
Changes in the Structure and Corrosion Protection Ability of Porous Anodic Oxide Films on Pure Al and Al Alloys by Pore Sealing Treatment
Abstract
:1. Introduction
2. Experimental
3. Results
3.1. Growth of Anodic Oxide Films on Pure Al and Al Alloys during Anodizing
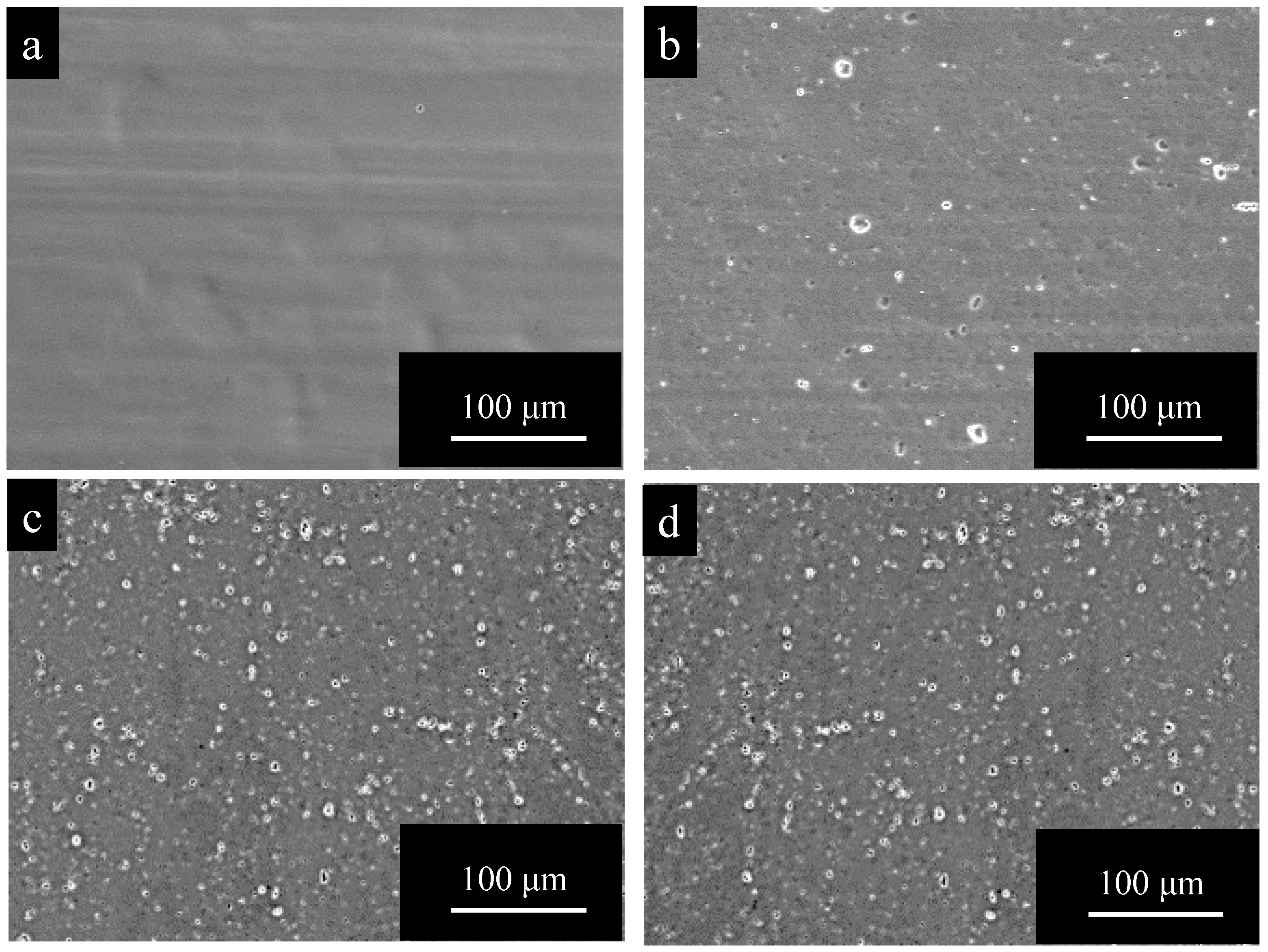
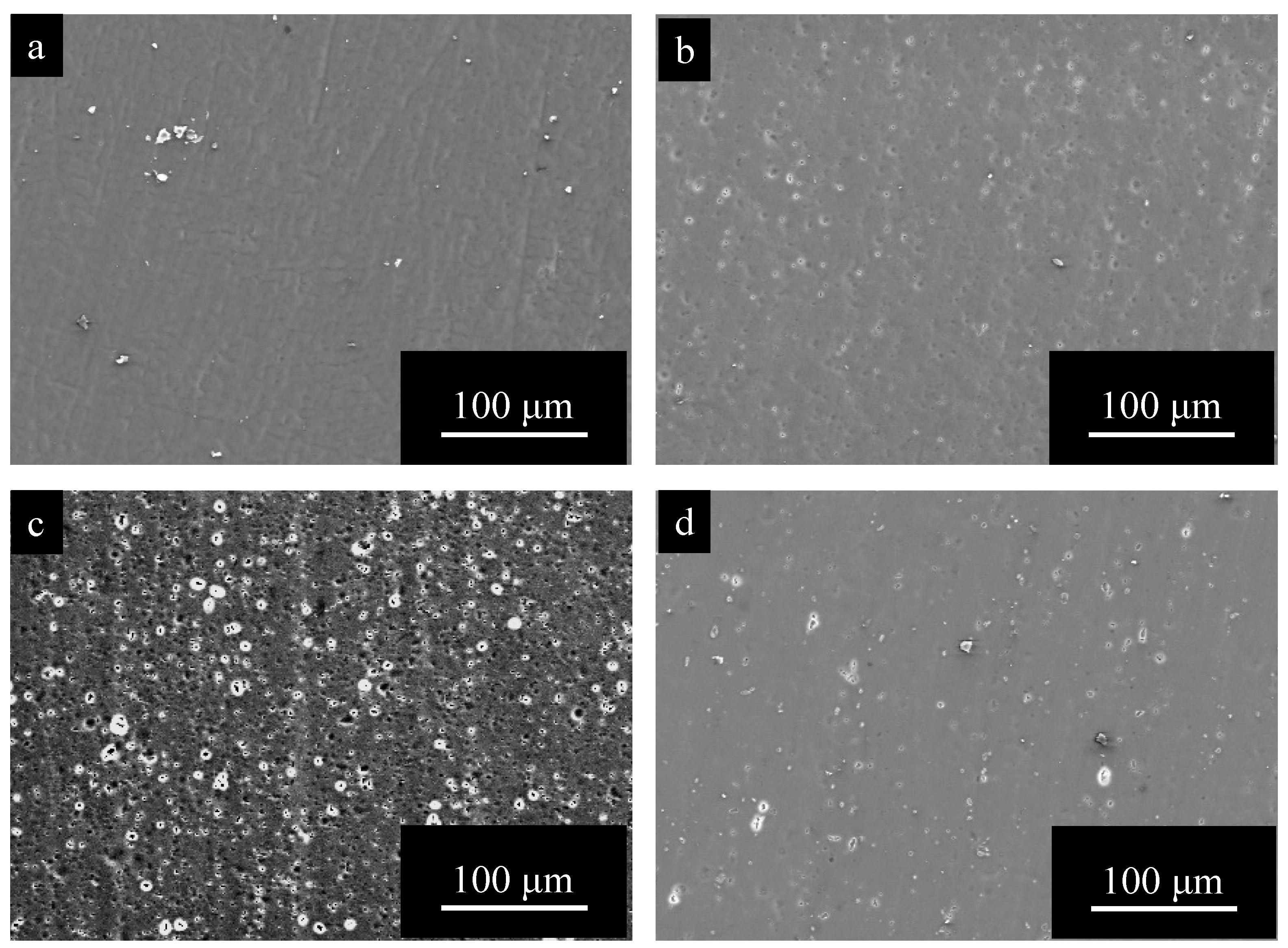
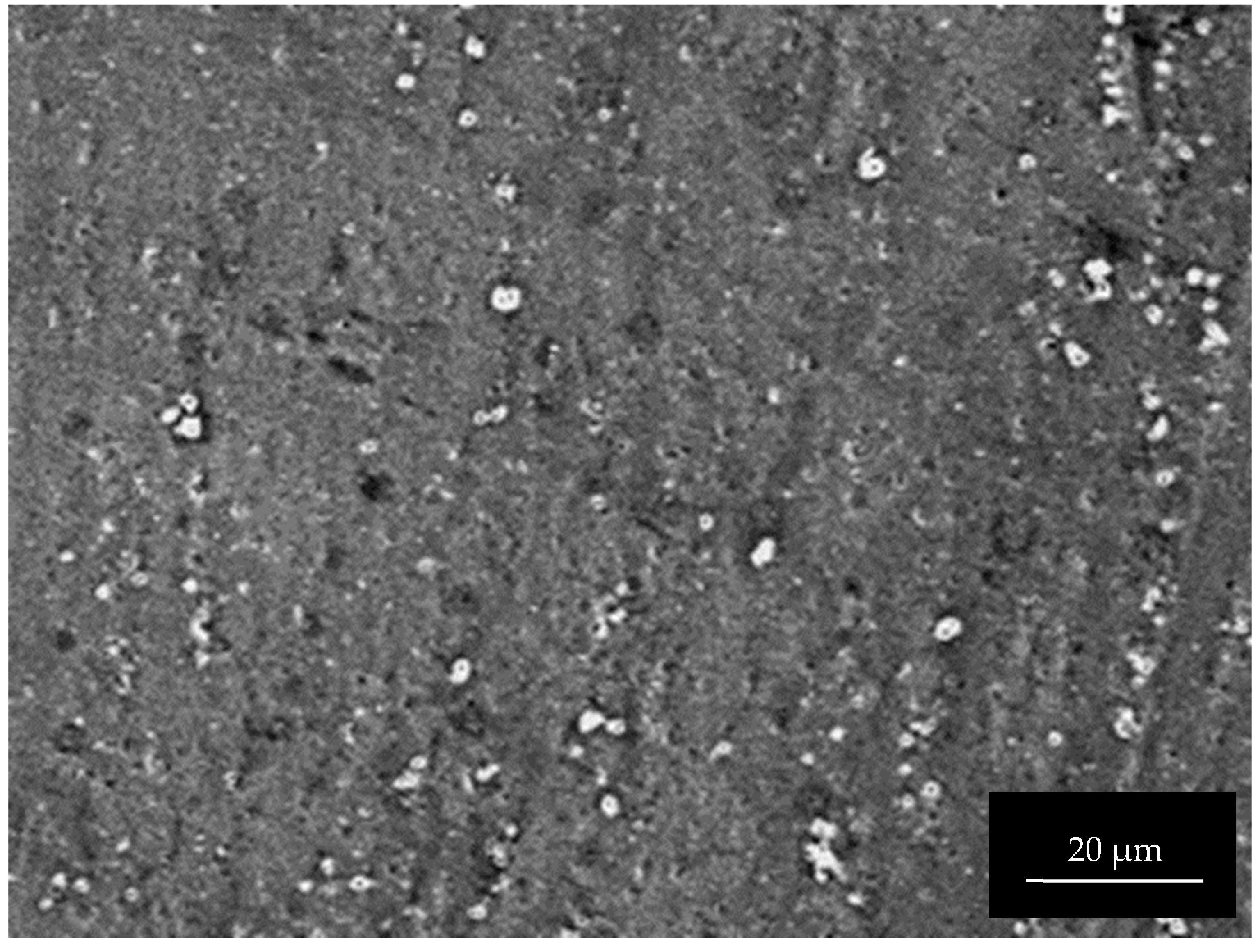
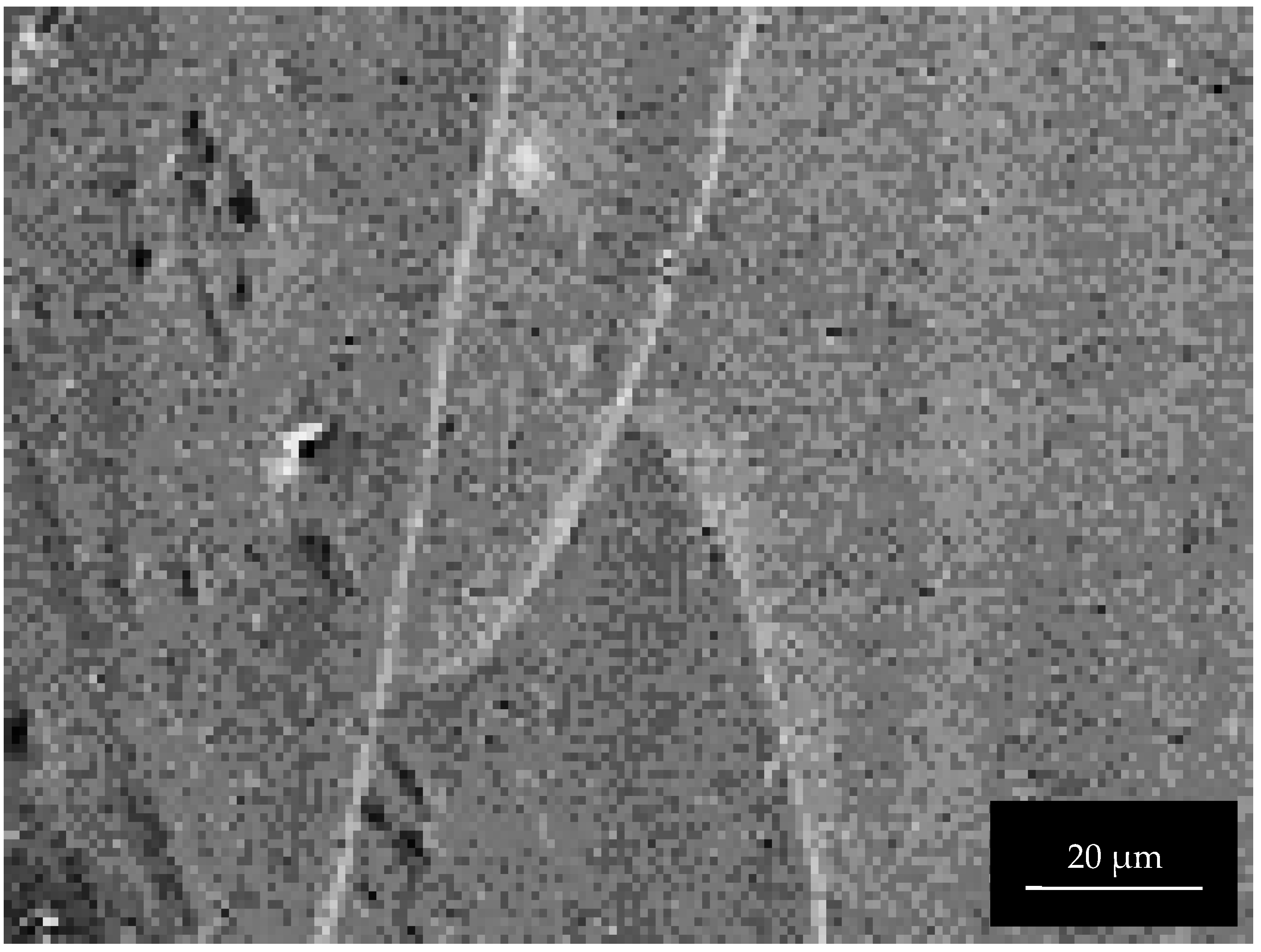
3.2. Surface Morphology Change of Pure Al and Al Alloys by Pore Sealing
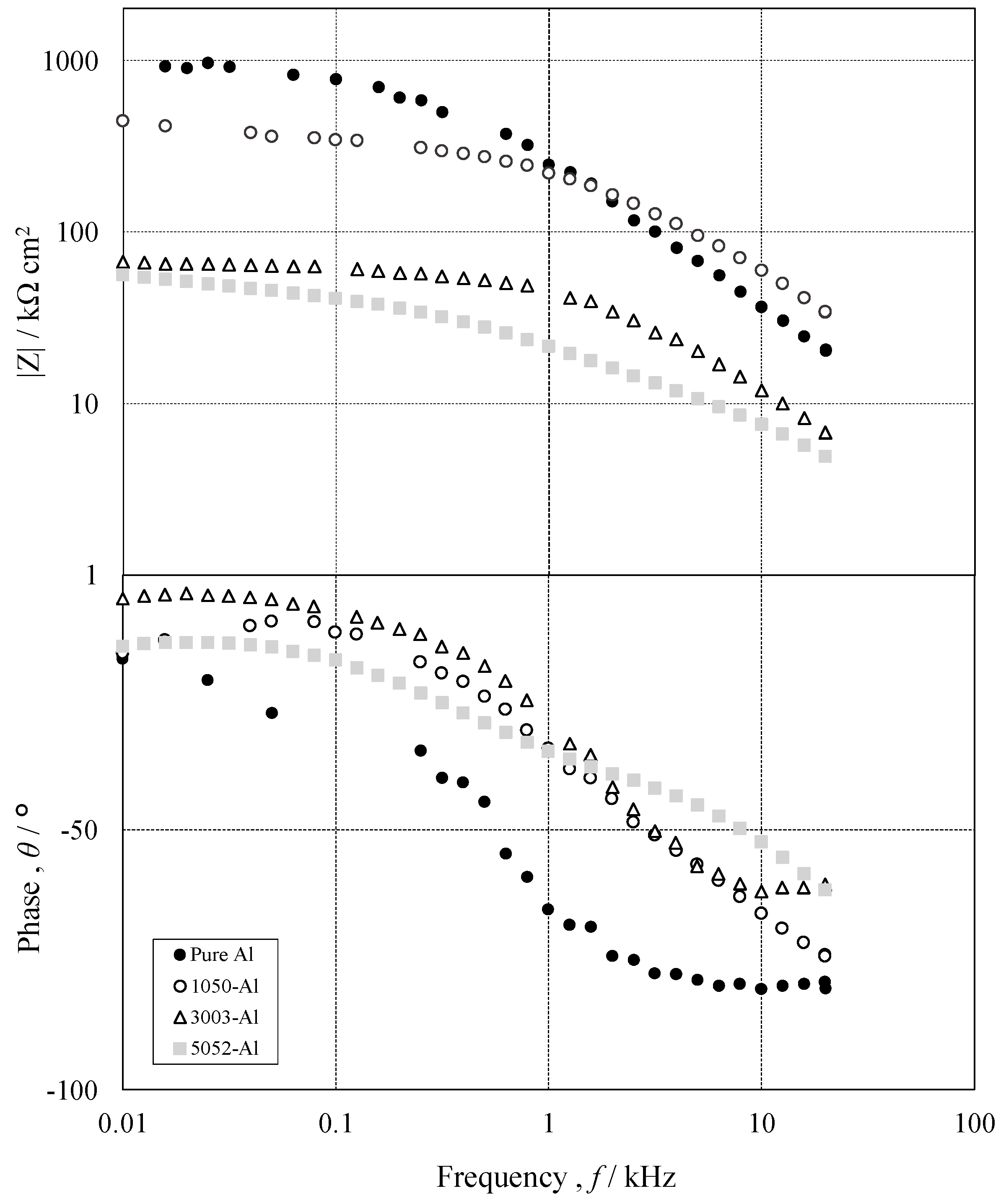
3.3. Corrosion Protection of Pure Al and Al Alloys after Anodizing and Pore Sealing
4. Discussion
4.1. Mechanism on the Growth of Anodic Oxide Films during Anodizing of Pure Al and Al Alloys
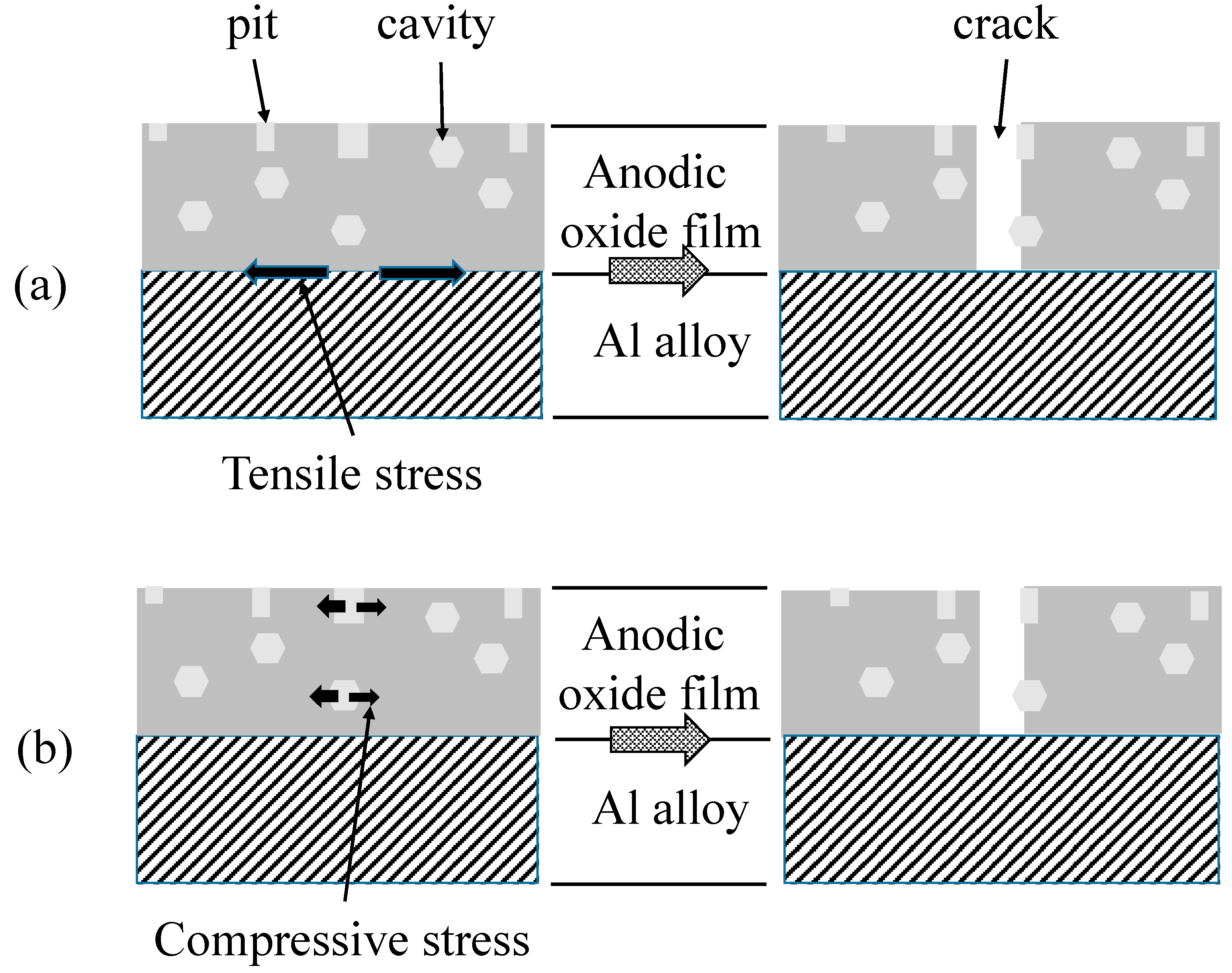
4.2. Structural Change of Anodic Oxide Films during Pore Sealing
4.3. Corrosion Protection Change by Pore Sealing
5. Conclusions
- (1)
- Pure Al after anodizing for 1800 and 3600 s has uniform porous oxide films with a smooth surface, but 1050-, 3003- and 5052-Al alloys have porous oxide films with imperfections, including pits and cavities.
- (2)
- Pore sealing in boiling water leads to the formation of hydro-oxy-oxides in nano-pores of the porous oxide film uniformly on pure Al, and leads to the formation of cracks on the Al alloys.
- (3)
- The total areas of cracks exposed increases with anodizing time on all Al alloys, and this is more remarkable in the order of 3003-Al alloy > 5052-Al alloy > 1050-Al alloy.
- (4)
- The value of Rc, evaluated by electrochemical impedance spectroscopy in 2 kmol m−3 -NaCl solution, increases with anodizing time on pure Al, and only slightly increases on Al alloys.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A






References
- Lu, Q.; Li, K.; Chen, H.; Yang, M.; Lan, X.; Yang, T.; Liu, S.; Song, M.; Cao, L.; Du, Y. Simultaneously enhanced strength and ductility of 6xxx Al alloys via manipulating meso-scale and nano-scale structures guided with phase equilibrium. J. Mater. Sci. Technol. 2019, 41, 139–148. [Google Scholar] [CrossRef]
- Zhang, B.; Tao, C.; Liu, C. Cracking analysis on joint lug of aluminum alloy framework of an airplane. Eng. Fail. Anal. 2013, 35, 82–87. [Google Scholar] [CrossRef]
- Chiba, M.; Nakayama, Y.; Hiraga, T.; Takahashi, H.; Shibata, Y. Synergistic effects of Cl− and Cu2+ ions on corrosion of pure Al and Al alloys in aqueous solutions at 363 K. Surf. Interface Anal. 2013, 45, 1626–1630. [Google Scholar] [CrossRef]
- Chiba, M.; Saito, S.; Nagai, K.; Takahashi, H.; Shibata, Y. Effect of NaCl concentration on corrosion of Al alloy during repeated wet-dry cycle tests at 323 K-comparing with corrosion in immersion tests-. Surf. Interface Anal. 2015, 48, 767–774. [Google Scholar] [CrossRef]
- Corrosion of Aluminum and Aluminum Alloys; Davis, J.R. (Ed.) ASM International: Almere, The Netherlands, 1999. [Google Scholar]
- Foley, R.T. Localized Corrosion of Aluminum Alloys. Corrosion 1986, 42, 277–288. [Google Scholar] [CrossRef]
- Umamaheshwerrao, A.C.; Vasu, V.; Govindaraju, M.; Saisrinadh, K.V. Stress corrosion cracking behaviour of 7xxx alu-minum alloys: A literature review. Trans. Nonfer. Met. Soc. China 2016, 26, 1447–1471. [Google Scholar]
- Sankaran, K.; Perez, R.; Jata, K. Effects of pitting corrosion on the fatigue behavior of aluminum alloy 7075-T6: Modeling and experimental studies. Mater. Sci. Eng. A 2001, 297, 223–229. [Google Scholar] [CrossRef]
- Kikuchi, T.; Hara, Y.; Yamauchi, A.; Sakairi, M.; Yonezawa, T.; Takahashi, H. Corrosion of Al-Sn-Bi alloys in alcohol at high temperatures I. Effect of the metallurgical structure of the alloys and the metal salt additions to alcohol. Corros. Sci. 2010, 52, 1482–1491. [Google Scholar] [CrossRef] [Green Version]
- Takahashi, H.; Yamagami, M.; Furuichi, R.; Nagayam, M. Analysis of hydro-oxy-oxide films formed on aluminum by FTIR. J. Surf. Sci. Jpn. 1987, 8, 279–281. [Google Scholar] [CrossRef] [Green Version]
- Takahashi, H.; Ikegami, C.; Seo, M.; Furuichi, R. Electron Microscopic Study of Anodic Oxide Films Formed on Aluminum with Thermal Oxidation. J. Electron Microsc. 1991, 40, 101–109. [Google Scholar]
- Keller, F.; Hunter, M.S.; Robinson, D.L. Structural Features of Oxide Coatings on Aluminum. J. Electrochem. Soc. 1953, 100, 411–419. [Google Scholar] [CrossRef]
- Ebihara, K.; Takahashi, H.; Nagayama, M. Interpretation of the voltage-current characteristics observed when anodizing aluminum in acid solutions. J. Met. Surf. Fin. Soc. Jpn. 1984, 35, 205–209. [Google Scholar]
- Cote, J.; Howlett, E.E.; Wheeler, M.J.; Lamb, H.J. The behavior of intermetallic compounds in aluminum during sulfuric acid anodizing Part 1: Al-Mn, Al-Fe, Al-Mg2Si, Al-Cr Alloys. NASF Surf. Technol. White Pap. 2015, 80, 1–12. [Google Scholar]
- Cote, J.; Howlett, E.E.; Lamb, H.J. The behavior of intermetallic compounds in aluminum during sulfuric acid anodizing Part 2: Al-Cu, Al-Mg, Al-Si, Al-Ti, Al-Fe-Si, Al-Zn-Mg Alloys. NASF Surf. Technol. White Pap. 2015, 80, 13–28. [Google Scholar]
- Martínez-Viademonte, M.P.; Abrahami, S.T.; Hack, T.; Burchardt, M.; Terryn, H. A Review on Anodizing of Aerospace Aluminum Alloys for Corrosion Protection. Coatings 2020, 10, 1106. [Google Scholar] [CrossRef]
- Tsangaraki-Kaplanoglou, I.; Theohari, S.; Dimogerontakis, T.; Wang, Y.-M.; Kuo, H.-H.; Kia, S. Effect of alloy types on the anodizing process of aluminum. Surf. Coat. Technol. 2006, 200, 2634–2641. [Google Scholar] [CrossRef]
- Setoh, S.; Miyata, A. Electrolytic oxidation of aluminium and its industrial applications. Proc. World Eng. Congr. 1929, 22, 73–100. [Google Scholar]
- Setoh, S.; Miyata, A. Researches on anodic film of aluminum II, anodic behaviors of aluminum in aq. solutions of oxalic acid. Sci. Pap. Inst. Phys. Chem. Res. Tokyo 1932, 19, 237. [Google Scholar]
- Hu, N.; Dong, X.; He, X.; Browning, J.F.; Schaefer, D.W. Effect of sealing on the morphology of anodized aluminum oxide. Corros. Sci. 2015, 97, 17–24. [Google Scholar] [CrossRef] [Green Version]
- Koda, M.; Takahashi, H.; Nagayama, M. Reaction of Porous Anodic Oxide Films on Aluminum with Hot Water I. Effect of film thickness and reaction time on the degree of hydration and acid-dissolution characteristics. J. Met. Surf. Fin. Soc. Jpn. 1982, 33, 242–248. [Google Scholar]
- Ono, S.; Asoh, H. Mechanism of hot water sealing of anodic films formed on aluminum. Corros. Sci. 2021, 181, 109221. [Google Scholar] [CrossRef]
- Gonzalez, J.; Lopez, V.; Otero, E.; Bautista, A.; Lizarbe, R.; Barba, C.; Baldonedo, J. Overaging of sealed and unsealed aluminium. Corros. Sci. 1997, 39, 1109–1118. [Google Scholar] [CrossRef]
- Zuo, Y.; Zhao, P.-H.; Zhao, J.-M. The influences of sealing methods on corrosion behavior of anodized aluminum alloys in NaCl solutions. Surf. Coat. Technol. 2003, 166, 237–242. [Google Scholar] [CrossRef]
- Liu, W.; Zuo, Y.; Chen, S.; Zhao, X.; Zhao, J. The effects of sealing on cracking tendency of anodic films on 2024 aluminum alloy after heating up to 300 °C. Surf. Coat. Technol. 2009, 203, 1244–1251. [Google Scholar] [CrossRef]
- Takahashi, H.; Chiba, M. Role of anodic oxide films in the corrosion of aluminum and its alloys. Corros. Rev. 2017, 36, 35–54. [Google Scholar] [CrossRef]
- Kikuchi, T.; Hara, Y.; Yamauchi, A.; Sakairi, M.; Takahashi, H. Corrosion of Al-Sn-Bi alloys in alcohol at high temperatures II. Effect of anodizing on corrosion. Corros. Sci. 2010, 52, 2525–2534. [Google Scholar] [CrossRef] [Green Version]
- Kayashima, M.; Mushiro, M. Heat-induced cracking of anodic oxide films on aluminum—An in situ measurement of the cracking temperature-. Annu. Rep. Inst. Tokyo Ind. Technol. 2000, 3, 21–24. [Google Scholar]
- Nagayama, M.; Takahashi, H. Dissolution of barrier layer of porous anodic oxide films on aluminum at the initial stage of anodizing. J. Chem. Soc. Jpn. 1972, 5, 850–855. [Google Scholar]
- Zahavi, J.; Zangvil, A.; Metzger, M. Structure and stability of anodic films formed on aluminum containing dispersed AI3Fe phase. J. Electrochem. Soc. 1978, 125, 438–444. [Google Scholar] [CrossRef]
- Shimizu, K.; Thompson, G.E.; Wood, G.C.; Kobayashi, K. Anodic oxide growth on Al3Fe particles dispersed in an Al-0.5% Fe alloy. J. Mat. Sci. Lett. 1991, 10, 709–711. [Google Scholar] [CrossRef]
- Moon, S.-M.; Pyun, S.-I. The mechanism of stress generation during the growth of anodic oxide on pure aluminium in acidic solutions. Electrochim. Acta 1998, 43, 3117–3126. [Google Scholar] [CrossRef]
- Alwitt, R.S.; Xu, J.; McClung, R.C. Stresses in Sulfuric Acid Anodized Coatings on Aluminum. J. Electrochem. Soc. 1993, 140, 1241–1246. [Google Scholar] [CrossRef]
- Wang, S.; Peng, H.; Shao, Z.; Zhao, Q.; Du, N. Sealing of anodized aluminum with phytic acid solution. Surf. Coat. Technol. 2016, 286, 155–164. [Google Scholar] [CrossRef]
- Kikuchi, T.; Kunimoto, K.; Ikeda, H.; Nakajima, D.; Suzuki, R.O.; Natsui, S. Fabrication of anodic porous alumina via gal-vanostatic anodizing in alkaline sodium tetraborate solution and their morphology. J. Electroanal. Chem. 2019, 846, 113152. [Google Scholar] [CrossRef]
- Escudero, M.L.; Gonztiez-Camasco, J.L.; Garcia-Alonso, C.; Ramirez, E. Electrochemical impedance spectroscopy of prebxidized MA 956 superalloy during In Vitro experiments. Biomaterials 1995, 16, 735–740. [Google Scholar] [CrossRef] [PubMed]
- Yu, X.; Cao, C. Electrochemical study of the corrosion behavior of Ce sealing of anodized 2024 aluminum alloy. Thin Solid Film. 2003, 423, 252–256. [Google Scholar] [CrossRef]
- Dehri, I.; Erbil, M. The efect of relative humidity on the atmospheric corrosion of defective organic coating materials: An EIS study with a new approach. Corros. Sci. 2000, 42, 969–978. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Thickness of Specimen/mm | Components | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Si | Fe | Cu | Mn | Mg | Zn | Cr | Ti | Al | ||
| Pure Al | 0.50 | 0.01 | 0.00 | 0.01 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | Balance |
| 1050-Al | 0.30 | 0.10 | 0.36 | 0.02 | 0.00 | 0.00 | 0.01 | 0.00 | 0.00 | Balance |
| 3003-Al | 0.28 | 0.27 | 0.57 | 0.14 | 1.19 | 0.00 | 0.03 | 0.00 | 0.00 | Balance |
| 5052-Al | 0.97 | 0.10 | 0.10 | 0.02 | 0.04 | 2.59 | 0.01 | 0.20 | 0.01 | Balance |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yanagimoto, H.; Saito, K.; Takahashi, H.; Chiba, M. Changes in the Structure and Corrosion Protection Ability of Porous Anodic Oxide Films on Pure Al and Al Alloys by Pore Sealing Treatment. Materials 2022, 15, 8544. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15238544
Yanagimoto H, Saito K, Takahashi H, Chiba M. Changes in the Structure and Corrosion Protection Ability of Porous Anodic Oxide Films on Pure Al and Al Alloys by Pore Sealing Treatment. Materials. 2022; 15(23):8544. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15238544
Chicago/Turabian StyleYanagimoto, Haruno, Koki Saito, Hideaki Takahashi, and Makoto Chiba. 2022. "Changes in the Structure and Corrosion Protection Ability of Porous Anodic Oxide Films on Pure Al and Al Alloys by Pore Sealing Treatment" Materials 15, no. 23: 8544. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15238544