
Measurement of the Anisotropic Dynamic Elastic Constants of Additive Manufactured and Wrought Ti6Al4V Alloys


Abstract
:1. Introduction
2. Materials and Methods
2.1. Alloy Processing, Sample Preparation, and Dynamic Pulse-Echo Ultrasonic Testing
- (1)
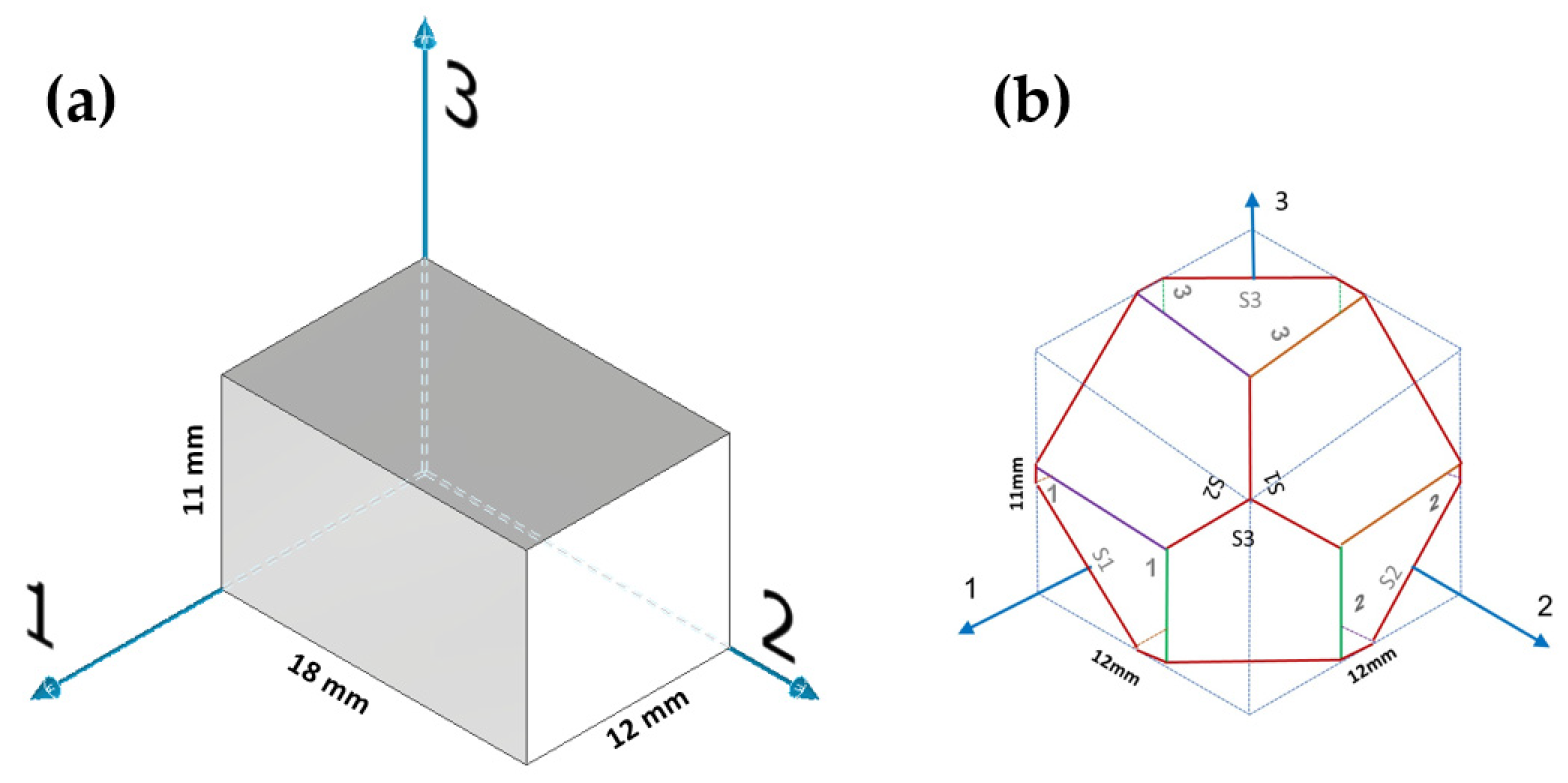
- A parallelogram sample, 30 mm × 30 mm× 25 mm in dimensions, was machined from a rod manufactured by EBM at the AM Center of Rotem Industries Ltd. (Mishor Yamin, Israel) using an Arcam Q20 Plus EBM machine (Arcam AB, Gothenburg, Sweden) and a Ti6Al4V Grade 5 spherical powder with a size distribution of 45–106 μm [38,39,40]. Rod specimens 11 mm in diameter were orientated on the XY plane of the tray. Printing parameters were set to accelerating voltage of 60 kV, beam current of 28 mA, speed function of 32 (∼2400 mm/s base beam speed), and layer thickness of 90 μm. The temperature was maintained in the range of 750–850 °C. A chamber pressure of 4 × 10−3 mbar was regulated utilizing a helium leak valve [40]. The chemical composition (wt.%) of the as-printed alloy was 88.5 Ti, 7.7 Al, 3.8 V, 0.1352 O, 0.0066 C, 0.0052 N, and 0.0036 H [40].
- (2)
- A parallelogram sample, 16 mm × 26 mm × 12 mm in dimensions, was machined from a cut piece of a fitting DED with a LENS MR-7 (Omega) system by Optomec, Inc. (Albuquerque, NM, USA) [7]. The fitting was printed using a Ti6Al4V Grade 5 spherical powder with a particle size range of 44–149 µm. Deposition was carried out using a standard head, laser power of 450 W, PMFR of 3.78 g/min, travel speed of 63.5 cm/min, and layer thickness of 381 μm. The travel speed was the same for both contour and hatch. The deposition strategy was 0, 90, 180, and 270 degrees sequentially per layer with a hatch spacing of 0.508 mm [7]. The chemical composition of this alloy (wt.%) was 89.37 Ti, 6.28 Al, 3.74 V, 0.395 Fe, 0.07 Mo, 0.05 Nb, 0.045 Cr, 0.024 Ni, 0.019 Si, and 0.009 C (the O, N, and H concentrations were not measured) [7].
- (3)
- SLM disc sample, 77 mm in diameter and 12 mm in height, was AM using EOS M290 system (EOS GmbH, Freiburg, Germany) at the Israel Institute of Metals, Technion (Haifa, Israel) [41]. The printing parameters were: Ti6Al4V Grade 23 (ELI) powder, layer thickness of 60 μm, laser power of 340 W, laser beam scan speed of 1.25 m/s, laser beam focus diameter of 70 μm, hatch spacing of 40 μm, laser beam scanning strategy of a rotation of 67° in the direction of the laser beam path for each new layer, and gas flow rate of 0.6 L/min. The sample did not undergo any stress-relieving heat treatment after printing.
- (4)
2.2. Density Measurements
2.3. Elastic Constants Determination
2.4. Microstructure Characterization and Porosity Analysis
3. Results and Discussion
3.1. Porosity and Its Effect on the Elastic Moduli
3.2. Sound Wave Velocities and Elastic Constants Determination by the Dynamic Pulse-Echo Ultrasonic Testing
3.3. The Effect of Polarization Orientation on the Ultrasonic Waveform
3.4. Microstructure Characterization
4. Summary and Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, S.; Shin, Y.C. Additive manufacturing of Ti6Al4V alloy: A review. Mater. Des. 2019, 164, 107552. [Google Scholar] [CrossRef]
- Boyer, R.R. An overview on the use of titanium in the aerospace industry. Mater. Sci. Eng. A 1996, 213, 103–114. [Google Scholar] [CrossRef]
- Leyens, C.; Peters, M. (Eds.) Titanium and Titanium Alloys: Fundamentals and Applications; Wiley-VCH: Weinheim, Germany, 2003. [Google Scholar]
- Kok, Y.; Tan, X.P.; Wang, P.; Nai, M.L.S.; Loh, N.H.; Liu, E.; Tor, S.B. Anisotropy and heterogeneity of microstructure and mechanical properties in metal additive manufacturing: A critical review. Mater. Des. 2018, 139, 565–586. [Google Scholar] [CrossRef]
- Yap, C.Y.; Chua, C.K.; Dong, Z.L.; Liu, Z.H.; Zhang, D.Q.; Loh, L.E.; Sing, S.L. Review of selective laser melting: Materials and applications. Appl. Phys. Rev. 2015, 2, 041101. [Google Scholar] [CrossRef]
- Qian, M.; Xu, W.; Brandt, M.; Tang, H.P. Additive manufacturing and postprocessing of Ti-6Al-4V for superior mechanical properties. MRS Bull. 2016, 41, 775–784. [Google Scholar] [CrossRef] [Green Version]
- Eliaz, N.; Fuks, N.; Geva, D.; Oren, S.; Shriki, N.; Vaknin, D.; Fishman, D.; Levi, O. Comparative quality control of titanium alloy Ti–6Al–4V, 17–4 pH stainless steel, and aluminum alloy 4047 either manufactured or repaired by Laser Engineered Net Shaping (LENS). Materials 2020, 13, 4171. [Google Scholar] [CrossRef]
- Dutta, B.; Froes, F.H. The additive manufacturing (AM) of titanium alloys. Met. Powder Rep. 2017, 72, 96–106. [Google Scholar] [CrossRef]
- Svetlizky, D.; Das, M.; Zheng, B.; Vyatskikh, A.L.; Bose, S.; Bandyopadhyay, A.; Schoenung, J.M.; Lavernia, E.J.; Eliaz, N. Directed energy deposition (DED) additive manufacturing: Physical characteristics, defects, challenges and applications. Mater. Today 2021, 49, 271–295. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Wolff, S.; Lee, T.; Faierson, E.; Ehmann, K.; Cao, J. Anisotropic properties of directed energy deposition (DED)-processed Ti–6Al–4V. J. Manuf. Process. 2016, 24, 397–405. [Google Scholar] [CrossRef] [Green Version]
- Carroll, B.E.; Palmer, T.A.; Beese, A.M. Anisotropic tensile behavior of Ti–6Al–4V components fabricated with directed energy deposition additive manufacturing. Acta Mater. 2015, 87, 309–320. [Google Scholar] [CrossRef]
- Wang, T.; Zhu, Y.Y.; Zhang, S.Q.; Tang, H.B.; Wang, H.M. Grain morphology evolution behavior of titanium alloy components during laser melting deposition additive manufacturing. J. Alloys Compd. 2015, 632, 505–513. [Google Scholar] [CrossRef]
- Qiu, C.; Ravi, G.A.; Dance, C.; Ranson, A.; Dilworth, S.; Attallah, M.M. Fabrication of large Ti–6Al–4V structures by direct laser deposition. J. Alloys Compd. 2015, 629, 351–361. [Google Scholar] [CrossRef]
- Wang, P.; Nai, M.L.S.; Tan, X.; Sin, W.J.; Tor, S.B.; Wei, J. Anisotropic mechanical properties in a big-sized Ti–6Al–4V plate fabricated by electron beam melting. In TMS 2016 145th Annual Meeting & Exhibition; The Minerals, Metals & Materials Society, Ed.; Springer: Cham, Denmark, 2016. [Google Scholar]
- Schur, R.; Ghods, S.; Wisdom, C.; Pahuja, R.; Montelione, A.; Arola, D.; Ramulu, M. Mechanical anisotropy and its evolution with powder reuse in Electron Beam Melting AM of Ti6Al4V. Mater. Des. 2021, 200, 109450. [Google Scholar] [CrossRef]
- Ladani, L.; Razmi, J.; Farhan Choudhury, S. Mechanical anisotropy and strain rate dependency behavior of Ti6Al4V produced using E-beam additive fabrication. J. Eng. Mater. Technol. 2014, 136, 031006-1–031006-2. [Google Scholar] [CrossRef]
- Zhang, Y.; Chen, Z.; Qu, S.; Feng, A.; Mi, G.; Shen, J.; Huang, X.; Chen, D. Multiple α sub-variants and anisotropic mechanical properties of an additively-manufactured Ti-6Al-4V alloy. J. Mater. Sci. Technol. 2021, 70, 113–124. [Google Scholar] [CrossRef]
- De Formanoir, C.; Michotte, S.; Rigo, O.; Germain, L.; Godet, S. Electron beam melted Ti–6Al–4V: Microstructure, texture and mechanical behavior of the as-built and heat-treated material. Mater. Sci. Eng. A 2016, 652, 105–119. [Google Scholar] [CrossRef]
- Yang, J.; Yu, H.; Wang, Z.; Zeng, X. Effect of crystallographic orientation on mechanical anisotropy of selective laser melted Ti-6Al-4V alloy. Mater. Charact. 2017, 127, 137–145. [Google Scholar] [CrossRef]
- Yu, H.; Yang, J.; Yin, J.; Wang, Z.; Zeng, X. Comparison on mechanical anisotropies of selective laser melted Ti–6Al–4V alloy and 304 stainless steel. Mater. Sci. Eng. A 2017, 695, 92–100. [Google Scholar] [CrossRef]
- Chen, L.Y.; Huang, J.C.; Lin, C.H.; Pan, C.T.; Chen, S.Y.; Yang, T.L.; Lin, D.Y.; Lin, H.K.; Jang, J.S.C. Anisotropic response of Ti-6Al-4V alloy fabricated by 3D printing selective laser melting. Mater. Sci. Eng. A 2017, 682, 389–395. [Google Scholar] [CrossRef]
- Tseng, J.-C.; Huang, W.-C.; Chang, W.; Jeromin, A.; Keller, T.F.; Shen, J.; Chuang, A.C.; Wang, C.-C.; Lin, B.-H.; Amalia, L.; et al. Deformations of Ti-6Al-4V additive-manufacturing-induced isotropic and anisotropic columnar structures: Insitu measurements and underlying mechanisms. Addit. Manuf. 2020, 35, 101322. [Google Scholar] [CrossRef] [PubMed]
- Pantawane, M.V.; Yang, T.; Jin, Y.; Joshi, S.S.; Dasari, S.; Sharma, A.; Krokhin, A.; Srinivasan, S.G.; Banerjee, R.; Neogi, A.; et al. Crystallographic texture dependent bulk anisotropic elastic response of additively manufactured Ti6Al4V. Sci. Rep. 2021, 11, 633. [Google Scholar] [CrossRef] [PubMed]
- Zhang, T.; Liu, C.-T. Design of titanium alloys by additive manufacturing: A critical review. Adv. Powder Mater. 2021. [Google Scholar] [CrossRef]
- Simonelli, M.; McCartney, D.G.; Barriobero-Villa, P.; Aboulkhair, N.T.; Tse, Y.Y.; Clare, A.; Hague, R. The influence of iron in minimizing the microstructural anisotropy of Ti-6Al-4V produced by laser powder-bed fusion. Metall. Mater. Trans. A 2020, 51, 2444–2459. [Google Scholar] [CrossRef] [Green Version]
- Zhang, K.; Tian, X.; Bermingham, M.; Rao, J.; Jia, Q.; Zhu, Y.; Wu, X.; Cao, S.; Huang, A. Effects of boron addition on microstructures and mechanical properties of Ti-6Al-4V manufactured by direct laser deposition. Mater. Des. 2019, 184, 108191. [Google Scholar] [CrossRef]
- Phani, K.K.; Niyogi, S.K. Young’s modulus of porous brittle solids. J. Mater. Sci. 1987, 22, 257–263. [Google Scholar] [CrossRef]
- Hasselman, D.P.H. On the porosity dependence of the elastic moduli of polycrystalline refractory materials. J. Am. Ceram. Soc. 1962, 45, 452–453. [Google Scholar] [CrossRef]
- Tevet, O.; Yeheskel, O. Quantitative non-destructive evaluation (QNDE) of the elastic moduli of porous Al2O3. Key Eng. Mater. 2002, 224–226, 835-0. [Google Scholar] [CrossRef]
- Zhao, Y.H.; Tandon, G.P.; Weng, G.J. Elastic moduli for a class of porous materials. Acta Mech. 1989, 76, 105–131. [Google Scholar] [CrossRef]
- Yeheskel, O.; Shokhat, M.; Salhov, S.; Tevet, O. Effect of initial particle and agglomerate size on the elastic moduli of porous yttria (Y2O3). J. Am. Ceram. Soc. 2009, 92, 1655–1662. [Google Scholar] [CrossRef]
- Sol, T.; Hayun, S.; Noiman, D.; Tiferet, E.; Yeheskel, O.; Tevet, O. Nondestructive ultrasonic evaluation of additively manufactured AlSi10Mg samples. Addit. Manuf. 2018, 22, 700–707. [Google Scholar] [CrossRef]
- Lord, J.D.; Morrell, R. Elastic Modulus Measurement. In A National Measurement Good Practice Guide No. 98; National Physical Laboratory: Teddington, UK, 2006. [Google Scholar]
- Yang, T.; Mazumder, S.; Jin, Y.; Squires, B.; Sofield, M.; Pantawane, M.V.; Dahotre, N.B.; Neogi, A. A review of diagnostics methodologies for metal additive manufacturing processes and products. Materials 2021, 14, 4929. [Google Scholar] [CrossRef]
- Svetlizky, D.; Zheng, B.; Buta, T.; Zhou, Y.; Golan, O.; Breiman, U.; Haj-Ali, R.; Schoenung, J.M.; Lavernia, E.J.; Eliaz, N. Directed energy deposition of Al 5xxx alloy using Laser Engineered Net Shaping (LENS®). Mater. Des. 2020, 192, 108763. [Google Scholar] [CrossRef]
- Navi, N.U.; Tenenbaum, J.; Sabatani, E.; Kimmel, G.; Ben David, R.; Rosen, B.A.; Barkay, Z.; Ezersky, V.; Tiferet, E.; Ganor, Y.I.; et al. Hydrogen effects on electrochemically charged additive manufactured by electron beam melting (EBM) and wrought Ti–6Al–4V alloys. Int. J. Hydrogen Energy 2020, 45, 25523–25540. [Google Scholar] [CrossRef]
- Navi, N.U.; Rosen, B.A.; Sabatani, E.; Tenenbaum, J.; Tiferet, E.; Eliaz, N. Thermal decomposition of titanium hydrides in electrochemically hydrogenated electron beam melting (EBM) and wrought Ti–6Al–4V alloys using in situ high-temperature X-ray diffraction. Int. J. Hydrogen Energy 2021, 46, 30423–30432. [Google Scholar] [CrossRef]
- Lulu-Bitton, N.; Sabatani, E.; Rosen, B.A.; Kostirya, N.; Agronov, G.; Tiferet, E.; Eliaz, N.; Navi, N.U. Mechanical behavior of electrochemically hydrogenated electron beam melting (EBM) and wrought Ti–6Al–4V using small punch test. Int. J. Hydrogen Energy 2022. [Google Scholar] [CrossRef]
- Yan, X.; Yin, S.; Chen, C.; Huang, C.; Bolot, R.; Lupoi, R.; Kuang, M.; Ma, W.; Coddet, C.; Liao, H.; et al. Effect of heat treatment on the phase transformation and mechanical properties of Ti6Al4V fabricated by selective laser melting. J. Alloys Compd. 2018, 764, 1056–1071. [Google Scholar] [CrossRef]
- Reddy, S.S.S.; Balasubramaniam, K.; Krishnamurthy, C.V.; Shankar, M. Ultrasonic goniometry immersion techniques for the measurement of elastic moduli. Compos. Struct. 2005, 67, 3–17. [Google Scholar] [CrossRef]
- Javidrad, H.R.; Salemi, S. Determination of elastic constants of additive manufactured Inconel 625 specimens using an ultrasonic technique. Int. J. Adv. Manuf. Technol. 2020, 107, 4597–4607. [Google Scholar] [CrossRef]
- Van Buskirk, W.C.; Cowin, S.C.; Ward, R.N. Ultrasonic measurement of orthotropic elastic constants of bovine femoral bone. J. Biomech. Eng. 1981, 103, 67–72. [Google Scholar] [CrossRef]
- Yeheskel, O.; Tevet, O. Elastic moduli of transparent yttria. J. Am. Ceram. Soc. 1999, 82, 136–144. [Google Scholar] [CrossRef]
- Material Sound Velocities. Olympus. Available online: https://www.olympus-ims.com/en/ndt-tutorials/thickness-gage/appendices-velocities/ (accessed on 8 December 2021).
- ASTM B962–17, Standard Test Methods for Density of Compacted or Sintered Powder Metallurgy (PM) Products Using Archimedes’ Principle; ASTM International: West Conshohocken, PA, USA, 2017.
- Mason, W.P. Physical Acoustics and the Properties of Solids; Van Nostrand: Princeton, NJ, USA, 1958. [Google Scholar]
- Mistou, S.; Karama, M. Determination of the elastic properties of composite materials by tensile testing and ultrasound measurement. J. Compos. Mater. 2000, 34, 1696–1709. [Google Scholar] [CrossRef]
- Akiva, U.; Wagner, H.D.; Weiner, S. Modelling the three-dimensional elastic constants of parallel-fibred and lamellar bone. J. Mater. Sci. 1998, 33, 1497–1509. [Google Scholar] [CrossRef]
- Tiferet, E.; Ganor, M.; Zolotaryov, D.; Garkun, A.; Hadjadj, A.; Chonin, M.; Ganor, Y.; Noiman, D.; Halevy, I.; Tevet, O.; et al. Mapping the tray of electron beam melting of Ti-6Al-4V: Properties and microstructure. Materials 2019, 12, 1470. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Donachie, M.J. Titanium: A Technical Guide, 2nd ed.; ASM International: Materials Park, OH, USA, 2000. [Google Scholar]
- Ganor, Y.I.; Tiferet, E.; Vogel, S.C.; Brown, D.W.; Chonin, M.; Pesach, A.; Hajaj, A.; Garkun, A.; Samuha, S.; Shneck, R.Z.; et al. Tailoring microstructure and mechanical properties of additively-manufactured Ti6Al4V using post processing. Materials 2021, 14, 658. [Google Scholar] [CrossRef]
- Pantawane, M.V.; Yang, T.; Jin, Y.; Mazumder, S.; Pole, M.; Dasari, S.; Krokhin, A.; Neogi, A.; Mukherjee, S.; Banerjee, R.; et al. Thermomechanically influenced dynamic elastic constants of laser powder bed fusion additively manufactured Ti6Al4V. Mater. Sci. Eng. A 2021, 811, 140990. [Google Scholar] [CrossRef]
- Borovkov, A.; Maslov, L.; Tarasenko, F.; Zhmaylo, M.; Maslova, I.; Solovev, D. Development of elastic–plastic model of additively produced titanium for personalised endoprosthetics. Int. J. Adv. Manuf. Technol. 2021, 117, 2117–2132. [Google Scholar] [CrossRef]
- Lizzul, L.; Sorgato, M.; Bertolini, R.; Ghiotti, A.; Bruschi, S. Influence of additive manufacturing-induced anisotropy on tool wear in end milling of Ti6Al4V. Tribol. Int. 2020, 146, 106200. [Google Scholar] [CrossRef]
- Popov, V.V.; Lobanov, M.L.; Stepanov, S.I.; Qi, Y.; Muller-Kamskii, G.; Popova, E.N.; Katz-Demyanetz, A.; Popov, A.A. Texturing and phase evolution in Ti-6Al-4V: Effect of electron beam melting process, powder re-using, and HIP treatment. Materials 2021, 14, 4473. [Google Scholar] [CrossRef]
- Biscuola, V.B.; Martorano, M.A. Mechanical blocking mechanism for the columnar to equiaxed transition. Metall. Mater. Trans. A 2008, 39, 2885–2895. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Velocities Notation | Wave Type | Propagation Direction | Polarization Direction | Visual Description |
|---|---|---|---|---|---|
| 1 | V11 | Longitudinal | 1 |  | |
| 2 | V22 | Longitudinal | 2 | ||
| 3 | V33 | Longitudinal | 3 | ||
| 4 | V12 | Shear | 1 | 2 |  |
| 5 | V23 | Shear | 2 | 3 | |
| 6 | V31 | Shear | 3 | 1 | |
| 7 | V13 | Shear | 1 | 3 |  |
| 8 | V32 | Shear | 3 | 2 | |
| 9 | V21 | Shear | 2 | 1 | |
| 10 | Vs1 | Shear | 23 | 1 |  |
| 11 | Vs2 | Shear | 13 | 2 |  |
| 12 | Vs3 | Shear | 12 | 3 |  |
| Property | Wrought | EBM | DED | SLM |
|---|---|---|---|---|
| Density, ρ (g/cm3) | 4.423 ± 0.0005 | 4.421 ± 0.0005 | 4.428 ± 0.0008 | 4.410 ± 0.0008 |
| Relative density (%) | 99.80 | 99.75 | 99.91 | 99.50 |
| Porosity (%) | 0.20 | 0.25 | 0.09 | 0.50 |
| No. | Velocities Notation | Wrought Alloy (km/s) | EBM (km/s) | DED (km/s) | SLM (km/s) |
|---|---|---|---|---|---|
| 1 | V11 | 6.258 | 6.191 | 6.172 | 6.161 |
| 2 | V22 | 6.258 | 6.202 | 6.165 | 6.170 |
| 3 | V33 | 6.099 | 6.204 | 6.136 | 6.193 |
| 4 | V23 | 3.110 | 3.201 | 3.179 | 3.147 |
| 5 | V32 | 3.096 | 3.200 | 3.174 | 3.145 |
| 6 | V13 | 3.118 | 3.203 | 3.180 | 3.145 |
| 7 | V31 | 3.098 | 3.202 | 3.160 | 3.146 |
| 8 | V12 | 3.329 | 3.171 | 3.197 | 3.155 |
| 9 | V21 | 3.330 | 3.199 | 3.176 | 3.143 |
| 10 | Vs1 | 3.236 | 3.178 | 3.178 | 3.167 |
| 11 | Vs2 | 3.238 | 3.172 | 3.190 | 3.188 |
| 12 | Vs3 | 3.350 | 3.198 | 3.182 | 3.121 |
| No. | Elastic Constant | Wrought Alloy (GPa) | EBM (GPa) | DED (GPa) | SLM (GPa) |
|---|---|---|---|---|---|
| 1 | C11 | 173.2 | 169.4 | 168.7 | 167.4 |
| 2 | C22 | 173.2 | 170.0 | 168.3 | 167.9 |
| 3 | C33 | 164.5 | 170.2 | 166.7 | 169.1 |
| 4 | C44 | 42.6 | 45.3 | 44.7 | 43.6 |
| 5 | C55 | 42.7 | 45.3 | 44.5 | 43.6 |
| 6 | C66 | 49.0 | 44.9 | 45.0 | 43.7 |
| 7 | C23 | 76.2 | 80.8 | 78.0 | 80.1 |
| 8 | C13 | 76.1 | 80.8 | 77.6 | 78.6 |
| 9 | C12 | 74.0 | 79.3 | 78.8 | 81.7 |
| No. | Elastic Modulus | Wrought Alloy (GPa) | EBM (GPa) | DED (GPa) | SLM (GPa) |
|---|---|---|---|---|---|
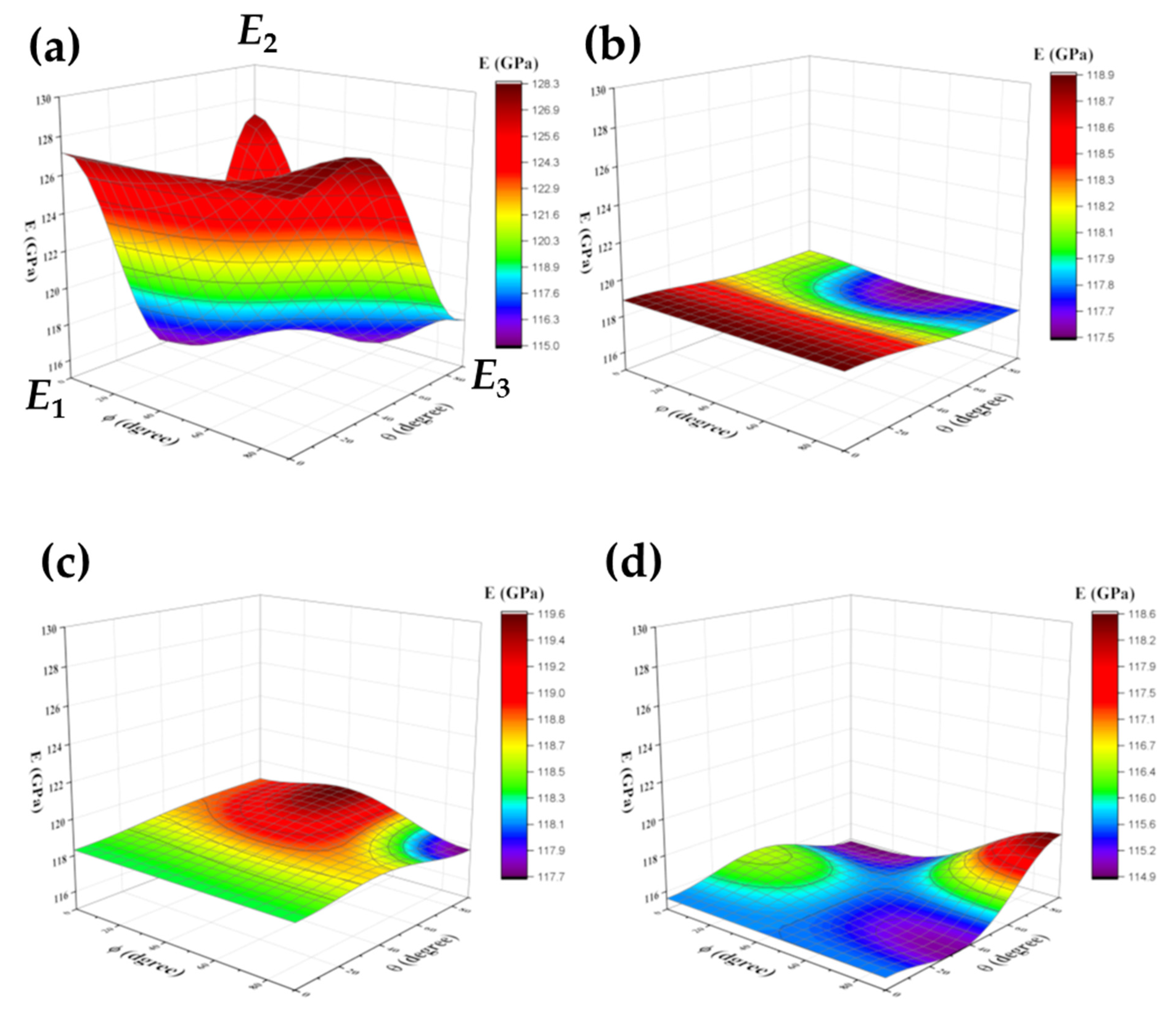
| 1 | E1 | 127.17 | 118.30 | 118.88 | 115.60 |
| 2 | E2 | 127.10 | 118.88 | 118.16 | 114.86 |
| 3 | E3 | 117.68 | 117.74 | 117.76 | 118.62 |
| 4 | G23 | 42.58 | 45.28 | 44.69 | 43.65 |
| 5 | G13 | 42.73 | 45.33 | 44.51 | 43.63 |
| 6 | G12 | 49.03 | 44.85 | 44.97 | 43.73 |
| 7 | ν23 | 0.335 | 0.333 | 0.326 | 0.315 |
| 8 | ν32 | 0.306 | 0.308 | 0.323 | 0.326 |
| 9 | ν13 | 0.348 | 0.332 | 0.327 | 0.303 |
| 10 | ν31 | 0.320 | 0.307 | 0.326 | 0.311 |
| 11 | ν12 | 0.280 | 0.281 | 0.311 | 0.342 |
| 12 | ν21 | 0.282 | 0.281 | 0.313 | 0.340 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tevet, O.; Svetlizky, D.; Harel, D.; Barkay, Z.; Geva, D.; Eliaz, N. Measurement of the Anisotropic Dynamic Elastic Constants of Additive Manufactured and Wrought Ti6Al4V Alloys. Materials 2022, 15, 638. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15020638
Tevet O, Svetlizky D, Harel D, Barkay Z, Geva D, Eliaz N. Measurement of the Anisotropic Dynamic Elastic Constants of Additive Manufactured and Wrought Ti6Al4V Alloys. Materials. 2022; 15(2):638. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15020638
Chicago/Turabian StyleTevet, Ofer, David Svetlizky, David Harel, Zahava Barkay, Dolev Geva, and Noam Eliaz. 2022. "Measurement of the Anisotropic Dynamic Elastic Constants of Additive Manufactured and Wrought Ti6Al4V Alloys" Materials 15, no. 2: 638. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15020638