1. Introduction
Bio-resources such as plant, bast, and core are widely used as natural fibers in the present manufacturing scenario for the development of novel structural materials for various high-end applications such as in the automobile, aerospace, marine industries and bioelectronics. In general, biologically derived fibers are significantly used due to their easily degradable quality and their rejuvenation of bio-active chemicals from natural processes [
1]. Moreover, naturally derived fibers are more efficient than other commercial chemical fibers due to their lower density, non-abrasive manner, enhanced acoustic properties, adequate explicit modulus and strength, cost effectiveness, easy biodegradability, and efficient re-cycle capability, which improve the characteristics of natural fibers [
2,
3,
4,
5,
6].
Despite their potential benefits, the inferior mechanical strength, moisture absorption, and chemical affinity of natural fibers mean they are cumbersome in practical implications [
7,
8,
9]; hence, the hybridization of synthetic fibers with biological fibers is required to improve the mechanical properties and durability of composites [
10]. Synthetic and natural fibers can be merged into an equal matrix to yield hybrid composites that take complete advantage of the finest assets of the ingredients, and in this way, an optimal cost-effective composite can be developed.
In recent years, global researchers have increased their attention on using castoff synthetic fiber resources, including glass, carbon, aramid, and other types of polymer fibers, due to their incline in the ecological risk of pollution and removal of waste at the end of life. Surplus synthetic fibers are richly available from diversified sources, including polymer fibers, glass, fabric clippings in composites, and textile industry waste [
11]. Hybrid polymer matrix composites (HPMCs) are extensively utilized in delicate body shells, ballistic helmets, and several other ballistic applications [
12,
13,
14]. The mechanical, dynamic, and tribological properties of hybridized polymer matrix composites can be enhanced through several matrix and reinforcement materials, fabrication techniques, and additions of various filler materials [
15,
16] to increase the use of HPMCs in a wide range of technological applications, especially in the high loading and relation motion of assembling parts. Due to the relative motion under various loading conditions, it is desirable to improve the tribological performance of composites, so that they can be effectively used for practical applications. Recently, several researchers have studied the influence of various fabrication techniques, fiber and matrix materials, and inclusion of filler materials on tribological properties such as the wear resistance of HPMCs.
Sneha Latha et al. [
17] studied the effect of various woven fiber mat layering sequences in bamboo/glass fiber-reinforced hybrid composites, showing highly influenced wear behavior. An increase in the amount of glass fiber in the hybrid composites showed better mechanical properties. Similarly, increasing the amount of bamboo fiber in the hybrid composites resulted in better wear resistance, which was due to the strong interfacial bond strength between the fibers and fiber matrix. A proper combination of glass and bamboo fibers can produce hybrid composites with better mechanical properties and tribological behavior. Thus, the achievement of hybrid composites with better properties upon addition of bamboo fiber generates scope for cost reduction without compromising the quality of composites. Nevin Gamze et al. [
18] investigated the performance of short fibrous composites on various parameters such as fiber alignment, length, and loading. In the fabrication process, long fibers were exposed to high-temperature shear action due to the interaction with thermoplastic resin, and this caused the fiber to twist, followed by a reduction in length. The influence of fiber matrix interfacial adhesion and test operating variables such as applied load, sliding distance, and velocity plays a major role in calculating the strength and tribo-performance of composites. Hiral et al. [
19] listed the various disadvantages of using synthetic fibers for reinforcement, such as the biodegradability of fibers, high processing cost, recyclability, and health hazard. These issues can be tackled by using natural fibers as an alternative to synthetic fibers, providing an advantage in terms of the strength-to-weight ratio, ease of availability, and biodegradability. From the test results, they concluded that the hybrid basalt banana epoxy composite is a good substitute over various conventional materials, and that hybridization reduces the water absorption rate. Shuhimi et al. [
20] experimentally investigated the tribological characteristics of oil palm and kenaf fiber with epoxy resin as the medium, and both composites were compared. A pin-on-disk test was administered to work out the wear behavior, and a dry sliding test was performed using a pin-on-disk tribometer. Test parameters such as weight percentage of fiber, load, sliding speed, and temperature ranges were taken as the operational parameters. The results showed that an increase in temperature resulted in a decreased coefficient of friction and an increased wear rate for both composites. The wear rate for both fibers exhibited better performance by increasing the fiber content.
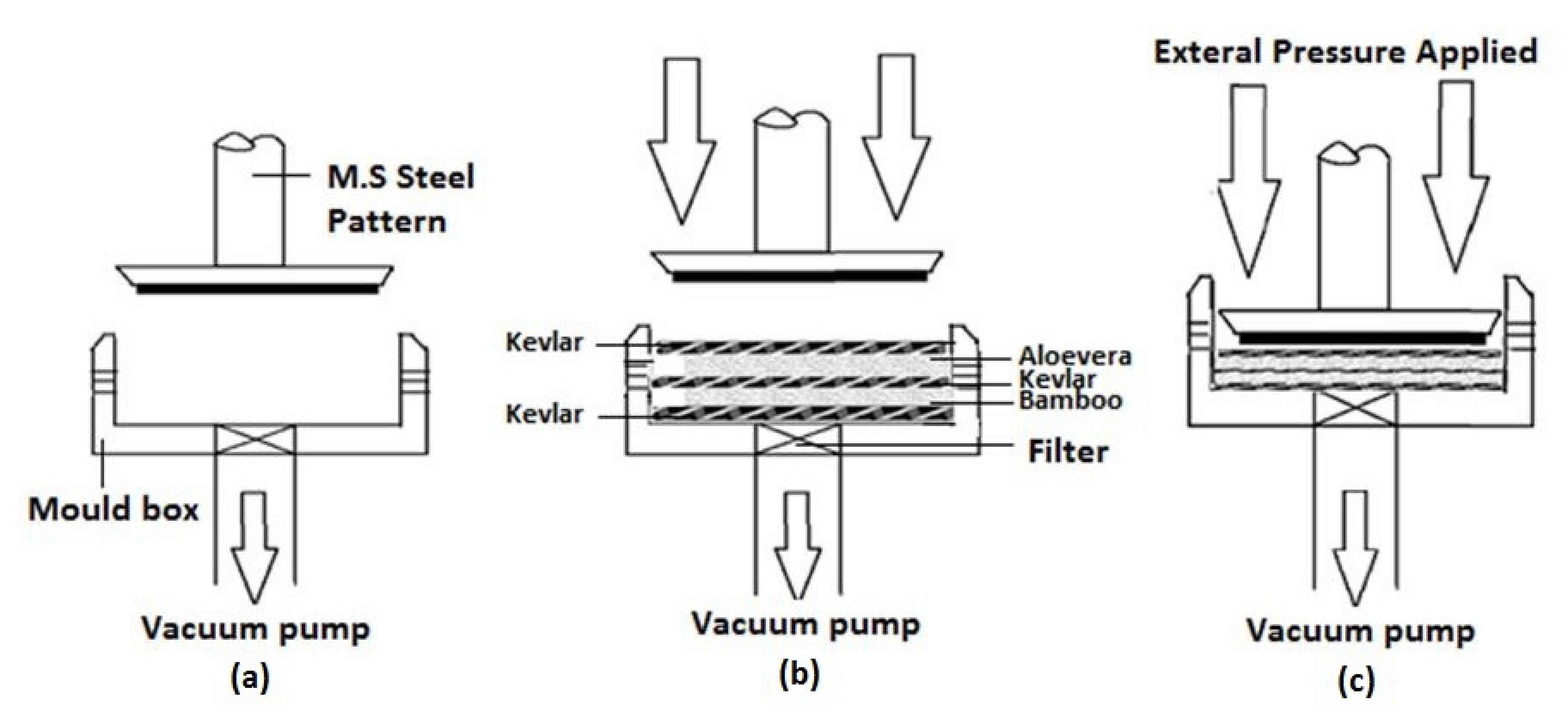
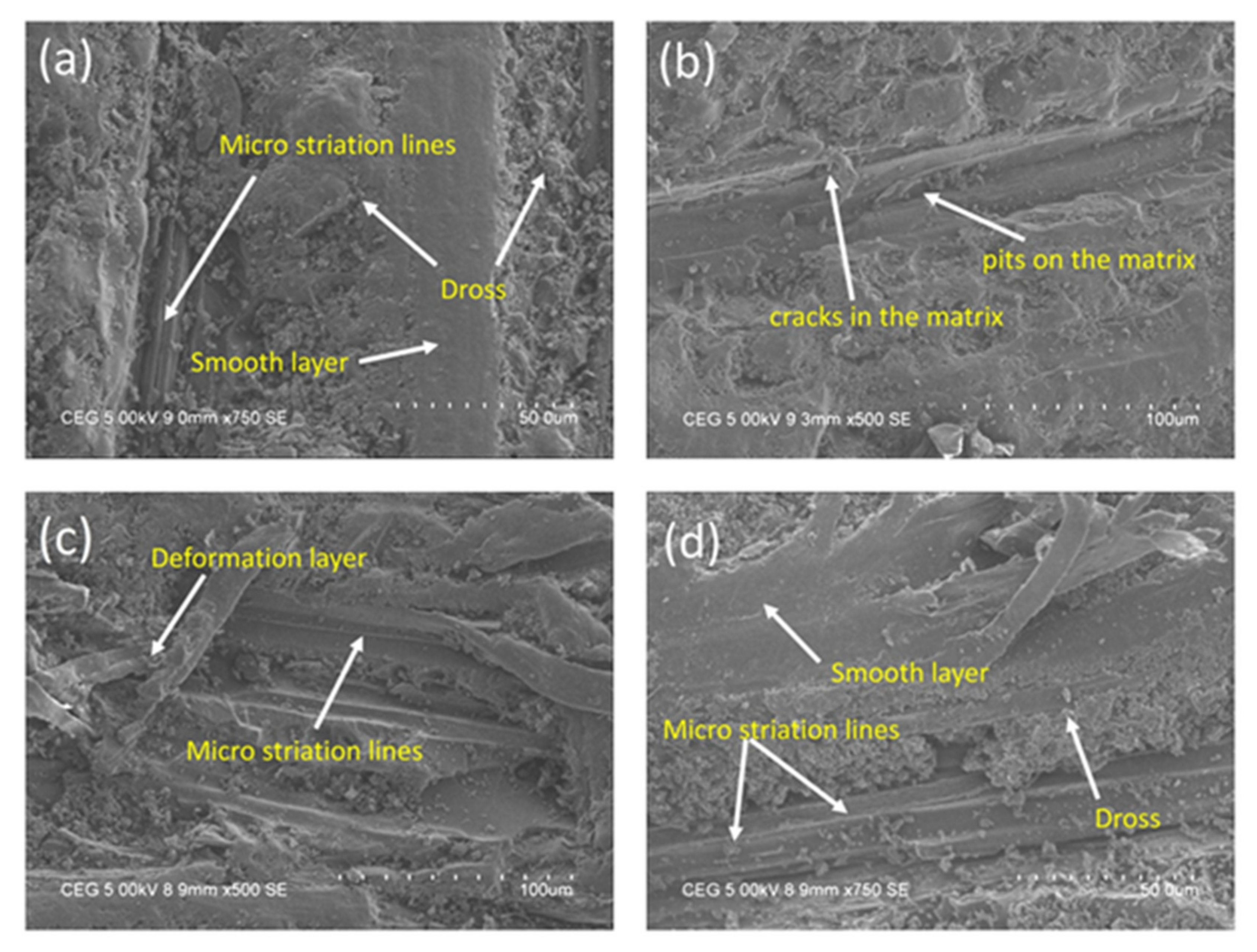
From the literature, it can be inferred that several researchers have studied the tribological properties of HPMCs through experimental studies and the adoption of several statistical approaches. However, investigations pertaining to the tribological properties of a combined Kevlar, bamboo, Aloe vera, and palm-reinforced epoxy matrix composite with different stacking sequences have not been conducted by any researchers. Therefore, the present work aimed to investigate the tribological properties, such as the specific wear rate (SWR) and the coefficient of friction (COF), of various stacking sequence, such as aloe vera and bamboo (AB), bamboo and palm (BC), and palm and aloe vera (CA), with alternate layers of Kevlar-reinforced polymer matrix composites. The composite laminates were fabricated through a custom-developed vacuum-assisted compression-molding process and the wear characteristics of different stacking-sequenced HPMCs were investigated through a dry sliding wear testing apparatus with varying loading conditions, such as applied load, sliding velocity, and sliding speed. The wear test experiments were designed and executed through a categoric factored response surface methodology-based D-optimal design. The statistical validation of the proposed experimental approach was evaluated through a multiple-variable analysis of variance (ANOVA) and normal probability residual plots. The influence of various dry sliding parameters and composite combinations on the tribological properties were studied using three-dimensional response surface plots. The optimal wear testing parameters and the composite combinations were obtained through adopting the grey relational analysis approach. Furthermore, the surface modifications of dry sliding worn out surfaces were investigated through scanning electron microscopic analysis.



 ,
, 









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}