
Structure Refinement and Fragmentation of Precipitates under Severe Plastic Deformation: A Review


 , ,
, ,
Abstract
:1. Introduction
2. Grain Size, Microhardness, Lattice Period
3. Fragmentation of the Second Phase Particles
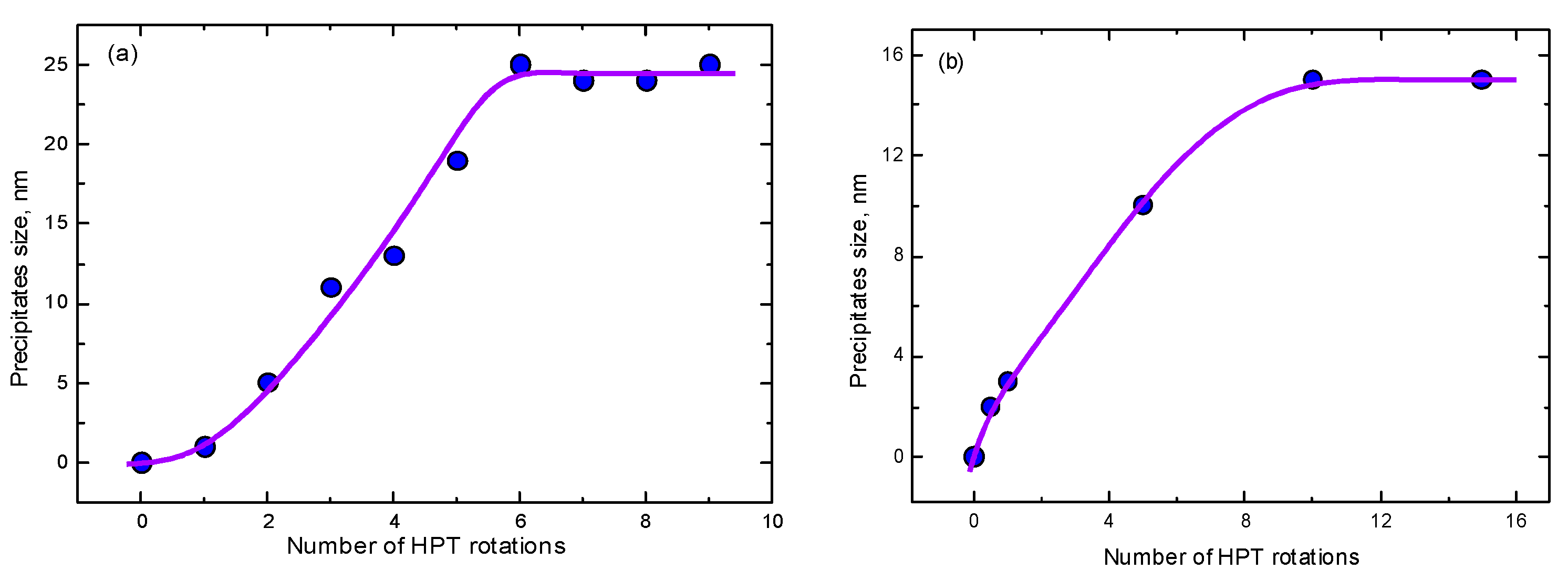
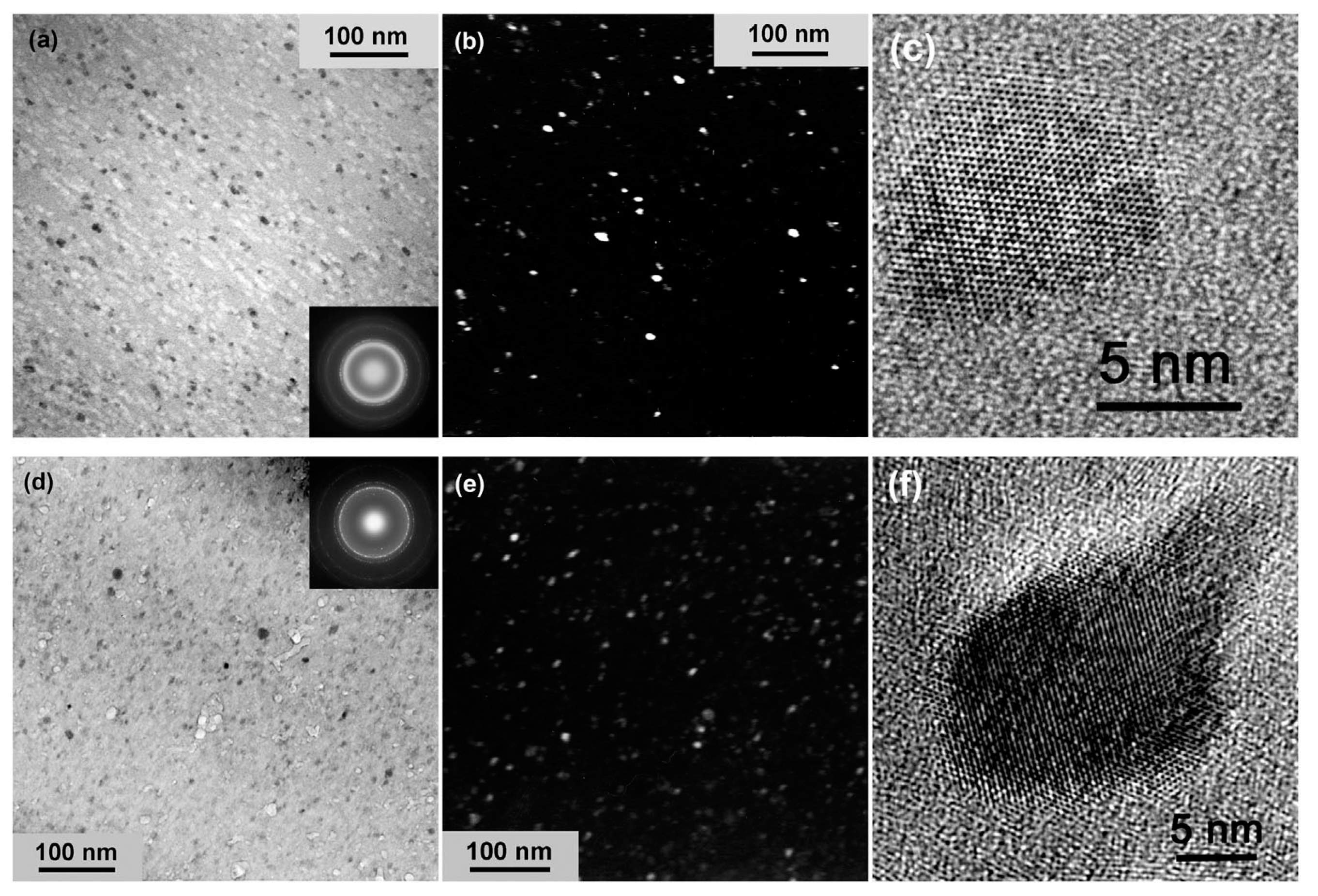
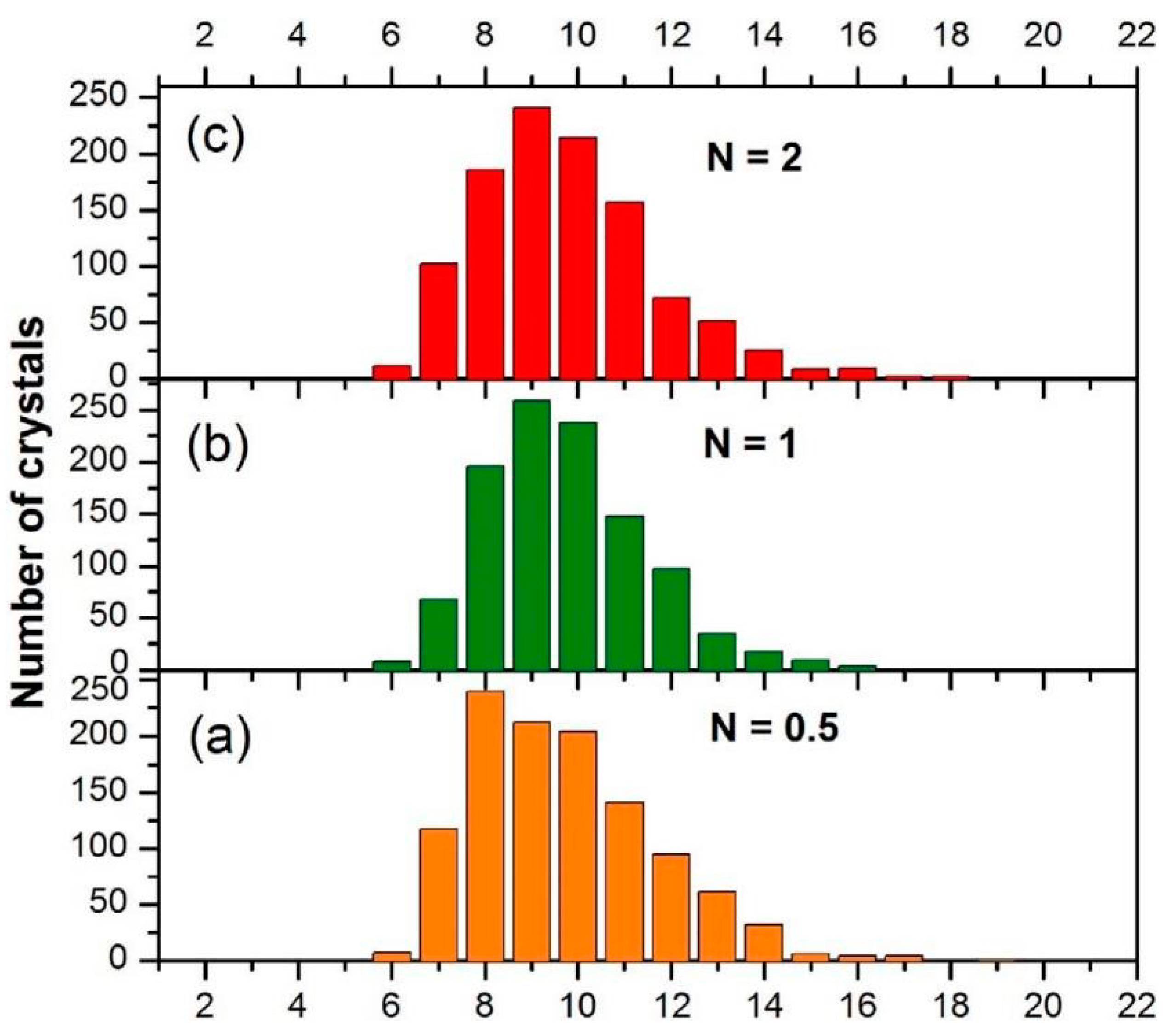
4. Nanocrystallization of Amorphous Alloys and the Growth of Particles of the Second Phase
5. Conclusions
- The various SPD methods lead to the steady state microstructure and properties after certain strain value. This is because of the dynamic equilibrium between the deformation and relaxation processes.
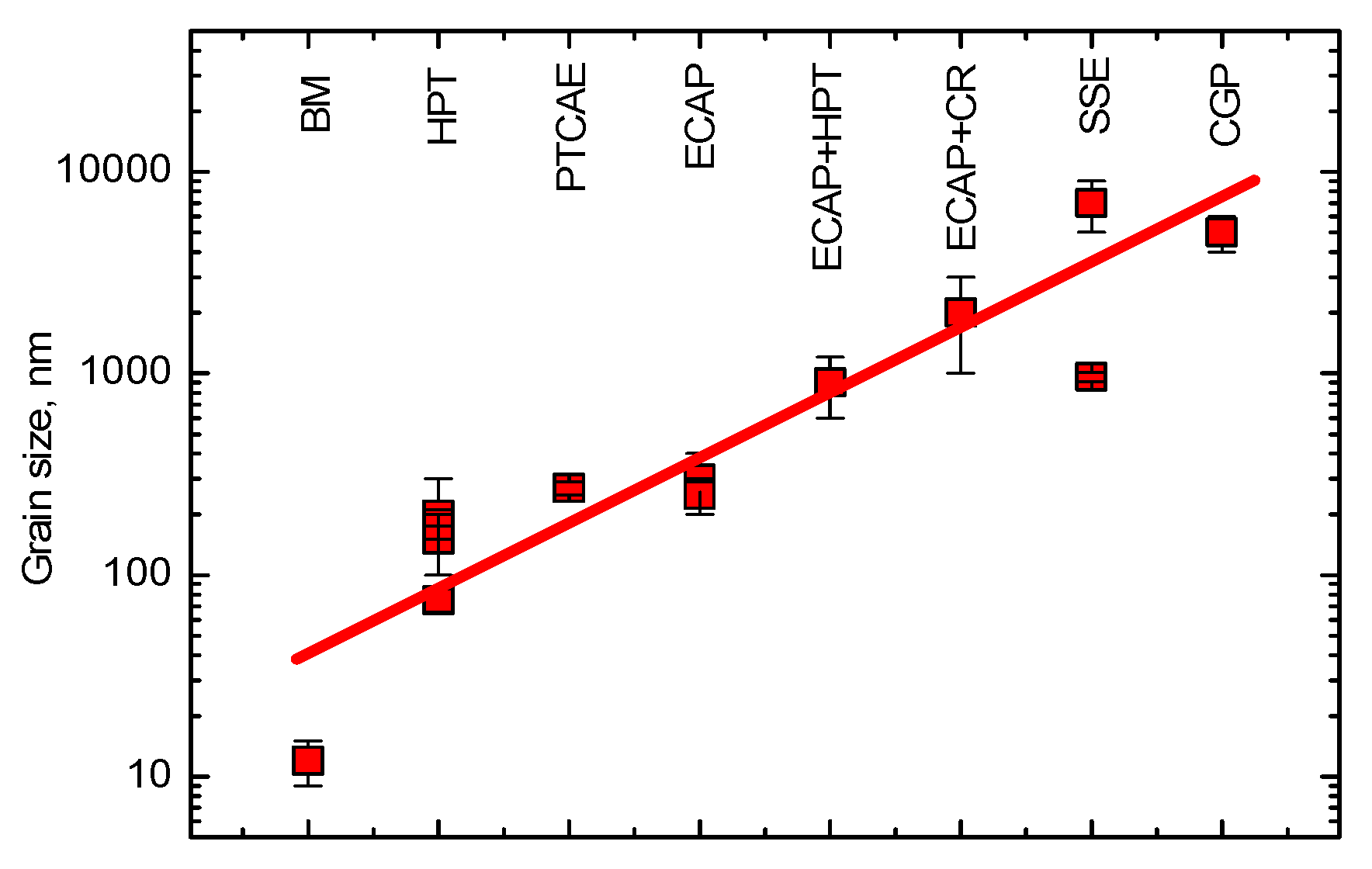
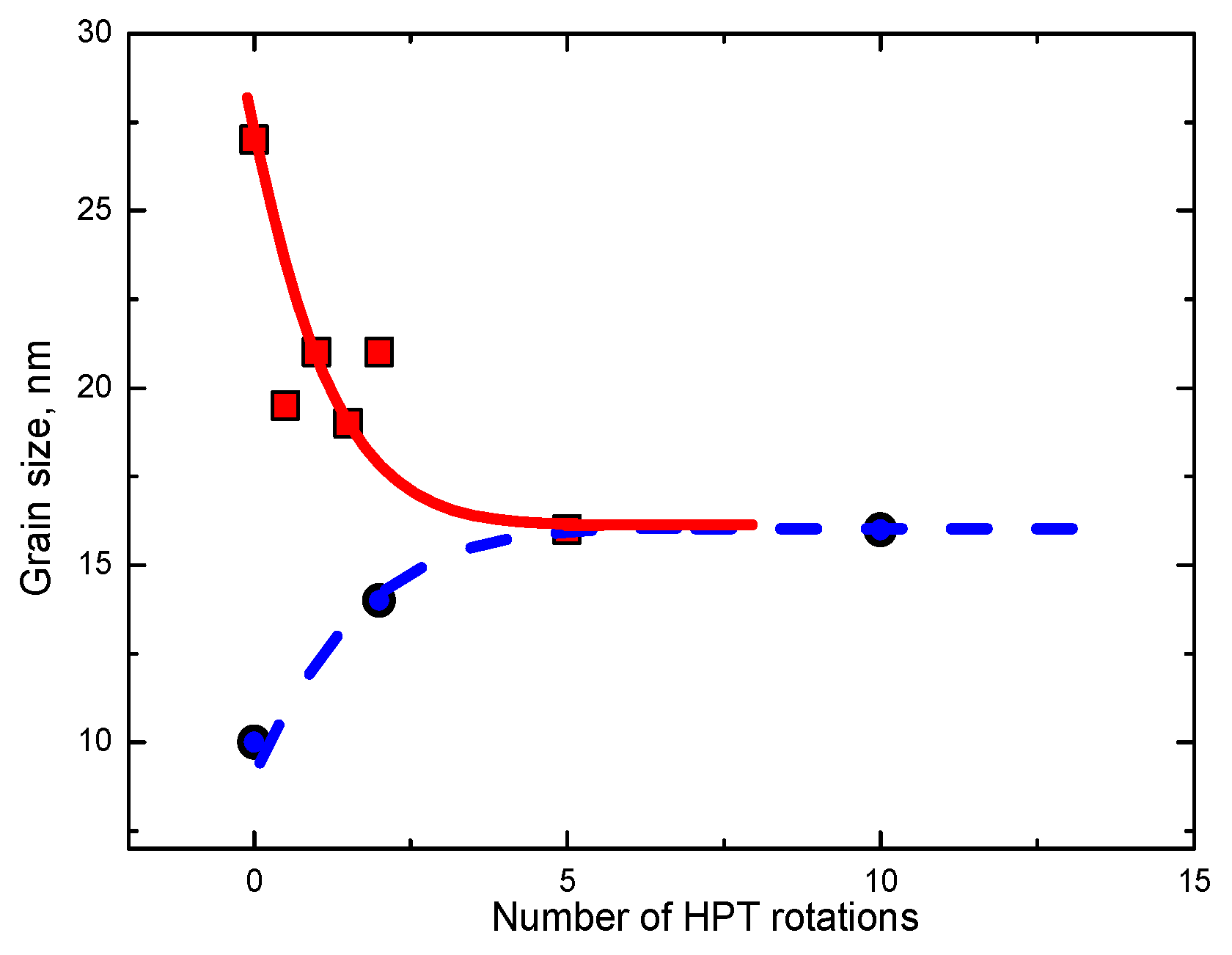
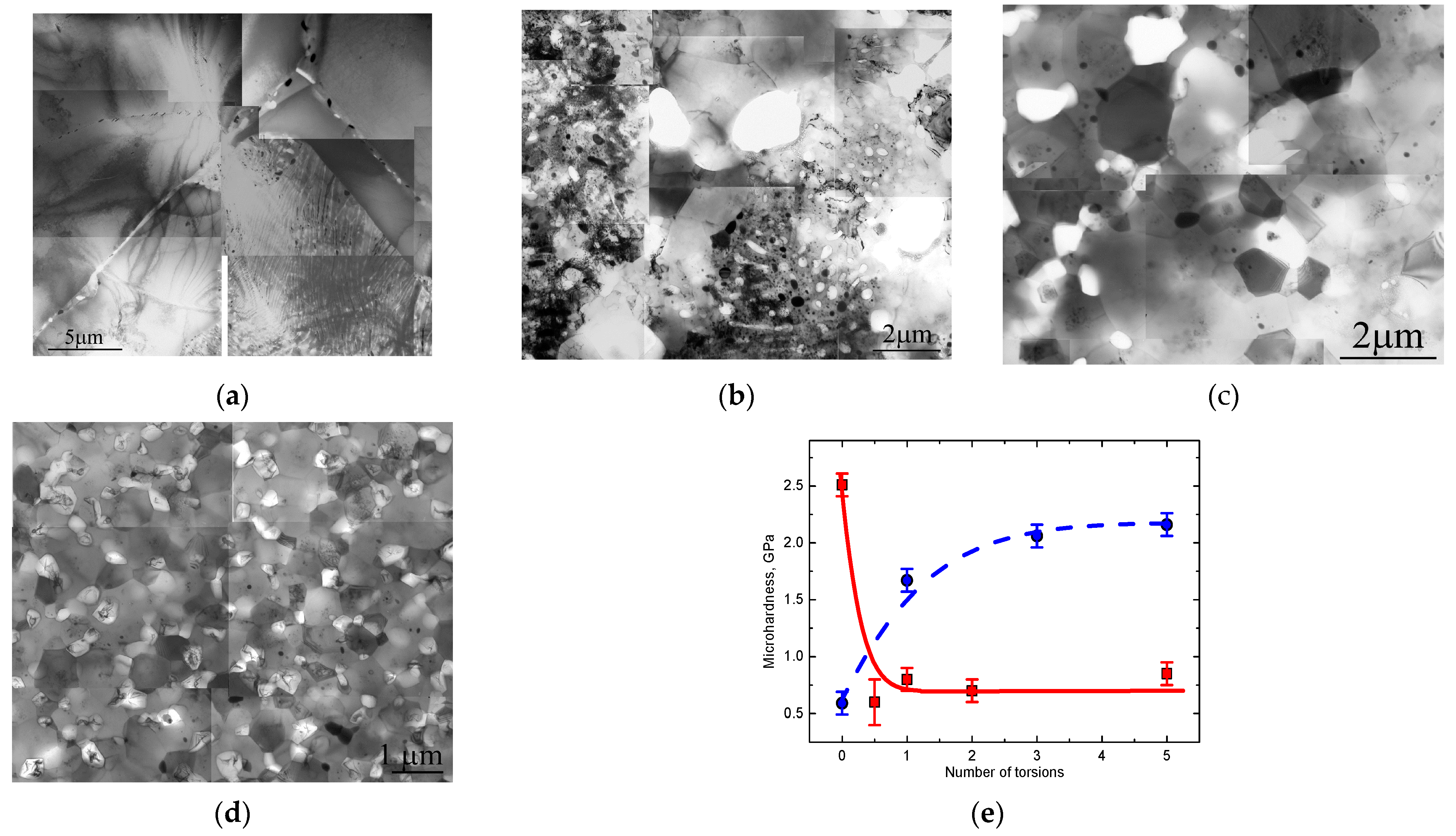
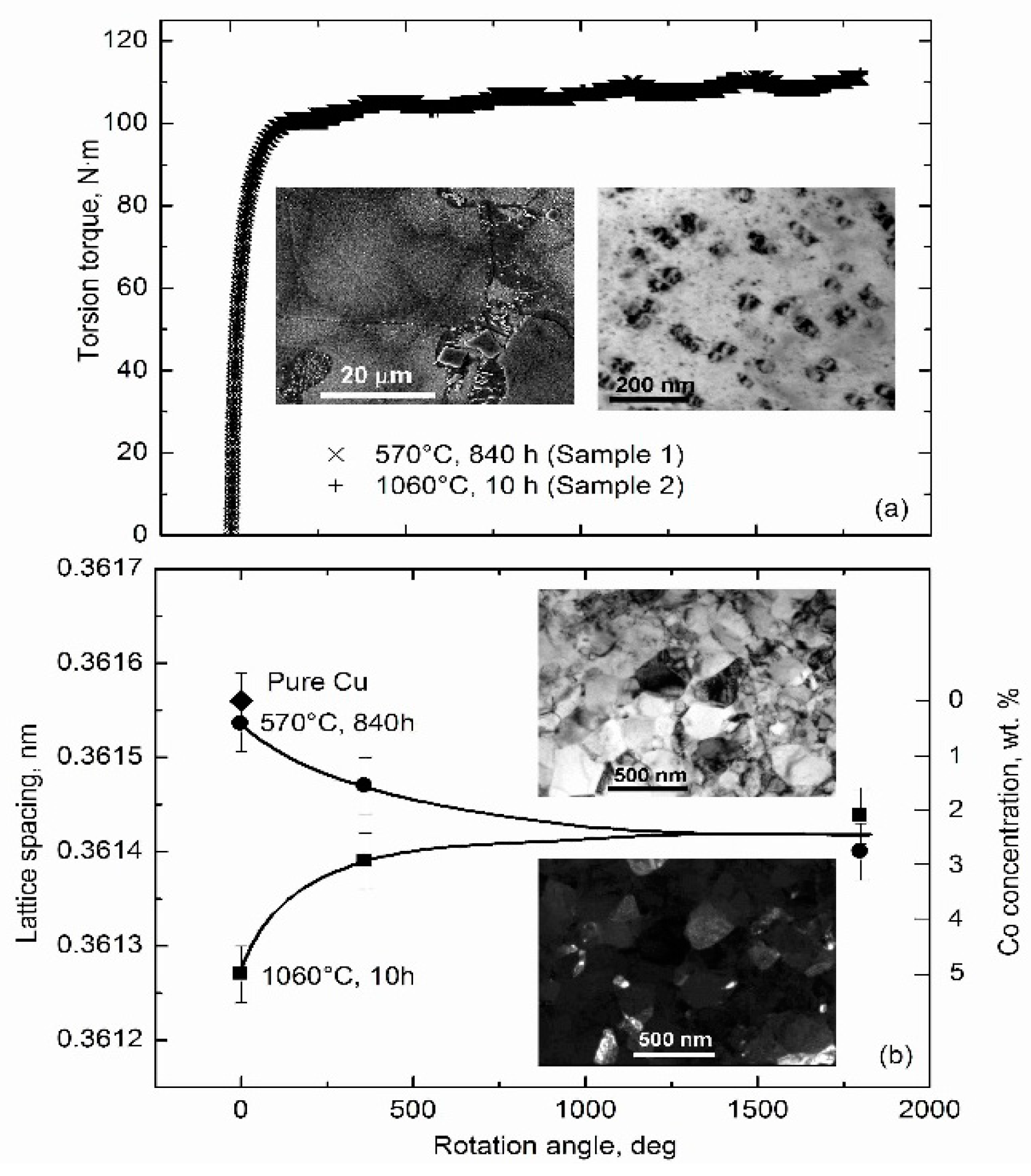
- The steady state of different properties is achieved at different strain values and can be reached both “from the top” and “from the bottom”. We briefly discussed the examples of well-known steady state for torsion torque at HPT, grain size, microhardness, and concentration in solid solution.
- The main topic of this review was, however, the possible competition between the fragmentation of second phase particles and their growth. The direct experimental observations of competition between fragmentation and growth are still absent. Therefore, we compared the decrease in the second phase particles during HPT and ARB (as “from the top” process) with the growth on nanocrystals in the amorphous matrix (as “from the bottom” process).
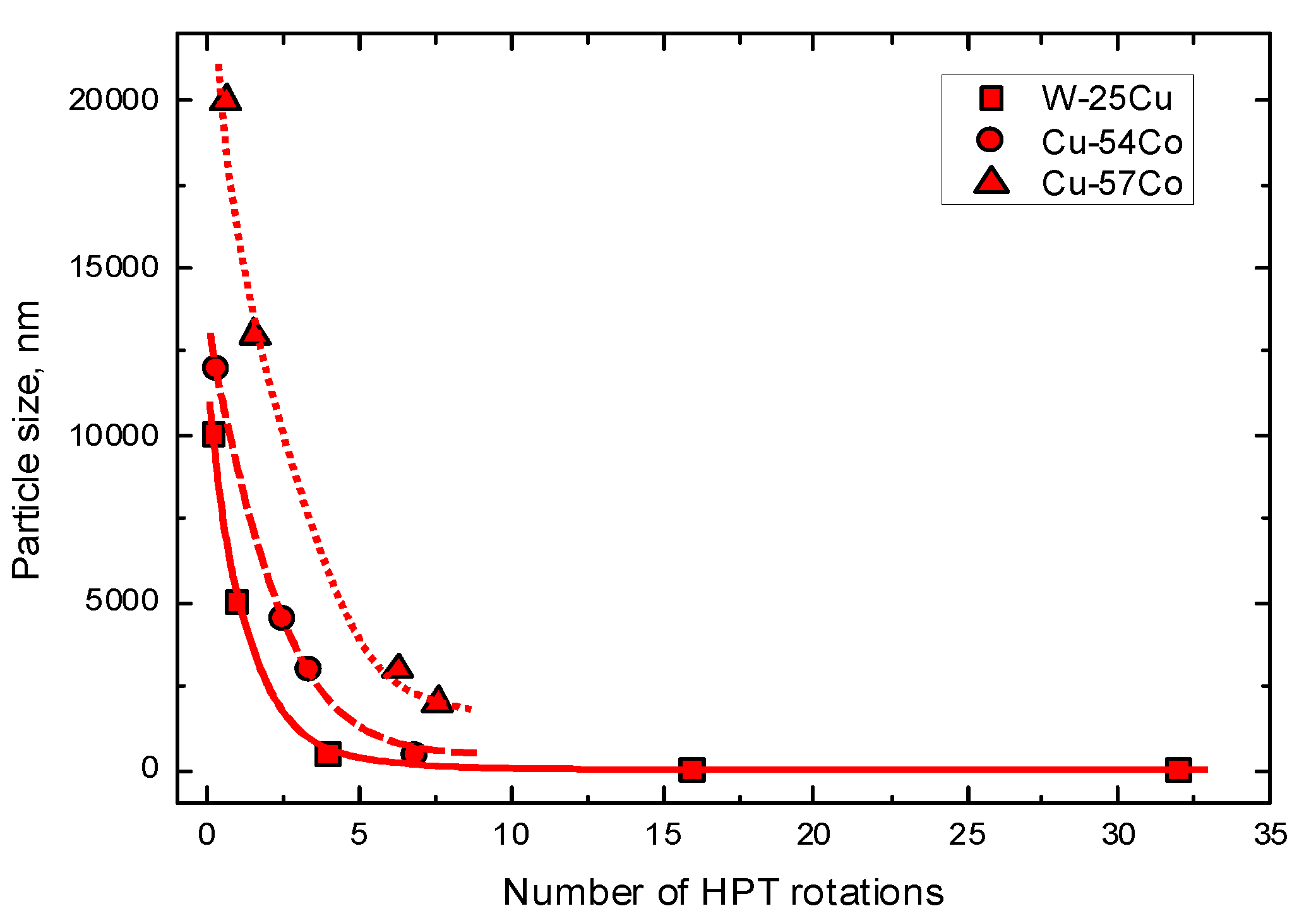
- It looks like the saturation value of particle size depends on their hardness and volume fraction. The hard and brittle particles remain (or become) bigger than the soft and deformable ones. Certainly, the main fragmentation mechanism is the mechanical rupture by the shear bands crossing the particles. In the presence of mutual solubility, the mechanism of competing dissolution/precipitation also influences the fragmentation/growth process.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Azabou, M.; Makhlouf, T.; Saurin, J.; Escoda, L.; Suñol, J.J.; Khitouni, M. A study of densification and phase transformations of nanocomposite Cu-Fe prepared by mechanical alloying and consolidation process. Int. J. Adv. Manuf. Technol. 2016, 87, 981–987. [Google Scholar] [CrossRef]
- Straumal, B.; Kilmametov, A.R.; Kucheev, Y.O.; Kurmanaeva, L.; Ivanisenko, Yu.; Baretzky, B.; Korneva, A.; Zięba, P.; Molodov, D.A. Phase transitions during high pressure torsion of Cu–Co alloys. Mater. Lett. 2014, 118, 111–114. [Google Scholar] [CrossRef]
- Huang, Y.; Sabbaghianrad, S.; Almazrouee, A.I.; Al-Fadhalah, K.J.; Alhajeri, S.N.; Langdon, T.G. The significance of self-annealing at room temperature in high purity copper processed by high-pressure torsion. Mater. Sci. Eng. A 2016, 656, 55–66. [Google Scholar] [CrossRef] [Green Version]
- Lugo, N.; Llorca, N.; Cabrera, J.M.; Horita, Z. Microstructures and mechanical properties of pure copper deformed severely by equal-channel angular pressing and high pressure torsion. Mater. Sci. Eng. A 2008, 477, 366–371. [Google Scholar] [CrossRef]
- Čížek, J.; Janeček, M.; Srba, O.; Kužel, R.; Barnovská, Z.; Procházka, I.; Dobatkin, S. Evolution of defects in copper deformed by high-pressure torsion. Acta Mater. 2011, 59, 2322–2329. [Google Scholar] [CrossRef]
- Liao, X.Z.; Zhao, Y.H.; Zhu, Y.T.; Valiev, R.Z.; Gunderov, D.V. Grain-size effect on the deformation mechanisms of nanostructured copper processed by high-pressure torsion. J. Appl. Phys. 2004, 96, 636–640. [Google Scholar] [CrossRef]
- Straumal, B.B.; Protasova, S.G.; Mazilkin, A.A.; Baretzky, B.; Goll, D.; Gunderov, D.V.; Valiev, R.Z. Effect of severe plastic deformation on the coercivity of Co–Cu alloys. Phil. Mag. Lett. 2009, 89, 649–654. [Google Scholar] [CrossRef]
- Shamsborhan, M.; Ebrahimi, M. Production of nanostructure copper by planar twist channel angular extrusion process. J. Alloys Comp. 2016, 682, 552–556. [Google Scholar] [CrossRef]
- Tang, C.L.; Li, H.; Li, S.Y. Effect of processing route on grain refinement in pure copper processed by equal channel angular extrusion. Trans. Nonferr. Met. Soc. China 2016, 26, 1736–1744. [Google Scholar] [CrossRef]
- Mao, Z.N.; Gu, R.C.; Liu, F.; Liu, Y.; Liao, X.Z.; Wang, J.T. Effect of equal channel angular pressing on the thermal-annealing-induced microstructure and texture evolution of cold-rolled copper. Mater. Sci. Eng. A 2016, 674, 186–192. [Google Scholar] [CrossRef]
- Bagherpour, E.; Qods, F.; Ebrahimi, R.; Miyamoto, H. Microstructure quantification of ultrafine grained pure copper fabricated by simple shear extrusion (SSE) technique. Mater. Sci. Eng. A 2016, 674, 221–231. [Google Scholar] [CrossRef]
- Bagherpour, E.; Qods, F.; Ebrahimi, R.; Miyamoto, H. Microstructure evolution of pure copper during a single pass of simple shear extrusion (SSE): Role of shear reversal. Mater. Sci. Eng. A 2016, 666, 324–338. [Google Scholar] [CrossRef]
- Yadav, P.C.; Sinhal, A.; Sahu, S.; Roy, A.; Shekhar, S. Microstructural inhomogeneity in constrained groove pressed Cu-Zn alloy sheet. J. Mater. Eng. Perform. 2016, 25, 2604–2614. [Google Scholar] [CrossRef]
- Bryła, K.; Morgiel, J.; Faryna, M.; Edalati, K.; Horita, Z. Effect of high-pressure torsion on grain refinement, strength enhancement and uniform ductility of EZ magnesium alloy. Mater. Lett. 2018, 212, 323–326. [Google Scholar] [CrossRef]
- Sadasivan, N.; Balasubramanian, M.; Venkatesh, R.; Vigneshram, S.; Sunil, T. Influence of equal channel angular pressing in an acute angle die with a back pressure notch on grain refinement, torsion and mechanical properties of aluminium (Einfluss des Equal Channel Angular Pressens in einer spitzwinkligen Matrize mit Rückdruckstufe auf Kornverfeinerung, Torsion und mechanische Eigenschaften von Aluminium). Mater. Sci. Eng. Technol. 2019, 50, 155–164. [Google Scholar] [CrossRef]
- Kulagin, R.; Beygelzimer, Y.; Ivanisenko, Y.; Mazilkin, A.; Straumal, B.; Hahn, H. Instabilities of interfaces between dissimilar metals induced by high pressure torsion. Mater. Lett. 2018, 222, 172–175. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Islamgaliev, R.K.; Alexandrov, I.V. Bulk nanostructured materials from severe plastic deformation. Progr. Mater. Sci. 2000, 45, 103–189. [Google Scholar] [CrossRef]
- Bryła, K.; Krystian, M.; Horky, J.; Mingler, B.; Mroczka, K.; Kurtyka, P.; Lityńska-Dobrzyńska, L. Improvement of strength and ductility of an EZ magnesium alloy by applying two different ECAP concepts to processable initial states. Mater. Sci. Eng. A 2018, 737, 318–327. [Google Scholar] [CrossRef]
- Lukyanova, E.A.; Martynenko, N.S.; Serebryany, V.N.; Belyakov, A.N.; Rokhlin, L.L.; Dobatkin, S.V.; Estrin, Y.Z. Structure and mechanical and corrosion properties of a magnesium Mg–Y–Nd–Zr alloy after high pressure torsion. Russ. Metall. (Metally) 2017, 2017, 912–921. [Google Scholar] [CrossRef]
- Krala, P.; Dvorak, J.; Sklenicka, V.; Masuda, T.; Horita, Z.; Kucharova, K.; Kvapilova, M.; Svobodova, M. Microstructure and creep behaviour of P92 steel after HPT. Mater. Sci. Eng. A 2018, 723, 287–295. [Google Scholar] [CrossRef]
- Sabbaghianrad, S.; Torbati-Sarraf, S.A.; Langdon, T.G. An investigation of the limits of grain refinement after processing by a combination of severe plastic deformation techniques: A comparison of Al and Mg alloys. Mater. Sci. Eng. A 2018, 712, 373–379. [Google Scholar] [CrossRef] [Green Version]
- Tirsatine, K.; Azzeddine, H.; Huang, Y.; Baudin, T.; Helbert, A.-L.; Brisset, F.; Bradai, D.; Langdon, T.G. An EBSD analysis of Fe-36%Ni alloy processed by HPT at ambient and a warm temperature. J. Alloys Comp. 2018, 753, 46–53. [Google Scholar] [CrossRef] [Green Version]
- Alawadhi, M.Y.; Sabbaghianrad, S.; Huang, Y.; Langdon, T.G. Direct influence of recovery behaviour on mechanical properties in oxygen-free copper processed using different SPD techniques: HPT and ECAP. J. Mater. Res. Technol. 2017, 6, 369–377. [Google Scholar] [CrossRef]
- Lee, S.; Horita, Z. High-pressure torsion for pure chromium and niobium. Mater. Trans. 2012, 53, 38–45. [Google Scholar] [CrossRef] [Green Version]
- Edalati, K.; Akama, D.; Nishio, A.; Lee, S.; Yonenaga, Y.; Cubero-Sesin, J.M.; Horita, Z. Influence of dislocation–solute atom interactions and stacking fault energy on grain size of single-phase alloys after severe plastic deformation using high-pressure torsion. Acta Mater. 2014, 69, 68–77. [Google Scholar] [CrossRef]
- Tejedor, R.; Edalati, K.; Benito, J.A.; Horita, Z.; Cabrera, J.M. High-pressure torsion of iron with various purity levels and validation of Hall-Petch strengthening mechanism. Mater. Sci. Eng. A 2019, 743, 597–605. [Google Scholar] [CrossRef]
- Mohamed, I.F.; Masuda, T.; Lee, S.; Edalati, K.; Horita, Z.; Hirosawa, S.; Matsuda, K.; Terada, D.; Omar, M.Z. Strengthening of A2024 alloy by high-pressure torsion and subsequent aging. Mater. Sci. Eng. A 2017, 704, 112–118. [Google Scholar] [CrossRef]
- Edalati, K.; Shao, H.; Emami, H.; Iwaoka, H.; Akiba, E.; Horita, Z. Activation of titanium-vanadium alloy for hydrogen storage by introduction of nanograins and edge dislocations using high-pressure torsion. Int. J. Hydr. Ener. 2016, 41, 8917–8924. [Google Scholar] [CrossRef]
- Isik, M.; Niinomi, M.; Cho, K.; Nakai, M.; Liu, H.; Yilmazer, H.; Horita, Z.; Sato, S.; Narushima, T. Microstructural evolution and mechanical properties of biomedical Co–Cr–Mo alloy subjected to high-pressure torsion. J. Mech. Bech. Biomed. Mater. 2016, 59, 226–235. [Google Scholar] [CrossRef]
- Isik, M.; Niinomi, M.; Liu, H.; Cho, K.; Nakai, M.; Horita, Z.; Sato, S.; Narushima, T.; Yilmazer, H.; Nagasako, M. Grain refinement mechanism and evolution of dislocation structure of Co–Cr–Mo alloy subjected to high-pressure torsion. Mater. Trans. 2016, 57, 1109–1118. [Google Scholar] [CrossRef] [Green Version]
- Hongo, T.; Edalati, K.; Iwaoka, H.; Arita, M.; Matsuda, J.; Akiba, E.; Horita, Z. High-pressure torsion of palladium: Hydrogen-induced softening and plasticity in ultrafine grains and hydrogen-induced hardening and embrittlement in coarse grains. Mater. Sci. Eng. A 2014, 618, 1–8. [Google Scholar] [CrossRef]
- Edalati, K.; Imamura, K.; Kiss, T.; Horita, Z. Equal-channel angular pressing and high-pressure torsion of pure copper: Evolution of electrical conductivity and hardness with strain. Mater. Trans. 2012, 53, 123–127. [Google Scholar] [CrossRef] [Green Version]
- Hanna, A.; Azzeddine, H.; Lachha, R.; Baudin, T.; Helbert, A.-L.; Brisset, F.; Huang, Y.; Bradai, D.; Langdon, T.G. Evaluating the textural and mechanical properties of an Mg-Dy alloy processed by high-pressure torsion. J. Alloys Comp. 2019, 778, 61–71. [Google Scholar] [CrossRef]
- Bourezg, Y.I.; Azzeddine, H.; Baudin, T.; Helbert, A.-L.; Huang, Y.; Bradai, D.; Langdon, T.G. Texture and microhardness of Mg-rare earth (Nd and Ce) alloys processed by high-pressure torsion. Mater. Sci. Eng. A 2018, 724, 477–485. [Google Scholar] [CrossRef] [Green Version]
- Bazarnik, P.; Huang, Y.; Lewandowska, M.; Langdon, T.G. Enhanced grain refinement and microhardness by hybrid processing using hydrostatic extrusion and high-pressure torsion. Mater. Sci. Eng. A 2018, 712, 513–520. [Google Scholar] [CrossRef] [Green Version]
- Cardona, D.M.M.; Wongsa-Ngam, J.; Jimenez, H.; Langdon, T.G. Effects on hardness and microstructure of AISI 1020 low-carbon steel processed by high-pressure torsion. J. Mater. Res. Technol. 2017, 6, 355–360. [Google Scholar] [CrossRef]
- Torbati-Sarraf, S.A.; Sabbaghianrad, S.; Figueiredo, R.B.; Langdon, T.G. Orientation imaging microscopy and microhardness in a ZK60 magnesium alloy processed by high-pressure torsion. J. Alloys Compd. 2017, 712, 185–193. [Google Scholar] [CrossRef] [Green Version]
- Korneva, A.; Straumal, B.; Kilmametov, A.; Cios, G.; Bała, P.; Zięba, P. Effect of high pressure torsion on microstructure of Cu-Sn alloys with different content of Hume Rothery phase. Mater. Charact. 2016, 118, 411–416. [Google Scholar] [CrossRef]
- Straumal, B.B.; Pontikis, V.; Kilmametov, A.R.; Mazilkin, A.A.; Dobatkin, S.V.; Baretzky, B. Competition between precipitation and dissolution in Cu–Ag alloys under high pressure torsion. Acta Mater. 2017, 122, 60–71. [Google Scholar] [CrossRef]
- Straumal, B.B.; Kilmametov, A.R.; Kogtenkova, O.A.; Mazilkin, A.A.; Baretzky, B.; Korneva, A.; Zięba, P. Phase transitions in copper-silver alloys under high pressure torsion. Int. J. Mater. Res. 2019, 110, 608–613. [Google Scholar] [CrossRef]
- Straumal, B.B.; Kilmametov, A.R.; Baretzky, B.; Kogtenkova, O.A.; Straumal, P.B.; Lityńska-Dobrzyńska, L.; Chulist, R.; Korneva, A.; Zięba, P. High pressure torsion of Cu–Ag and Cu–Sn alloys: Limits for solubility and dissolution. Acta Mater. 2020, 195, 184–198. [Google Scholar] [CrossRef]
- Straumal, B.B.; Kilmametov, A.R.; Ivanisenko, Y.; Mazilkin, A.A.; Kogtenkova, O.A.; Kurmanaeva, L.; Korneva, A.; Zięba, P.; Baretzky, B. Phase transitions induced by severe plastic deformation: Steady-state and equifinality. Int. J. Mater. Res. 2015, 106, 657–664. [Google Scholar] [CrossRef]
- Edalati, K.; Horita, Z. High-pressure torsion of pure metals: Influence of atomic bond parameters and stacking fault energy on grain size and correlation with hardness. Acta Mater. 2011, 59, 6831–6836. [Google Scholar] [CrossRef]
- Edalati, K.; Lee, D.J.; Nagaoka, T.; Arita, M.; Kim, H.S.; Horita, Z.; Pippan, R. Real hydrostatic pressure in high-pressure torsion measured by bismuth phase transformations and FEM simulations. Mater. Trans. 2016, 57, 533–538. [Google Scholar] [CrossRef] [Green Version]
- Edalati, K.; Horita, Z.; Furuta, T.; Kuramoto, S. Dynamic recrystallization and recovery during high-pressure torsion: Experimental evidence by torque measurement using ring specimens. Mater. Sci. Eng. A 2013, 559, 506–509. [Google Scholar] [CrossRef]
- Beygelzimer, Y.; Kulagin, R.; Toth, L.S.; Ivanisenko, Y. The self-similarity theory of high pressure torsion. Beilstein J. Nanotechnol. 2016, 7, 1267–1277. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Otto, F.; Dlouhý, A.; Pradeep, K.G.; Kubénová, M.; Raabe, D.; Eggeler, G.; George, E.P. Decomposition of the single-phase high-entropy alloy CrMnFeCoNi after prolonged anneals at intermediate temperatures. Acta Mater. 2016, 112, 40–52. [Google Scholar] [CrossRef] [Green Version]
- Mazilkin, A.A.; Straumal, B.B.; Rabkin, E.; Baretzky, B.; Enders, S.; Protasova, S.G.; Kogtenkova, O.A.; Valiev, R.Z. Softening of nanostructured Al–Zn and Al–Mg alloys after severe plastic deformation. Acta Mater. 2006, 54, 3933–3939. [Google Scholar] [CrossRef]
- Shahmir, H.; Nili-Ahmadabadi, M.; Shafiee, A.; Langdon, T.G. Effect of a minor titanium addition on the superplastic properties of a CoCrFeNiMn high-entropy alloy processed by high-pressure torsion. Mater. Sci. Eng. A 2018, 718, 468–476. [Google Scholar] [CrossRef] [Green Version]
- Shahmir, H.; Nili-Ahmadabadi, M.; Shafiee, A.; Andrzejczuk, M.; Lewandowska, M.; Langdon, T.G. Effect of Ti on phase stability and strengthening mechanisms of a nanocrystalline CoCrFeMnNi high-entropy alloy. Mater. Sci. Eng. A 2018, 725, 196–206. [Google Scholar] [CrossRef] [Green Version]
- Shahmir, H.; He, J.; Lu, Z.; Kawasaki, M.; Langdon, T.G. Effect of annealing on mechanical properties of a nanocrystalline CoCrFeNiMn high-entropy alloy processed by high-pressure torsion. Mater. Sci. Eng. A 2016, 676, 294–303. [Google Scholar] [CrossRef] [Green Version]
- Shahmir, H.; Mousavi, T.; He, J.; Lu, Z.; Kawasaki, M.; Langdon, T.G. Microstructure and properties of a CoCrFeNiMn high-entropy alloy processed by equal-channel angular pressing. Mater. Sci. Eng. A 2017, 705, 411–419. [Google Scholar] [CrossRef] [Green Version]
- Reddy, T.S.; Wani, I.S.; Bhattacharjee, T.; Reddy, S.R.; Saha, R.; Bhattacharjee, P.P. Severe plastic deformation driven nanostructure and phase evolution in a Al0.5CoCrFeMnNi dual phase high entropy alloy. Intermetallics 2017, 91, 150–157. [Google Scholar] [CrossRef]
- Schuh, B.; Mendez-Martin, F.; Völker, B.; George, E.P.; Clemens, H.; Pippan, R.; Hohenwarter, A. Mechanical properties, microstructure and thermal stability of a nanocrystalline CoCrFeMnNi high-entropy alloy after severe plastic deformation. Acta Mater. 2015, 96, 258–268. [Google Scholar] [CrossRef] [Green Version]
- Moon, J.; Qi, Y.; Tabachnikova, E.; Estrin, Y.; Choi, W.-M.; Joo, S.-H.; Lee, B.-J.; Podolskiy, A.; Tikhonovsky, M.; Kim, H.S. Microstructure and mechanical properties of high-entropy alloy Co20Cr26Fe20Mn20Ni14 processed by high-pressure torsion at 77 K and 300 K. Sci. Rep. 2018, 8, 11074. [Google Scholar] [CrossRef]
- Moon, J.; Qi, Y.; Tabachnikova, E.; Estrin, Y.; Choi, W.-M.; Joo, S.-H.; Lee, B.-J.; Podolskiy, A.; Tikhonovsky, M.; Kim, H.S. Deformation-induced phase transformation of Co20Cr26Fe20Mn20Ni14 high-entropy alloy during high-pressure torsion at 77 K. Mater. Lett. 2017, 202, 86–88. [Google Scholar] [CrossRef]
- Xu, C.; Horita, Z.; Langdon, T.G. Microstructural evolution in an aluminum solid solution alloy processed by ECAP. Mater. Sci. Eng. A 2011, 528, 6059–6065. [Google Scholar] [CrossRef]
- Edalati, K.; Horita, Z. Significance of homologous temperature in softening behavior and grain size of pure metals processed by high-pressure torsion. Mater. Sci. Eng. A 2011, 528, 7514–7523. [Google Scholar] [CrossRef]
- Korznikov, A.V.; Ivanisenko, Y.V.; Laptionok, D.V.; Safarov, I.M.; Pilyugin, V.P.; Valiev, R.Z. Influence of severe plastic deformation on structure and phase composition of carbon steel. Nanostruct. Mater. 1994, 4, 159–167. [Google Scholar] [CrossRef]
- Ivanisenko, Y.; Lojkowski, W.; Valiev, R.Z.; Fecht, H.-J. Formation of nanostructure and dissolution of cementite in a pearlitic steel during high pressure torsion. Acta Mater. 2003, 51, 5555–5570. [Google Scholar] [CrossRef]
- Ivanisenko, Y.; Wunderlich, R.K.; Valiev, R.Z.; Fecht, H.-J. Annealing behaviour of nanostructured carbon steel produced by severe plastic deformation. Scr. Mater. 2003, 49, 947–952. [Google Scholar] [CrossRef]
- Zrnik, J.; Pippan, R.; Scheriau, S.; Kraus, L.; Fujda, M. Microstructure and mechanical properties of UFG medium carbon steel processed by HPT at increased temperature. J. Mater. Sci. 2010, 45, 4822–4826. [Google Scholar] [CrossRef]
- Bayramoglu, S.; Gür, C.H.; Alexandrov, I.V.; Abramova, M.M. Characterization of ultra-fine grained steel samples produced by high pressure torsion via magnetic Barkhausen noise analysis. Mater. Sci. Eng. A 2010, 527, 927–933. [Google Scholar] [CrossRef]
- Ning, J.; Courtois-Manara, E.; Kurmanaeva, L.; Ganeev, A.V.; Valiev, R.Z.; Kübel, C.; Ivanisenko, Y. Tensile properties and work hardening behaviors of ultrafine grained carbon steel and pure iron processed by warm high pressure torsion. Mater. Sci. Eng. A 2013, 581, 8–15. [Google Scholar] [CrossRef]
- Todaka, Y.; Miki, Y.; Umemoto, M.; Wang, C.; Tsuchiya, K. Tensile property of submicrocrystalline pure Fe produced by HPT-straining. Mater. Sci. Forum 2008, 584–586, 597–604. [Google Scholar] [CrossRef]
- Borchers, C.; Garve, C.; Tiegel, M.; Deutges, M.; Herz, A.; Edalati, K.; Pippan, R.; Horita, Z.; Kirchheim, R. Nanocrystalline steel obtained by mechanical alloying of iron and graphite subsequently compacted by high-pressure torsion. Acta Mater. 2015, 97, 207–215. [Google Scholar] [CrossRef]
- Liao, X.Z.; Kilmametov, A.R.; Valiev, R.Z.; Gao, H.; Li, X.; Mukherjee, A.K.; Bingert, J.F.; Zhu, Y.T. High-pressure torsion-induced grain growth in electrodeposited nanocrystalline Ni. Appl. Phys. Lett. 2006, 88, 021909. [Google Scholar] [CrossRef]
- Pippan, R.; Scheriau, S.; Taylor, A.; Hafok, M.; Hohenwarter, A.; Bachmaier, A. Saturation of fragmentation during severe plastic deformation. Annu. Rev. Mater. Res. 2010, 40, 319–343. [Google Scholar] [CrossRef]
- Wen, H.; Islamgaliev, R.K.; Nesterov, K.M.; Valiev, R.Z.; Lavernia, E.J. Dynamic balance between grain refinement and grain growth during high-pressure torsion of Cu powders. Phil. Mag. Lett. 2013, 93, 481–489. [Google Scholar] [CrossRef]
- Diez, M.; Kim, H.-E.; Serebryany, V.; Dobatkin, S.; Estrin, Y. Improving the mechanical properties of pure magnesium by three-roll planetary milling. Mater. Sci. Eng. A 2014, 612, 287–292. [Google Scholar] [CrossRef]
- Lukyanova, E.A.; Martynenko, N.S.; Shakhova, I.; Belyakov, A.N.; Rokhlin, L.L.; Dobatkin, S.V.; Estrin, Y.Z. Strengthening of age-hardenable WE43 magnesium alloy processed by high pressure torsion. Mater. Lett. 2016, 170, 5–9. [Google Scholar] [CrossRef]
- Martynenko, N.S.; Luk’yanova, E.A.; Morozov, M.M.; Yusupov, V.S.; Dobatkin, S.V.; Estrin, Y.Z. A study of the structure, mechanical properties and corrosion resistance of magnesium alloy WE43 after rotary swaging. Metal Sci. Heat Treat. 2018, 60, 253–258. [Google Scholar] [CrossRef]
- Koch, C.C.; Langdon, T.G.; Lavernia, E.J. Bulk nanostructured materials. Metal. Mater. Trans. A 2017, 48, 5182–5199. [Google Scholar] [CrossRef] [Green Version]
- Kulagin, R.; Zhao, Y.; Beygelzimer, Y.; Toth, L.S.; Shtern, M. Modeling strain and density distributions during high-pressure torsion of pre-compacted powder materials. Mater. Res. Lett. 2017, 5, 179–186. [Google Scholar] [CrossRef]
- Kormout, K.S.; Pippan, R.; Bachmaier, A. Deformation-induced supersaturation in immiscible material systems during high-pressure torsion. Adv. Eng. Mater. 2017, 19, 1600675. [Google Scholar] [CrossRef]
- Straumal, B.B.; Kilmametov, A.R.; Korneva, A.; Mazilkin, A.A.; Straumal, P.B.; Zięba, P.; Baretzky, B. Phase transitions in Cu-based alloys under high pressure torsion. J. Alloys Comp. 2017, 707, 20–26. [Google Scholar] [CrossRef]
- Straumal, B.B.; Protasova, S.G.; Mazilkin, A.A.; Rabkin, E.; Goll, D.; Schütz, G.; Baretzky, B.; Valiev, R. Deformation-driven formation of equilibrium phases in the Cu–Ni alloys. J. Mater. Sci. 2012, 47, 360–367. [Google Scholar] [CrossRef]
- Pant, N.; Verma, N.; Ashkenazy, Y.; Bellon, P.; Averback, R.S. Phase evolution in two-phase alloys during severe plastic deformation. Acta Mater. 2021, 210, 116826. [Google Scholar] [CrossRef]
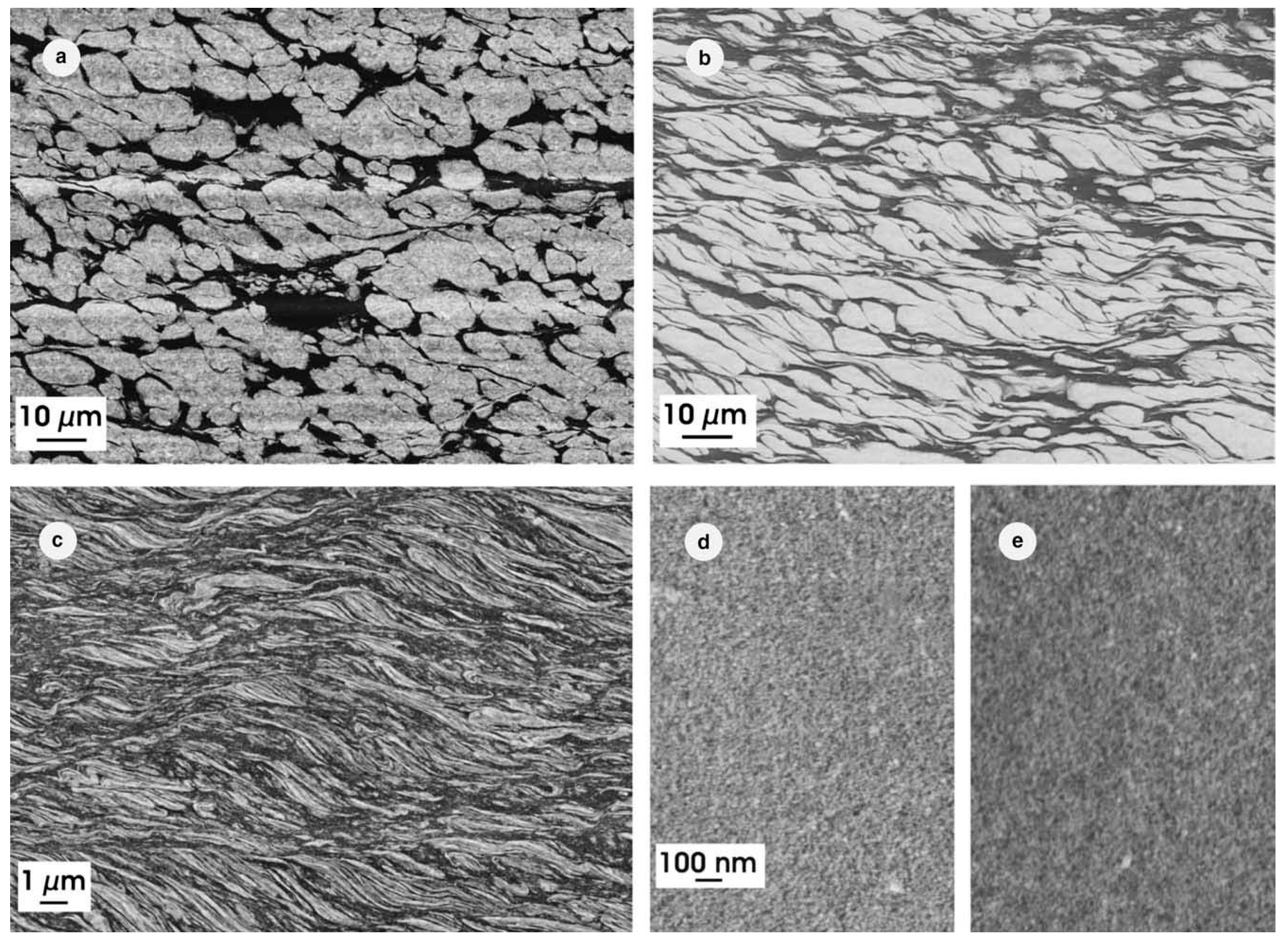
- Sabirov, I.; Pippan, R. Formation of a W–25%Cu nanocomposite during high pressure torsion. Scr. Mater. 2005, 52, 1293–1298. [Google Scholar] [CrossRef]
- Edwards, D.; Sabirov, I.; Sigle, W.; Pippan, R. Microstructure and thermostability of a W–Cu nanocomposite produced via high-pressure torsion. Phil. Mag. 2012, 92, 4151–4166. [Google Scholar] [CrossRef]
- Sabirov, I.; Pippan, R. Characterization of tungsten fragmentation in a W–25%Cu composite after high-pressure torsion. Mater. Charact. 2007, 58, 848–853. [Google Scholar] [CrossRef]
- Bachmaier, A.; Schmauch, J.; Aboulfadl, H.; Verch, A.; Motz, C. On the process of co-deformation and phase dissolution in a hard-soft immiscible CueCo alloy system during high-pressure torsion deformation. Acta Mater. 2016, 115, 333–346. [Google Scholar] [CrossRef] [Green Version]
- Bachmaier, A.; Aboulfadl, H.; Pfaff, M.; Mücklich, F.; Motz, C. Structural evolution and strain induced mixing in Cu-Co composites studied by transmission electron microscopy and atom probe tomography. Mater. Charact. 2015, 100, 178–191. [Google Scholar] [CrossRef] [PubMed]
- Bachmaier, A.; Rathmayr, G.B.; Bartosik, M.; Apel, D.; Zhang, Z.; Pippan, R. New insights on the formation of supersaturated solid solutions in the Cu–Cr system deformed by high-pressure torsion. Acta Mater. 2014, 69, 301–313. [Google Scholar] [CrossRef] [Green Version]
- Korneva, A.; Straumal, B.; Kilmametov, A.; Chulist, R.; Cios, G.; Baretzky, B.; Zięba, P. Dissolution of Ag precipitates in the Cu–8wt.%Ag alloy deformed by high pressure torsion. Materials 2019, 12, 447. [Google Scholar] [CrossRef] [Green Version]
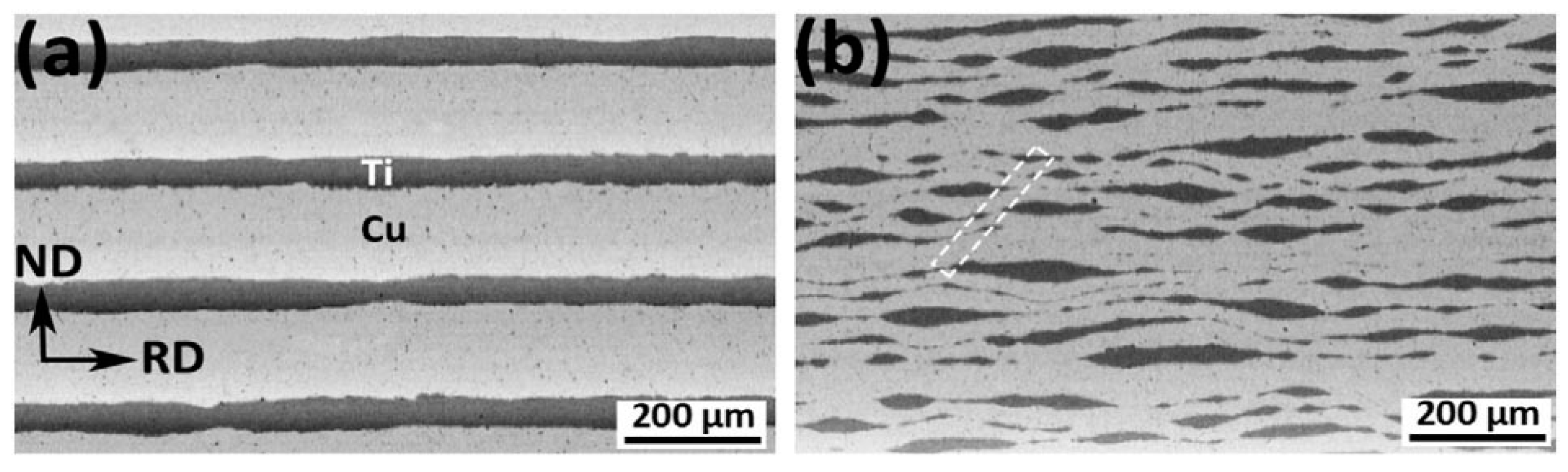
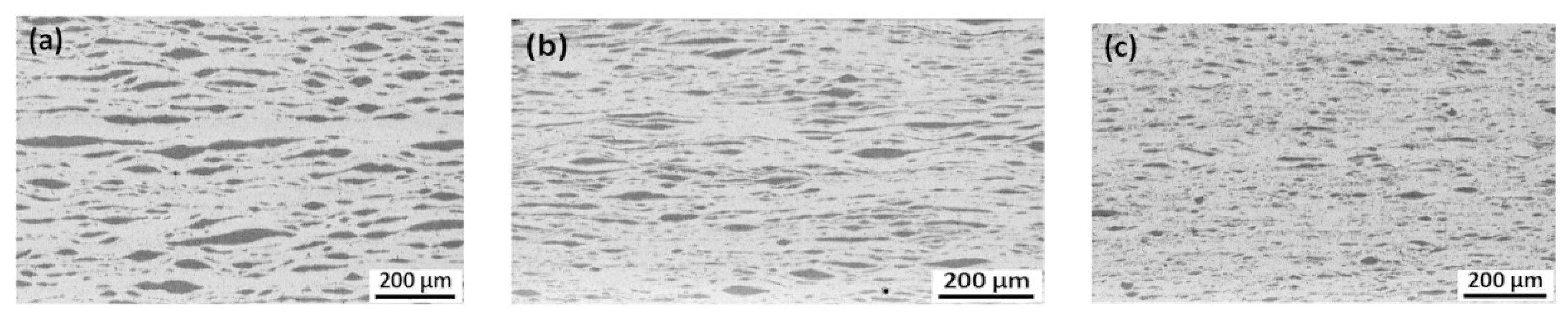
- Hosseini, M.; Pardis, N.; Manesh, H.D.; Abbasi, M.; Kimb, D.-I. Structural characteristics of Cu/Ti bimetal composite produced by accumulative roll-bonding (ARB). Mater. Design 2017, 113, 128–136. [Google Scholar] [CrossRef]
- Shin, D.H.; Park, K.-T.; Kim, Y.-S. Formation of fine cementite precipitates in an ultra-fine grained low carbon steel. Scr. Mater. 2003, 48, 469–473. [Google Scholar] [CrossRef]
- Wetscher, F.; Vorhauer, A.; Stock, R.; Pippan, R. Structural refinement of low alloyed steels during severe plastic deformation. Mater. Sci. Eng. A 2004, 387–389, 809–816. [Google Scholar] [CrossRef]
- Ivanisenko, Y.; Sauvage, X.; Mazilkin, A.; Kilmametov, A.; Beach, J.A.; Straumal, B.B. Bulk nanocrystalline ferrite stabilized through grain boundary carbon segregation. Adv. Eng. Mater. 2018, 20, 1800443. [Google Scholar] [CrossRef]
- Cubero-Sesin, J.M.; Horita, Z. Strengthening via microstructure refinement in bulk Al—4 mass.% Fe alloy using high-pressure torsion. Mater. Trans. 2012, 53, 46–55. [Google Scholar] [CrossRef] [Green Version]
- Boucharat, N.; Hebert, R.; Rösner, H.; Valiev, R.; Wilde, G. Nanocrystallization of amorphous Al88Y7Fe5 alloy induced by plastic deformation. Scr. Mater. 2005, 53, 823–828. [Google Scholar] [CrossRef]
- Henits, P.; Révész, Á.; Zhilyaev, A.P.; Kovács, Z.S. Severe plastic deformation induced nanocrystallization of melt-spun Al85Y8Ni5Co2 amorphous alloy. J. Alloys Compd. 2008, 461, 195–199. [Google Scholar] [CrossRef]
- Pershina, E.; Abrosimova, G.; Aronin, A.; Matveev, D.; Tkatch, V. Crystallization features in Al90Y10 amorphous alloy under a various external influence. Mater. Lett. 2014, 134, 60–63. [Google Scholar] [CrossRef]
- Pershina, E.; Matveev, D.; Abrosimova, G.; Aronin, A. Formation of nanocrystals in an amorphous Al90Y10 alloy. Mater. Charact. 2017, 133, 87–93. [Google Scholar] [CrossRef]
- Kovács, Z.; Henits, P.; Zhilyaev, A.P.; Révész, Á. Deformation induced primary crystallization in a thermally non-primary crystallizing amorphous Al85Ce8Ni5Co2 alloy. Scr. Mater. 2006, 54, 1733–1737. [Google Scholar] [CrossRef]
- Henits, P.; Révész, Á.; Varga, L.K.; Kovács, Z.S. The evolution of the microstructure in amorphous Al85Ce8Ni5Co2 alloy during heat treatment and severe plastic deformation: A comparative study. Intermetallics 2011, 19, 267–275. [Google Scholar] [CrossRef]
- Abrosimova, G.; Aronin, A.; Matveev, D.; Pershina, E. Nanocrystal formation, structure and magnetic properties of Fe–Si–B amorphous alloy after deformation. Mater. Lett. 2013, 97, 15–17. [Google Scholar] [CrossRef]
- Li, W.; Li, L.; Nan, Y.; Xu, Z.; Zhang, X.; Popov, A.G.; Gunderov, D.V.; Stolyarov, V.V. Nanocrystallization and magnetic properties of amorphous Nd9Fe85B6 subjected to high-pressure torsion deformation upon annealing. J. Appl. Phys. 2008, 104, 023912. [Google Scholar] [CrossRef]
- Li, W.; Li, X.; Guo, D.; Sato, K.; Gunderov, D.V.; Stolyarov, V.V.; Zhang, X. Atomic-scale structural evolution in amorphous Nd9Fe85B6 subjected to severe plastic deformation at room temperature. Appl. Phys. Lett. 2009, 94, 231904. [Google Scholar] [CrossRef]
- Hóbor, P.; Révész, Á.; Zhilyaev, A.P.; Kovács, Z.S. Different nanocrystallization sequence during high pressure torsion and thermal treatments of amorphous Cu60Zr20Ti20 alloy. Rev. Adv. Mater. Sci. 2008, 18, 590–592. [Google Scholar]
- Ubyivovk, E.V.; Boltynjuk, E.V.; Gunderov, D.V.; Churakova, A.A.; Kilmametov, A.R.; Valiev, R.Z. HPT-induced shear banding and nanoclustering in a TiNiCu amorphous alloy. Mater. Lett. 2017, 209, 327–329. [Google Scholar] [CrossRef]
- Gunderov, D.V.; Boltynjuk, E.V.; Ubyivovk, E.V.; Lukyanov, A.V.; Churakova, A.A.; Kilmametov, A.R.; Zamula, Y.S.; Valiev, R.Z. Cluster structure in amorphous Ti-Ni-Cu alloys subjected to highpressure torsion deformation. J. Alloys Compd. 2018, 749, 612–619. [Google Scholar] [CrossRef]
- Kovács, Zs.; Schafler, E.; Kovács Kisc, V.; Szommer, P.J.; Révész, Á. High pressure torsion of a Vitreloy bulk metallic glass near the glass transition temperature. J. Non-Cryst. Solids 2018, 498, 25–31. [Google Scholar] [CrossRef]
- Yamada, M.; Kamisato, R.; Yamasaki, T.; Adachi, H.; Tsuchiya, K.; Yokoyama, Y. Nanocrystallization of Zr-Cu-Ni-Al-Au glassy alloys during severe plastic deformation. IOP Conf. Ser. Mater. Sci. Eng. 2014, 63, 012167. [Google Scholar] [CrossRef] [Green Version]
- Vierke, J.; Schumacher, G.; Pilyugin, V.P.; Denks, I.A.; Zizak, I.; Wolf, C.; Wanderka, N.; Wollgarten, M.; Banhart, J. Deformation-induced crystallization in amorphous Al85Ni10La5 alloy. J. Alloys Compd. 2010, 493, 683–691. [Google Scholar] [CrossRef]
- Permyakova, I.; Glezer, A. Amorphous-nanocrystalline composites prepared by high-pressure torsion. Metals 2020, 10, 511. [Google Scholar] [CrossRef] [Green Version]
- Pushin, V.G.; Kuranova, N.N.; Pushin, A.V.; Valiev, R.Z.; Kourov, N.I.; Teplykh, A.E.; Uksusnikov, A.N. Formation of nanocrystalline structure in the amorphous Ti50Ni25Cu25 alloy upon severe thermomechanical treatment and the size effect of the thermoelastic martensitic B2 ↔ B19 transformation. Phys. Met. Metallogr. 2012, 113, 271–282. [Google Scholar] [CrossRef]
- Pushin, V.G.; Kuranova, N.N.; Pushin, A.V.; Kourov, N.I.; Pilyugin, V.P. Formation of the nanocrystalline structure in the Ti50Ni25Cu25 shape memory alloy under severe thermomechanical treatment. Phys. Met. Metallogr. 2011, 112, 603–612. [Google Scholar] [CrossRef]
- Henits, P.; Kovács, Z.S.; Schafler, E.; Varga, L.K.; Lábár, J.L.; Révész, Á. Nanocrystallization in Al85Ce8Ni5Co2 amorphous alloy obtained by different strain rate during high pressure torsion. J. Alloys Compd. 2010, 504S, S91–S94. [Google Scholar] [CrossRef]
- Henits, P.; Kovács, Zs.; Varga, L.K.; Révész, Á. Nanocrystallization in Al85Ce8Ni5Co2 amorphous alloy induced by heat treatment and severe plastic deformation. J. Phys. Conf. Ser. 2009, 144, 012095. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Grain Size of Nanocrystals, nm | HPT Pressure p, GPa | Anvil Rotation Rate, rpm | Anvil Rotation Number, n | Reference |
|---|---|---|---|---|---|
| Al88Y7Fe5 | 12 | 6 | 1 | 5 | [91] AR |
| Al85Y8Ni5Co2 | fcc Al, 13 | 6 | 1 | 5 | [92] AR |
| Al90Y10 | 7 | 5 | 1 | 5 | [93] AR |
| Al90Y10 | 10 | 5 | 1 | 0.1, 2 | [94] AR |
| Al85Ce8Ni5Co2 | 19 | 6 | 1 | 5 | [95,96] AR |
| Fe78Si13B9 | 6 | 4 | 1 | 5 | [97] AR |
| Nd9Fe85B6 | <10 | 6 | 1 | 5 | [98,99] AR |
| Cu60Zr20Ti20 | <20 | 6 | 1 | 5 | [100] AR |
| Ti50Ni25Cu25 | ~20, T = 20 °C | 6 | 1 | 10 | [101] AR |
| Ti50Ni25Cu25 | ~20, T = 150 °C | 6 | 1 | 10 | [102] AR |
| Ti50Ni20Cu30 | ~20–100 | 6 | 1 | 1, 3, 5 | |
| Vitreloy Zr44Ti11Cu10Ni10Be25 | 10, T = 610, 620, 630 K | 8 | 0.2 | 1 | [103] BA |
| Zr65Cu17Ni5Al10Au3 | 50 | 5 | 2 | 1 | [104] BA |
| Al85Ni10La5 | 10 | 6 | 0.3 | 1 | [105] He |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Straumal, B.B.; Kulagin, R.; Klinger, L.; Rabkin, E.; Straumal, P.B.; Kogtenkova, O.A.; Baretzky, B. Structure Refinement and Fragmentation of Precipitates under Severe Plastic Deformation: A Review. Materials 2022, 15, 601. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15020601
Straumal BB, Kulagin R, Klinger L, Rabkin E, Straumal PB, Kogtenkova OA, Baretzky B. Structure Refinement and Fragmentation of Precipitates under Severe Plastic Deformation: A Review. Materials. 2022; 15(2):601. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15020601
Chicago/Turabian StyleStraumal, Boris B., Roman Kulagin, Leonid Klinger, Eugen Rabkin, Petr B. Straumal, Olga A. Kogtenkova, and Brigitte Baretzky. 2022. "Structure Refinement and Fragmentation of Precipitates under Severe Plastic Deformation: A Review" Materials 15, no. 2: 601. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15020601