technol. 2015, 224, 117–134. [Google Scholar] [CrossRef]
- Abbasi, M.; Givi, M.; Ramazani, A. Friction Stir Vibration Processing: A New Method to Improve the Microstructure and Mechanical Properties of Al5052/SiC Surface Nanocomposite Layer. Int. J. Adv. Manuf. Technol. 2019, 100, 1463–1473. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; Seleman, M.M.E.; Eid, R.G.; Zawrah, M.F. Production of AA1050/Silica Fume Composite by Bobbin Tool-Friction Stir Processing_ Microstructure, Composition and Mechanical Properties. CIRP J. Manuf. Sci. Technol. 2022, 38, 801–812. [Google Scholar] [CrossRef]
- Aziz, S.B.; Dewan, M.W.; Huggett, D.J.; Wahab, M.A.; Okeil, A.M.; Liao, T.W. Impact of Friction Stir Welding (FSW) Process Parameters on Thermal Modeling and Heat Generation of Aluminum Alloy Joints. Acta Metall. Sin. 2016, 29, 869–883. [Google Scholar] [CrossRef] [Green Version]
- Reynolds, A.P.; Tang, W.; Khandkar, Z.; Khan, J.A.; Lindner, K. Relationships between Weld Parameters, Hardness Distribution and Temperature History in Alloy 7050 Friction Stir Welds. Sci. Technol. Weld. Join. 2005, 10, 190–199. [Google Scholar] [CrossRef]
- Kamble, L.V.; Soman, S.N. Influence of Bobbin Tool Design on Quality of Welds Made by FSW of Aluminium Alloys. Mater. Today Proc. 2019, 18, 5177–5184. [Google Scholar] [CrossRef]
- Wang, G.-Q.; Zhao, Y.-H.; Tang, Y.-Y. Research Progress of Bobbin Tool Friction Stir Welding of Aluminum Alloys: A Review. Acta Metall. Sin. 2020, 33, 13–29. [Google Scholar] [CrossRef] [Green Version]
- Fuse, K.; Badheka, V. Bobbin Tool Friction Stir Welding: A Review. Sci. Technol. Weld. Join. 2019, 24, 277–304. [Google Scholar] [CrossRef]
- Bharti, S.; Ghetiya, N.D.; Patel, K.M. A Review on Manufacturing the Surface Composites by Friction Stir Processing. Mater. Manuf. Process. 2021, 36, 135–170. [Google Scholar] [CrossRef]
- Sanusi, K.O.; Akinlabi, E.T. Friction-Stir Processing of a Composite Aluminium Alloy (AA 1050) Reinforced with Titanium Carbide Powder. Mater. Tehnol. 2017, 51, 427–435. [Google Scholar] [CrossRef]
- Wang, Z.L.; Zhang, Z.; Xue, P.; Ni, D.R.; Ma, Z.Y.; Hao, Y.F.; Zhao, Y.H.; Wang, G.Q. Defect Formation, Microstructure Evolution, and Mechanical Properties of Bobbin Tool Friction–Stir Welded 2219-T8 Alloy. Mater. Sci. Eng. A 2022, 832, 142414. [Google Scholar] [CrossRef]
- Elatharasan, G.; Kumar, V.S.S. An Experimental Analysis and Optimization of Process Parameter on Friction Stir Welding of AA 6061-T6 Aluminum Alloy Using RSM. Procedia Eng. 2013, 64, 1227–1234. [Google Scholar] [CrossRef]
- Mehdi, H.; Mishra, R.S. An Experimental Analysis and Optimization of Process Parameters of AA6061 and AA7075 Welded Joint by TIG+FSP Welding Using RSM. Adv. Mater. Process. Technol. 2020, 1–23. [Google Scholar] [CrossRef]
- Nasir, S.N.N.M.; Sued, M.K.; Abidin, M.Z.Z. Optimization of Bobbin Friction Stir Welded 1100 Aluminum Alloys Using Response Surface Methodology. Int. J. Recent Technol. Eng. 2019, 8, 5366–5371. [Google Scholar] [CrossRef]
- Zhao, S.; Bi, Q.; Wang, Y.; Shi, J. Empirical Modeling for the Effects of Welding Factors on Tensile Properties of Bobbin Tool Friction Stir-Welded 2219-T87 Aluminum Alloy. Int. J. Adv. Manuf. Technol. 2017, 90, 1105–1118. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; Touileb, K.; El-Sayed Seleman, M.M.; Albaijan, I.; Habba, M.I.A. Bobbin Tool Friction Stir Welding of Aluminum: Parameters Optimization Using Taguchi Experimental Design. Materials 2022, 15, 2771. [Google Scholar] [CrossRef]
- Fuse, K.; Badheka, V.; Patel, V.; Andersson, J. Dual Sided Composite Formation in Al 6061/B4C Using Novel Bobbin Tool Friction Stir Processing. J. Mater. Res. Technol. 2021, 13, 1709–1721. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; El-Sayed Seleman, M.M.; Eid, R.G.; Albaijan, I.; Touileb, K. The Influence of Tool Pin Geometry and Speed on the Mechanical Properties of the Bobbin Tool Friction Stir Processed AA1050. Materials 2022, 15, 4684. [Google Scholar] [CrossRef]
- Wang, D.; Sun, J.; Dong, A.; Shu, D.; Zhu, G.; Sun, B. An Optimization Method of Gating System for Impeller by RSM and Simulation in Investment Casting. Int. J. Adv. Manuf. Technol. 2018, 98, 3105–3114. [Google Scholar] [CrossRef]
- Dwivedi, S.P.; Dwivedi, G. Utilization of RHA in Development of Hybrid Composite by Electromagnetic Stir Casting Technique Using RSM. J. Met. Mater. Miner. 2019, 29, 45–54. [Google Scholar] [CrossRef]
- Benyounis, K.Y.; Olabi, A.G.; Hashmi, M.S.J. Optimizing the Laser-Welded Butt Joints of Medium Carbon Steel Using RSM. J. Mater. Process. Technol. 2005, 164–165, 986–989. [Google Scholar] [CrossRef] [Green Version]
- Pradeep Devaneyan, S.; Ganesh, R.; Senthilvelan, T. On the Mechanical Properties of Hybrid Aluminium 7075 Matrix Composite Material Reinforced with SiC and TiC Produced by Powder Metallurgy Method. Indian J. Mater. Sci. 2017, 2017, 1–6. [Google Scholar] [CrossRef]
- Alam, M.A.; Ya, H.H.; Azeem, M.; Bin Hussain, P.; bin Salit, M.S.; Khan, R.; Arif, S.; Ansari, A.H. Modelling and Optimisation of Hardness Behaviour of Sintered Al/SiC Composites Using RSM and ANN: A Comparative Study. J. Mater. Res. Technol. 2020, 9, 14036–14050. [Google Scholar] [CrossRef]
- Kavitha, M.; Manickavasagam, V.M.; Sathish, T.; Gugulothu, B.; Sathish Kumar, A.; Karthikeyan, S.; Subbiah, R. Parameters Optimization of Dissimilar Friction Stir Welding for AA7079 and AA8050 through RSM. Adv. Mater. Sci. Eng. 2021, 2021, 9723699. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; El-Sayed Seleman, M.M.; Shazly, M.; Attallah, M.M.; Ahmed, E. Microstructural Development and Mechanical Properties of Friction Stir Welded Ferritic Stainless Steel AISI 409. J. Mater. Eng. Perform. 2019, 28, 6391–6406. [Google Scholar] [CrossRef]
- El-Sayed Seleman, M.M.; Ataya, S.; Ahmed, M.M.Z.; Hassan, A.M.M.; Latief, F.H.; Hajlaoui, K.; El-Nikhaily, A.E.; Habba, M.I.A. The Additive Manufacturing of Aluminum Matrix Nano Al2O3 Composites Produced via Friction Stir Deposition Using Different Initial Material Conditions. Materials 2022, 15, 2926. [Google Scholar] [CrossRef]
- Kamble, A.G.; Rao, R.V. Effects of Process Parameters and Thermo-Mechanical Simulation of GMAW Process for Welding of 3Cr12 Steel. Adv. Mater. Process. Technol. 2016, 2, 377–400. [Google Scholar] [CrossRef]
- Kanigalpula, P.K.C.; Pratihar, D.K.; Jha, M.N.; Derose, J.; Bapat, A.V.; Pal, A.R. Experimental Investigations, Input-Output Modeling and Optimization for Electron Beam Welding of Cu-Cr-Zr Alloy Plates. Int. J. Adv. Manuf. Technol. 2016, 85, 711–726. [Google Scholar] [CrossRef]
- Liao, B.; Shi, Y.; Cui, Y.; Cui, S.; Jiang, Z.; Yi, Y. Mathematical Model for Prediction and Optimization of Weld Bead Geometry in All-Position Automatic Welding of Pipes. Metals 2018, 8, 756. [Google Scholar] [CrossRef] [Green Version]
- Ahmed, M.M.Z.; El-Sayed Seleman, M.M.; Ahmed, E.; Reyad, H.A.; Alsaleh, N.A.; Albaijan, I. A Novel Friction Stir Deposition Technique to Refill Keyhole of Friction Stir Spot Welded AA6082-T6 Dissimilar Joints of Different Sheet Thicknesses. Materials 2022, 15, 6799. [Google Scholar] [CrossRef] [PubMed]
- Ahmed, M.M.Z.; Ahmed, E.; Hamada, A.S.; Khodir, S.A.; El-Sayed Seleman, M.M.; Wynne, B.P. Microstructure and Mechanical Properties Evolution of Friction Stir Spot Welded High-Mn Twinning-Induced Plasticity Steel. Mater. Des. 2016, 91, 378–387. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; Wynne, B.P.; El-Sayed Seleman, M.M.; Rainforth, W.M. A Comparison of Crystallographic Texture and Grain Structure Development in Aluminum Generated by Friction Stir Welding and High Strain Torsion. Mater. Des. 2016, 103, 259–267. [Google Scholar] [CrossRef]
- Seleman, M.M.E.S.; Ahmed, M.M.Z.; Ramadan, R.M.; Zaki, B.A. Effect of FSW Parameters on the Microstructure and Mechanical Properties of T-Joints between Dissimilar Al-Alloys. Int. J. Integr. Eng. 2022, 14, 1–12. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; El-Sayed Seleman, M.M.; Zidan, Z.A.; Ramadan, R.M.; Ataya, S.; Alsaleh, N.A. Microstructure and Mechanical Properties of Dissimilar Friction Stir Welded AA2024-T4/AA7075-T6 T-Butt Joints. Metals 2021, 11, 128. [Google Scholar] [CrossRef]
- Goel, P.; Siddiquee, A.N.; Khan, N.Z.; Hussain, M.A.; Khan, Z.A.; Abidi, M.H.; Al-Ahmari, A. Investigation on the Effect of Tool Pin Profiles on Mechanical and Microstructural Properties of Friction Stir Butt and Scarf Welded Aluminium Alloy 6063. Metals 2018, 8, 74. [Google Scholar] [CrossRef] [Green Version]
- Jahanzaib, M.; Hussain, S.; Wasim, A.; Aziz, H.; Mirza, A.; Ullah, S. Modeling of Weld Bead Geometry on HSLA Steel Using Response Surface Methodology. Int. J. Adv. Manuf. Technol. 2017, 89, 2087–2098. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Element | Si | Zn | Mn | Mg | Cr | Fe | Cu | Ti | Al |
| Wt. % | 0.0889 | 0.0019 | 0.0002 | 0.0030 | 0.0012 | 0.257 | 0.0031 | 0.0139 | Bal. |
| Mechanical Properties | |||||||||
| Property | UTS (MPa) | HV | |||||||
| AA1050 | 59 ± 2 | 31 ± 2 | |||||||
| BT-FSP Variables | Units | Levels | ||
|---|---|---|---|---|
| Level 1 | Level 2 | Level 3 | ||
| Travel speed (TS) | mm/min | 100 | 200 | 300 |
| Tool geometry | - | Triangle (Tr) | Square (Sq) | Cylindrical (Cy) |
| Run | Input Processing Variables | Response Processing Variables | |||||
|---|---|---|---|---|---|---|---|
| A: Travel Speed, mm/min | B: Pin Geometries | Temperature, °C | Torque, N·m | Surface Roughness, µm | HV | UTS, MPa | |
| 1 | 300 | 1 (Tr) | 286 | 66 | 245.8 | 32.7 | 54 |
| 2 | 100 | 1 (Tr) | 338 | 60 | 224.2 | 28.3 | 68 |
| 3 | 300 | 3 (Cy) | 318 | 58 | 144.7 | 36.9 | 71 |
| 4 | 200 | 3 (Cy) | 341 | 54 | 122.8 | 36.2 | 79 |
| 5 | 300 | 2 (Sq) | 309 | 73 | 196.4 | 33.3 | 63 |
| 6 | 100 | 3 (Cy) | 377 | 52 | 108.2 | 32.1 | 77 |
| 7 | 100 | 2 (Sq) | 366 | 63 | 137.6 | 29.9 | 74 |
| 8 | 200 | 2 (Sq) | 330 | 66 | 183.2 | 34.2 | 77 |
| 9 | 200 | 1 (Tr) | 300 | 63 | 234.2 | 33.5 | 72 |
| Source | Sum of Squares | df | Mean Squares | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 331.33 | 5 | 66.27 | 29.82 | 0.0092 |
| A-Travel speed | 80.67 | 1 | 80.67 | 36.30 | 0.0092 |
| B-Pin geometry | 104.17 | 1 | 104.17 | 46.87 | 0.0064 |
| AB | 0.0000 | 1 | 0.0000 | 0.0000 | 1.0000 |
| A2 | 2.00 | 1 | 2.00 | 0.9000 | 0.4128 |
| B2 | 144.50 | 1 | 144.50 | 65.03 | 0.0040 |
| Residual | 6.67 | 3 | 2.22 | - | - |
| Cor Total | 338.00 | 8 | - | - | - |
| Std. Dev. | 1.4 | R2 | 0.9803 | ||
| Mean | 61.67 | Adjusted R2 | 0.9474 | ||
| CV % | 2.42 | Predicted R2 | 0.7736 | ||
| Adeq precision | 16.4317 | ||||
| Source | Sum of Squares | df | Mean Squares | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 7096.03 | 5 | 1419.21 | 349.14 | 0.0002 |
| A-Travel speed | 4704.00 | 1 | 4704.00 | 1157.25 | <0.0001 |
| B-Pin geometry | 2090.67 | 1 | 2090.67 | 514.33 | 0.0002 |
| AB | 12.25 | 1 | 12.25 | 3.01 | 0.1810 |
| A2 | 150.22 | 1 | 150.22 | 36.96 | 0.0089 |
| B2 | 138.89 | 1 | 138.89 | 34.17 | 0.0100 |
| Residual | 12.19 | 3 | 4.06 | - | - |
| Cor Total | 7108.22 | 8 | - | - | - |
| Std. Dev. | 2.02 | R2 | 0.9983 | ||
| Mean | 329.44 | Adjusted R2 | 0.9954 | ||
| CV % | 0.6120 | Predicted R2 | 0.9800 | ||
| Adeq precision | 56.6973 | ||||
| Source | Sum of Squares | df | Mean Squares | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 20,262.98 | 2 | 10,131.49 | 93.55 | <0.0001 |
| A-Travel speed | 2277.60 | 1 | 2277.60 | 21.03 | 0.0037 |
| B-Pin geometry | 17,985.38 | 1 | 17,985.38 | 166.07 | <0.0001 |
| Residual | 649.81 | 6 | 108.30 | - | - |
| Cor Total | 20,912.78 | 8 | - | - | - |
| Std. Dev. | 10.41 | R2 | 0.9689 | ||
| Mean | 177.46 | Adjusted R2 | 0.9586 | ||
| CV % | 5.86 | Predicted R2 | 0.9290 | ||
| Adeq precision | 24.710 | ||||
| Source | Sum of Squares | df | Mean Squares | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 59.80 | 7 | 8.54 | 307.55 | 0.0439 |
| A-Travel speed | 5.78 | 1 | 5.78 | 208.08 | 0.0441 |
| B-Pin geometry | 3.65 | 1 | 3.65 | 131.22 | 0.0554 |
| AB | 0.040 | 1 | 0.040 | 1.44 | 0.4423 |
| A2 | 11.84 | 1 | 11.84 | 426.32 | 0.0308 |
| B2 | 1.33 | 1 | 1.33 | 48.02 | 0.0912 |
| A2B | 0.5633 | 1 | 0.5633 | 20.28 | 0.1391 |
| AB2 | 0.48 | 1 | 0.48 | 17.28 | 0.1503 |
| Residual | 0.0278 | 1 | 0.0278 | - | - |
| Cor Total | 59.83 | 8 | - | - | - |
| Std. Dev. | 0.1667 | R2 | 0.9995 | ||
| Mean | 33.01 | Adjusted R2 | 0.9963 | ||
| CV % | 0.5049 | Predicted R2 | 0.9154 | ||
| Adeq precision | 54.7301 | ||||
| Source | Sum of Squares | df | Mean Squares | F-Value | p-Value | |
|---|---|---|---|---|---|---|
| Model | 506.11 | 7 | 72.30 | 650.71 | 0.0302 | Significant |
| A-Travel speed | 60.50 | 1 | 60.50 | 544.50 | 0.0273 | |
| B-Pin geometry | 24.50 | 1 | 24.50 | 220.50 | 0.0428 | |
| AB | 16.00 | 1 | 16.00 | 144.00 | 0.0529 | |
| A2 | 133.39 | 1 | 133.39 | 1200.50 | 0.0184 | |
| B2 | 2.72 | 1 | 2.72 | 24.50 | 0.1269 | |
| A2B | 12.00 | 1 | 12.00 | 108.00 | 0.0611 | |
| AB2 | 0.3333 | 1 | 0.3333 | 3.00 | 0.3333 | |
| Residual | 0.1111 | 1 | 0.1111 | - | - | |
| Cor Total | 506.22 | 8 | - | - | - | |
| Std. Dev. | 0.3333 | R2 | 0.9998 | |||
| Mean | 70.56 | Adjusted R2 | 0.9982 | |||
| CV % | 0.4724 | Predicted R2 | 0.96 | |||
| Adeq precision | 80.0798 | |||||
| Exp. No | TS, mm/min | Pin Geometry | Torque, N·m | Tem, °C | Surface Roughness, µm | Hardness, HV | UTS, MPa | |
|---|---|---|---|---|---|---|---|---|
| Actual | 58 | 380 | 213.5 | 24.8 | 59 | |||
| 1. | 50 | Tr | Predicted | 59.1 | 361.1 | 203 | 23.32 | 57.49 |
| |Error|, % | 1.9 | 5.23 | 5.17 | 6.35 | 2.63 | |||
| Actual | 62 | 330 | 229.23 | 30.86 | 73 | |||
| 2. | 150 | Tr | Predicted | 60.75 | 317.52 | 222.46 | 31.69 | 72.81 |
| |Error|, % | 2.06 | 3.93 | 3.04 | 2.62 | 0.26 | |||
| Actual | 63.58 | 281.47 | 238.79 | 34.2 | 63.85 | |||
| 3. | 250 | Tr | Predicted | 64.42 | 291.28 | 241.95 | 33.91 | 65.3 |
| |Error|, % | 1.3 | 3.37 | 1.31 | 0.86 | 2.22 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Albaijan, I.; Ahmed, M.M.Z.; El-Sayed Seleman, M.M.; Touileb, K.; Habba, M.I.A.; Fouad, R.A. Optimization of Bobbin Tool Friction Stir Processing Parameters of AA1050 Using Response Surface Methodology. Materials 2022, 15, 6886. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15196886
Albaijan I, Ahmed MMZ, El-Sayed Seleman MM, Touileb K, Habba MIA, Fouad RA. Optimization of Bobbin Tool Friction Stir Processing Parameters of AA1050 Using Response Surface Methodology. Materials. 2022; 15(19):6886. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15196886
Chicago/Turabian StyleAlbaijan, Ibrahim, Mohamed M. Z. Ahmed, Mohamed M. El-Sayed Seleman, Kamel Touileb, Mohamed I. A. Habba, and Ramy A. Fouad. 2022. "Optimization of Bobbin Tool Friction Stir Processing Parameters of AA1050 Using Response Surface Methodology" Materials 15, no. 19: 6886. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15196886