
Wear Analysis of Additively Manufactured Slipper-Retainer in the Axial Piston Pump

 , , , and
, , , and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Material Type Detection
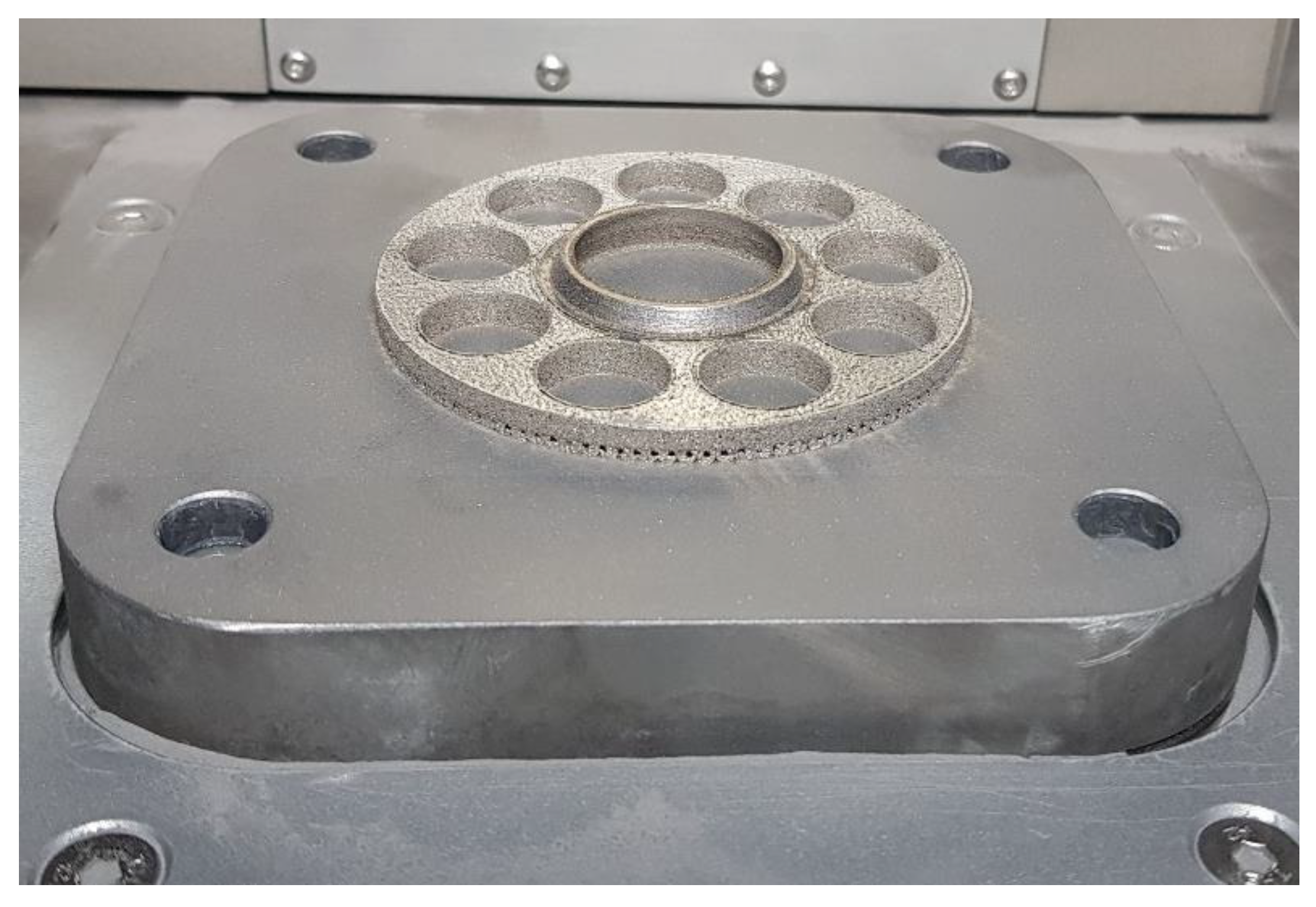
2.2. Manufacturing Process Description
3. Experimental
3.1. Material Detection
3.2. Hydraulic Tests Methodology
- 0 stage (preliminary test), the pump was operating without any load for one hour, the operating pressure was generated only by losses in the hydraulic system.
- 1st and 2nd stage, the pump was operating with a load of a 50, and 75 bars for eight h, respectively.
- 3rd stage, the pump was operating with a load of about 100 bars for 16 h.
- 4th stage, the pump was operating with a load of 125 bars for 32 h.
- 5th stage, the pump was operating with a load of 150 bars for 35 h.
3.3. Test Station
3.4. Microscopic Investigation
4. Results and Discussion
5. Conclusions
- The postprocessing of the AM parts, based only on the sandblasting process, allows for the successful exploitation of the pump in safe mode, however, at the same time, it is not sufficient to properly reduce the surface roughness. The further grinding (even manual) of the cooperating surface could significantly reduce the total wear.
- The surface roughness of the additive manufactured retainer guide has been decreased after exploitation in 125 bar of the pump load. Persisting the load on the level of 125 bars for 32 h allowed a reduction in the surface roughness of a value of 67%.
- After exceeding the load value above 125 bars (which is 45% of the nominal pressure), the surface roughness of the slipper-retainer spherical surface started to increase.
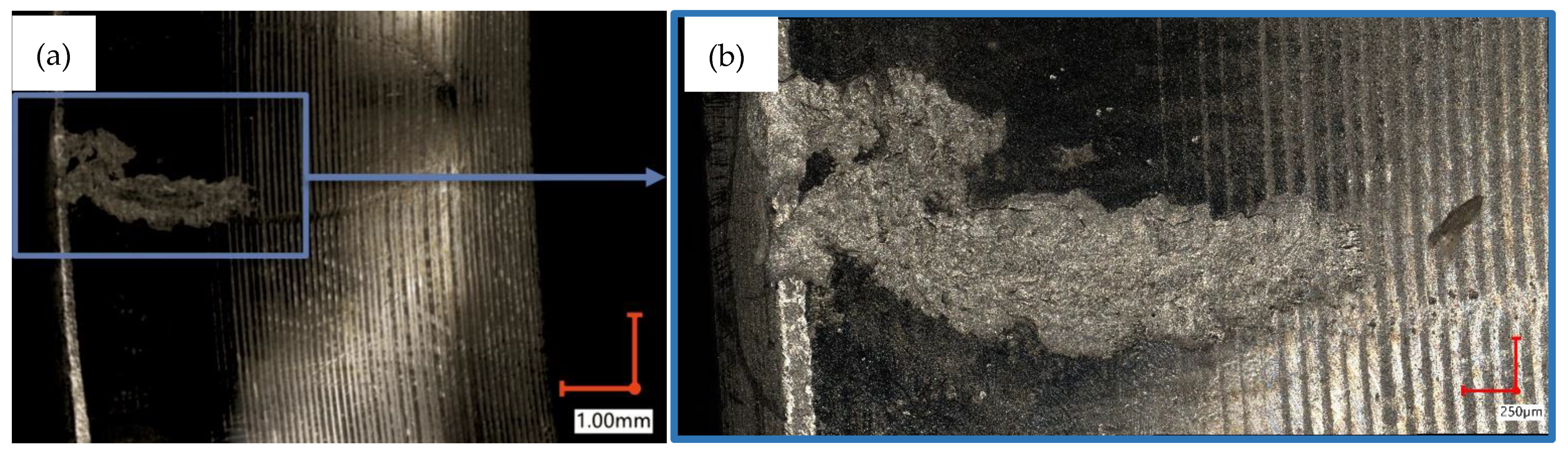
- Exceeding the total load value equal to 150 bars caused significant wear of the retainer guide, which has a spalling-like character.
- After 32 h of pump operation time with 125 bar pressure (total operating time 65 h), the pump operating parameters were consistent with theoretical ones. A rise in the system pressure (to 150 bars) resulted in significant wear. With the growing wear of the elements of the pump, the operation parameters deteriorated.
- Additive manufactured spare parts obtained with the use of PBF technologies dedicated to metallic powders allows the continuation of the exploitation of such devices as hydraulic pumps, until the arrival of a new pump delivery.
- Due to the significant wear of the elements, this solution is not recommended for fragile and precise systems. The debris in oil may have caused damages to the other parts. To avoid that problem, an additional filter in the system is recommended.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Frandsen, C.S.; Nielsen, M.M.; Chaudhuri, A.; Jayaram, J.; Govindan, K. In search for classification and selection of spare parts suitable for additive manufacturing: A literature review. Int. J. Prod. Res. 2020, 58, 970–996. [Google Scholar] [CrossRef]
- Rokicki, P.; Kozik, B.; Budzik, G.; Dziubek, T.; Bernaczek, J.; Przeszlowski, L.; Markowska, O.; Sobolewski, B.; Rzucidlo, A. Manufacturing of aircraft engine transmission gear with SLS (DMLS) method. Aircr. Eng. Aerosp. Technol. 2016, 88, 397–403. [Google Scholar] [CrossRef]
- Hopkinson, N.; Dickens, P. Rapid prototyping for direct manufacture. Rapid Prototyp. J. 2001, 7, 197–202. [Google Scholar] [CrossRef] [Green Version]
- Chlebus, E. Technologies in rapid product development. Bull. Pol. Acad. Sci. Tech. Sci. 2007, 55, 71–83. [Google Scholar]
- Kochan, A. Rapid prototyping trends. Rapid Prototyp. J. 1997, 3, 150–152. [Google Scholar] [CrossRef]
- Platek, P.; Damaziak, K.; Malachowski, J.; Kupidura, P.; Wozniak, R.; Zahor, M. Numerical study of modular 5.56 mm standard assault rifle referring to dynamic characteristics. Def. Sci. J. 2015, 65, 431–437. [Google Scholar] [CrossRef] [Green Version]
- Malachowski, J.; Damaziak, K.; Platek, P.; Sarzynski, M.; Kupidura, P.; Wozniak, R.; Zahor, M. Numerical and experimental failure analysis of rifle extractor. Eng. Fail. Anal. 2016, 62, 112–127. [Google Scholar] [CrossRef]
- Borsuk-Nastaj, B.; Młynarski, M. Zastosowanie technologii selektywnego topienia laserem (SLM) w wykonawstwie stałych uzupełnień protetycznych. Protet. Stomatol. 2012, 62, 203–210. [Google Scholar] [CrossRef]
- Ruffo, M.; Tuck, C.; Hague, R. Make or buy analysis for rapid manufacturing. Rapid Prototyp. J. 2007, 13, 23–29. [Google Scholar] [CrossRef]
- Bajaj, P.; Hariharan, A.; Kini, A.; Kürnsteiner, P.; Raabe, D.; Jägle, E.A. Steels in additive manufacturing: A review of their microstructure and properties. Mater. Sci. Eng. A 2020, 772, 138633. [Google Scholar] [CrossRef]
- Kluczyński, J.; Śnieżek, L.; Grzelak, K.; Janiszewski, J.; Płatek, P.; Torzewski, J.; Szachogłuchowicz, I.; Gocman, K. Influence of Selective Laser Melting Technological Parameters on the Mechanical Properties of Additively Manufactured Elements Using 316L Austenitic Steel. Materials 2020, 13, 1449. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kluczyński, J.; Śniezek, L.; Grzelak, K.; Torzewski, J.; Szachogłuchowicz, I.; Wachowski, M.; Łuszczek, J. Crack growth behavior of additively manufactured 316L steel-influence of build orientation and heat treatment. Materials 2020, 13, 3259. [Google Scholar] [CrossRef] [PubMed]
- Kluczyński, J.; Śnieżek, L.; Grzelak, K.; Oziębło, A.; Perkowski, K. Hot isostatic pressing influence on the mechanical properties of selectively laser-melted 316L steel. Bull. Pol. Acad. Sci. Tech. Sci. 2020, 68, 1413–1424. [Google Scholar] [CrossRef]
- Śniezek, L.; Grzelak, K.; Torzewski, J.; Kluczyński, J. Study of the mechanical properties components made by SLM additive technology. In Proceedings of the 11th International Conference on Intelligent Technologies in Logistics and Mechatronics Systems, ITELMS 2016, Panevezys, Lithuania, 29–30 April 2016; pp. 145–153. [Google Scholar]
- Sienkiewicz, J.; Płatek, P.; Jiang, F.; Sun, X.; Rusinek, A. Investigations on the Mechanical Response of Gradient Lattice Structures Manufactured via SLM. Metals 2020, 10, 213. [Google Scholar] [CrossRef] [Green Version]
- Płatek, P.; Rajkowski, K.; Cieplak, K.; Sarzyński, M.; Małachowski, J.; Woźniak, R.; Janiszewski, J. Deformation process of 3D printed structures made from flexible material with different values of relative density. Polymers 2020, 12, 2120. [Google Scholar] [CrossRef]
- Suryawanshi, J.; Prashanth, K.G.; Ramamurty, U. Mechanical behavior of selective laser melted 316L stainless steel. Mater. Sci. Eng. A 2017, 696, 113–121. [Google Scholar] [CrossRef]
- Jones, J.B.; Wimpenny, D.I.; Gibbons, G.J. Additive manufacturing under pressure. Rapid Prototyp. J. 2015, 21, 89–97. [Google Scholar] [CrossRef]
- Verboeket, V.; Krikke, H. Additive Manufacturing: A Game Changer in Supply Chain Design. Logistics 2019, 3, 13. [Google Scholar] [CrossRef] [Green Version]
- Małek, M.; Łasica, W.; Kadela, M.; Kluczyński, J.; Dudek, D. Physical and Mechanical Properties of Polypropylene Fibre-Reinforced Cement–Glass Composite. Materials 2021, 14, 637. [Google Scholar] [CrossRef]
- Rickenbacher, L.; Spierings, A.; Wegener, K. An integrated cost-model for selective laser melting (SLM). Rapid Prototyp. J. 2013, 19, 208–214. [Google Scholar] [CrossRef]
- Burkhart, M.; Aurich, J.C. Framework to predict the environmental impact of additive manufacturing in the life cycle of a commercial vehicle. Procedia CIRP 2015, 29, 408–413. [Google Scholar] [CrossRef]
- Short, D.B.; Sirinterlikci, A.; Badger, P.; Artieri, B. Environmental, health, and safety issues in rapid prototyping. Rapid Prototyp. J. 2015, 21, 105–110. [Google Scholar] [CrossRef]
- Paris, H.; Mokhtarian, H.; Coatanéa, E.; Museau, M.; Ituarte, I.F. Comparative environmental impacts of additive and subtractive manufacturing technologies. CIRP Ann.—Manuf. Technol. 2016, 65, 29–32. [Google Scholar] [CrossRef]
- Lifset, R. 3D Printing and Industrial Ecology. J. Ind. Ecol. 2017, 21, S6–S8. [Google Scholar] [CrossRef] [Green Version]
- Yang, S.; Page, T.; Zhang, Y.; Zhao, Y.F. Towards an automated decision support system for the identification of additive manufacturing part candidates. J. Intell. Manuf. 2020, 31, 1917–1933. [Google Scholar] [CrossRef]
- Hapuwatte, B.; Seevers, K.D.; Badurdeen, F.; Jawahir, I.S. Total Life Cycle Sustainability Analysis of Additively Manufactured Products. Procedia CIRP 2016, 48, 376–381. [Google Scholar] [CrossRef] [Green Version]
- Peng, T.; Wang, Y.; Zhu, Y.; Yang, Y.; Yang, Y.; Tang, R. Life cycle assessment of selective-laser-melting-produced hydraulic valve body with integrated design and manufacturing optimization: A cradle-to-gate study. Addit. Manuf. 2020, 36, 101530. [Google Scholar] [CrossRef]
- Zhu, Y.; Yang, Y.; Wang, Y.; Peng, T.; Zhang, L.; Yang, H. Localized Property Design and Gradient Processing of a Hydraulic Valve Body using Selective Laser Melting. IEEE/ASME Trans. Mechatron. 2020, 26, 1151–1160. [Google Scholar] [CrossRef]
- Ji, H.; Zou, B.; Ma, Y.; Lange, C.F.; Liu, J.; Li, L. Intelligent Design Optimization System for Additively Manufactured Flow Channels Based on Fluid–Structure Interaction. Micromachines 2022, 13, 100. [Google Scholar] [CrossRef]
- Zhu, Y.; Yang, Y.; Lu, P.; Ge, X.; Yang, H. Influence of surface pores on selective laser melted parts under lubricated contacts: A case study of a hydraulic spool valve. Virtual Phys. Prototyp. 2019, 14, 395–408. [Google Scholar] [CrossRef]
- Zou, J.; Zhu, Y.; Pan, M.; Xie, T.; Chen, X.; Yang, H. A study on cavitation erosion behavior of AlSi10Mg fabricated by selective laser melting (SLM). Wear 2017, 376–377, 496–506. [Google Scholar] [CrossRef] [Green Version]
- Kluczyński, J.; Sniezek, L.; Grzelak, K.; Torzewski, J. The influence of layer re-melting on tensile and fatigue strength of selective laser melted 316L steel. In Proceedings of the 12th International Conference on Intelligent Technologies in Logistics and Mechatronics Systems, ITELMS 2018, Panevezys, Lithuania, 28 April 2018; pp. 115–123. [Google Scholar]
- Kluczyński, J.; Śnieżek, L.; Grzelak, K.; Torzewski, J.; Szachogłuchowicz, I.; Oziębło, A.; Perkowski, K.; Wachowski, M.; Małek, M. The influence of heat treatment on low cycle fatigue properties of selectively laser melted 316l steel. Materials 2020, 13, 5737. [Google Scholar] [CrossRef] [PubMed]
- Grzelak, K.; Kluczyński, J.; Szachogłuchowicz, I.; Łuszczek, J.; Śnieżek, L.; Torzewski, J. Modification of structural properties using process parameters and surface treatment of monolithic and thin-walled parts obtained by selective laser melting. Materials 2020, 13, 5662. [Google Scholar] [CrossRef]
- Wang, Y.; Peng, T.; Zhu, Y.; Yang, Y.; Tang, R. A comparative life cycle assessment of a selective-laser-melting-produced hydraulic valve body using design for Property. Procedia CIRP 2020, 90, 220–225. [Google Scholar] [CrossRef]
- Grzejda, R. FE-modelling of a contact layer between elements joined in preloaded bolted connections for the operational condition. Adv. Sci. Technol. Res. J. 2014, 8, 19–23. [Google Scholar] [CrossRef]
- Grzejda, R. Determination of bolt forces and normal contact pressure between elements in the system with many bolts for its assembly conditions. Adv. Sci. Technol. Res. J. 2019, 13, 116–121. [Google Scholar] [CrossRef]
- Grzejda, R. Finite element modeling of the contact of elements preloaded with a bolt and externally loaded with any force. J. Comput. Appl. Math. 2021, 393, 113534. [Google Scholar] [CrossRef]
- Grzejda, R.; Parus, A. Experimental studies of the process of tightening an asymmetric multi-bolted connection. IEEE Access 2021, 9, 47372–47379. [Google Scholar] [CrossRef]
- Grzejda, R.; Parus, A.; Kwiatkowski, K. Experimental studies of an asymmetric multibolted connection under monotonic loads. Materials 2021, 14, 2353. [Google Scholar] [CrossRef]
- Surówka, L. Stationary research of working machine hydraulic systems. Stud. Proc. Pol. Assoc. Knowl. Manag. 2011, 48, 60–72. [Google Scholar]
- Zhu, Y.; Li, G.; Wang, R.; Tang, S.; Su, H.; Cao, K. Intelligent fault diagnosis of hydraulic piston pump based on wavelet analysis and improved alexnet. Sensors 2021, 21, 549. [Google Scholar] [CrossRef] [PubMed]
- Tang, H.; Fu, Z.; Huang, Y. A fault diagnosis method for loose slipper failure of piston pump in construction machinery under changing load. Appl. Acoust. 2021, 172, 107634. [Google Scholar] [CrossRef]
- Tang, S.; Yuan, S.; Zhu, Y.; Li, G. An integrated deep learning method towards fault diagnosis of hydraulic axial piston pump. Sensors 2020, 20, 6576. [Google Scholar] [CrossRef] [PubMed]
- Danfoss Power Solutions, Repair Instructions Failure Analysis and Parts Evaluation; Danfoss A/S: Nordborg, Denmark, 2014.
- Eaton Corporation, Pump Failure Analysis; Eaton Corporation: Cleveland, OH, USA.
- Wang, P.; Lei, Y.; Qi, J.F.; Yu, S.J.; Setchi, R.; Wu, M.W.; Eckert, J.; Li, H.C.; Scudino, S. Wear behavior of a heat-treatable al-3.5cu-1.5 mg-1Si alloy manufactured by selective laser melting. Materials 2021, 14, 7048. [Google Scholar]
- Li, H.; Chen, Z.W.; Fiedler, H.; Ramezani, M. Wear behaviour of n ion implanted ti-6al-4v alloy processed by selective laser melting. Metals 2021, 11, 1639. [Google Scholar] [CrossRef]
- Sanguedolce, M.; Zekonyte, J.; Alfano, M. Wear of 17-4 ph stainless steel patterned surfaces fabricated using selective laser melting. Appl. Sci. 2021, 11, 9317. [Google Scholar] [CrossRef]
- Yang, Y.; Zhu, Y.; Khonsari, M.M.; Yang, H. Wear anisotropy of selective laser melted 316L stainless steel. Wear 2019, 428–429, 376–386. [Google Scholar] [CrossRef]
- Guenther, E.; Kahlert, M.; Vollmer, M.; Niendorf, T.; Greiner, C. Tribological performance of additively manufactured aisi h13 steel in different surface conditions. Materials 2021, 14, 928. [Google Scholar] [CrossRef]
- Huang, B.C.; Hung, F.Y. Al2O3 particle erosion induced phase transformation: Structure, mechanical property, and impact toughness of an slm al-10si-mg alloy. Nanomaterials 2021, 11, 2131. [Google Scholar] [CrossRef]
- Liu, X.; Wang, K.; Hu, P.; He, X.; Yan, B.; Zhao, X. Formability, microstructure and properties of inconel 718 superalloy fabricated by selective laser melting additive manufacture technology. Materials 2021, 14, 991. [Google Scholar] [CrossRef]
- Caterpillar, Caterpillar Performance Handbook, January 2014, SEBD0351-44. 2014. Available online: www.hawthornecat.com (accessed on 10 June 2021).
- Hildreth, J.C.; Chen, D. Assessment of Heavy Equipment Operating Cost Estimates from Annual Data. Int. J. Constr. Eng. Manag. 2018, 7, 125–132. [Google Scholar] [CrossRef]
- PN-EN ISO 4287—Specyfikacje Geometrii Wyrobów—Struktura Geometryczna Powierzchni: Metoda Profilowa—Terminy, Definicje i Parametry Struktury Geometrycznej Powierzchni, 1999, Warsaw, Poland. Available online: https://sklep.pkn.pl/pn-en-iso-4287-1999p.html (accessed on 2 February 2022).
- Zeng, D.; Lu, L.; Gong, Y.; Zhang, Y.; Zhang, J. Influence of solid solution strengthening on spalling behavior of railway wheel steel. Wear 2017, 372–373, 158–168. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Layer Thickness lt (mm) | Laser Power LP (W) | Exposure Velocity ev (mm/s) | Hatching Distance hd (mm) | Energy Density ρE (J/mm3) |
|---|---|---|---|---|
| 0.30 | 168 | 710 | 0.12 | 58.64 |
| Measurement 1 | Measurement 2 | Measurement 3 | Measurement 4 | Measurement 5 | Average | Standard Deviation |
|---|---|---|---|---|---|---|
| 38 HRC | 41 HRC | 43 HRC | 44 HRC | 40 HRC | 41 HRC | 2 HRC |
| Chemical Composition (Nominal) Weight (%) | Hardness (Nominal) (HRC) | ||||||
| C | Si | Mn | P | S | Cr | Ni | 30 |
| 0.43–0.48 | 0.20–0.35 | 0.70–0.90 | 0.04 | 0.04 | 0.70–0.90 | 1.10–1.40 | |
| Chemical Composition (Measured) Weight (%) | Hardness (Measured) (HRC) | ||||||
| C | Si | Mn | P | S | Cr | Ni | 41 |
| nd | 0.3 | 0.8 | nd | nd | 0.5 | nd | |
| C | N | S | P | V | Mo | Cr | Si | Mn | Cu | Ni |
|---|---|---|---|---|---|---|---|---|---|---|
| Weight [%] | ||||||||||
| 0.35 | 0.06 | 0.01 | 0.01 | 1.02 | 1.27 | 5.38 | 1.13 | 0.38 | 0.02 | 0.10 |
| Max. Operating Pressure (bar) | Max. Displacement (cc/rev) | Max. Speed (rpm) |
|---|---|---|
| 250 | 15 | 1800 |
| Test No. | Before Test (µm) | Time: 1 h, Load: 0 bar (µm) | Time: 8 h, Load: 50 bar (µm) | Time: 8 h, Load: 75 bar (µm) | Time: 16 h, Load: 100 bar (µm) | Time: 8 h, Load: 125 bar (µm) | Time: 8 h, Load: 125 bar (µm) | Time: 16 h, Load: 125 bar (µm) | Time: 16 h, Load: 150 bar (µm) | Time: 19 h, Load: 190 bar (µm) |
|---|---|---|---|---|---|---|---|---|---|---|
| Spherical surface in the retainer guide | ||||||||||
| 1 | 0.32 | 0.46 | 1.22 | 1.62 | 1.89 | 1.52 | 1.74 | 1.03 | 0.78 | 0.95 |
| 2 | 0.31 | 0.45 | 1.45 | 1.79 | 2.09 | 2.22 | 1.87 | 0.89 | 0.89 | 0.84 |
| 3 | 0.35 | 0.51 | 1.56 | 1.53 | 2.29 | 2.00 | 1.66 | 0.88 | 0.87 | 1.00 |
| 4 | 0.37 | 0.7 | 1.41 | 1.61 | 1.81 | 2.06 | 1.71 | 1.26 | 0.82 | 0.85 |
| 5 | 0.32 | 0.55 | 1.53 | 1.55 | 1.82 | 1.89 | 2.10 | 0.92 | 0.78 | 0.87 |
| Avr. | 0.33 | 0.53 | 1.43 | 1.62 | 1.98 | 1.94 | 1.82 | 1.00 | 0.83 | 0.90 |
| Uncert. A | 0.01 | 0.05 | 0.06 | 0.05 | 0.09 | 0.12 | 0.08 | 0.07 | 0.02 | 0.03 |
| Std. Dev. | 0.02 | 0.09 | 0.12 | 0.09 | 0.18 | 0.23 | 0.16 | 0.14 | 0.05 | 0.06 |
| Spherical surface in the slipper-retainer | ||||||||||
| 1 | 11.28 | 11.74 | 10.35 | 11.56 | 13.61 | 7.16 | 4.71 | 3.23 | 3.39 | 6.46 |
| 2 | 10.11 | 12.66 | 11.03 | 14.36 | 11.72 | 6.52 | 5.8 | 3.07 | 4.66 | 6.66 |
| 3 | 12.84 | 15.36 | 10.85 | 12.64 | 12.18 | 6.87 | 4.55 | 3.31 | 5.15 | 7.14 |
| 4 | 13.36 | 13.28 | 12.88 | 12.63 | 12.68 | 7.46 | 6.91 | 7.89 | 6.19 | 7.17 |
| 5 | 12.06 | 14.27 | 15.19 | 14.05 | 13.33 | 7.16 | 6.62 | 5.34 | 7.15 | 8.13 |
| Avr. | 11.93 | 13.46 | 12.06 | 13.05 | 12.70 | 7.03 | 5.72 | 4.57 | 5.31 | 7.11 |
| Uncert. A | 0.58 | 0.63 | 0.89 | 0.51 | 0.35 | 0.16 | 0.48 | 0.93 | 0.64 | 0.29 |
| Std. Dev. | 1.15 | 1.26 | 1.78 | 1.03 | 0.70 | 0.32 | 0.96 | 1.86 | 1.29 | 0.58 |
| Conical surface of the 1st piston | ||||||||||
| 1 | 0.39 | 2.88 | 3.73 | 4.27 | 3.25 | 2.01 | 2.28 | 2.35 | 2.29 | 2.04 |
| 2 | 0.75 | 1.88 | 4.94 | 3.03 | 1.95 | 2.36 | 3.16 | 1.95 | 2.16 | 1.92 |
| 3 | 0.4 | 1.75 | 3.88 | 3.23 | 2.5 | 2.01 | 2.1 | 2.26 | 2.25 | 2.12 |
| 4 | 0.57 | 1.99 | 3.43 | 3.55 | 1.9 | 1.8 | 1.81 | 1.99 | 2.68 | 2.15 |
| 5 | 0.6 | 2.43 | 3.23 | 4.26 | 2.28 | 2.67 | 2.6 | 2.3 | 2.78 | 1.69 |
| Avr. | 0.54 | 2.19 | 3.84 | 3.67 | 2.38 | 2.17 | 2.39 | 2.17 | 2.43 | 1.98 |
| Uncert. A | 0.07 | 0.21 | 0.30 | 0.26 | 0.24 | 0.15 | 0.23 | 0.08 | 0.12 | 0.08 |
| Std. Dev. | 0.13 | 0.42 | 0.59 | 0.51 | 0.49 | 0.31 | 0.46 | 0.17 | 0.25 | 0.17 |
| Conical surface of the 2nd piston | ||||||||||
| 1 | 0.56 | 0.7 | 2.76 | 5.09 | 2.53 | 2.9 | 3.4 | 2.67 | 2.73 | 1.57 |
| 2 | 0.65 | 0.36 | 3.36 | 3.15 | 1.91 | 2.78 | 2.08 | 2.61 | 2.62 | 1.41 |
| 3 | 0.69 | 0.31 | 3.45 | 3.07 | 2.02 | 2.36 | 2.21 | 2.4 | 2.85 | 1.99 |
| 4 | 0.45 | 0.88 | 3.9 | 2.27 | 2.32 | 2.44 | 2.12 | 2.51 | 2.67 | 1.81 |
| 5 | 0.47 | 0.77 | 3.32 | 2.19 | 2.53 | 2.87 | 3.23 | 2.19 | 2.7 | 1.61 |
| Avr. | 0.56 | 0.60 | 3.36 | 3.15 | 2.26 | 2.67 | 2.61 | 2.48 | 2.71 | 1.68 |
| Uncert. A | 0.05 | 0.11 | 0.18 | 0.52 | 0.13 | 0.11 | 0.29 | 0.08 | 0.04 | 0.10 |
| Std. Dev. | 0.09 | 0.23 | 0.36 | 1.05 | 0.26 | 0.23 | 0.58 | 0.17 | 0.08 | 0.20 |
| Piston 1 | Piston 2 | ||
|---|---|---|---|
| Condition | Image | Condition | Image |
| Before test |  | ||
| Time:1 h, load: 0 bar |  | Time:1 h, load: 0 bar |  |
| Time:8 h, load: 50 bar |  | Time:8 h, load: 50 bar |  |
| Time:8 h, load: 75 bar |  | Time:8 h, load: 75 bar |  |
| Time:16 h, load: 100 bar |  | Time:16 h, load: 100 bar |  |
| Time:8 h, load: 125 bar |  | Time:8 h, load: 125 bar |  |
| Time:8 h, load: 125 bar |  | Time:8 h, load: 125 bar |  |
| Time: 16 h, load: 125 bar |  | Time: 16 h, load: 125 bar |  |
| Time: 16 h, load: 150 bar |  | Time: 16 h, load: 150 bar |  |
| Time: 19 h, load: 150 bar |  | Time: 19 h, load: 150 bar |  |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Klimek, A.; Kluczyński, J.; Łuszczek, J.; Bartnicki, A.; Grzelak, K.; Małek, M. Wear Analysis of Additively Manufactured Slipper-Retainer in the Axial Piston Pump. Materials 2022, 15, 1995. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15061995
Klimek A, Kluczyński J, Łuszczek J, Bartnicki A, Grzelak K, Małek M. Wear Analysis of Additively Manufactured Slipper-Retainer in the Axial Piston Pump. Materials. 2022; 15(6):1995. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15061995
Chicago/Turabian StyleKlimek, Agnieszka, Janusz Kluczyński, Jakub Łuszczek, Adam Bartnicki, Krzysztof Grzelak, and Marcin Małek. 2022. "Wear Analysis of Additively Manufactured Slipper-Retainer in the Axial Piston Pump" Materials 15, no. 6: 1995. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15061995