
Layer-by-Layer Deposition: A Promising Environmentally Benign Flame-Retardant Treatment for Cotton, Polyester, Polyamide and Blended Textiles



Abstract
:1. Introduction
- Cost-effective and easy to apply in industry;
- Durable for at least 50 laundry cycles;
- Wear-resistant;
- High air/moisture permeability (comfortable and pleasant to wear),
- Should not change the appearance of fabric (color, shade);
- Should be non-toxic to humans or environment during the industrial production, usage, disposal, or fire [5].
2. LbL Deposition
3. Thermal Degradation of Polymers
3.1. Cotton
3.2. Polyester Fibers
3.3. Polyamide Fibers
3.4. Fiber Blends
4. Layer-by-Layer Deposition on Textiles
4.1. Layer-by-Layer Deposition to Reduce Flammability of Cotton
4.2. Multifunctional Finishing of Cotton
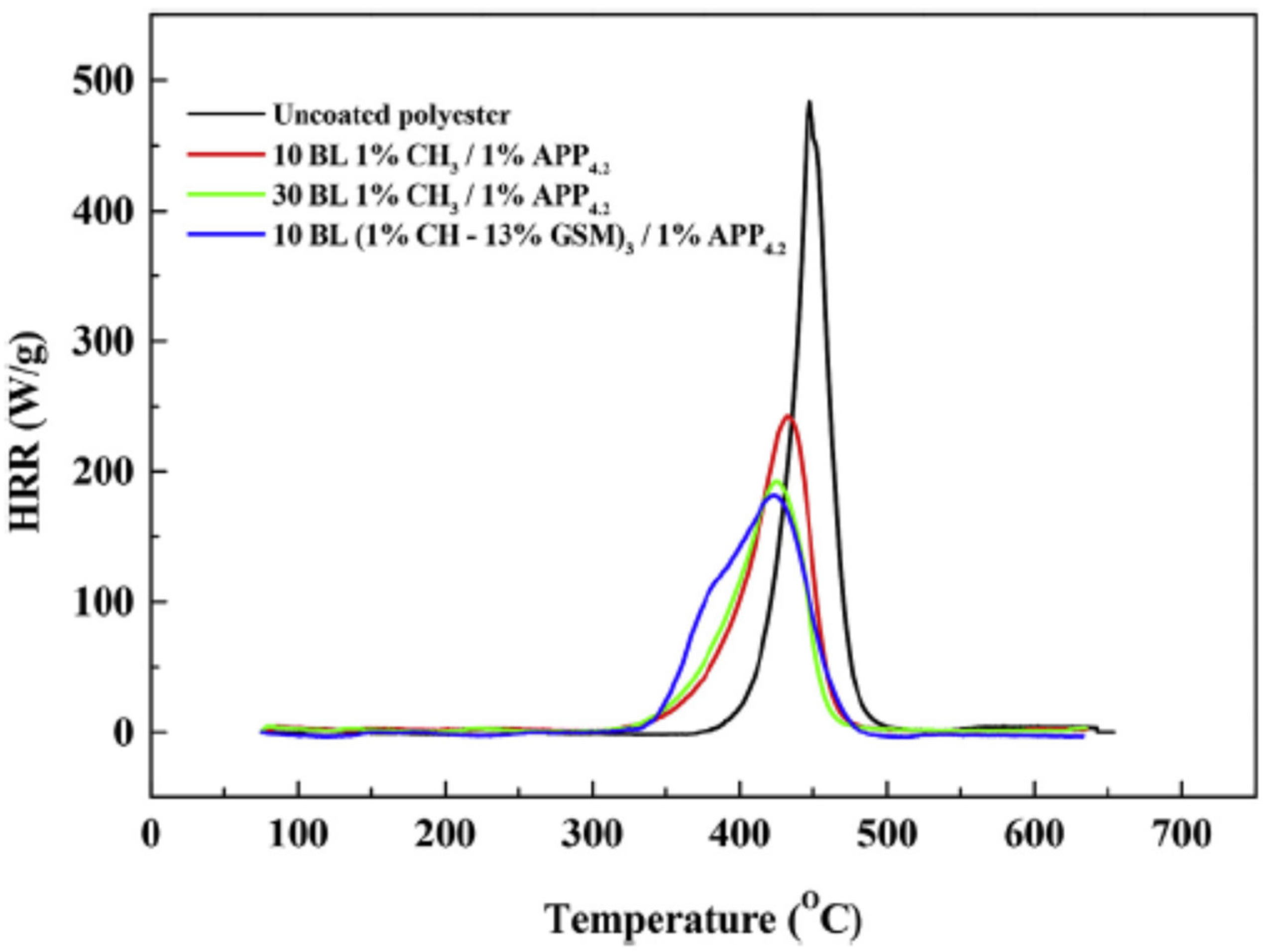
4.3. Layer-by-Layer Deposition to Reduce Flammability of Polyester
4.4. Layer-by-Layer Deposition to Reduce Flammability of Polyamide Textiles
4.5. Layer-by-Layer Deposition to Reduce Flammability of Cotton/Polyester and Cotton/Polyamide Blends
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| AgNW | silver nanowires |
| AM | acrylamide |
| AMM | p—aminobenzene sulfonic acid modified melamine |
| AP | ammonium phytate |
| APP | ammonium polyphosphate |
| APTES | 3-aminopropyl triethoxysilane |
| BA | boric acid |
| BaCl2 | barium chloride |
| BL | bilayer |
| BNNS | boron nitride nanosheets |
| BOD | biochemical oxygen demand |
| BPEI | branched polyethyleneimine |
| BPO | dibenzoyl peroxide |
| BTCA | butyl tetracarboxylic acid |
| C4H6O4Co·4H2O | cobalt acetate tetrahydrate |
| C4H6O4Ni·4H2O | nickel acetate tetrahydrate |
| CA | anionic caprolactam modified casein composite emulsion |
| CH | chitosan |
| CNT | carbon nanotubes |
| CO | carbon monoxide |
| CO2 | carbon dioxide |
| COD | chemical oxygen demand |
| CS | cationic starch |
| DI | deionized water |
| DMT | dimethyl terephthalate |
| DNA | deoxyribonucleic acid |
| FR | flame retardant |
| F-SiO2 | fluorinated silica |
| GNP | graphene nanoplatelets |
| GO | graphene oxide |
| GP-108 | γ-paperazinylproplymethyldimethoxy silane |
| GSM | guanidine sulfamate |
| HA | hypophosphorus acid |
| HACH | hypophosphorous acid-modified chitosan |
| HBr | hydrogen bromide |
| HCl | hydrogen chloride |
| HCN | hydrogen cyanide |
| HF | hydrogen fluoride |
| HFT | horizontal flammability test |
| HT | hydrotalcite |
| IPA | isopropanol |
| LbL | layer-by-layer |
| LOI | limiting oxygen index |
| Ludox CL | alumina coated silica |
| Ludox SM30 | silica |
| MCC | microscale combustion calorimeter |
| ME | melamine |
| MMT | sodium montmorillonite |
| MTES | methyltriethoxysilane |
| NaBH4 | sodium borohydride |
| NaCl | sodium chloride |
| NaClO | sodium hypochlorite |
| NH3 | ammonia |
| N-MDMPA | N-methylol dimethylphosphonopropionamide |
| NOx | nitrogen oxide |
| OAPOSS | octapropylammonium polyhedral oligomeric silsesquioxane |
| OSA | oxide sodium alginate |
| PA | phytic acid |
| PAA | poly (acrylic acid) |
| PAACM | polyacrylic acid-co-maleic acid solution |
| PAH | poly (allylamine hydrochloride) |
| PAS | polyacrylate sodium |
| PCH | phosphorylated chitosan |
| PCQS | poly[3-(5,5-cyanuricacidpropyl)- siloxane-co-trimethylammoniumpropylsiloxane chloride] |
| PDAC | poly (diallyl dimethylammonium chloride) |
| PDDA | poly dimethyl diallyl ammonium chloride |
| PDMS | polydimethylsiloxane |
| PDMSOH | hydroxy-terminated polydimethylsilo |
| PEC | stable soluble polyelectrolyte complex (PSP and PAH) |
| PEI | polyethyleneimine |
| pHRR | peak heat release rate |
| POSS® | polyhedral oligomeric silsesquioxane cage molecule carrying eight n-propylammonium chloride groups |
| PPA | polyphosphoric acid |
| PSP | sodium polyphosphate |
| PSS | poly (4-styrenesulfonic acid); |
| PVA | polyvinyl alcohol |
| PVAm | polyvinyl amine |
| QL | quadlayer |
| QMS-435 | (trimethylammonium methyl phenylethyl)-methyl siloxane and dimethyl siloxane copolymer chloride salt |
| SA | sodium alginate |
| SHP | Sodium Hypophosphite |
| SiO2 | alumina-coated silica nanoparticles |
| SLS | sodium lignin sulphonate |
| SMF | sulfonated melamine-formaldehyde |
| SSP | flexible polysiloxane prepared by sol-gel from methyltriethoxysilane (MTES), isopropanol (IPA) and hydroxy-terminated polydimethylsiloxane (PDMSOH) |
| TA | therephthalic acid |
| Tg | glass transition temperature |
| THAM | tris(hydroxymethyl)aminomethane |
| THPX | tetrakis(hydroxymethyl) phosphonium salt |
| THR | total heat release rate |
| THU | thiourea |
| TiO2 | titanium dioxide |
| TL | trilayer |
| Tp | melting point |
| Tp | thermal decomposition |
| U | urea |
| VFT | vertical flammability test |
| WSA-7021 | aminoethylaminopropyl silsesquioxane–methylsilsesquioxane copolymer oligomer |
| WSA-9911 | aminopropyl silesquioxane oligomers |
| ZrP | α-zirconium phosphate |
References
- Shishoo, R. Introduction: Trends in the global textile industry. In The Global Textile and Clothing Industry: Technological Advances and Future Challenges, 1st ed.; Shishoo, R., Ed.; Elsevier Ltd.: Amsterdam, The Netherlands, 2012; Chapter 1; pp. 1–7. [Google Scholar]
- Environmental Impact of Textile and Clothes Industry. Available online: https://www.europarl.europa.eu/RegData/etudes/BRIE/2019/633143/EPRS_BRI(2019)633143_EN.pdf (accessed on 15 November 2020).
- World Fire Statistics. Available online: https://www.ctif.org/sites/default/files/2020–06/CTIF_Report25.pdf (accessed on 28 November 2021).
- Global Flame Retardants Market by Country, Product and Market. Available online: https://www.freedoniagroup.com/industry-study/global-flame-retardants-market-by-country-product-and-market-6th-edition-3499.htm (accessed on 28 November 2021).
- Magovac, E.; Bischof, S. Non-Halogen FR Treatment of Cellulosic Textiles. Tekstil 2015, 64, 298–309. [Google Scholar]
- Liang, S.; Neisius, N.M.; Gaan, S. Recent Developments in Flame Retardant Polymeric Coatings. Prog. Org. Coat. 2013, 76, 1642–1665. [Google Scholar] [CrossRef]
- Lewin, M.; Weil, E.D. Mechanisms and Modes of Action in Flame Retardancy of Polymers. In Fire Retardant Materials, 1st ed.; Horrocks, A.R., Price, D., Eds.; Woodhead Publishing Ltd.: Cambridge, UK, 2001; Chapter 2; pp. 31–68. [Google Scholar]
- Beninate, J.V.; Boylston, E.K.; George, L.; Drake, J.; Reeves, W.A. Conventional Pad-Dry-Cure Process for Durable- Flame and Wrinkle Resistance with Tetrakis (Hydroxymethyl) Phosphonium Hydroxide (THPOH). Text. Res. J. 2016, 38, 267–272. [Google Scholar] [CrossRef]
- Tišler, T.; Zagorc-Končan, J. Comparative Assessment of Toxicity of Phenol, Formaldehyde, and Industrial Wastewater to Aquatic Organisms. Water Air Soil Pollut. 1997, 97, 315–322. [Google Scholar] [CrossRef]
- Horrocks, A.R. Flame Retardant Challenges for Textiles and Fibres: New Chemistry versus Innovatory Solutions. Polym. Degrad. Stab. 2011, 96, 377–392. [Google Scholar] [CrossRef]
- Kundu, C.K.; Li, Z.; Song, L.; Hu, Y. An Overview of Fire Retardant Treatments for Synthetic Textiles: From Traditional Approaches to Recent Applications. Eur. Polym. J. 2020, 137, 109911. [Google Scholar] [CrossRef]
- Weil, E.D.; Levchik, S.V. Flame Retardants in Commercial Use or Development for Textiles. J. Fire Sci. 2008, 26, 243–281. [Google Scholar] [CrossRef]
- Sundar, S.; Chakravarty, J. Antimony Toxicity. Int. J. Environ. Res. Public Health 2010, 7, 4267–4277. [Google Scholar] [CrossRef] [PubMed]
- Alongi, J.; Carosio, F.; Malucelli, G. Current Emerging Techniques to Impart Flame Retardancy to Fabrics: An Overview. Polym. Degrad. Stab. 2014, 106, 138–149. [Google Scholar] [CrossRef]
- Malucelli, G. Bio-macromolecules: A new flame retardant finishing strategy for textiles. In Handbook of Renewable Materials for Coloration and Finishing, 1st ed.; Yusuf, M., Ed.; Scrivener Publishing LLC: Beverly, MA, USA, 2018; Chapter 14; pp. 357–385. [Google Scholar]
- Lazar, S.T.; Kolibaba, T.J.; Grunlan, J.C. Flame-Retardant Surface Treatments. Nat. Rev. Mater. 2020, 5, 259–275. [Google Scholar] [CrossRef]
- Iler, R.K. Multilayers of Colloidal Particles. J. Colloid Interface Sci. 1966, 21, 569–594. [Google Scholar] [CrossRef]
- Kirkland, J.J. Porous Thin-Layer Modified Glass Bead Supports for Gas Liquid Chromatography. Anal. Chem. 1965, 37, 1458–1461. [Google Scholar] [CrossRef]
- Decher, G.; Hong, J.D.; Schmitt, J. Buildup of Ultrathin Multilayer Films by a Self-Assembly Process: III. Consecutively Alternating Adsorption of Anionic and Cationic Polyelectrolytes on Charged Surfaces. Thin Solid Film. 1992, 210–211, 831–835. [Google Scholar] [CrossRef]
- Ariga, K.; Yamauchi, Y.; Rydzek, G.; Ji, Q.; Yonamine, Y.; Wu, K.C.-W.; Hill, J.P. Layer-by-Layer Nanoarchitectonics: Invention, Innovation, and Evolution. Chem. Lett. 2014, 43, 36–68. [Google Scholar] [CrossRef]
- Alongi, J.; Carosio, F.; Frache, A.; Malucelli, G. Layer by Layer Coatings Assembled through Dipping, Vertical or Horizontal Spray for Cotton Flame Retardancy. Carbohydr. Polym. 2013, 92, 114–119. [Google Scholar] [CrossRef] [PubMed]
- Decher, G. Layer-by-Layer Assembly (Putting Molecules to Work). In Multilayer Thin Films: Sequential Assembly of Nanocomposite Materials, 2nd ed.; Decher, G., Schlenoff, J.B., Eds.; Wiley-VCH Verlag GmbH: Weinheim, Germany, 2012; Volume 1, Chapter 1; pp. 1–21. [Google Scholar]
- Michel, M.; Toniazzo, V.; Ruch, D.; Ball, V. Deposition Mechanisms in Layer-by-Layer or Step-by-Step Deposition Methods: From Elastic and Impermeable Films to Soft Membranes with Ion Exchange Properties. ISRN Mater. Sci. 2012, 2012, 1–13. [Google Scholar] [CrossRef] [Green Version]
- Wu, G.; Zhang, X. Layer-by-Layer Assembly: From Conventional to Unconventional Methods. In Multilayer Thin Films: Sequential Assembly of Nanocomposite Materials, 2nd ed.; Decher, G., Schlenoff, J.B., Eds.; Wiley-VCH Verlag GmbH: Weinheim, Germany, 2012; Volume 1, Chapter 3; pp. 43–67. [Google Scholar]
- Holder, K.M.; Smith, R.J.; Grunlan, J.C. A Review of Flame Retardant Nanocoatings Prepared Using Layer-by-Layer Assembly of Polyelectrolytes. J. Mater. Sci. 2017, 52, 12923–12959. [Google Scholar] [CrossRef]
- Chatterjee, K.; Tabor, J.; Ghosh, T.K. Electrically Conductive Coatings for Fiber-Based E-Textiles. Fibers 2019, 7, 51. [Google Scholar] [CrossRef] [Green Version]
- Wanasinghe, D.; Aslani, F. A Review on Recent Advancement of Electromagnetic Interference Shielding Novel Metallic Materials and Processes. Compos. Part B Eng. 2019, 176, 107207. [Google Scholar] [CrossRef]
- Zhu, X.; Jun Loh, X. Layer-by-Layer Assemblies for Antibacterial Applications. Biomater. Sci. 2015, 3, 1505–1518. [Google Scholar] [CrossRef]
- Li, S.; Huang, J.; Chen, Z.; Chen, G.; Lai, Y. A Review on Special Wettability Textiles: Theoretical Models, Fabrication Technologies and Multifunctional Applications. J. Mater. Chem. A 2017, 5, 31–55. [Google Scholar] [CrossRef] [Green Version]
- Mateos, A.J.; Cain, A.A.; Grunlan, J.C. Large-Scale Continuous Immersion System for Layer-by-Layer Deposition of Flame Retardant and Conductive Nanocoatings on Fabric. Ind. Eng. Chem. Res. 2014, 53, 6409–6416. [Google Scholar] [CrossRef]
- Krogman, K.C.; Zacharia, N.S.; Schroeder, S.; Hammond, P.T. Automated Process for Improved Uniformity and Versatility of Layer-by-Layer Deposition. Langmuir 2007, 23, 3137–3141. [Google Scholar] [CrossRef]
- Jang, W.S.; Grunlan, J.C. Robotic Dipping System for Layer-by-Layer Assembly of Multifunctional Thin Films. Rev. Sci. Instrum. 2005, 76, 1–4. [Google Scholar] [CrossRef]
- Liu, G.; Zhao, J.; Sun, Q.; Zhang, G. Role of Chain Interpenetration in Layer-by-Layer Deposition of Polyelectrolytes. J. Phys. Chem. B 2008, 112, 3333–3338. [Google Scholar] [CrossRef]
- Mohammadi, M.; Salehi, A.; Branch, R.J.; Cygan, L.J.; Besirli, C.G.; Larson, R.G. Growth Kinetics in Layer-by-Layer Assemblies of Organic Nanoparticles and Polyelectrolytes. ChemPhysChem 2017, 18, 128–141. [Google Scholar] [CrossRef] [PubMed]
- Steitz, R.; Jaeger, W.; Klitzing, R.V. Influence of Charge Density and Ionic Strength on the Multilayer Formation of Strong Polyelectrolytes. Langmuir 2001, 17, 4471–4474. [Google Scholar] [CrossRef]
- Belce, Y.; Cebeci, F.C. Investigation of PH and Concentration Influence on Layer-by-Layer Self-Assembly for Nickel(II)Phthalocyanine-Tetrasulfonic Acid Tetrasodium Salt Coatings. J. Porphyr. Phthalocyanines 2019, 23, 84–90. [Google Scholar] [CrossRef]
- Yang, Y.-H.; Malek, F.A.; Grunlan, J.C. Influence of Deposition Time on Layer-by-Layer Growth of Clay-Based Thin Films. Ind. Eng. Chem. Res. 2010, 49, 8501–8509. [Google Scholar] [CrossRef]
- Gamboa, D.; Priolo, M.A.; Ham, A.; Grunlan, J.C. Note: Influence of Rinsing and Drying Routines on Growth of Multilayer Thin Films Using Automated Deposition System. Rev. Sci. Instrum. 2010, 81, 036103. [Google Scholar] [CrossRef]
- Stawski, D. Application of the Layer-by-layer Method for Textiles. In Textiles, Uses and Production Methods, 1st ed.; El Nemr, A., Ed.; Nova Science Publishers, Inc.: New York, NY, USA, 2012; Chapter 16; pp. 507–518. [Google Scholar]
- Kashiwagi, T. Polymer Combustion and Flammability-Role of the Condensed Phase. Symp. Combust. 1994, 25, 1423–1437. [Google Scholar] [CrossRef]
- Moldoveanu, S.C. General Information About Pyrolysis. In Pyrolysis of Organic Molecules, 2nd ed.; Moldoveanu, S.C., Ed.; Elsevier: Oxford, UK, 2019; Chapter 1; pp. 1–33. [Google Scholar]
- Hull, T.R.; Law, R.J.; Bergman, Å. Environmental drivers for replacement of halogenated flame retardants. In Polymer Green Flame Retardants, 1st ed.; Papaspyrides, C.D., Kiliaris, P., Eds.; Elsevier, B.V.: Amsterdam, The Netherlands, 2014; Chapter 4; pp. 119–179. [Google Scholar]
- Hörold, S. Phosphorus-based and Intumescent Flame Retardants. In Polymer Green Flame Retardants, 1st ed.; Papaspyrides, C.D., Kiliaris, P., Eds.; Elsevier, B.V.: Amsterdam, The Netherlands, 2014; Chapter 6; pp. 221–254. [Google Scholar]
- Brown, S.C. Flame retardants: Inorganic oxide and hydroxide systems. In Plastics Additives, 1st ed.; Pritchard, G., Ed.; Springer: Dordrecht, The Netherlands, 1998; Volume 1, pp. 287–296. [Google Scholar]
- Textile Exchange Organization Preferred Fiber & Materials Market Report 2020. Available online: https://textileexchange.org/about-us/#annualreports (accessed on 7 October 2021).
- Thakur, V.K. Grafting of Cellulose-Based Materials: Techniques, Factors, and Applications of the Grafted Products. In Cellulose-Based Graft Copolymers, 1st ed.; Thakur, V.K., Ed.; CRC Press: Boca Raton, FL, USA, 2015; Chapter 17; pp. 386–413. [Google Scholar]
- Horrocks, A.R. An Introduction to the Burning Behaviour of Cellulosic Fibres, A.J. Soc. Dye. Colour. 1983, 99, 191–197. [Google Scholar] [CrossRef]
- NIIR Board of Consultants and Engineers Polyesters. In The Complete Technology Book on Expanded Plastics, Polyurethane, Polyamide and Polyester Fibres, 1st ed.; NIIR Board of Consultants and Engineers (Ed.) Asia Pacific Business Press Inc.: Delhi, India, 2006; Chapter 3; pp. 30–48. [Google Scholar]
- Chang, P.-H.; Wilkie, C.A. A Mechanism for Flame Retardation of Poly(Ethylene Terephthalate). J. Appl. Polym. Sci. 1989, 38, 2245–2252. [Google Scholar] [CrossRef]
- Richards, A.F. Nylon fibres. In Synthetic Fibres: Nylon, Polyester, Acrylic, Polyolefin, 1st ed.; McIntyre, J.E., Ed.; Woodhead Publishing Ltd.: Cambridge, UK, 2004; Chapter 2; pp. 20–94. [Google Scholar]
- McKeen, L.W. Polyamides (Nylons). In Film Properties of Plastics and Elastomers, 4th ed.; McKeen, L.W., Ed.; William Andrew Publishing: Oxford, UK, 2017; Chapter 8; pp. 187–227. [Google Scholar]
- NIIR Board of Consultants and Engineers Polyamides and Polyimides. In The Complete Technology Book on Expanded Plastics, Polyurethane, Polyamide and Polyester Fibres, 1st ed.; NIIR Board of Consultants and Engineers (Ed.) Asia Pacific Business Press Inc.: Delhi, India, 2006; Chapter 2; pp. 14–29. [Google Scholar]
- Braun, E.; Levin, B.C. Nylons: A Review of the Literature on Products of Combustion and Toxicity Emil. Fire Mater. 1987, 11, 71–88. [Google Scholar] [CrossRef]
- Schaffer, M.A.; Marchildon, E.K.; McAuley, K.B.; Cunningham, M.F. Thermal Nonoxidative Degradation of Nylon 6,6. J. Macromol. Sci. Part C Polym. Rev. 2000, 40, 233–272. [Google Scholar] [CrossRef]
- Weil, E.D.; Levchik, S. Current Practice and Recent Commercial Developments in Flame Retardancy of Polyamides. J. Fire Sci. 2004, 22, 251–264. [Google Scholar] [CrossRef]
- Subbulakshmi, M.S.; Kasturiya, N.; Bajaj, P.H.; Agarwal, A.K. Production of Flame-Retardant Nylon 6 and 6.6. J. Macromol. Sci. Polym. Rev. 2000, 40, 85–104. [Google Scholar] [CrossRef]
- Muralidhara, K.S.; Sreenivasan, S. Adaptation of Pyrolytic Conduit of Polyester Cotton Blended Fabric with Flame Retardant Chemical Concentrations. Res. J. Chem. Sci. 2012, 2, 20–25. [Google Scholar]
- Muralidhara, K.S.; Sreenivasan, S. Thermal Degradation Kinetic Data of Polyester, Cotton and Polyester-Cotton Blended Textile Material. World Appl. Sci. J. 2010, 11, 184–189. [Google Scholar]
- Jarvis, C.W.; Baker, R.H. Flammability of Cotton-Polyester Blend Fabrics. In Flame Retardant Polymeric Materials, 1st ed.; Lewin, M., Atlas, S.M., Pearce, E.M., Eds.; Springer: Boston, MA, USA, 1978; Chapter 5; pp. 133–158. [Google Scholar]
- Chen, Q.; Zhao, T. The Thermal Decomposition and Heat Release Properties of the Nylon/Cotton, Polyester/Cotton and Nomex/Cotton Blend Fabrics. Text. Res. J. 2016, 86, 1859–1868. [Google Scholar] [CrossRef]
- Cooney, J.D.D.; Day, M.; Wiles, D.M.M. A Kinetic Study of the Thermal Degradation of Polyester/Cotton Blends by Thermogravimetry. Thermochim. Acta 1986, 102, 335–347. [Google Scholar] [CrossRef]
- Chen, Q.; Yang, C.Q.; Zhao, T. Heat Release Properties and Flammability of the Nylon/Cotton Blend Fabric Treated with a Crosslinkable Organophosphorus Flame Retardant System. J. Anal. Appl. Pyrolysis 2014, 110, 205–212. [Google Scholar] [CrossRef]
- Horrocks, A.R. Flame Retardant Textile Finishes. In Textile Finishing, 1st ed.; Mittal, K.L., Bahners, T., Eds.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2017; Chapter 2; pp. 69–127. [Google Scholar]
- Salaspuro, M.; Lindros, K. Metabolism and Toxicity of Acetaldehyde. Alcohol Relat. Dis. Gastroenterol. 1985, 3, 106–123. [Google Scholar] [CrossRef]
- Dasarathy, S.; Mookerjee, R.P.; Rackayova, V.; Rangroo Thrane, V.; Vairappan, B.; Ott, P.; Rose, C.F. Ammonia Toxicity: From Head to Toe? Metab. Brain Dis. 2016, 32, 529–538. [Google Scholar] [CrossRef] [PubMed]
- Riesch, R.; Tobler, M.; Plath, M. Hydrogen Sulfide-Toxic Habitats. In Extremophile Fishes, 1st ed.; Riesch, R., Tobler, M., Plath, M., Eds.; Springer: Cham, Switzerland, 2015; Chapter 7; pp. 137–159. [Google Scholar]
- Tanii, H.; Hashimoto, K. Studies on the Mechanism of Acute Toxicity of Nitriles in Mice. Arch. Toxicol. 1984, 55, 47–54. [Google Scholar] [CrossRef] [PubMed]
- Alarie, Y. Toxicity of Fire Smoke. Crit. Rev. Toxicol. 2002, 32, 259–289. [Google Scholar] [CrossRef]
- Singh, S.P.; Soni, B.; Bajpai, S.K. Cellulose-Based Graft Copolymers. In Cellulose-Based Graft Copolymers, 1st ed.; Thakur, V.K., Ed.; CRC Press: Boca Raton, FL, USA, 2015; Chapter 12; pp. 235–270. [Google Scholar]
- Grancaric, A.M.; Tarbuk, A.; Pusic, T. Electrokinetic Properties of Textile Fabrics. Color. Technol. 2005, 121, 221–227. [Google Scholar] [CrossRef]
- East, A.J. Polyester fibres. In Synthetic Fibres: Nylon, Polyester, Acrylic, Polyolefin, 1st ed.; McIntyre, J.E., Ed.; Woodhead Publishing Ltd.: Cambridge, UK, 2004; Chapter 3; pp. 95–166. [Google Scholar]
- Jordanov, I.; Mangovska, B. Optimal Parameters of Enzymatic Scouring and Compared with Alkaline Scouring. Tekstil 2001, 50, 501–508. [Google Scholar]
- Buschle-Diller, G. Substrates and their structure. In Textile Processing with Enzymes, 1st ed.; Cavaco-Paulo, A., Gübitz, G.M., Eds.; Woodhead Publishing Ltd.: Cambridge, UK, 2003; Chapter 2; pp. 42–85. [Google Scholar]
- Song, J.E.; Kim, H.R. Improvement in Nylon Fabrics’ Reactivity via Enzymatic Functionalization. J. Text. Inst. 2016, 108, 155–164. [Google Scholar] [CrossRef]
- Silva, C.; Cavaco-Paulo, A.M.; Fu, J.J. Enzymatic biofinishes for synthetic textiles. In Functional Finishes for Textiles: Improving Comfort, Performance and Protection, 1st ed.; Roshan, P., Ed.; Woodhead Publishing Ltd.: Cambridge, UK, 2015; Chapter 5; pp. 153–191. [Google Scholar]
- Kisner, A.; Rainert, K.T.; Ferrari, F.; Nau, C.T.; Barcellos, I.O.; Pezzin, S.H.; Andreaus, J. Chemical Functionalization of Polyamide 6.6 Fabrics. React. Funct. Polym. 2013, 73, 1349–1356. [Google Scholar] [CrossRef]
- Shearer, A.E.; Paik, J.S.; Hoover, D.G.; Haynie, S.L.; Kelley, M.J. Potential of an Antibacterial Ultraviolet-Irradiated Nylon Film. Biotechnol. Bioeng. 2000, 67, 141–146. [Google Scholar] [CrossRef]
- Yip, J.; Chan, K.; Sin, K.M.; Lau, K.S. Low Temperature Plasma-Treated Nylon Fabrics. J. Mater. Process. Technol. 2002, 123, 5–12. [Google Scholar] [CrossRef]
- Samanta, K.K.; Basak, S.; Chattopadhyay, S.K. Environment-Friendly Textile Processing Using Plasma and UV Treatment. In Roadmap to Sustainable Textiles and Clothing, 1st ed.; Muthu, S.S., Ed.; Springer: Singapore, 2014; Chapter 6; pp. 161–201. [Google Scholar]
- Butola, B.S. Advances in functional finishes for polyester and polyamide-based textiles. In Polyesters and Polyamides, 1st ed.; Deopura, B.L., Alagirusamy, R., Joshi, M., Gupta, B., Eds.; Woodhead Publishing Ltd.: Cambridge, UK, 2008; Chapter 12; pp. 325–353. [Google Scholar]
- Tarbuk, A.; Đorđević, D.; Flinčec Grgac, S.; Kodrić, M.; Magovac, E.; Čorak, I. The Influence of Lipase Surface Modification to Polyester Crystallinity and Absorbility. In Proceedings of the 13th International Scientific Professional Symposium Textile Science & Economy, Zagreb, Croatia, 18 September 2020; Zdraveva, E., Mijović, B., Eds.; University of Zagreb Faculty of Textile Technology: Zagreb, Croatia, 2020; pp. 33–38. [Google Scholar]
- Jenkins, R.O. Enzymes. In Textile Processing with Enzymes, 1st ed.; Cavaco-Paulo, A., Gübitz, G.M., Eds.; Woodhead Publishing Ltd.: Cambridge, UK, 2003; Chapter 1; pp. 1–41. [Google Scholar]
- Silva, C.; Cavaco-Paulo, A.; Nierstrasz, V.A. Enzymatic hydrolysis and modification of core polymer fibres for textile and other applications. In Advances in Textile Biotechnology, 2nd ed.; Nierstrasz, V.A., Cavaco-Paulo, A., Eds.; Woodhead Publishing Ltd.: Oxford, UK, 2010; Chapter 4; pp. 77–97. [Google Scholar]
- Tabujew, I.; Peneva, K. Functionalization of Cationic Polymers for Drug Delivery Applications. In Cationic Polymers in Regenerative Medicine, 1st ed.; Samal, S., Dubruel, P., Eds.; Royal Society of Chemistry: Cambridge, UK, 2014; Chapter 1; pp. 1–29. [Google Scholar]
- Li, Y.-C.; Schulz, J.; Mannen, S.; Delhom, C.; Condon, B.; Chang, S.; Zammarano, M.; Grunlan, J.C. Flame Retardant Behavior of Polyelectrolyte-Clay Thin Film Assemblies on Cotton Fabric. ACS Nano 2010, 4, 3325–3337. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.; Wang, Q.Q.; Jiang, Z.M.; Zhang, C.J.; Li, Z.F.; Chen, H.Q.; Zhu, P. Effect of Chitosan on the Fire Retardancy and Thermal Degradation Properties of Coated Cotton Fabrics with Sodium Phytate and APTES by LBL Assembly. J. Anal. Appl. Pyrolysis 2018, 135, 289–298. [Google Scholar] [CrossRef]
- Chen, H.Q.; Xu, Y.J.; Jiang, Z.M.; Jin, X.; Liu, Y.; Zhang, L.; Zhang, C.J.; Yan, C. The Thermal Degradation Property and Flame-Retardant Mechanism of Coated Knitted Cotton Fabric with Chitosan and APP by LBL Assembly. J. Therm. Anal. Calorim. 2020, 140, 591–602. [Google Scholar] [CrossRef]
- Zhang, Y.; Tian, W.; Liu, L.; Cheng, W.; Wang, W.; Liew, K.M.; Wang, B.; Hu, Y. Eco-Friendly Flame Retardant and Electromagnetic Interference Shielding Cotton Fabrics with Multi-Layered Coatings. Chem. Eng. J. 2019, 372, 1077–1090. [Google Scholar] [CrossRef]
- Zilke, O.; Plohl, D.; Opwis, K.; Mayer-Gall, T.; Gutmann, J.S. A Flame-Retardant Phytic-Acid-Based LbL-Coating for Cotton Using Polyvinylamine. Polymers 2020, 12, 1202. [Google Scholar] [CrossRef] [PubMed]
- Liu, L.; Huang, Z.; Pan, Y.; Wang, X.; Song, L.; Hu, Y. Finishing of Cotton Fabrics by Multi-Layered Coatings to Improve Their Flame Retardancy and Water Repellency. Cellulose 2018, 25, 4791–4803. [Google Scholar] [CrossRef]
- Pan, Y.; Zhao, H. A Novel Blowing Agent Polyelectrolyte for Fabricating Intumescent Multilayer Coating That Retards Fire on Cotton Fabric. J. Appl. Polym. Sci. 2018, 135, 46583. [Google Scholar] [CrossRef]
- Magovac, E.; Jordanov, I.; Grunlan, J.C.; Bischof, S. Environmentally-Benign Phytic Acid-Based Multilayer Coating for Flame Retardant Cotton. Materials 2020, 13, 5492. [Google Scholar] [CrossRef]
- Choi, K.; Seo, S.; Kwon, H.; Kim, D.; Park, Y.T. Fire Protection Behavior of Layer-by-Layer Assembled Starch–Clay Multilayers on Cotton Fabric. J. Mater. Sci. 2018, 53, 11433–11443. [Google Scholar] [CrossRef]
- Li, S.; Ding, F.; Lin, X.; Li, Z.; Ren, X. Layer-by-Layer Self-Assembly of Organic-Inorganic Hybrid Intumescent Flame Retardant on Cotton Fabrics. Fibers Polym. 2019, 20, 538–544. [Google Scholar] [CrossRef]
- Jang, W.; Chung, I.J.; Kim, J.; Seo, S.; Park, Y.T.; Choi, K. Improving Fire Resistance of Cotton Fabric through Layer-by-Layer Assembled Graphene Multilayer Nanocoating. J. Korean Phys. Soc. 2018, 72, 1052–1057. [Google Scholar] [CrossRef]
- Li, Y.; Ju, D. The Application, Neurotoxicity, and Related Mechanism of Cationic Polymers. In Neurotoxicity of Nanomaterials and Nanomedicine, 1st ed.; Jiang, X., Gao, H., Eds.; Academic Press: Cambridge, MA, USA, 2017; Chapter 12; pp. 285–329. [Google Scholar]
- Uddin, F. Clays, Nanoclays, and Montmorillonite Minerals. Metall. Mater. Trans. A 2008, 39, 2804–2814. [Google Scholar] [CrossRef]
- Zhu, D.; Hu, N.; Schaefer, D.W. Water-based sol–gel coatings for military coating applications. In Handbook of Waterborne Coatings, 1st ed.; Zarras, P., Soucek, M.D., Tiwari, A., Eds.; Elsevier: Amsterdam, The Netherlands, 2020; Chapter 1; pp. 1–27. [Google Scholar]
- Li, Z.F.; Zhang, C.J.; Cui, L.; Zhu, P.; Yan, C.; Liu, Y. Fire Retardant and Thermal Degradation Properties of Cotton Fabrics Based on APTES and Sodium Phytate through Layer-by-Layer Assembly. J. Anal. Appl. Pyrolysis 2017, 123, 216–223. [Google Scholar] [CrossRef]
- Graf, E. Applications of Phytic Acid. J. Am. Oil Chem. Soc. 1983, 60, 1861–1867. [Google Scholar] [CrossRef]
- Li, S.; Lin, X.; Li, Z.; Ren, X. Hybrid Organic-Inorganic Hydrophobic and Intumescent Flame-Retardant Coating for Cotton Fabrics. Compos. Commun. 2019, 14, 15–20. [Google Scholar] [CrossRef]
- Sudhakar, Y.N.; Selvakumar, M.; Bhat, D.K. Methods of Preparation of Biopolymer Electrolytes. In Biopolymer Electrolytes, 1st ed.; Sudhakar, Y.N., Selvakumar, M., Bhat, D.K., Eds.; Elsevier: Amsterdam, The Netherlands, 2018; Chapter 2; pp. 35–52. [Google Scholar]
- Pelton, R. Polyvinylamine: A Tool for Engineering Interfaces. Langmuir 2014, 30, 15373–15382. [Google Scholar] [CrossRef]
- Magovac, E.; Vončina, B.; Budimir, A.; Jordanov, I.; Grunlan, J.C.; Bischof, S. Environmentally Benign Phytic Acid-Based Nanocoating for Multifunctional Flame-Retardant/Antibacterial Cotton. Fibers 2021, 9, 69. [Google Scholar] [CrossRef]
- Liu, X.; Zhang, Q.; Peng, B.; Ren, Y.; Cheng, B.; Ding, C.; Su, X.; He, J.; Lin, S. Flame Retardant Cellulosic Fabrics via Layer-by-Layer Self-Assembly Double Coating with Egg White Protein and Phytic Acid. J. Clean. Prod. 2020, 243, 118641. [Google Scholar] [CrossRef]
- Zeng, T.; Pignatello, J.J.; Li, R.J.; Mitch, W.A. Synthesis and Application of a Quaternary Phosphonium Polymer Coagulant to Avoid N-Nitrosamine Formation. Environ. Sci. Technol. 2014, 48, 13392–13401. [Google Scholar] [CrossRef] [PubMed]
- Carosio, F.; Alongi, J.; Malucelli, G. Flammability and Combustion Properties of Ammonium Polyphosphate-/Poly(Acrylic Acid)-Based Layer by Layer Architectures Deposited on Cotton, Polyester and Their Blends. Polym. Degrad. Stab. 2013, 98, 1626–1637. [Google Scholar] [CrossRef]
- Carosio, F.; Alongi, J.; Paravidino, C.; Frache, A. Improving the Flame Retardant Efficiency of Layer by Layer Coatings Containing Deoxyribonucleic Acid by Post-Diffusion of Hydrotalcite Nanoparticles. Materials 2017, 10, 709. [Google Scholar] [CrossRef] [Green Version]
- Pan, Y.; Wang, W.; Liu, L.; Ge, H.; Song, L.; Hu, Y. Influences of Metal Ions Crosslinked Alginate Based Coatings on Thermal Stability and Fire Resistance of Cotton Fabrics. Carbohydr. Polym. 2017, 170, 133–139. [Google Scholar] [CrossRef] [PubMed]
- Donati, I.; Paoletti, S. Material Properties of Alginates. In Alginates: Biology and Applications, 1st ed.; Rehm, B.H.A., Ed.; Springer: Berlin, Germany, 2009; Chapter 1; pp. 1–53. [Google Scholar]
- Pan, Y.; Liu, L.; Zhang, Y.; Song, L.; Hu, Y.; Jiang, S.; Zhao, H. Effect of Genipin Crosslinked Layer-by-Layer Self-Assembled Coating on the Thermal Stability, Flammability and Wash Durability of Cotton Fabric. Carbohydr. Polym. 2019, 206, 396–402. [Google Scholar] [CrossRef]
- Wang, W.; Guo, J.; Liu, X.; Li, H.; Sun, J.; Gu, X.; Wang, J.; Zhang, S.; Li, W. Constructing Eco-Friendly Flame Retardant Coating on Cotton Fabrics by Layer-by-Layer Self-Assembly. Cellulose 2020, 27, 5377–5389. [Google Scholar] [CrossRef]
- Lazar, S.; Eberle, B.; Bellevergue, E.; Grunlan, J. Amine Salt Thickening of Intumescent Multilayer Flame Retardant Treatment. Ind. Eng. Chem. Res. 2020, 59, 2689–2695. [Google Scholar] [CrossRef]
- Van Langenhove, L. Smart textiles for protection: An overview. In Smart Textiles for Protection, 1st ed.; Chapman, R.A., Ed.; Woodhead Publishing Ltd.: Oxford, UK, 2013; Chapter 1; pp. 3–33. [Google Scholar]
- An, W.; Ma, J.; Xu, Q.; Fan, Q. Flame Retardant, Antistatic Cotton Fabrics Crafted by Layer-by-Layer Assembly. Cellulose 2020, 27, 8457–8469. [Google Scholar] [CrossRef]
- Zeng, F.; Qin, Z.; Li, T.; Chen, Y.; Yang, L. Boosting Phosphorus–Nitrogen–Silicon Synergism through Introducing Graphene Nanobrick Wall Structure for Fabricating Multifunctional Cotton Fabric by Spray Assisted Layer-by-Layer Assembly. Cellulose 2020, 27, 6691–6705. [Google Scholar] [CrossRef]
- Li, S.; Lin, X.; Liu, Y.; Li, R.; Ren, X.; Huang, T.S. Phosphorus-Nitrogen-Silicon-Based Assembly Multilayer Coating for the Preparation of Flame Retardant and Antimicrobial Cotton Fabric. Cellulose 2019, 26, 4213–4223. [Google Scholar] [CrossRef]
- Li, P.; Wang, B.; Liu, Y.Y.; Xu, Y.J.; Jiang, Z.M.; Dong, C.H.; Zhang, L.; Liu, Y.; Zhu, P. Fully Bio-Based Coating from Chitosan and Phytate for Fire-Safety and Antibacterial Cotton Fabrics. Carbohydr. Polym. 2020, 237, 116173. [Google Scholar] [CrossRef]
- Lin, D.; Zeng, X.; Li, H.; Lai, X. Facile Fabrication of Superhydrophobic and Flame-Retardant Coatings on Cotton Fabrics via Layer-by-Layer Assembly. Cellulose 2018, 25, 3135–3149. [Google Scholar] [CrossRef]
- Liu, D.; Zhang, M.; He, L.; Chen, Y.; Lei, W. Layer-by-Layer Assembly Fabrication of Porous Boron Nitride Coated Multifunctional Materials for Water Cleaning. Adv. Mater. Interfaces 2017, 4, 1700392. [Google Scholar] [CrossRef]
- Safi, K.; Kant, K.; Bramhecha, I.; Mathur, P.; Sheikh, J. Multifunctional Modification of Cotton Using Layer-by-Layer Finishing with Chitosan, Sodium Lignin Sulphonate and Boric Acid. Int. J. Biol. Macromol. 2020, 158, 903–910. [Google Scholar] [CrossRef] [PubMed]
- Xue, C.H.; Wu, Y.; Guo, X.J.; Liu, B.Y.; Wang, H.D.; Jia, S.T. Superhydrophobic, Flame-Retardant and Conductive Cotton Fabrics via Layer-by-Layer Assembly of Carbon Nanotubes for Flexible Sensing Electronics. Cellulose 2020, 27, 3455–3468. [Google Scholar] [CrossRef]
- Carosio, F.; Alongi, J.; Malucelli, G. α-Zirconium Phosphate-Based Nanoarchitectures on Polyester Fabrics through Layer-by-Layer Assembly. J. Mater. Chem. 2011, 21, 10370–10376. [Google Scholar] [CrossRef]
- Carosio, F.; Di Blasio, A.; Cuttica, F.; Alongi, J.; Frache, A.; Malucelli, G. Flame Retardancy of Polyester Fabrics Treated by Spray-Assisted Layer-by-Layer Silica Architectures. Ind. Eng. Chem. Res. 2013, 52, 9544–9550. [Google Scholar] [CrossRef]
- Apaydin, K.; Laachachi, A.; Ball, V.; Jimenez, M.; Bourbigot, S.; Ruch, D. Layer-by-Layer Deposition of a TiO2-Filled Intumescent Coating and Its Effect on the Flame Retardancy of Polyamide and Polyester Fabrics. Colloids Surfaces Physicochem. Eng. Asp. 2015, 469, 1–10. [Google Scholar] [CrossRef]
- Jordanov, I.; Magovac, E.; Fahami, A.; Lazar, S.; Kolibaba, T.; Smith, R.J.; Bischof, S.; Grunlan, J.C. Flame Retardant Polyester Fabric from Nitrogen-Rich Low Molecular Weight Additives within Intumescent Nanocoating. Polym. Degrad. Stab. 2019, 170, 108998. [Google Scholar] [CrossRef]
- Wattanatanom, W.; Churuchinda, S.; Potiyaraj, P. Intumescent Flame Retardant Finishing of Polyester Fabrics via the Layer-by-Layer Assembly Technique. Int. J. Cloth. Sci. Technol. 2017, 29, 96–105. [Google Scholar] [CrossRef]
- Wattanatanom, W.; Charuchinda, S.; Potiyaraj, P. Flame Behavior and Mechanical Properties of Polyester Fabrics Coated with Intumescent Coatings via Layer-by-Layer Assembly. Text. Res. J. 2019, 89, 4691–4701. [Google Scholar] [CrossRef]
- Carosio, F.; Di Pierro, A.; Alongi, J.; Fina, A.; Saracco, G. Controlling the Melt Dripping of Polyester Fabrics by Tuning the Ionic Strength of Polyhedral Oligomeric Silsesquioxane and Sodium Montmorillonite Coatings Assembled through Layer by Layer. J. Colloid Interface Sci. 2018, 510, 142–151. [Google Scholar] [CrossRef]
- Pan, Y.; Liu, L.; Song, L.; Hu, Y.; Wang, W.; Zhao, H. Durable Flame Retardant Treatment of Polyethylene Terephthalate (PET) Fabric with Cross-Linked Layer-by-Layer Assembled Coating. Polym. Degrad. Stab. 2019, 165, 145–152. [Google Scholar] [CrossRef]
- Jiang, Z.; Wang, C.; Fang, S.; Ji, P.; Wang, H.; Ji, C. Durable Flame-Retardant and Antidroplet Finishing of Polyester Fabrics with Flexible Polysiloxane and Phytic Acid through Layer-by-Layer Assembly and Sol-Gel Process. J. Appl. Polym. Sci. 2018, 135, 46414. [Google Scholar] [CrossRef]
- Yoshida, E. Self-Assembly of Poly(Allylamine Hydrochloride) through Electrostatic Interaction with Sodium Dodecyl Sulfate. Colloid Polym. Sci. 2010, 288, 1321–1325. [Google Scholar] [CrossRef]
- Apaydin, K.; Laachachi, A.; Ball, V.; Jimenez, M.; Bourbigot, S.; Toniazzo, V.; Ruch, D. Polyallylamine-Montmorillonite as Super Flame Retardant Coating Assemblies by Layer-by Layer Deposition on Polyamide. Polym. Degrad. Stab. 2013, 98, 627–634. [Google Scholar] [CrossRef]
- Apaydin, K.; Laachachi, A.; Ball, V.; Jimenez, M.; Bourbigot, S.; Toniazzo, V.; Ruch, D. Intumescent Coating of (Polyallylamine-Polyphosphates) Deposited on Polyamide Fabrics via Layer-by-Layer Technique. Polym. Degrad. Stab. 2014, 106, 158–164. [Google Scholar] [CrossRef]
- Kumar Kundu, C.; Wang, W.; Zhou, S.; Wang, X.; Sheng, H.; Pan, Y.; Song, L.; Hu, Y. A Green Approach to Constructing Multilayered Nanocoating for Flame Retardant Treatment of Polyamide 66 Fabric from Chitosan and Sodium Alginate. Carbohydr. Polym. 2017, 166, 131–138. [Google Scholar] [CrossRef]
- Kundu, C.K.; Wang, X.; Song, L.; Hu, Y. Borate Cross-Linked Layer-by-Layer Assembly of Green Polyelectrolytes on Polyamide 66 Fabrics for Flame-Retardant Treatment. Prog. Org. Coat. 2018, 121, 173–181. [Google Scholar] [CrossRef]
- Ziaur Rahman, M.; Kundu, C.K.; Nabipour, H.; Wang, X.; Song, L.; Hu, Y. Hybrid Coatings for Durable Flame Retardant and Hydrophilic Treatment of Polyamide 6.6 Fabrics. Prog. Org. Coat. 2020, 144, 105640. [Google Scholar] [CrossRef]
- Jordanov, I.; Kolibaba, T.J.; Lazar, S.; Magovac, E.; Bischof, S.; Grunlan, J.C. Flame Suppression of Polyamide through Combined Enzymatic Modification and Addition of Urea to Multilayer Nanocoating. J. Mater. Sci. 2020, 55, 15056–15067. [Google Scholar] [CrossRef]
- Kundu, C.K.; Wang, X.; Song, L.; Hu, Y. Chitosan-Based Flame Retardant Coatings for Polyamide 66 Textiles: One-Pot Deposition versus Layer-by-Layer Assembly. Int. J. Biol. Macromol. 2020, 143, 1–10. [Google Scholar] [CrossRef]
- Mandal, K.; Ghose, S.; Mandal, M.; Majumder, D.; Talukdar, S.; Chakraborty, I.; Panda, S.K. Notes on useful materials and synthesis through various chemical solution techniques. In Chemical Solution Synthesis for Materials Design and Thin Film Device Applications, 1st ed.; Das, S., Dhara, S., Eds.; Elsevier: Oxford, UK, 2021; Chapter 2; pp. 29–78. [Google Scholar]
- Alongi, J.; Carosio, F.; Malucelli, G. Layer by Layer Complex Architectures Based on Ammonium Polyphosphate, Chitosan and Silica on Polyester-Cotton Blends: Flammability and Combustion Behaviour. Cellulose 2012, 19, 1041–1050. [Google Scholar] [CrossRef]
- Carosio, F.; Alongi, J.; Malucelli, G. Layer by Layer Ammonium Polyphosphate-Based Coatings for Flame Retardancy of Polyester–Cotton Blends. Carbohydr. Polym. 2012, 88, 1460–1469. [Google Scholar] [CrossRef]
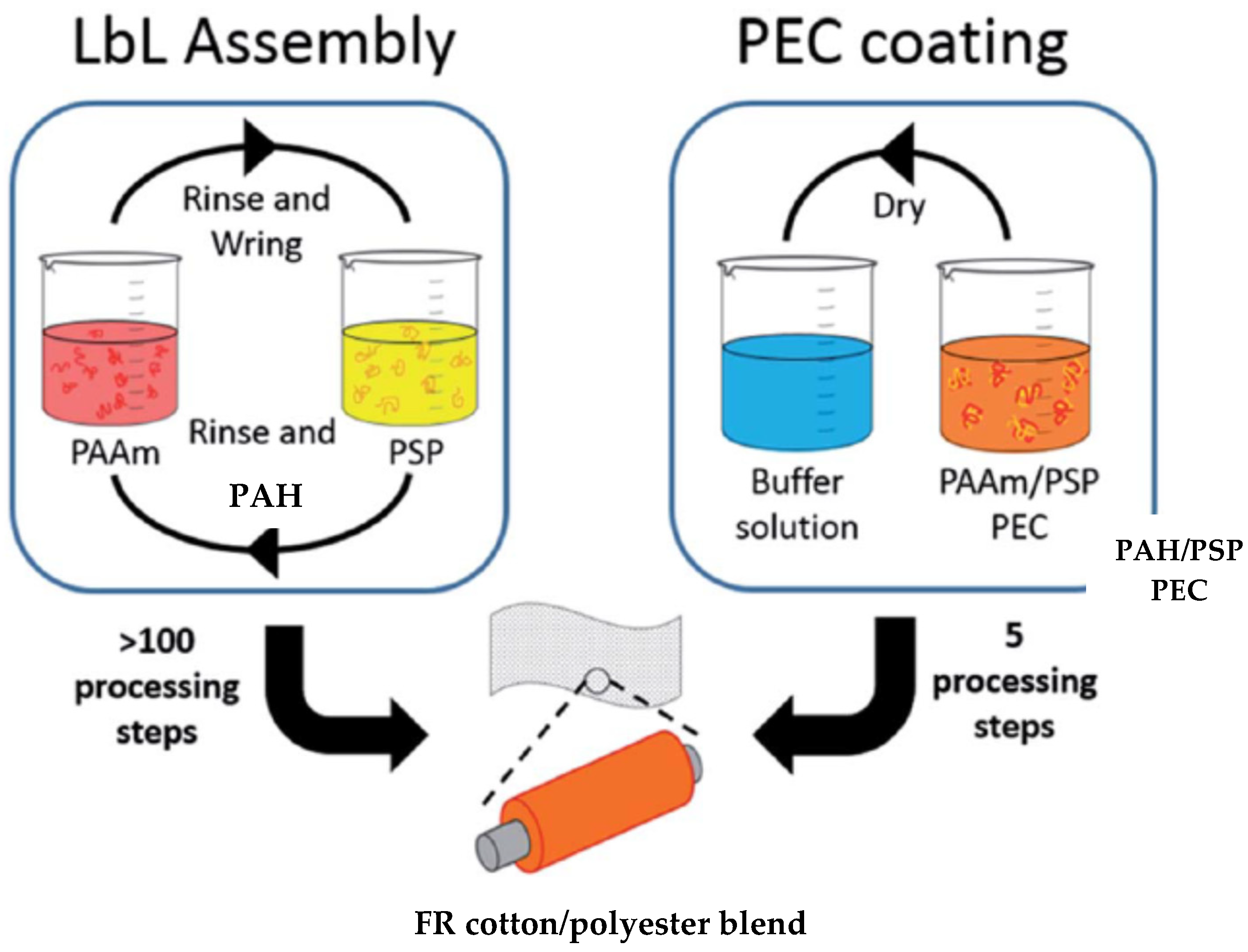
- Haile, M.; Leistner, M.; Sarwar, O.; Toler, C.M.; Henderson, R.; Grunlan, J.C. A Wash-Durable Polyelectrolyte Complex That Extinguishes Flames on Polyester-Cotton Fabric. RSC Adv. 2016, 6, 33998–34004. [Google Scholar] [CrossRef]
- Leistner, M.; Abu-Odeh, A.A.; Rohmer, S.C.; Grunlan, J.C. Water-Based Chitosan/Melamine Polyphosphate Multilayer Nanocoating That Extinguishes Fire on Polyester-Cotton Fabric. Carbohydr. Polym. 2015, 130, 227–232. [Google Scholar] [CrossRef]
- Liu, X.; Meng, X.; Sun, J.; Tang, W.; Chen, S.; Peng, X.; Gu, X.; Fei, B.; Bourbigot, S.; Zhang, S. Improving the Flame Retardant Properties of Polyester-Cotton Blend Fabrics by Introducing an Intumescent Coating via Layer by Layer Assembly. J. Appl. Polym. Sci. 2020, 137, 1–10. [Google Scholar] [CrossRef]
- Liu, L.; Pan, Y.; Wang, Z.; Hou, Y.; Gui, Z.; Hu, Y. Layer-by-Layer Assembly of Hypophosphorous Acid-Modified Chitosan Based Coating for Flame-Retardant Polyester-Cotton Blends. Ind. Eng. Chem. Res. 2017, 56, 9429–9436. [Google Scholar] [CrossRef]
- Pan, Y.; Liu, L.; Wang, X.; Song, L.; Hu, Y. Hypophosphorous Acid Cross-Linked Layer-by-Layer Assembly of Green Polyelectrolytes on Polyester-Cotton Blend Fabrics for Durable Flame-Retardant Treatment. Carbohydr. Polym. 2018, 201, 1–8. [Google Scholar] [CrossRef] [PubMed]
- Wang, B.; Xu, Y.J.; Li, P.; Zhang, F.Q.; Liu, Y.; Zhu, P. Flame-Retardant Polyester/Cotton Blend with Phosphorus/Nitrogen/Silicon-Containing Nano-Coating by Layer-by-Layer Assembly. Appl. Surf. Sci. 2020, 509, 145323. [Google Scholar] [CrossRef]
- Narkhede, M.; Thota, S.; Mosurkal, R.; Muller, W.S.; Kumar, J. Layer-by-Layer Assembly of Halogen-Free Polymeric Materials on Nylon/Cotton Blend for Flame Retardant Applications. Fire Mater. 2014, 40, 206–218. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pre-Treatment | Recipe | Number of Layers | Literature |
|---|---|---|---|
| BPEI+/MMT− | 5, 20 BLs | [85] | |
| CS+/MMT− | 5, 10, 20 BLs | [93] | |
| APTES+/PA− | 5, 10, 15 BLs | [99] | |
| (PEI+SiO2)+/PA− | 2, 4, 7 BLs | [94] | |
| (PEI+SiO2)+/PPA− | 1 BLs | [101] | |
| (PEI+ME)+/PA− | 2, 4 BLs | [90] | |
| APTES+/PA−/CH+/PA− | 5, 10, 15 QLs | [86] | |
| Primer layer APTES+ | APP−/CH+ | 2, 3, 6 BLs | [87] |
| CH+/(SMF+PA)− | 5, 10 BLs | [91] | |
| PEI+/PA− | 8 BLs | [88] | |
| Primer layer BPEI+ | PA−/PVAm+ | 5, 10, 15 BLs | [89] |
| Primer layer BPEI+ | PA−/(CH+U)+ | 8, 10, 12, 15 BLs | [92] |
| Egg white protein+/PA− | 1 BLs | [105] | |
| PDAC+/PAA−/PDAC+/APP− | 1, 5, 10 QLs | [107] | |
| PDAC+/DNA− | 5, 10 BLs | [108] | |
| PVA+/(GNP+PSS)– | 10 BLs | [95] | |
| PEI+/SA− | 10 BLs | [109] | |
| PEI+/HACH− | 5, 10 BLs | [111] | |
| CH+/APP−(CH+AMM)+/APP− | 5, 10, 15 BLs | [112] | |
| Primer layer PEI+ | PSP−/CH+ | 5, 10, 15 BLs | [113] |
| Pre-Treatments | Recipe | Number of Layers | Properties | Literature |
|---|---|---|---|---|
| Primer layer PEI+ | GO−/CA+ | 1, 5, 10 BLs | FR, antistatic | [115] |
| Primer layer GO− | APTES+/SA−/APP−/GO− | 10 QLs on 2 sides of fabric | FR, antistatic, antibacterial | [116] |
| Primer layer PEI+ | PA−/PCQS+, immersion into NaClO | 10, 20, 30 BLs | FR, antibacterial | [117] |
| CH+/AP− | 1 BL | FR, antibacterial | [118] | |
| Primer layer BPEI+ | PA−/(CH + U)+, immersion into CuSO4 | 8, 10, 12 BLs | FR, antibacterial | [104] |
| (PEI + SiO2)+/PPA−, immersion into repellent finish | 1 BL | FR, hydrophobic | [101] | |
| (PEI + ME)+/PA−, immersion into chloroform solution | 4 BLs | FR, hydrophobic | [90] | |
| BPEI+/APP− | 1BL | FR, hydrophobic | [119] | |
| PDDA+/BNNS− | 16 BLs | FR, hydrophobic | [120] | |
| (CH + citric acid + SHP)/(SLS + BA) | 1, 2, 3 BLs | FR, antibacterial, UV-protective, wrinkle resistant | [121] | |
| (BPEI+/CNTs)10/ BPEI+/APP− (BPEI+/CNTs)10/BPEI+/APP−/PDMS | 10 BLs+1 BL 10 BLs+1 TL | FR, conductive FR, conductive, hydrophobic | [122] | |
| PEI+/PA− | 8 BLs | FR, electromagnetic interference shielding | [88] |
| Pre-Treatment | Recipe | Number of Layers | Literature |
|---|---|---|---|
| PDAC+/PAA−/PDAC+/APP− | 1, 5, 10 QLs | [107] | |
| PDAC+/ZrP− SiO2+/ZrP− POSS®+/ZrP− | 5, 10 BLs | [123] | |
| Ludox CL+/Ludox SM30− | 5 BLs | [124] | |
| PAH+/PSP−/PAH+/TiO2− | 5, 10, 15 QLs | [125] | |
| CH+/APP- (CH+GSM)+/APP− (CH+U)+/APP− (CH+THU)+/APP− | 10, 25, 30 BLs | [126] | |
| BPEI+/APP− | 3, 5, 7 BLs | [127,128] | |
| Primer layer BPEI+ | MMT−/OAPOSS+ | 5 BLs | [129] |
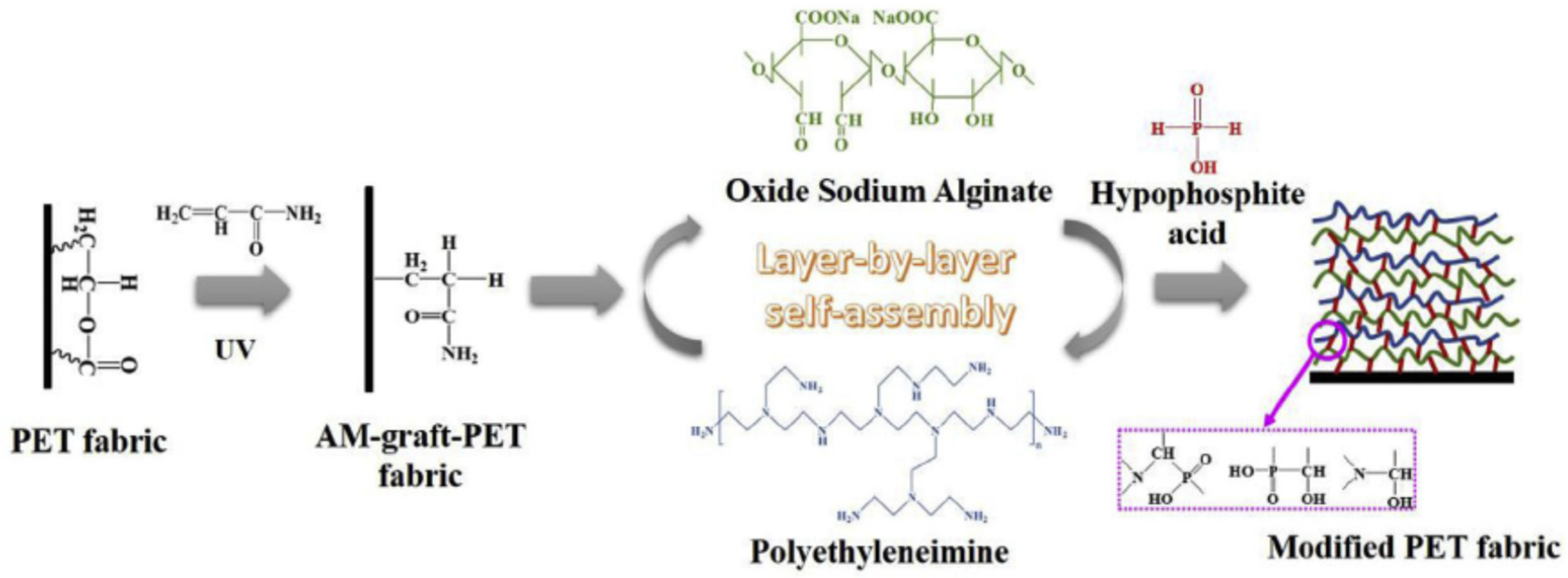
| 1. Alkali hydrolysis 2. UV-grafting with AM and benzophenone | PEI+/OSA− | 5, 10, 15 BLs | [130] |
| SSP+/PA−/SSP+ | 1 TL | [131] |
| Pre-Treatment | Recipe | Number of Layers | Literature |
|---|---|---|---|
| PAH+/PSP−/PAH+/TiO2− | 5, 10, 15 QLs | [125] | |
| PAH+/MMT− | 5, 10, 20 BLs | [133] | |
| PAH+/PSP− | 5, 10, 15, 40 BLs | [134] | |
| CH+/PA−/CH+/OSA− | 5, 10, 15 QLs | [135] | |
| CH+/PA− | 5, 10 BLs | [136] | |
| CH+/(PCH+PAS)− | 1BL | [139] | |
| 1. Chemical grafting with PAA in solution of benzene and BPO 2. PEI+/PAACM−, dipping, drying | (CH+ME+U)+/PA− | 2, 5 BLs | [137] |
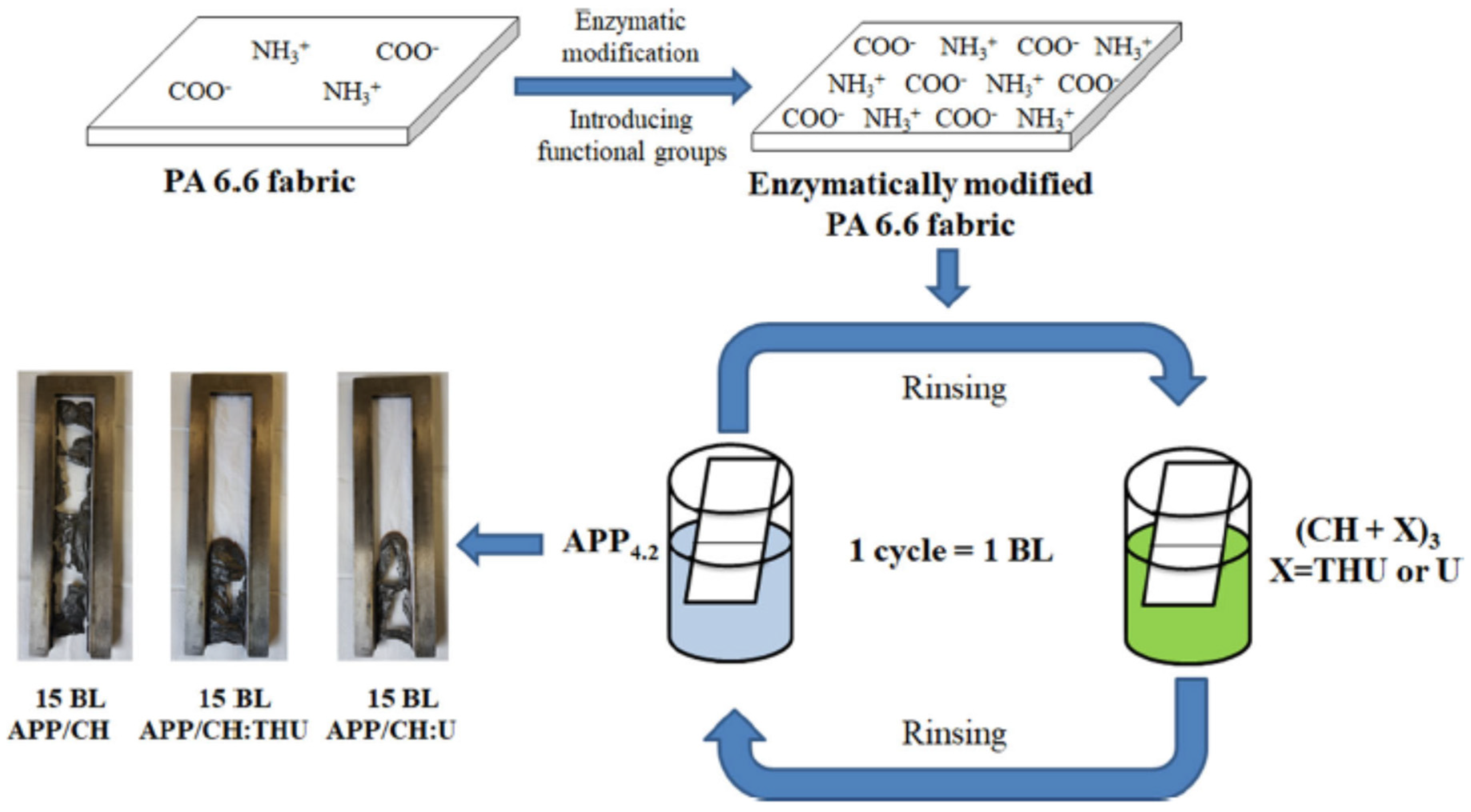
| Enzymatic modification with protease from Bacillus licheniformis | APP−/CH+ APP−/(CH+THU)+ APP−/(CH+U)+ | 15, 30 BLs 10, 15 BLs 10, 15 BLs | [138] |
| Pre-Treatments | Recipes | Number of Layers | Literature |
|---|---|---|---|
| Cotton/polyester | |||
| PDAC+/PAA−/PDAC+/APP− | 1, 5, 10 QLs | [107] | |
| BPEI+/APP− | 3, 5, 7 BLs | [127] | |
| alumina-coated silica nanoparticles+/silica nanoparticles−/CH+/APP− CH+/APP− +alumina-coated silica nanoparticles+/silica nanoparticles− | 5, 10 QLs 5 + 5 BLs 10 + 10 BLs | [141] | |
| CH+/APP− alumina-coated silica nanoparticles+/APP− | 5, 10, 20 BLs | [142] | |
| PAH+/PSP− | 20, 25, 30 BLs | [143] | |
| CH+/PSP− (CH+ME)+/PSP− | 8 BLs 10, 15 BLs | [144] | |
| Primer layer PAA− | PAH+/APP− (PAH+ME)+/APP− | 10 BLs 10 BLs | [145] |
| Primer layer PAA− | BPEI+/PCH− | 10, 20 BLs | [146] |
| Alkali hydrolysis | OSA−/PEI+ | 5, 10 BLs | [147] |
| GP-108+/APP− | 5, 10, 15 BLs | [148] | |
| Cotton/polyamide | |||
| PSP−/QMS-435+ PSP−/WSA-7021+ PSP−/WSA-9911+ | 5, 10, 15, 20 BLs | [149] | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Magovac, E.; Vončina, B.; Jordanov, I.; Grunlan, J.C.; Bischof, S. Layer-by-Layer Deposition: A Promising Environmentally Benign Flame-Retardant Treatment for Cotton, Polyester, Polyamide and Blended Textiles. Materials 2022, 15, 432. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15020432
Magovac E, Vončina B, Jordanov I, Grunlan JC, Bischof S. Layer-by-Layer Deposition: A Promising Environmentally Benign Flame-Retardant Treatment for Cotton, Polyester, Polyamide and Blended Textiles. Materials. 2022; 15(2):432. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15020432
Chicago/Turabian StyleMagovac, Eva, Bojana Vončina, Igor Jordanov, Jaime C. Grunlan, and Sandra Bischof. 2022. "Layer-by-Layer Deposition: A Promising Environmentally Benign Flame-Retardant Treatment for Cotton, Polyester, Polyamide and Blended Textiles" Materials 15, no. 2: 432. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15020432