
Surface Modification of Ammonium Polyphosphate for Enhancing Flame-Retardant Properties of Thermoplastic Polyurethane


Abstract
:1. Introduction
2. Experimental Section
2.1. Materials
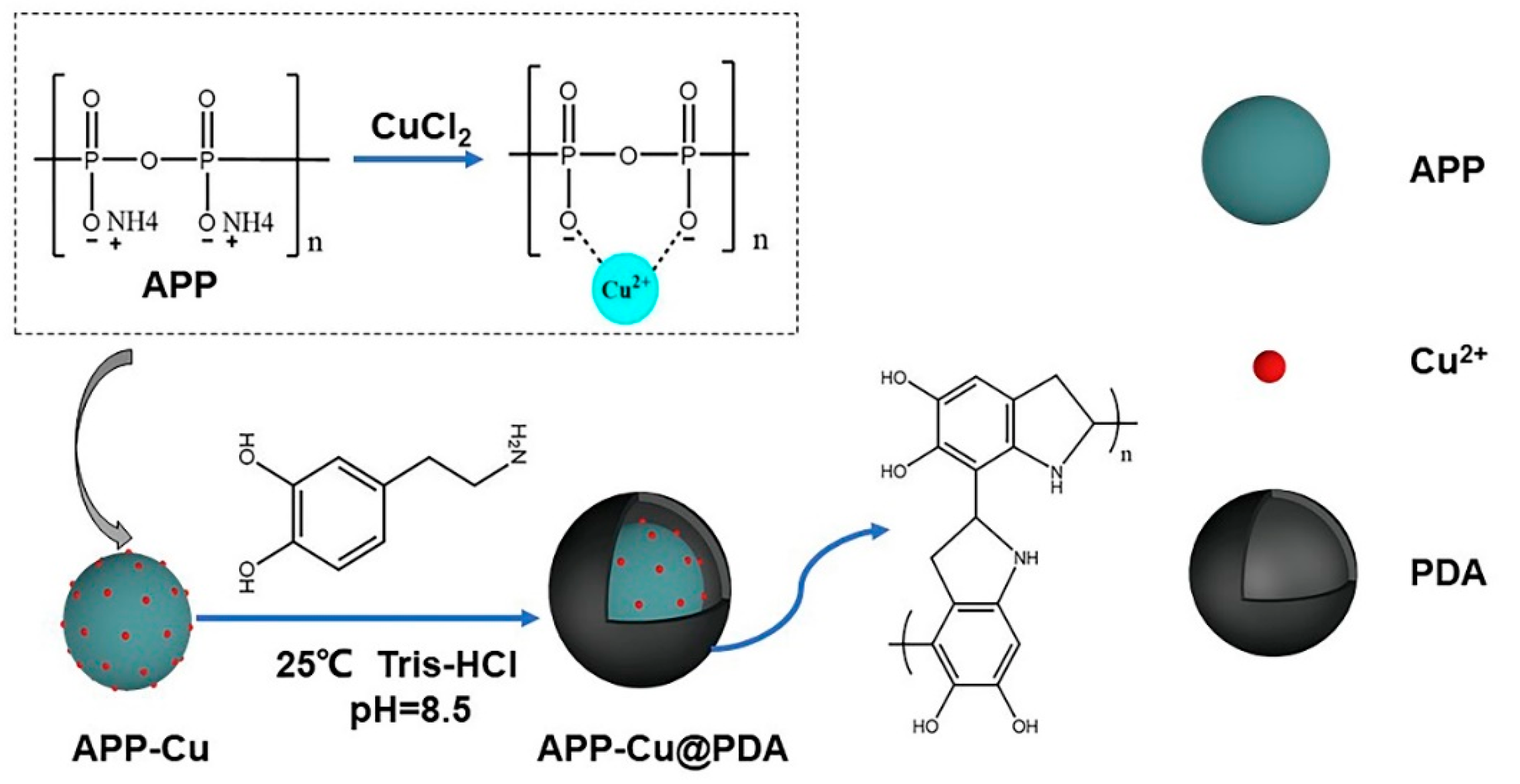
2.2. Synthesis of APP-Cu
2.3. Synthesis of APP-Cu@PDA
2.4. Preparation of Flame-Retardant TPU Composites
2.5. Measurements
3. Results and Discussion
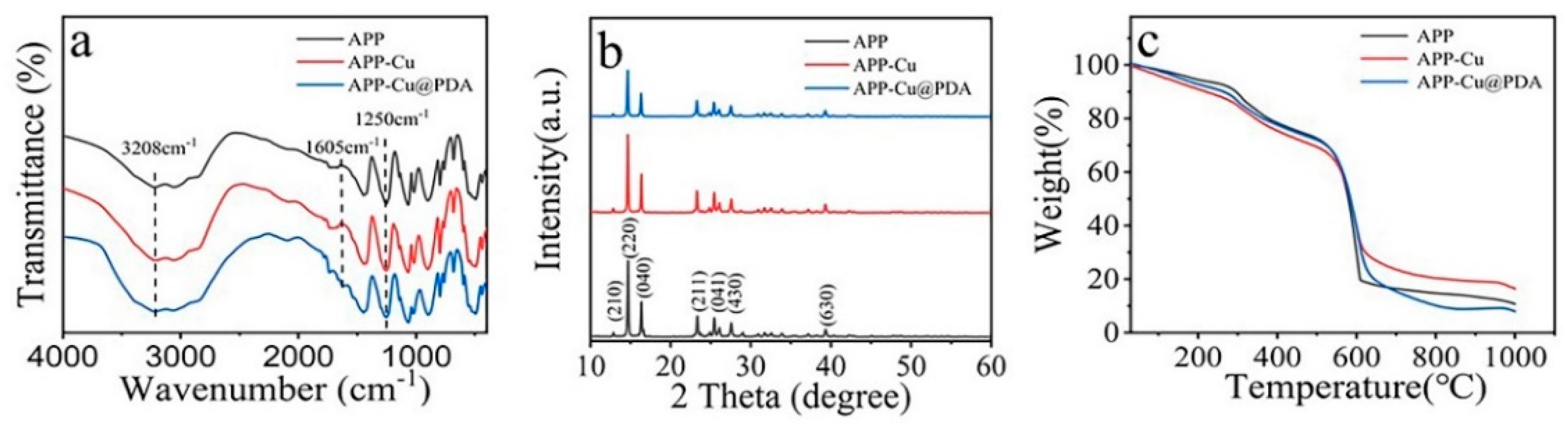
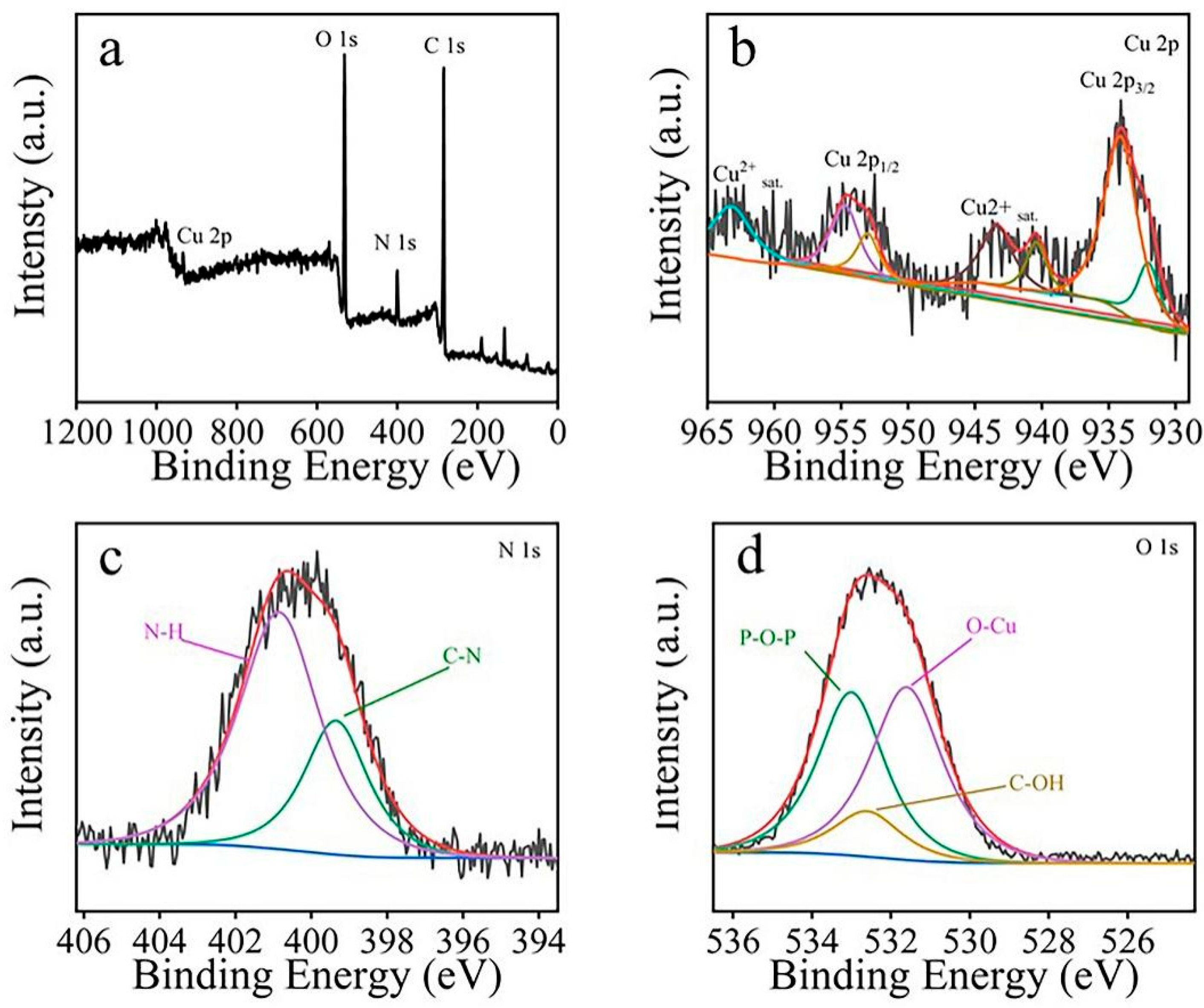
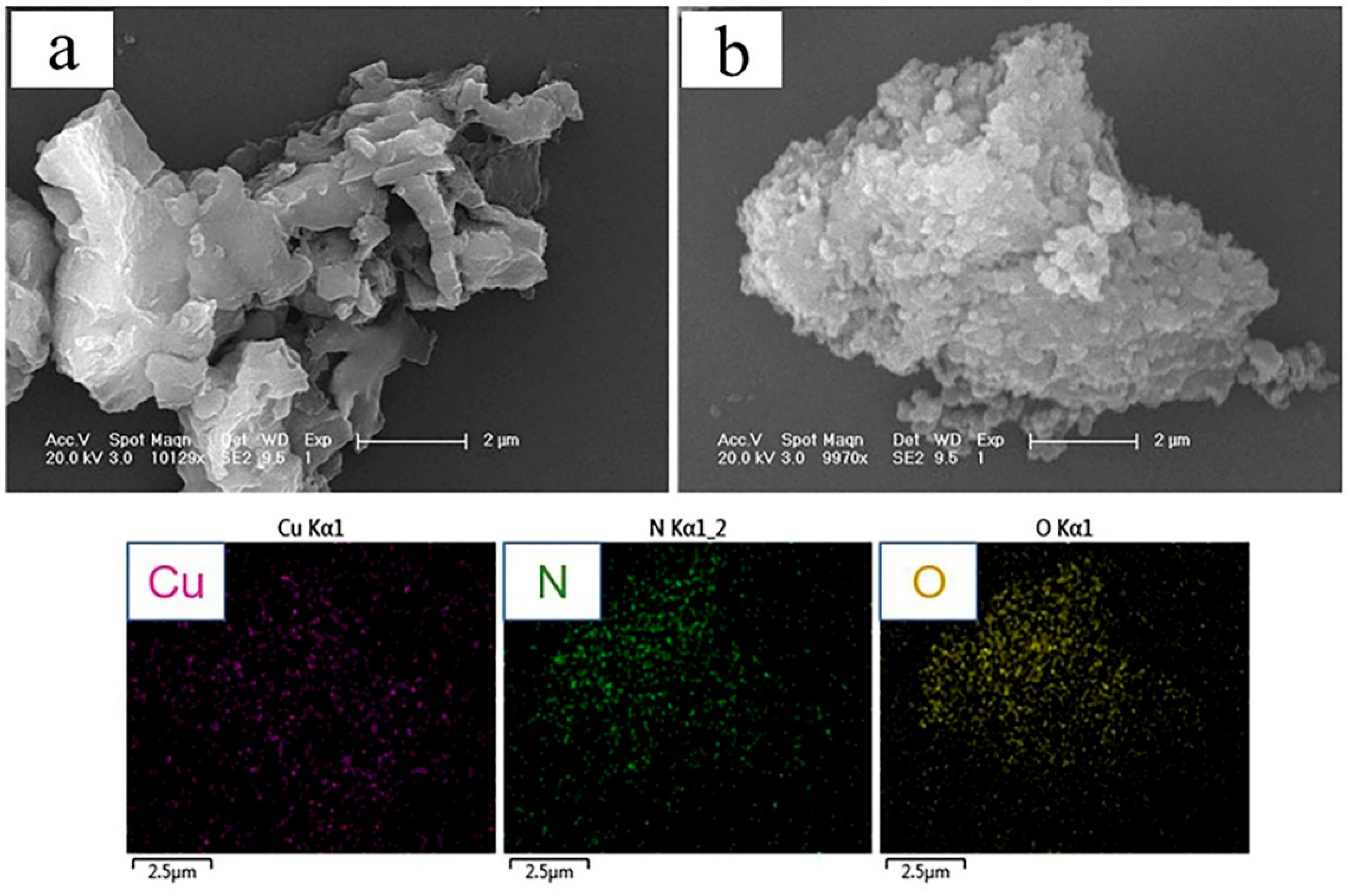
3.1. Structure of APP-Cu@PDA
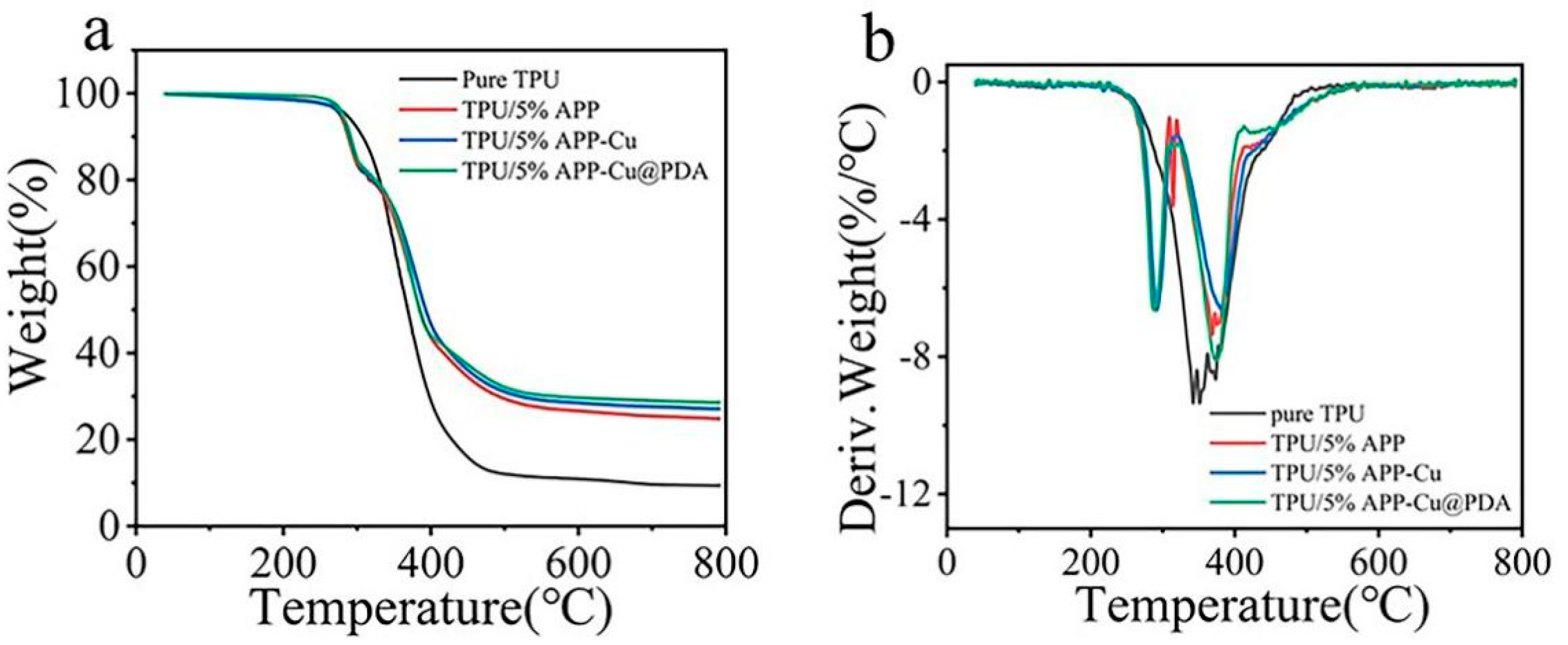
3.2. Thermal Degradation Behavior of TPU and TPU Composites
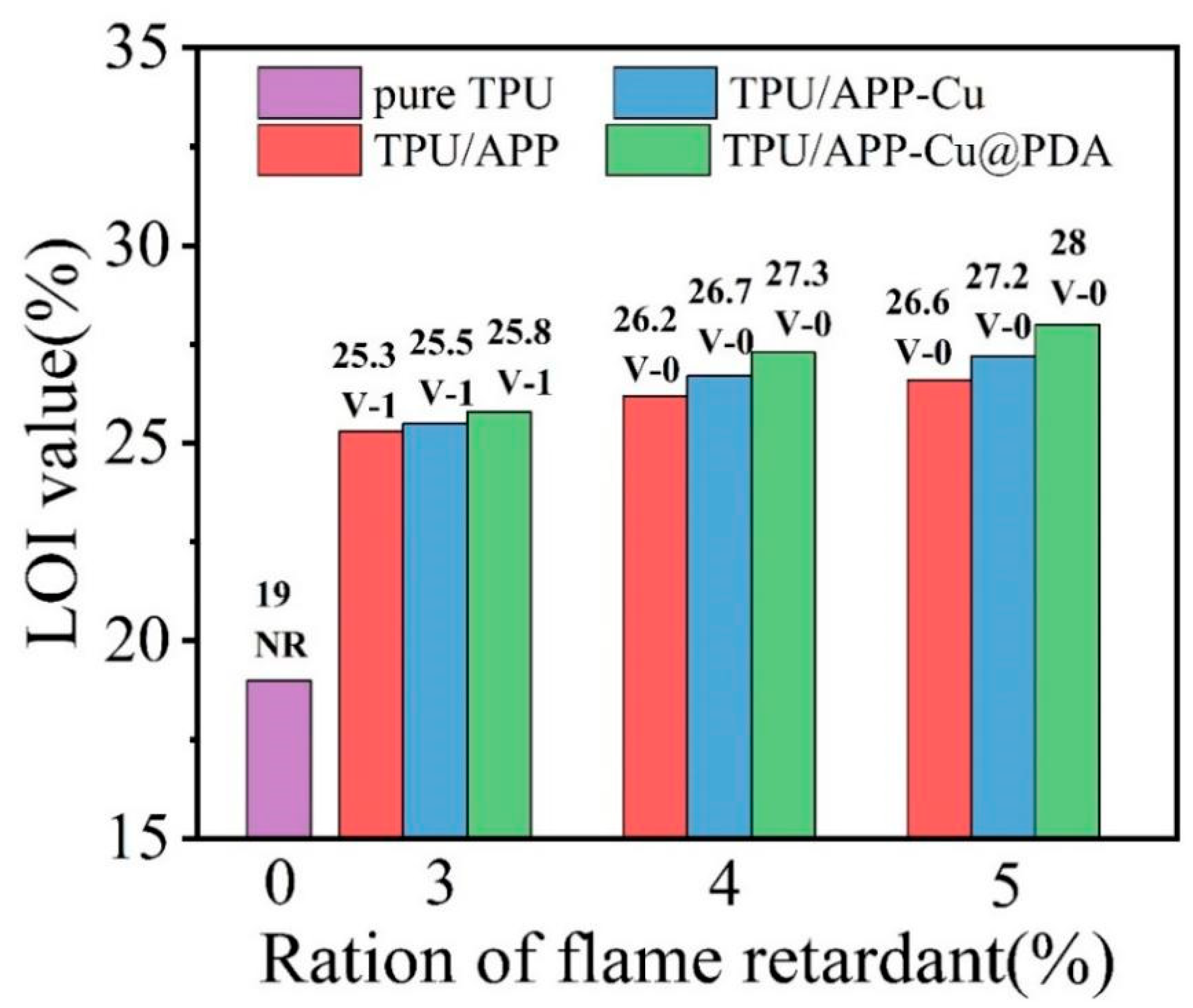
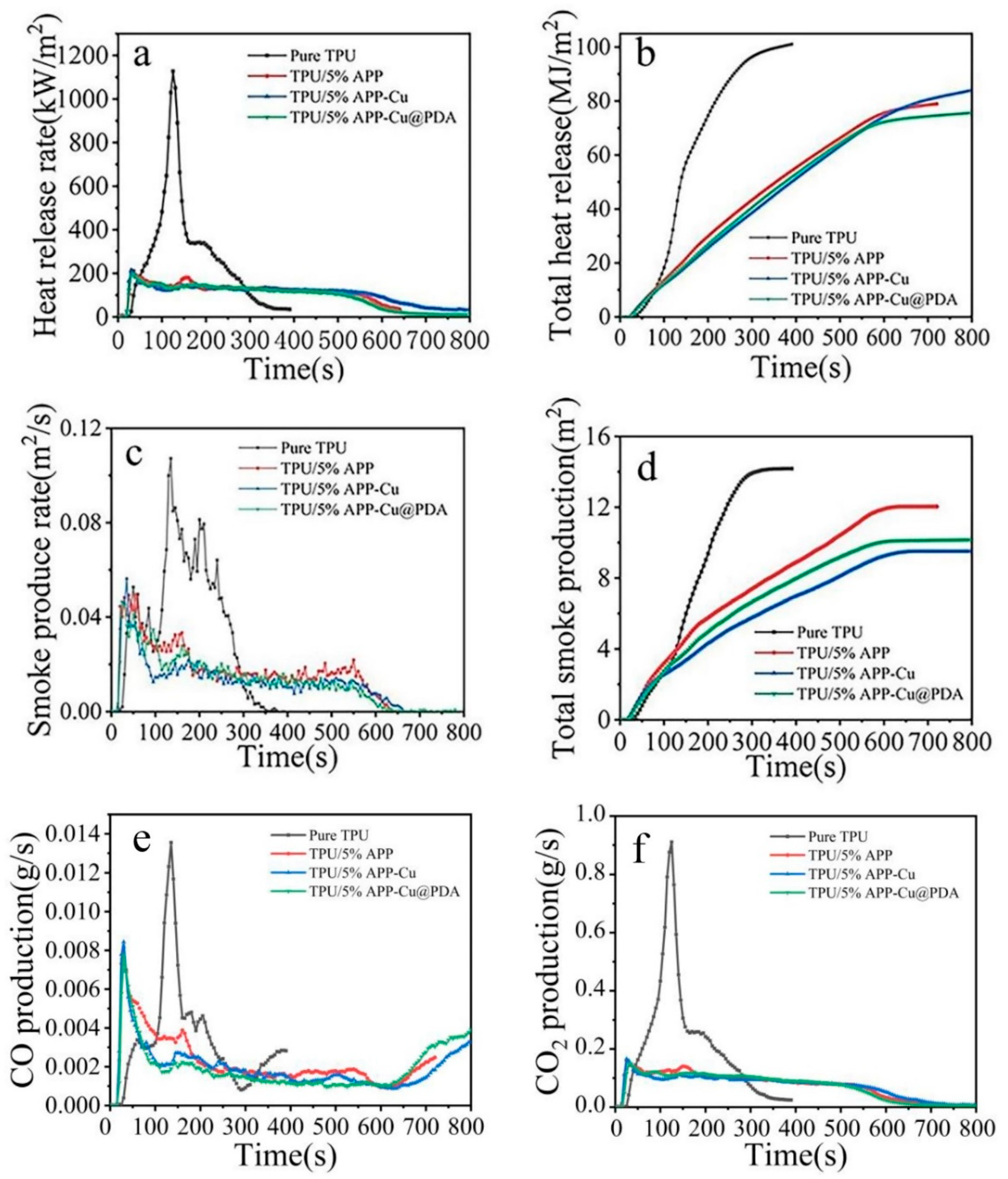
3.3. Combustion Behavior of TPU and TPU Composites
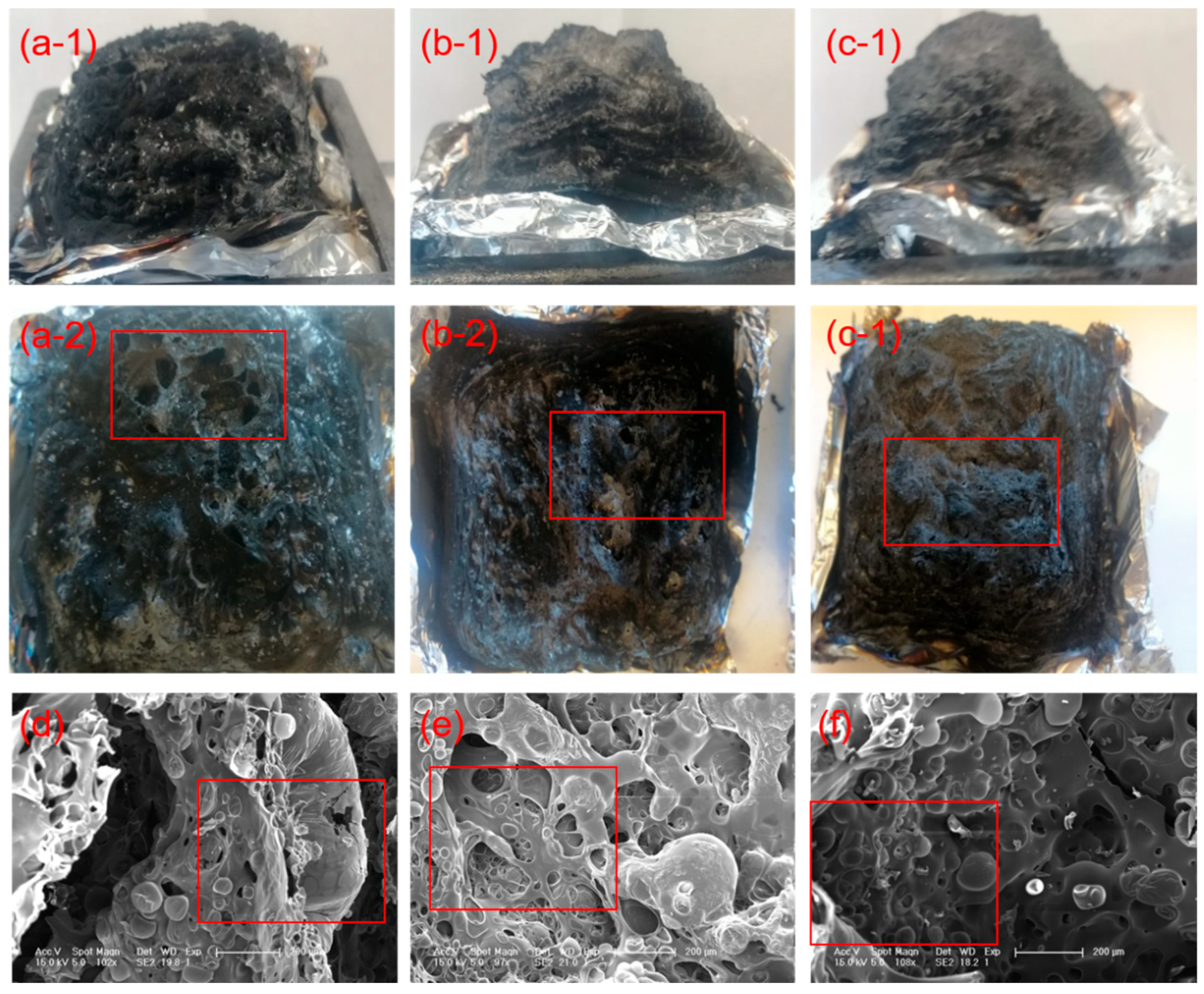
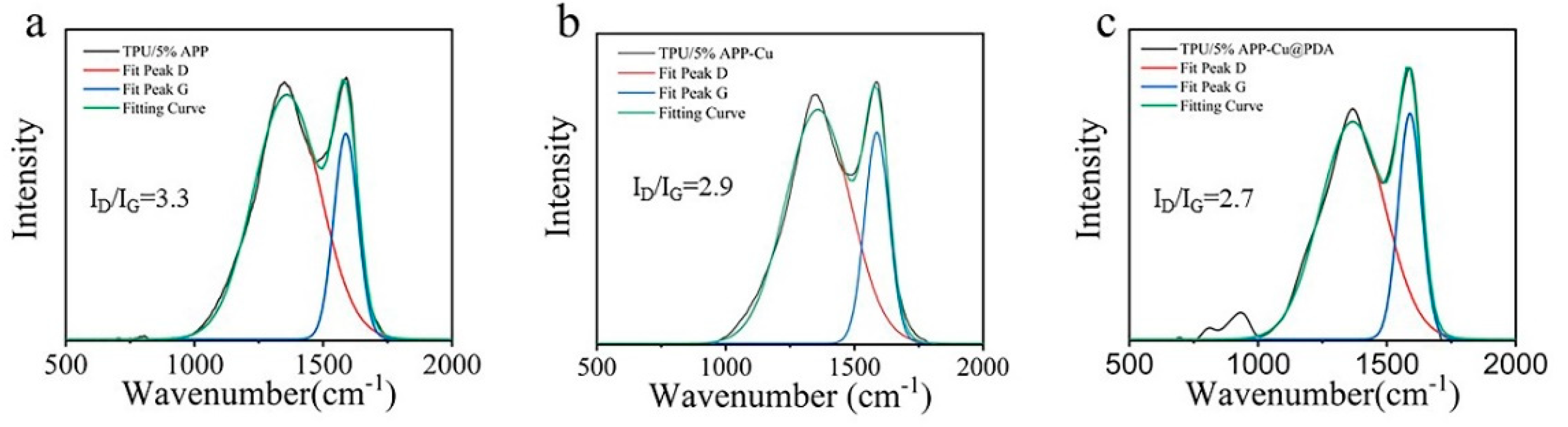
3.4. Char Layer Analysis
3.5. Mechanical Properties
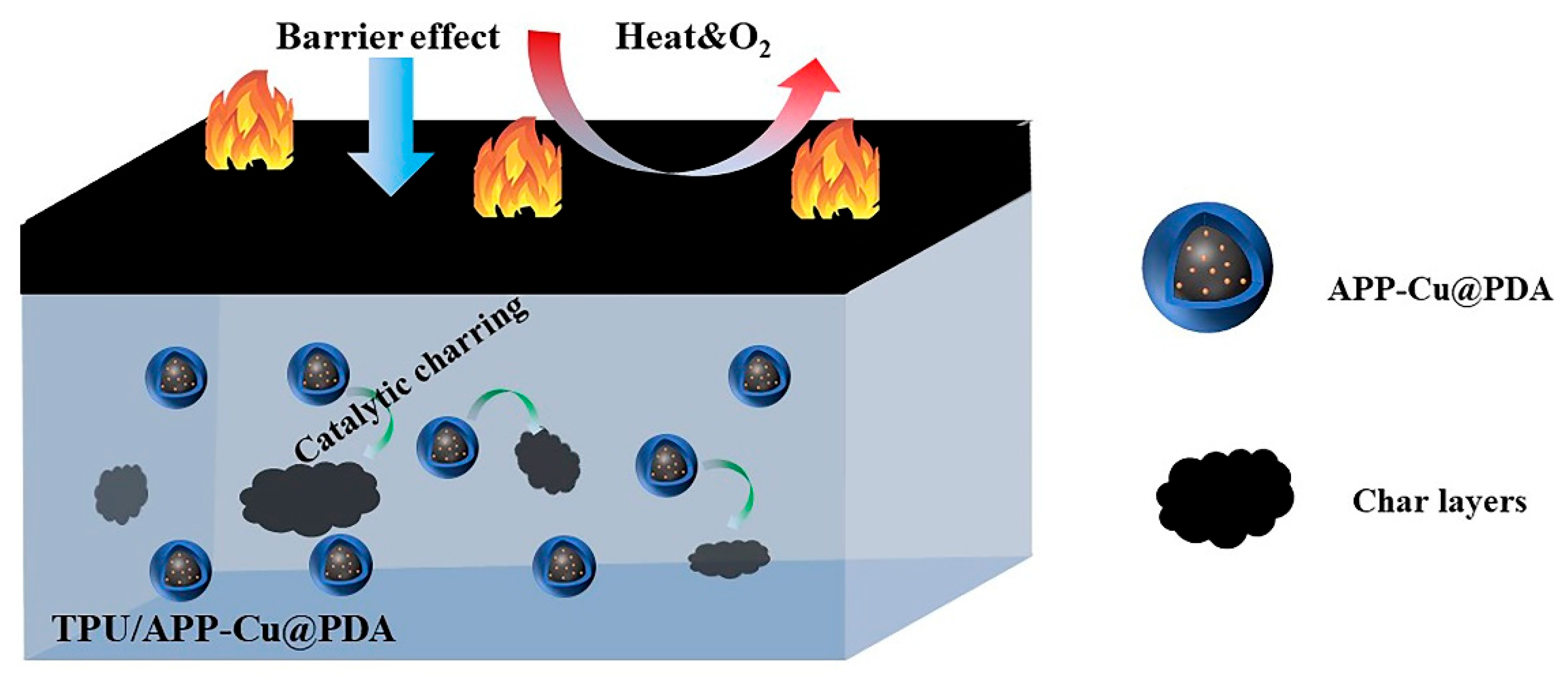
3.6. Proposed Fire-Retardant Mechanism
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, L.; Xu, Y.; He, Y.; Xu, M.; Shi, Z.; Hu, H.; Yang, Z.; Li, B. An effective mono-component intumescent flame retardant for the enhancement of water resistance and fire safety of thermoplastic polyurethane composites. Polym. Degrad. Stab. 2019, 167, 146–156. [Google Scholar] [CrossRef]
- Jiang, Y.; Zhou, W.; Jiang, M.; Liu, P.; Xu, J. Flame retardant study of formalized polyvinyl alcohol fiber coated with melamine formaldehyde resins and the synergistic effect of copper ions. Polym. Degrad. Stab. 2017, 144, 331–343. [Google Scholar] [CrossRef]
- Wang, H.; Qiao, H.; Guo, J.; Sun, J.; Li, H.; Zhang, S.; Gu, X. Preparation of cobalt-based metal organic framework and its application as synergistic flame retardant in thermoplastic polyurethane (TPU). Compos. Eng. 2020, 182, 107498. [Google Scholar] [CrossRef]
- Chen, X.; Zhang, X.; Kuang, S.; Jiao, C.; Li, S. Superior fire safety performances of chelates copper(II) salicylaldehyde complexes with intumescent flame retardant TPU. Polym. Adv. Technol. 2020, 31, 2884–2895. [Google Scholar] [CrossRef]
- Chen, X.; Chen, X.; Li, S.; Jiao, C. Copper metal-organic framework toward flame-retardant enhancement of thermoplastic polyurethane elastomer composites based on ammonium polyphosphate. Polym. Adv. Technol. 2021, 32, 2829–2842. [Google Scholar] [CrossRef]
- Chen, S.; Li, J.; Zhu, Y.; Su, S. Roles of anion of polyoxometalate-based ionic liquids in properties of intumescent flame retardant polypropylene. RSC Adv. 2014, 4, 32902–32913. [Google Scholar] [CrossRef]
- Wang, J.; Guo, Y.; Zhao, S.; Huang, R.Y.; Kong, X.J. A novel intumescent flame retardant imparts high flame retardancy to epoxy resin. Polym. Adv. Technol. 2019, 31, 932–940. [Google Scholar] [CrossRef]
- Lu, L.; Guo, N.; Qian, X.; Yang, S.; Wang, X.; Jin, J.; Shao, G. Thermal degradation and combustion behavior of intumescent flame-retardant polypropylene with novel phosphorus-based flame retardants. J. Appl. Polym. Sci. 2018, 135, 45962. [Google Scholar] [CrossRef]
- Tan, Y.; Shao, Z.B.; Chen, X.F.; Long, J.W.; Chen, L.; Wang, Y.Z. Novel Multifunctional Organic-Inorganic Hybrid Curing Agent with High Flame-Retardant Efficiency for Epoxy Resin. ACS Appl. Mater. Interfaces 2015, 7, 17919–17928. [Google Scholar] [CrossRef]
- Xiao, D.; Li, Z.; Gohs, U.; Wagenknecht, U.; Voit, B.; Wang, D.-Y. Functionalized allylamine polyphosphate as a novel multifunctional highly efficient fire retardant for polypropylene. Polym. Chem. 2017, 8, 6309–6318. [Google Scholar] [CrossRef]
- Horrocks, A.R. Developments in flame retardants for heat and fire resistant textiles—The role of char formation and intumescence. Polym. Degrad. Stab. 1996, 54, 143–154. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, H.; Sun, W.; Zhang, Z.; Li, H.; Zhang, S.; Sun, J.; Gu, X. Surface modification on ammonium polyphosphate and its enhanced flame retardancy in thermoplastic polyurethane. Polym. Adv. Technol. 2021, 32, 2879–2886. [Google Scholar] [CrossRef]
- Liu, H.; Wu, H.; Song, Q.; Zhang, J.; Li, W.; Qu, H. Core/shell structure magnesium hydroxide@polyphosphate metal salt: Preparation and its performance on the flame retardancy for ethylene vinyl acetate copolymer. J. Therm. Anal. Calorim. 2019, 141, 1341–1350. [Google Scholar] [CrossRef]
- Chen, X.; Wang, K.; Gu, Y.; Jiao, C.; Liang, H.; Li, S. Influence of nickel citrate in flame retardant thermoplastic polyurethane elastomer composites based on ammonium polyphosphate. Express Polym. Lett. 2021, 15, 445–458. [Google Scholar] [CrossRef]
- Wan, L.; Deng, C.; Chen, H.; Zhao, Z.Y.; Huang, S.C.; Wei, W.C.; Yang, A.H.; Zhao, H.B.; Wang, Y.Z. Flame-retarded thermoplastic polyurethane elastomer: From organic materials to nanocomposites and new prospects. Chem. Eng. J. 2021, 417, 129314. [Google Scholar] [CrossRef]
- Shanmugam, L.; Kazemi, E.; Rao, Z.; Lu, D.; Wang, X.; Wang, B.; Yang, L.; Yang, J. Enhanced Mode I fracture toughness of UHMWPE fabric/thermoplastic laminates with combined surface treatments of polydopamine and functionalized carbon nanotubes. Compos. Part B 2019, 178, 107450. [Google Scholar] [CrossRef]
- Cho, J.H.; Vasagar, V.; Shanmuganathan, K.; Jones, A.R.; Nazarenko, S.; Ellison, C.J. Bioinspired Catecholic Flame Retardant Nanocoating for Flexible Polyurethane Foams. Chem. Mater. 2015, 27, 6784–6790. [Google Scholar] [CrossRef]
- Lin, Z.; Liu, L.; Wang, W.; Jia, L.; Shen, Y.; Zhang, X.; Ge, D.; Shi, W.; Sun, Y. The role and mechanism of polydopamine and cuttlefish ink melanin carrying copper ion nanoparticles in antibacterial properties and promoting wound healing. Biomater. Sci. 2021, 9, 5951–5964. [Google Scholar] [CrossRef]
- Zhang, L.; Wang, Q.; Jian, R.K.; Wang, D.Y. Bioinspired iron-loaded polydopamine nanospheres as green flame retardants for epoxy resin via free radical scavenging and catalytic charring. J. Mater. Chem. A 2020, 8, 2529–2538. [Google Scholar] [CrossRef]
- Li, Z.; Liu, L.; Jiménez González, A.; Wang, D.Y. Bioinspired polydopamine-induced assembly of ultrafine Fe(OH)3 nanoparticles on halloysite toward highly efficient fire retardancy of epoxy resin via an action of interfacial catalysis. Polym. Chem. 2017, 8, 3926–3936. [Google Scholar] [CrossRef]
- Zhu, S.; Wang, W.; Islam, Z.; Fu, Y.; Dong, Y. Polydopamine modified ammonium polyphosphate modified shape memory water-borne epoxy composites with photo-responsive flame retardant property. J. Appl. Polym. Sci. 2020, 138, 49696. [Google Scholar] [CrossRef]
- Bi, Q.; Yao, D.; Yin, G.Z.; You, J.; Liu, X.Q.; Wang, N.; Wang, D.Y. Surface engineering of magnesium hydroxide via bioinspired iron-loaded polydopamine as green and efficient strategy to epoxy composites with improved flame retardancy and reduced smoke release. React. Funct. Polym. 2020, 155, 104690. [Google Scholar] [CrossRef]
- Song, G.; Sun, Y.; Liu, T.; Zhang, X.; Zeng, Z.; Wang, R.; Li, P.; Li, C.; Jiang, G. Transdermal delivery of Cu-doped polydopamine using microneedles for photothermal and chemodynamic synergistic therapy against skin melanoma. Chem. Eng. J. 2021, 426, 130790. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, X.; Li, A.; Li, M. Intumescent flame retardant-derived P,N co-doped porous carbon as an efficient electrocatalyst for the oxygen reduction reaction. Chem. Commun. 2015, 51, 14801–14804. [Google Scholar] [CrossRef] [PubMed]
- Shao, Z.B.; Cui, J.; Li, X.L.; Díaz Palencia, J.L.; Wang, D.Y. Chemically inorganic modified ammonium polyphosphate as eco-friendly flame retardant and its high fire safety for epoxy resin. Compos. Commun. 2021, 28, 100959. [Google Scholar] [CrossRef]
- Wang, N.; Teng, H.; Zhang, X.; Zhang, J.; Li, L.; Zhang, J.; Fang, Q. Synthesis of a Carrageenan-Iron Complex and Its Effect on Flame Retardancy and Smoke Suppression for Waterborne Epoxy. Polymers 2019, 11, 1677. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, W.; Chen, X.; Gu, Y.; Jiao, C. Synergistic fire safety effect between nano-CuO and ammonium polyphosphate in thermoplastic polyurethane elastomer. J. Therm. Anal. Calorim. 2017, 131, 3175–3183. [Google Scholar] [CrossRef]
- Shao, Z.B.; Zhang, J.; Jian, R.K.; Sun, C.C.; Li, X.L.; Wang, D.Y. A strategy to construct multifunctional ammonium polyphosphate for epoxy resin with simultaneously high fire safety and mechanical properties. Composites Part A 2021, 149, 106529. [Google Scholar] [CrossRef]
- Zhang, L.; Li, Z.; Wang, D.Y. Polydopamine-assisted strategies for preparation of fire-safe polymeric materials: A review. Eur. Polym. J. 2020, 138, 109973. [Google Scholar] [CrossRef]
- Wang, S.; Shi, M.; Yang, W.; Yan, H.; Zhang, C.; An, Y.; Zhang, F. Experimental investigation of flame retardancy and mechanical properties of APP/EG/TPU multilayer composites prepared by microlayer coextrusion technology. J. Appl. Polym. Sci. 2021, 138, 50219. [Google Scholar] [CrossRef]
- Chen, X.; Wei, Z.; Wang, W.; Jiao, C. Properties of flame-retardant TPU based on para-aramid fiber modified with iron diethyl phosphinate. Polym. Adv. Technol. 2019, 30, 170–178. [Google Scholar] [CrossRef] [Green Version]
- Jiao, C.; Li, M.; Chen, X.; Li, S. Flame retardancy and thermal decomposition behavior of TPU/chitosan composites. Polym. Adv. Technol. 2020, 31, 178–188. [Google Scholar] [CrossRef]
- Chen, X.; Zhang, X.; Zhang, X.; Jiao, C. Influence of isopropyl tris(dioctylphosphoryloxy) titanate for flame-retardant TPU based on oyster shell powder. J. Therm. Anal. Calorim. 2019, 139, 197–206. [Google Scholar] [CrossRef]
- Chen, K.; Yang, D.; Shi, Y.; Feng, Y.; Fu, L.; Liu, C.; Chen, M.; Yang, F. Synergistic function of N-P-Cu containing supermolecular assembly networks in intumescent flame retardant thermoplastic polyurethane. Polym. Adv. Technol. 2021, 32, 4450–4463. [Google Scholar] [CrossRef]
- Xu, W.; Cheng, Z.; Zhong, D.; Qin, Z.; Zhou, N.; Li, W. Effect of two-dimensional zeolitic imidazolate frameworks-L on flame retardant property of thermoplastic polyurethane elastomers. Polym. Adv. Technol. 2021, 32, 2072–2081. [Google Scholar] [CrossRef]
- Li, H.; Meng, D.; Qi, P.; Sun, J.; Li, H.; Gu, X.; Zhang, S. Fabrication of a hybrid from metal organic framework and sepiolite (ZIF-8@SEP) for reducing the fire hazards in thermoplastic polyurethane. Appl. Clay Sci. 2022, 216, 106376. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Code | TPU/g | APP/g | APP-Cu/g | APP-Cu@PDA/g |
|---|---|---|---|---|
| Pure TPU | 100 | / | / | / |
| TPU/3%APP | 97 | 3 | / | / |
| TPU/4%APP | 96 | 4 | / | / |
| TPU/5%APP | 95 | 5 | / | / |
| TPU/3%APP-Cu | 97 | / | 3 | / |
| TPU/4%APP-Cu | 96 | / | 4 | / |
| TPU/5%APP-Cu | 95 | / | 5 | / |
| TPU/3%APP-Cu@PDA | 97 | / | / | 3 |
| TPU/4%APP-Cu@PDA | 96 | / | / | 4 |
| TPU/5%APP-Cu@PDA | 95 | / | / | 5 |
| Sample | T5wt% (°C) | Tmax (°C) | C800 (%) |
|---|---|---|---|
| Pure TPU | 285 | 351 | 9.4 |
| TPU/5% APP | 276 | 369 | 24.8 |
| TPU/5%APP-Cu | 277 | 379 | 27.1 |
| TPU/5%APP-Cu@PDA | 279 | 373 | 28.6 |
| Sample | TTI (s) | pHRR (kW/m2) | THR (MJ/m2) | pSPR (m2/s) | TSP (m2) | FPI (s m2/kW) | Residue (%) |
|---|---|---|---|---|---|---|---|
| Pure TPU | 27 | 1127 | 101.1 | 0.11 | 14.2 | 0.024 | 8.5 |
| TPU/5%APP | 21 | 212 | 77.2 | 0.05 | 12.0 | 0.099 | 18.3 |
| TPU/5%APP-Cu | 22 | 227 | 84.0 | 0.05 | 9.5 | 0.097 | 22.8 |
| TPU/5%APP-Cu@PDA | 25 | 196 | 75.7 | 0.05 | 10.1 | 0.127 | 23.0 |
| Sample | Ts (MPa) | Eb (%) |
|---|---|---|
| Pure TPU | 28.9 ± 2.3 | 1310 ± 42 |
| TPU/5%APP | 20.0 ± 0.6 | 991 ± 24 |
| TPU/5%APP-Cu | 25.3 ± 0.3 | 1127 ± 71 |
| TPU/5%APP-Cu@PDA | 28.6 ± 0.4 | 1361 ± 5 |
| Year | Sample | Bio-Based Supporter | FR | LOI Increase (%) | pHRR Decrease (%) | Ref. |
|---|---|---|---|---|---|---|
| 2018 | TPU/para-aramid fiber-Fe | NO | Para-aramid fiber-Fe | 11.8 | 57.6 | [31] |
| 2019 | TPU/CS | YES | CS | - | 65.9 | [32] |
| 2019 | TPU/oyster shell powder/isopropyl tris(dioctylphosphoryloxy) titanate | NO | isopropyl tris(dioctylphosphoryloxy) titanate | 6.5 | 67.5 | [33] |
| 2021 | TPU/SiAPP/MPCSN | NO | SiAPP/MPCSN | 29 | 68.7 | [34] |
| 2021 | TPU/Zn&Co-ZIF-L | NO | Zn&Co-ZIF-L | 9.7 | 43.8 | [35] |
| 2022 | TPU/8.0AHP/1.0ZIF-8@SEP | NO | ZIF-8@SEP | 20.3 | 78.9 | [36] |
| 2022 | TPU/APP-Cu@PDA | YES | APP-Cu@PDA | 32.1 | 82.0 | This work |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Z.; Jiang, Y.; Yang, X.; Zhao, J.; Fu, W.; Wang, N.; Wang, D.-Y. Surface Modification of Ammonium Polyphosphate for Enhancing Flame-Retardant Properties of Thermoplastic Polyurethane. Materials 2022, 15, 1990. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15061990
Wang Z, Jiang Y, Yang X, Zhao J, Fu W, Wang N, Wang D-Y. Surface Modification of Ammonium Polyphosphate for Enhancing Flame-Retardant Properties of Thermoplastic Polyurethane. Materials. 2022; 15(6):1990. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15061990
Chicago/Turabian StyleWang, Zhiwen, Yan Jiang, Xiaomei Yang, Junhuan Zhao, Wanlu Fu, Na Wang, and De-Yi Wang. 2022. "Surface Modification of Ammonium Polyphosphate for Enhancing Flame-Retardant Properties of Thermoplastic Polyurethane" Materials 15, no. 6: 1990. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15061990