
The Effect of Reinforcement Preheating Temperatures on Tribological Behavior of Advanced Quranic Metal-Matrix Composites (QMMC)

 , , ,
, , ,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Sample Preparation
2.2. Microstructural Characterization
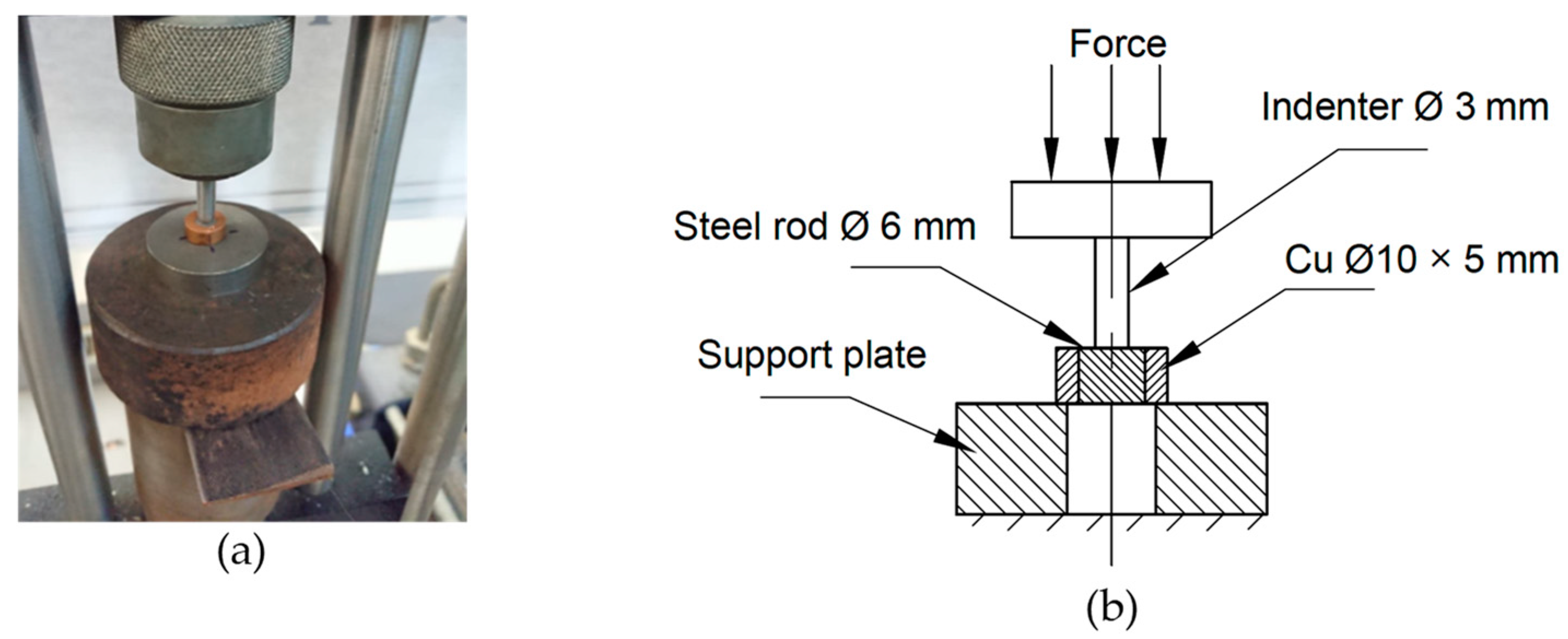
2.3. Push-Out Test
2.4. Microhardness Test
2.5. Wear Test
3. Results and Discussion
3.1. Microstructural Characterization
3.2. Interfacial Bonding Strength
3.3. Hardness Measurements
3.4. Wear Analysis
4. Conclusions
- The diffusion between Cu and Fe occurred at the contact interface at a temperature of 600 °C and below.
- Preheating the steel rod up to 600 °C improved the wear resistance and slightly improved bonding strength.
- The improvement percentage of wear rate of QMMC increased with the increase in contact speed between it and the abrasive disc.
- The improvement percentage of wear rate of QMMC increased with the increase in contact distance between it and the abrasive disc up to 176 m, and then the percentage is decreased.
- Preheating the steel rod to more than 600 °C reduced the bonding strength between the steel rods and copper matrix.
- Oxidization and shrinkage of Cu and Fe prevent the diffusion between Cu and Fe at higher temperatures.
- QMMC wear resistance increased as the steel rod’s hardness increased. In the present work, the highest steel rod hardness was obtained when heated to 600 °C.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gautam, Y.K.; Somani, N.; Kumar, M.; Sharma, S.K. A Review on Fabrication and Characterization of Copper Metal Matrix Composite (CMMC). In AIP Conference Proceedings; AIP Publishing LLC: Maharashtra, India, 2018; Volume 2018, p. 20017. [Google Scholar]
- Pan, Y.; Lu, X.; Volinsky, A.S.A.; Liu, B.; Xiao, S.; Zhou, C.; Li, Y.; Chen, M.; Qu, X. Tribological and Mechanical Properties of Copper Matrix Composites Reinforced with Carbon Nanotube and Alumina Nanoparticles. Mater. Res. Express 2019, 6, 116524. [Google Scholar] [CrossRef]
- Constantin, L.; Fan, L.; Pontoreau, M.; Wang, F.; Cui, B.; Battaglia, J.-L.; Silvain, J.-F.; Lu, Y.F. Additive Manufacturing of Copper/Diamond Composites for Thermal Management Applications. Manuf. Lett. 2020, 24, 61–66. [Google Scholar] [CrossRef]
- Wang, Y.; Gao, Y.; Li, Y.; Zhai, W.; Sun, L.; Zhang, C. Review of Preparation and Application of Copper–Steel Bimetal Composites. Emerg. Mater. Res. 2019, 8, 538–551. [Google Scholar] [CrossRef]
- Queipo, P.; Granda, M.; Santamaría, R.; Menéndez, R. Preparation of Pitch-Based Carbon–Copper Composites for Electrical Applications. Fuel 2004, 83, 1625–1634. [Google Scholar] [CrossRef]
- Dong, L.L.; Ahangarkani, M.; Chen, W.G.; Zhang, Y.S. Recent Progress in Development of Tungsten-Copper Composites: Fabrication, Modification and Applications. Int. J. Refract. Met. Hard Mater. 2018, 75, 30–42. [Google Scholar] [CrossRef]
- Kang, Q.; He, X.; Ren, S.; Zhang, L.; Wu, M.; Guo, C.; Cui, W.; Qu, X. Preparation of Copper–Diamond Composites with Chromium Carbide Coatings on Diamond Particles for Heat Sink Applications. Appl. Therm. Eng. 2013, 60, 423–429. [Google Scholar] [CrossRef]
- Wankhede, S.V.; Shinde, S.L.; Wasnik, A.R. Modelling of Cu-Al2O3 Metal Matrix Composite Prepared by Powder Metallurgy Route. Int. J. Eng. Adv. Technol. 2013, 3, 330–332. [Google Scholar]
- Zhang, L.; Qu, X.H.; He, X.B.; Duan, B.H.; Ren, S.B.; Qin, M.L. Thermo-Physical and Mechanical Properties of High Volume Fraction SiCp/Cu Composites Prepared by Pressureless Infiltration. Mater. Sci. Eng. A 2008, 489, 285–293. [Google Scholar] [CrossRef]
- Yusoff, M.; Othman, R.; Hussain, Z. Mechanical Alloying and Sintering of Nanostructured Tungsten Carbide-Reinforced Copper Composite and Its Characterization. Mater. Des. 2011, 32, 3293–3298. [Google Scholar] [CrossRef]
- Shu, Y.; Zhang, S.; Xiong, Y.; Luo, X.; He, J.; Yin, C.; Ding, X.; Zheng, K. Interfacial Stabilities, Electronic Properties and Interfacial Fracture Mechanism of 6H-SiC Reinforced Copper Matrix Studied by the First Principles Method. Crystals 2021, 12, 51. [Google Scholar] [CrossRef]
- Peters, P.W.M.; Hemptenmacher, J.; Schurmann, H. The Fibre/Matrix Interface and Its Influence on Mechanical and Physical Properties of Cu-MMC. Compos. Sci. Technol. 2010, 70, 1321–1329. [Google Scholar] [CrossRef] [Green Version]
- Xiao, Y.; Zhang, Z.; Yao, P.; Fan, K.; Zhou, H.; Gong, T.; Zhao, L.; Deng, M. Mechanical and Tribological Behaviors of Copper Metal Matrix Composites for Brake Pads Used in High-Speed Trains. Tribol. Int. 2018, 119, 585–592. [Google Scholar] [CrossRef]
- Li, J.; Zhang, H.; Zhang, Y.; Che, Z.; Wang, X. Microstructure and Thermal Conductivity of Cu/Diamond Composites with Ti-Coated Diamond Particles Produced by Gas Pressure Infiltration. J. Alloys Compd. 2015, 647, 941–946. [Google Scholar] [CrossRef]
- Kumari, S.; Kumar, A.; Sengupta, P.R.; Dutta, P.K.; Mathur, R.B. Improving the Mechanical and Thermal Properties of Semi-Coke Based Carbon/Copper Composites Reinforced Using Carbon Nanotubes. Mater. Lett. 2014, 5, 265–271. [Google Scholar] [CrossRef]
- Moustafa, S.F.; Abdel-Hamid, Z.; Abd-Elhay, A.M. Copper Matrix SiC and Al2O3 Particulate Composites by Powder Metallurgy Technique. Mater. Lett. 2002, 53, 244–249. [Google Scholar] [CrossRef]
- Alaneme, K.K.; Okotete, E.A.; Fajemisin, A.V.; Bodunrin, M.O. Applicability of Metallic Reinforcements for Mechanical Performance Enhancement in Metal Matrix Composites: A Review. Arab J. Basic Appl. Sci. 2019, 26, 311–330. [Google Scholar] [CrossRef]
- Norouzifard, V.; Naeinzadeh, H.; Talebi, A. Fabrication and Investigation of Mechanical Properties of Copper Matrix Nanocomposite Reinforced by Steel Particle. J. Alloys Compd. 2021, 887, 161434. [Google Scholar] [CrossRef]
- Kafiah, F.; Al-Haidary, J.; Masadeh, S.; Abdelsalam, E.; Alkasrawi, M. A Simple and Economical Method for the Synthesis of Steel-Reinforced Copper Composite. J. Compos. Mater. 2021, 55, 565–578. [Google Scholar] [CrossRef]
- Singh, M.K.; Gautam, R.K.; Ji, G. Mechanical Properties and Corrosion Behavior of Copper Based Hybrid Composites Synthesized by Stir Casting. Results Phys. 2019, 13, 102319. [Google Scholar] [CrossRef]
- Alaneme, K.K.; Odoni, B.U. Mechanical Properties, Wear and Corrosion Behavior of Copper Matrix Composites Reinforced with Steel Machining Chips. Eng. Sci. Technol. Int. J. 2016, 19, 1593–1599. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Z.; Zhou, H.; Yao, P.; Fan, K.; Liu, Y.; Zhao, L.; Xiao, Y.; Gong, T.; Deng, M. Effect of Fe and Cr on the Macro/Micro Tribological Behaviours of Copper-Based Composites. Materials 2021, 14, 3417. [Google Scholar] [CrossRef]
- Mousa, S.; Atta, M.; Abd-Elhady, A.A.; Abu-Sinna, A.; Bafakeeh, O.; Sallam, H.E.M. Mechanical and Bond Behavior of an Advanced Quranic Metal-Matrix Composite Material (QMMC). In International Manufacturing Science and Engineering Conference; American Society of Mechanical Engineers: Erie, PA, USA, 2019; Volume 58752, p. V002T03A084. [Google Scholar]
- Britannica, T.E. Gog and Magog. Available online: https://www.britannica.com/topic/Gog (accessed on 2 January 2022).
- Surah Al-Kahf (18). Verses 96 and 97. Available online: https://quran.com/18 (accessed on 2 January 2022).
- Sallam, H.E.M.; Abd El-Aziz, K.; Abd El-Raouf, H.; Elbanna, E.M. Flexural Strength and Toughness of Austenitic Stainless Steel Reinforced High-Cr White Cast Iron Composite. J. Mater. Eng. Perform. 2013, 22, 3769–3777. [Google Scholar] [CrossRef]
- Sallam, H.E.M.; Abd El-Aziz, K.; Abd El-Raouf, H.; Elbanna, E.M. Failure Analysis and Flexural Behavior of High Chromium White Cast Iron and AISI4140 Steel Bimetal Beams. Mater. Des. 2013, 52, 974–980. [Google Scholar] [CrossRef]
- Kang, Y.; Zhang, G.; Xu, H.; Niu, J. Effect of Phosphorus on Interface Characterization of Steel–Copper Bimetals in Solid–Liquid Composite Casting. Mater. Today Commun. 2021, 30, 103037. [Google Scholar] [CrossRef]
- Gopalakrishnan, S.; Murugan, N. Production and Wear Characterisation of AA 6061 Matrix Titanium Carbide Particulate Reinforced Composite by Enhanced Stir Casting Method. Compos. Part B Eng. 2012, 43, 302–308. [Google Scholar] [CrossRef]
- Aqida, S.N.; Ghazali, M.I.; Hashim, J. Effect of Porosity on Mechanical Properties of Metal Matrix Composite: An Overview. J. Teknol. 2004, 40, 17–32. [Google Scholar] [CrossRef] [Green Version]
- Braszczyńska-Malik, K.N. Types of Component Interfaces in Metal Matrix Composites on the Example of Magnesium Matrix Composites. Materials 2021, 14, 5182. [Google Scholar] [CrossRef]
- Standardization, E.C. Eurocode 2: Design of Concrete Structures—Part 1-2: General Rules—Structural Fire Design; CEN: Brussels, Belgium, 2004. [Google Scholar]
- ASM International Handbook Committee; ASM Heat Treating Technical Division. Heat Treating; ASM International: Novelty, OH, USA, 1991; Volume 4. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Constituent | Cu | Fe | C | Si | Ni | Mn | P | S |
|---|---|---|---|---|---|---|---|---|
| Matrix (copper) | >99.5 | - | - | - | 0.02 | Trace | <0.003 | - |
| Fiber (steel ST37) | - | Bal. | <0.005 | 0.35 | - | 0.35 | <0.04 | <0.04 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Althahban, S.; Jazaa, Y.; Bafakeeh, O.; Alomari, A.S.; Sallam, H.E.-D.M.; Atta, M. The Effect of Reinforcement Preheating Temperatures on Tribological Behavior of Advanced Quranic Metal-Matrix Composites (QMMC). Materials 2022, 15, 659. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15020659
Althahban S, Jazaa Y, Bafakeeh O, Alomari AS, Sallam HE-DM, Atta M. The Effect of Reinforcement Preheating Temperatures on Tribological Behavior of Advanced Quranic Metal-Matrix Composites (QMMC). Materials. 2022; 15(2):659. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15020659
Chicago/Turabian StyleAlthahban, Sultan, Yosef Jazaa, Omar Bafakeeh, Abdullah S. Alomari, Hossam El-Din M. Sallam, and Mahmoud Atta. 2022. "The Effect of Reinforcement Preheating Temperatures on Tribological Behavior of Advanced Quranic Metal-Matrix Composites (QMMC)" Materials 15, no. 2: 659. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15020659