3.1. Phase Composition and Microstructure
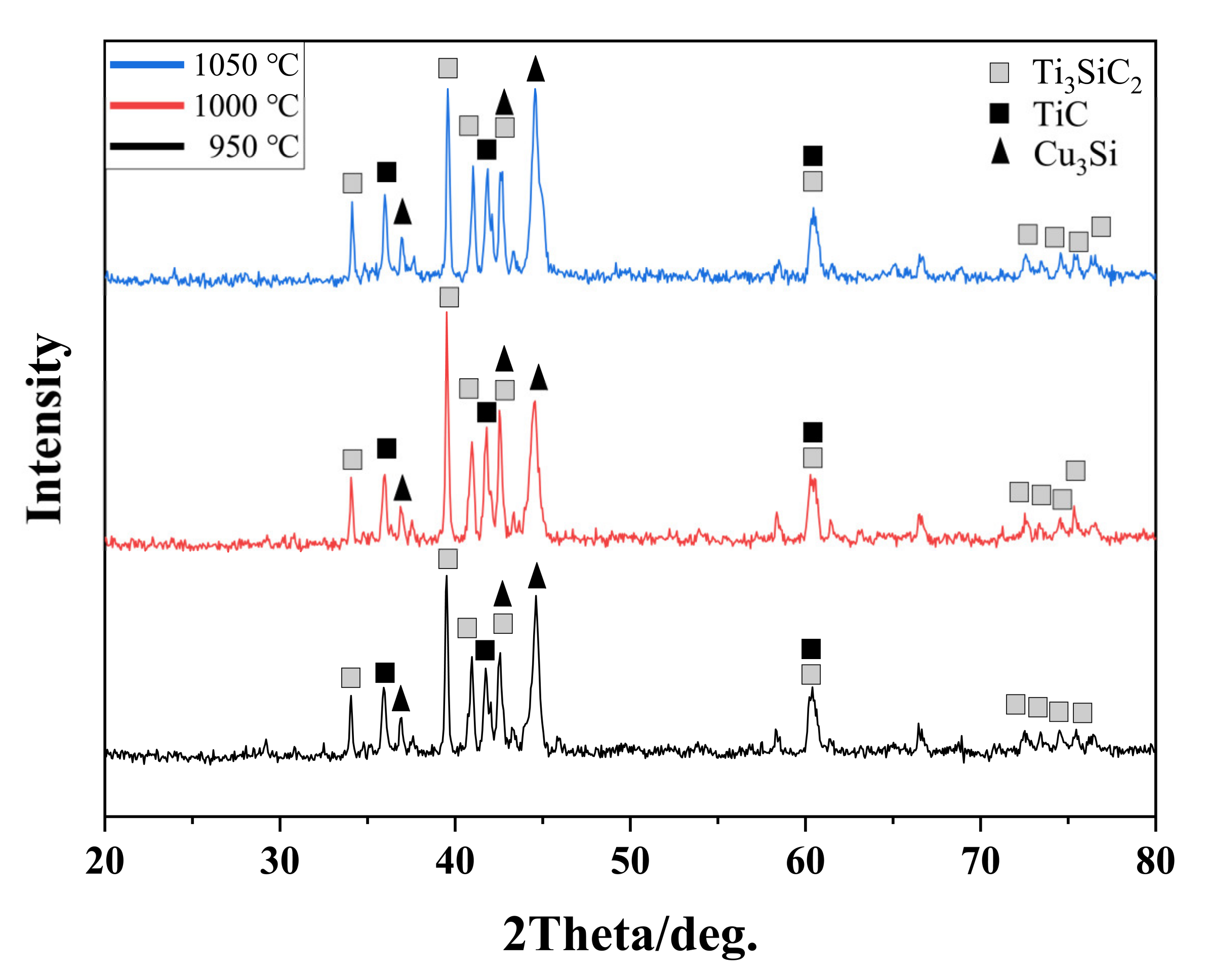
Figure 1 shows XRD patterns of the as-synthesized Ti
3SiC
2/Cu composites at different sintered temperatures. It was clearly observed that the as-synthesized Ti
3SiC
2/Cu composites were all composed of Ti
3SiC
2, Cu
3Si and TiC, which was independent of the sintered temperature.
Based on the unique sandwich structure of Ti
3SiC
2, it exhibited high reactivity when contacting with metal phases [
5,
11,
15,
16,
17,
18,
19]. On the one hand, the Si atoms were easily de-intercalated from Ti
3SiC
2. On the other hand, Si-containing solid solution or intermetallic compounds was prone to form when the metal phases contacted with Ti
3SiC
2. The presence of contacted metal phases accelerated the decomposition of Ti
3SiC
2. As for Ti
3SiC
2/Cu composites, Cu can form Cu (Si) solid solution or react with Si to form Cu
xSi
y intermetallic compounds [
18]. Therefore, the composition of Ti
3SiC
2/Cu composites consisted of Cu(Si) solid solution, Cu
xSi
y intermetallic compounds, and TiC
z, which were commonly examined by researchers [
5,
11,
13].
In this study, with the change in sintered temperatures, Cu
3Si was the only Cu-Si intermetallic compound, and TiC was the only decomposed product of Ti
3SiC
2. According to Guo et al. [
20], when the content of Cu was less than that of Si, Cu
3Si was the preferential product of the Cu-Si system. Because based on the binary phase diagram of Cu-Si, the content of Si in Cu
3Si (22.2–25.2%) was the maximum among six copper silicides (Cu (Si), Cu
7Si, Cu
5Si, Cu
4Si, Cu
15Si
4 and Cu
3Si) [
20]. This explained the reason why Cu
3Si was the single Cu-Si intermetallic compound in our present study.
The effect of sintered temperature on the microstructure is shown in
Figure 2. As seen in
Figure 2a, at 950 °C, the typical plate-like morphology of Ti
3SiC
2 grains was evidently inhibited by the addition of Cu. A considerable amount of Ti
3SiC
2 equiaxed grains appeared due to the reaction between Ti
3SiC
2 and Cu. Additionally, with the increase in the sintered temperature from 950 °C to 1050 °C, the Ti
3SiC
2 granules decreased, which was accompanied by fewer pores or holes, indicating higher reactivity of Ti
3SiC
2 and Cu.
The back scattering electron images of polished and etched Ti
3SiC
2/Cu composites sintered at 950 °C, 1000 °C and 1050 °C are shown in
Figure 3. As mentioned above, the main composition of Ti
3SiC
2/Cu composites were Ti
3SiC
2, Cu
3Si and TiC. Ti
3SiC
2 was located at the dark grey area in
Figure 3; both Cu
3Si and TiC were located at the light grey area in
Figure 3. It was clearly seen from
Figure 3 that the as-formed Cu
3Si distributed along the grain boundary of Ti
3SiC
2, and it was accompanied by the formation of hard TiC particles. Moreover, with the increase in the sintered temperature, the reaction between Ti
3SiC
2 and Cu became more severe, resulting in the formation of Cu
3Si with a non-negligible amount, especially at 1000 °C. The reaction mechanism between Ti
3SiC
2 and Cu was proposed as follows. After milling, the Cu powder is relatively evenly distributed in Ti
3SiC
2 powder. At elevated temperatures (for example, 900 °C), the Si atoms de-intercalated from Ti
3SiC
2 grains, diffused rapidly around Cu and reacted with Cu to form Cu
3Si. Meanwhile, the original Ti
3SiC
2 skeleton structure transformed to TiC structure, which was concomitant with the formation of pores or holes due to the mismatch of skeletal density between Ti
3SiC
2 and TiC. When the sintered temperature raised (for example, 1000 °C), the de-intercalation of Si atoms from the Ti
3SiC
2 skeleton was accelerated by the defects (pores or holes) and high temperature. On the other hand, Cu had a tendency to melt and flow around the grain boundaries of Ti
3SiC
2 grains and the as-formed defects mentioned above. All these led to more violent reactions between Ti
3SiC
2 and Cu, causing the Ti
3SiC
2 grains to become smaller and smaller. This reaction process well coincided with Zhou et al. [
13]. Theoretically, with the increase in temperature, the reactivity of Ti
3SiC
2 and Cu increased, producing more Cu
3Si. However, when the sintered temperature reached 1050 °C, a large amount of Cu melted and released from the graphite die, leading to the loss of Cu. As seen in
Figure 3, visually, the content of Cu
3Si was largest at 1000 °C, not at 1050 °C.
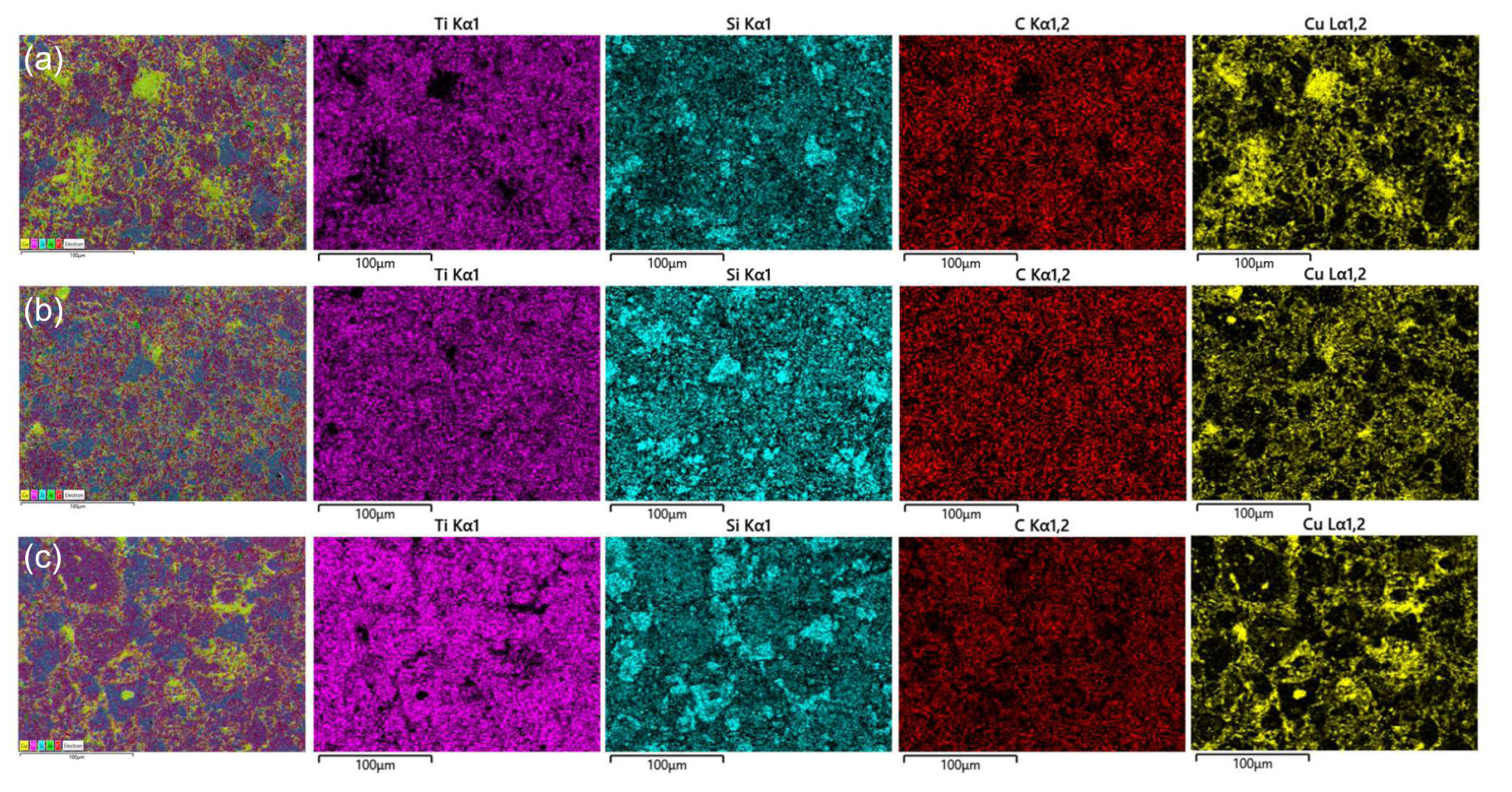
Figure 4 illustrates the mapping of elemental distribution for Ti
3SiC
2/Cu composites sintered at different temperatures. It was irrefutable evidence for the explanation of the sintering effect of the composites. At 950 °C, the Cu considerably aggregated in the Ti
3SiC
2/Cu composites (see
Figure 4a). At this temperature, a solid–solid sintering process occurred. The agglomeration of Cu relied on the uniformity of its distribution in Ti
3SiC
2 during ball milling. As we know, ball milling cannot avoid material agglomeration. At 1000 °C, it was obviously observed that Cu was relatively evenly distributed in the Ti
3SiC
2/Cu composites (see
Figure 4b). It was speculated that solid–liquid sintering process took place at 1000 °C. The appropriate flowability of the quasi-liquid Cu contributed to not only its reaction with Si atoms but also its uniform distribution in the composites. At 1050 °C, the Cu melted and rapidly flowed around the Ti
3SiC
2 grains, leading to the relatively obvious aggregation of Cu (see
Figure 4c). Moreover, the release of liquid Cu during sintering caused the loss of Cu to a certain extent. Therefore, it was concluded that the optimal sintering temperature was 1000 °C for the Ti
3SiC
2/Cu composites in our study.
3.2. Mechanical Property
The variation in relative density, hardness and compressive strength of the Ti
3SiC
2/Cu composites with the sintered temperature are shown in
Figure 5. As seen in
Figure 5, the relative density of the Ti
3SiC
2/Cu composites sintered at 950 °C was 95.35%, which was slightly lower than that sintered at 1000 °C (96.43%). However, the relative density of the composite sintered at 1050 °C was 93.85%, which was the lowest among the three samples. The higher relative density of the Ti
3SiC
2/Cu composites sintered at 1000 °C was attributed to the synergetic effect of high temperature, high pressure and pulse current during the sintering process. The most important thing was that the quasi-liquid Cu possessed proper mobility, which was beneficial for the densification of the composites as well. At 1050 °C, its lowest relative density was also related to the flowability of Cu. In such circumstances, Cu flowed easily and released rapidly, causing the aggregation of Cu (see
Figure 4c) and the loss of Cu (see
Figure 3c).
As shown in
Figure 5, both the hardness and the compressive strength of the Ti
3SiC
2/Cu composites increased with the increase in the sintered temperature. It was clearly seen that the deviation of the hardness of the composites sintered at 950 °C was the highest among the three samples, which originated from the agglomeration of Cu in the composites (see
Figure 3a and
Figure 4a). Compared with the polycrystalline Ti
3SiC
2 (5.5 GPa) [
21], the higher hardness of the composites at different temperatures came from the formation of hard TiC product, which was detected by XRD analysis (see
Figure 1).
Additionally, in comparison with the polycrystalline Ti
3SiC
2, the compressive strength of the composites sintered at different temperatures exhibited an equivalent or higher value [
22], which was due to the appropriate reaction between Ti
3SiC
2 and Cu. As mentioned above, during the sintering process, the de-intercalation of Si from Ti
3SiC
2 and thereafter the dissolution of it in the liquid Cu phase led to the formation of TiC and Cu
3Si. Moreover, the Cu
3Si is uniformly distributed along the grain boundary of Ti
3SiC
2. The as-obtained fine TiC and Cu
3Si grains were uniformly distributed along the boundary of Ti
3SiC
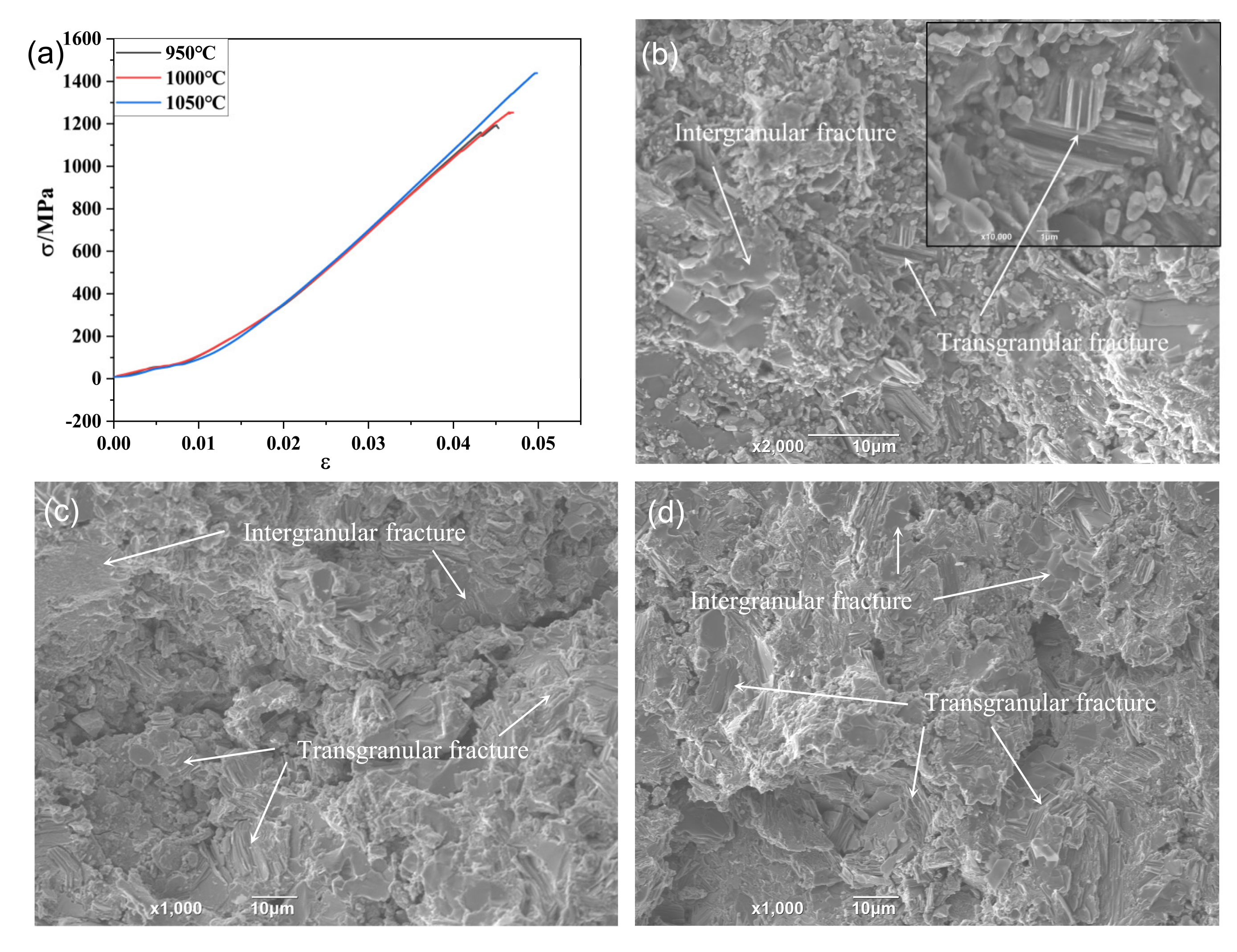
2 grains, which was a benefit for the higher compressive strength of the composite. As seen in
Figure 6a, the Ti
3SiC
2/Cu composites showed a brittle fracture character, which was identical with polycrystalline Ti
3SiC
2. From the compression fracture morphology of the composites (see
Figure 6b–d), it was apparently seen that both the intergranular fracture and transgranular fracture were present on the compression fracture surface of the composites sintered at different temperatures. It indicated that the fracture mode of the composites was independent of the sintered temperature.
3.3. Sintering Behaviors of the Ti3SiC2/Cu Composites
It is instructive to explain the sintering process of the Ti
3SiC
2/Cu composites at different temperatures. The relationships of temperature, current and axial dimension with time is illustrated in
Figure 7. In comparison, although the temperature difference for the three sintering temperatures was the same (950–1000 °C and 1000–1050 °C), the change in the axial dimension was different. The change in the axial dimension for 950–1000 °C was obviously lower than that for 1000–1050 °C.
The profile of temperature, current and axial dimension with time was insensitive with the sintering temperature (see
Figure 7a–c). We took 1000 °C as an example to elaborate the related connections among the temperature, the current, the axial dimension and time. As seen in
Figure 7b, from room temperature to 600 °C (Note: without monitoring temperature by the infrared thermometer), the heating rate was fast (approximate 100 °C/min) in order to remove moisture to dry powder completely, thus the current increased rapidly to 2300 A. During this period, the decrease in the axial dimension was due to the action of pressure and the softening due to the heating, and the first maximum of the axial dimension at about 5 min resulted from the thermal expansion and contraction. Hereafter, from 600 to the sintering temperature (for example, 1000 °C), the heating rate was set as 50 °C/min; therefore, the current rapidly adjusted to a low value (about 750 A) and then increased at a proper rate to make sure the sintering temperature intelligently controlled. At the same time, the axial dimension was controlled by a comprehensive impact of pressure, current and the thermal expansion and contraction, and it kept relatively stable before 10 min, then it remarkably decreased from 800 °C to the sintering temperature (for example, 1000 °C). The rapid decrease in the axial dimension was mainly attributed to the densification effect due to the continuous pressure at the sintering temperature and possibly due to the reaction between Ti
3SiC
2 and Cu. Finally, in the holding period, both the temperature and the current were constant, and the axial dimension slowly decreased as a result of the further densification. Additionally, an extensive reaction between Ti
3SiC
2 and Cu was partly beneficial for the decrease in the axial dimension.
The proposed sintering process of the Ti
3SiC
2/Cu composites is shown in
Figure 8. In the initial state (see
Figure 8a), Ti
3SiC
2 and Cu were relatively uniformly distributed in the graphite die, which corresponded to the state of the first 10 min in
Figure 7. During the initial stage, there was no reaction between Ti
3SiC
2 and Cu, and the softening of the powder and the thermal expansion and extraction were due to the action of the current and the pressure. In the transition state (see
Figure 8b), under the synergetic effect of the current, temperature and pressure, Cu locally melted and was extruded into the grain boundary of Ti
3SiC
2.
On the other hand, Ti
3SiC
2 grains underwent plastic deformation under the same condition. All these factors increased the contact area of Ti
3SiC
2 and Cu. Additionally, the de-intercalation of Si atoms from Ti
3SiC
2 and its diffusion contributed to the reaction between Ti
3SiC
2 and Cu, leading to the formation of Cu
3Si and TiC, which was distributed along the grain boundary of Ti
3SiC
2 grains. Moreover, the quasi-liquid Cu diffused into the inner part of Ti
3SiC
2 grains through the holes or pores produced by the mismatch of skeleton density of the original Ti
3SiC
2 and the as-formed TiC and reacted further with the Si atoms de-intercalated from the inner Ti
3SiC
2 grains. For the Ti
3SiC
2 grain surrounded by Cu, its surface was continuously transformed into TiC, which was accompanied by the formation of Cu
3Si. Accordingly, the grain consisting of Cu
3Si and TiC, which was embedded by Ti
3SiC
2, was expected (see the inset of
Figure 3b and
Figure 8b). Therefore, the grain size of Ti
3SiC
2 became smaller and smaller, which was inconsistence with the result in
Figure 2. This state (the transition state in
Figure 8b) corresponded to the rapid decrease in the axial dimension in
Figure 7. In the final state (see
Figure 8c), the reaction of Ti
3SiC
2 and Cu continued, and the pores were filled by the product, densifying the composites. This final state corresponds to the holding period in
Figure 7. Consequently, the Ti
3SiC
2/Cu composites with superior mechanical properties were obtained at 1000 °C for 20 min by SPS. The proposed sintering process undoubtedly inspired us to further explore the sintering of Ti
3SiC
2/Cu composites in detail.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}







