
Can a Black-Box AI Replace Costly DMA Testing?—A Case Study on Prediction and Optimization of Dynamic Mechanical Properties of 3D Printed Acrylonitrile Butadiene Styrene


Abstract
:1. Introduction
2. Methods
2.1. Material and Fabrication
2.2. Dynamic Mechanical Analysis
2.3. Artificial Neural Network (ANN)
2.4. Particle Swarm Optimization (PSO)
3. Results and Discussion
4. Conclusions
- The FDM process condition could directly affect the maximum allowable working temperature (represented by glass transition temperature) for the 3D printed thermoplastic.
- Based on Lenth’s statistical analysis, among the process parameters, raster orientation was the most effective factor to increase the glass transition temperature of the 3D printed parts. Subsequently, the deposition speed and the layer height were ranked second, followed by the nozzle temperature.
- Distinct trends between viscoelastic responses of unprocessed and processed ABS filaments under various process conditions pointed to the fact that all FDM process conditions significantly (on average 40%) lowered the magnitude of viscoelastic moduli regardless of a specific combination of process parameters, which is also in agreement with the earlier study [5]. This effect is deemed critical for designers to consider for the reliable application of 3D printed parts, especially at high temperatures.
- Although it was shown that there are distinct trends between the behavior of processed and unprocessed ABS samples, the exact change in the moduli was highly dependent on the working temperature, at which the part viscoelastic properties were measured. For instance, at a working temperature of 100 °C, there was an average reduction of 25% in storage modulus when compared to the unprocessed sample. On the other hand, this reduction at a 40 °C working temperature was about 33.5%. The reduction increased drastically and reached as high as 60.7% at high working temperatures >100 °C.
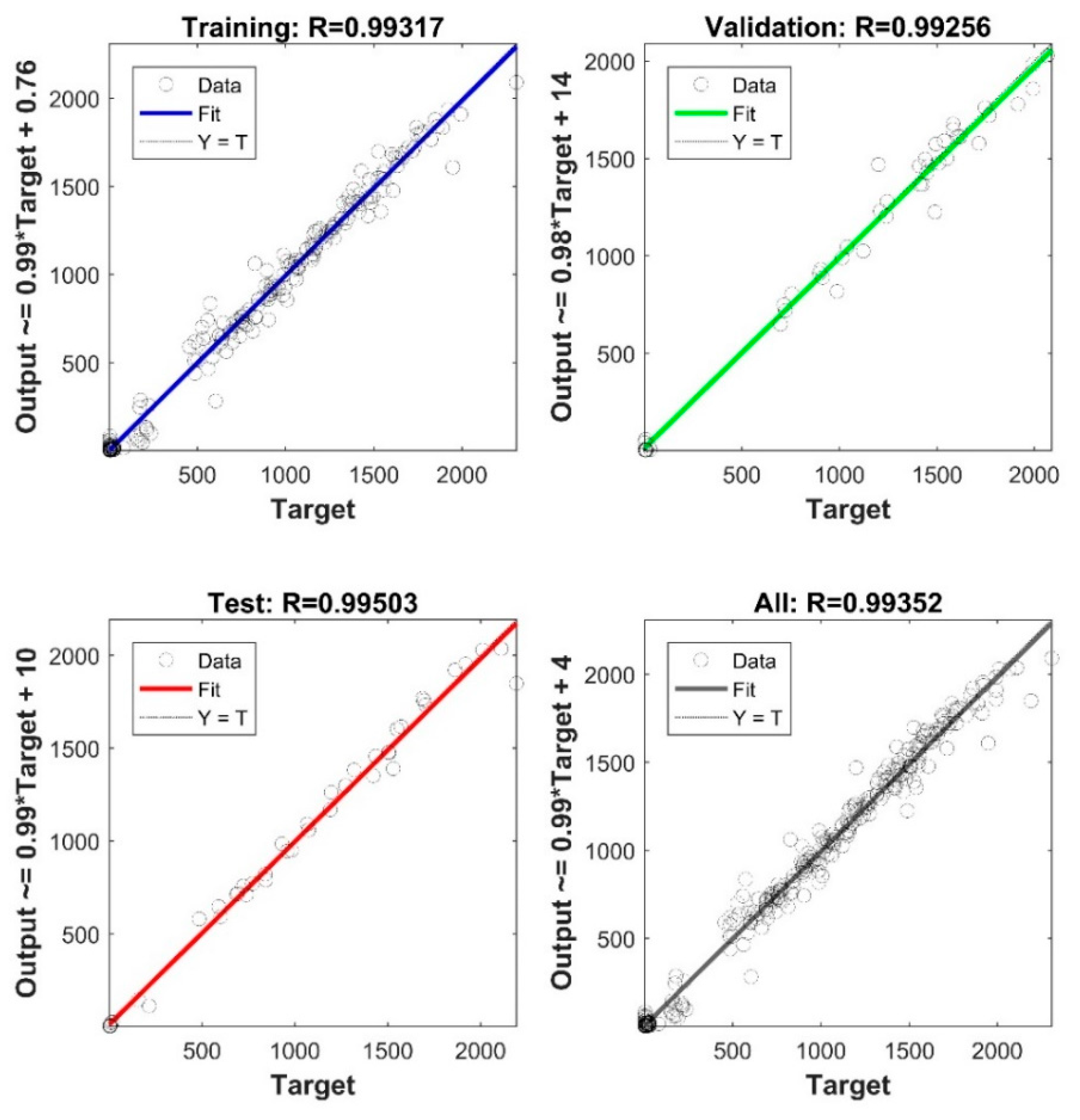
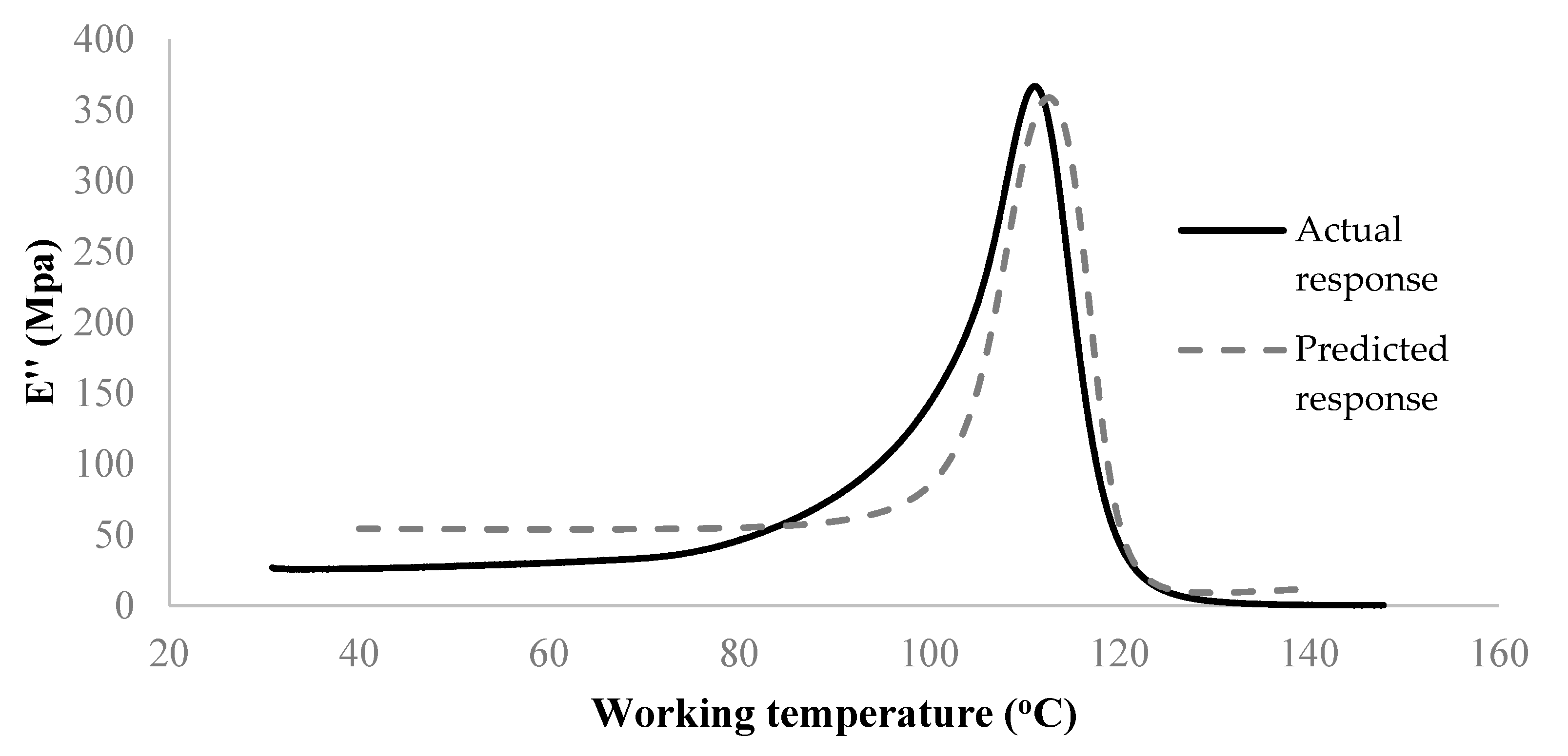
- It was validated that the developed neural network architectures are capable of predicting the entire DMA curve of 3D printed parts, including for samples that were fully unseen to the original model. Using such networks, optimum values of process parameters can be obtained via global search methods such as particle swarm optimization for each given target working temperature (Table A1 and Table A2). The optimized prints indicated a closer behavior to that of the parent material.
- The optimized prints with orientation showed clearly a distinct behavior compared to the , , and orientations.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A. Optimization Results Raw Data

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| R | LH* | NT* (°C) | DS* | WT (°C) | E’* (MPa) | R | LH* | NT* (°C) | DS* | WT (°C) | E’* (MPa) |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 300 | 310 | 1275 | 40 | 2292 | 2 | 270 | 250 | 3374 | 40 | 2227 |
| 1 | 300 | 310 | 1281 | 45 | 2282 | 2 | 279 | 250 | 3357 | 45 | 2285 |
| 1 | 300 | 310 | 1295 | 50 | 2277 | 2 | 286 | 250 | 3338 | 50 | 2199 |
| 1 | 50 | 310 | 1464 | 55 | 2263 | 2 | 288 | 250 | 3320 | 55 | 2172 |
| 1 | 50 | 310 | 1527 | 60 | 2234 | 2 | 292 | 250 | 3314 | 60 | 2136 |
| 1 | 50 | 310 | 1567 | 65 | 2193 | 2 | 299 | 250 | 3318 | 65 | 2093 |
| 1 | 50 | 310 | 1575 | 70 | 2141 | 2 | 300 | 250 | 3332 | 70 | 2046 |
| 1 | 50 | 310 | 1548 | 75 | 2099 | 2 | 300 | 250 | 3344 | 75 | 2003 |
| 1 | 50 | 310 | 1484 | 80 | 2058 | 2 | 300 | 250 | 3341 | 80 | 1972 |
| 1 | 50 | 310 | 1378 | 85 | 2033 | 2 | 300 | 250 | 3314 | 85 | 1973 |
| 1 | 76 | 310 | 1211 | 90 | 2039 | 2 | 300 | 250 | 3268 | 90 | 2011 |
| 1 | 87 | 310 | 1000 | 95 | 2080 | 2 | 300 | 250 | 3229 | 95 | 2066 |
| 1 | 94 | 310 | 1000 | 100 | 2125 | 2 | 300 | 252 | 3263 | 100 | 2105 |
| 1 | 102 | 310 | 1000 | 105 | 2128 | 2 | 300 | 253 | 3081 | 105 | 2088 |
| 1 | 118 | 310 | 1000 | 110 | 1945 | 2 | 300 | 253 | 2841 | 110 | 1817 |
| 1 | 50 | 268 | 3956 | 115 | 922 | 2 | 300 | 251 | 2564 | 115 | 607 |
| 1 | 50 | 269 | 3941 | 120 | 71 | 2 | 300 | 252 | 2601 | 120 | 37 |
| 1 | 175 | 310 | 1237 | 125 | 6 | 2 | 300 | 250 | 2894 | 125 | 4 |
| 1 | 300 | 297 | 1000 | 130 | 2 | 2 | 300 | 250 | 3215 | 130 | 2 |
| 1 | 300 | 296 | 1000 | 135 | 2 | 2 | 300 | 250 | 3452 | 135 | 2 |
| 1 | 300 | 298 | 1048 | 140 | 2 | 2 | 300 | 250 | 3538 | 140 | 2 |
| 3 | 300 | 310 | 4000 | 40 | 2111 | 4 | 300 | 310 | 2023 | 40 | 1887 |
| 3 | 235 | 250 | 4000 | 45 | 2092 | 4 | 177 | 296 | 1000 | 45 | 1692 |
| 3 | 242 | 250 | 4000 | 50 | 2056 | 4 | 194 | 297 | 1000 | 50 | 1573 |
| 3 | 251 | 250 | 4000 | 55 | 2004 | 4 | 207 | 297 | 1000 | 55 | 1443 |
| 3 | 265 | 250 | 4000 | 60 | 1944 | 4 | 220 | 298 | 1000 | 60 | 1312 |
| 3 | 287 | 250 | 4000 | 65 | 1886 | 4 | 239 | 297 | 1000 | 65 | 1196 |
| 3 | 300 | 250 | 4000 | 70 | 1848 | 4 | 300 | 292 | 1000 | 70 | 1131 |
| 3 | 300 | 250 | 4000 | 75 | 1817 | 4 | 300 | 292 | 1000 | 75 | 1130 |
| 3 | 300 | 250 | 4000 | 80 | 1810 | 4 | 300 | 293 | 1000 | 80 | 1222 |
| 3 | 300 | 250 | 4000 | 85 | 1842 | 4 | 300 | 294 | 1000 | 85 | 1423 |
| 3 | 300 | 250 | 4000 | 90 | 1910 | 4 | 167 | 310 | 1000 | 90 | 1696 |
| 3 | 300 | 250 | 3774 | 95 | 2008 | 4 | 167 | 310 | 1000 | 95 | 1931 |
| 3 | 300 | 250 | 3639 | 100 | 2086 | 4 | 173 | 310 | 1000 | 100 | 2051 |
| 3 | 300 | 250 | 3577 | 105 | 2056 | 4 | 190 | 310 | 1000 | 105 | 2060 |
| 3 | 300 | 250 | 3548 | 110 | 1620 | 4 | 229 | 310 | 1000 | 110 | 1873 |
| 3 | 300 | 310 | 1000 | 115 | 414 | 4 | 223 | 310 | 1000 | 115 | 704 |
| 3 | 300 | 310 | 1000 | 120 | 22 | 4 | 300 | 310 | 1000 | 120 | 46 |
| 3 | 300 | 250 | 3861 | 125 | 3 | 4 | 300 | 310 | 1000 | 125 | 4 |
| 3 | 300 | 250 | 4000 | 130 | 2 | 4 | 300 | 250 | 4000 | 130 | 2 |
| 3 | 300 | 250 | 4000 | 135 | 2 | 4 | 300 | 250 | 4000 | 135 | 2 |
| 3 | 300 | 250 | 4000 | 140 | 2 | 4 | 162 | 250 | 4000 | 140 | 2 |
| R | LH* | NT* (°C) | DS* | WT (°C) | E″* (MPa) | R | LH* | NT* (°C) | DS* | WT (°C) | E″* (MPa) |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 50 | 310 | 4000 | 40 | 79.8 | 2 | 54 | 277 | 4000 | 40 | 74.1 |
| 1 | 50 | 310 | 4000 | 45 | 78.3 | 2 | 50 | 276 | 4000 | 45 | 73.9 |
| 1 | 50 | 310 | 4000 | 50 | 76.7 | 2 | 300 | 250 | 1000 | 50 | 90.5 |
| 1 | 50 | 310 | 4000 | 55 | 75.3 | 2 | 300 | 250 | 1000 | 55 | 91.2 |
| 1 | 50 | 310 | 4000 | 60 | 73.4 | 2 | 278 | 250 | 1000 | 60 | 84.4 |
| 1 | 50 | 273 | 1000 | 65 | 80 | 2 | 300 | 310 | 4000 | 65 | 80.2 |
| 1 | 300 | 250 | 1000 | 70 | 99.3 | 2 | 300 | 310 | 4000 | 70 | 85.6 |
| 1 | 300 | 250 | 1000 | 75 | 146.7 | 2 | 50 | 250 | 4000 | 75 | 98.2 |
| 1 | 300 | 250 | 1000 | 80 | 188.8 | 2 | 50 | 250 | 4000 | 80 | 107.6 |
| 1 | 75 | 250 | 1000 | 85 | 208.7 | 2 | 50 | 250 | 4000 | 85 | 107.4 |
| 1 | 300 | 250 | 1000 | 90 | 204.5 | 2 | 300 | 296 | 4000 | 90 | 129.6 |
| 1 | 300 | 250 | 1000 | 95 | 189.6 | 2 | 300 | 297 | 4000 | 95 | 163.1 |
| 1 | 50 | 250 | 3548 | 100 | 239.6 | 2 | 300 | 298 | 4000 | 100 | 213.8 |
| 1 | 98 | 250 | 3967 | 105 | 334 | 2 | 300 | 298 | 4000 | 105 | 313.5 |
| 1 | 110 | 250 | 4000 | 110 | 448.5 | 2 | 50 | 279 | 4000 | 110 | 448.9 |
| 1 | 115 | 254 | 4000 | 115 | 442.2 | 2 | 50 | 282 | 4000 | 115 | 407.6 |
| 1 | 284 | 278 | 4000 | 120 | 176.4 | 2 | 300 | 310 | 4000 | 120 | 89.4 |
| 1 | 300 | 283 | 4000 | 125 | 34 | 2 | 300 | 310 | 3860 | 125 | 13.6 |
| 1 | 300 | 285 | 4000 | 130 | 17.2 | 2 | 300 | 271 | 1000 | 130 | 7.7 |
| 1 | 186 | 280 | 4000 | 135 | 14.7 | 2 | 50 | 310 | 1586 | 135 | 8.2 |
| 1 | 148 | 281 | 4000 | 140 | 14.4 | 2 | 50 | 310 | 1895 | 140 | 9.9 |
| 3 | 50 | 250 | 4000 | 40 | 117.7 | 4 | 300 | 310 | 1000 | 40 | 63.7 |
| 3 | 50 | 250 | 4000 | 45 | 114.9 | 4 | 300 | 310 | 1000 | 45 | 62.6 |
| 3 | 50 | 250 | 4000 | 50 | 111 | 4 | 133 | 250 | 1000 | 50 | 61.9 |
| 3 | 50 | 250 | 4000 | 55 | 105.2 | 4 | 148 | 250 | 1000 | 55 | 61.6 |
| 3 | 50 | 250 | 4000 | 60 | 97 | 4 | 170 | 250 | 1000 | 60 | 60.8 |
| 3 | 50 | 250 | 1000 | 65 | 86.2 | 4 | 170 | 310 | 4000 | 65 | 64.7 |
| 3 | 50 | 250 | 1000 | 70 | 76 | 4 | 150 | 310 | 4000 | 70 | 79.6 |
| 3 | 50 | 250 | 1000 | 75 | 86.1 | 4 | 155 | 250 | 4000 | 75 | 99.3 |
| 3 | 50 | 250 | 1000 | 80 | 92.4 | 4 | 140 | 250 | 4000 | 80 | 125 |
| 3 | 50 | 250 | 1000 | 85 | 93.9 | 4 | 134 | 250 | 4000 | 85 | 141.8 |
| 3 | 300 | 250 | 3364 | 90 | 96.9 | 4 | 131 | 250 | 4000 | 90 | 149.9 |
| 3 | 258 | 310 | 1000 | 95 | 116.7 | 4 | 50 | 310 | 1000 | 95 | 181.2 |
| 3 | 255 | 310 | 1000 | 100 | 158.2 | 4 | 50 | 310 | 1000 | 100 | 252.5 |
| 3 | 251 | 310 | 1000 | 105 | 251.9 | 4 | 50 | 250 | 1000 | 105 | 408.6 |
| 3 | 102 | 250 | 4000 | 110 | 412.5 | 4 | 50 | 250 | 1000 | 110 | 508.5 |
| 3 | 67 | 250 | 4000 | 115 | 458.6 | 4 | 300 | 250 | 2278.8 | 115 | 783.6 |
| 3 | 50 | 250 | 4000 | 120 | 164.1 | 4 | 50 | 250 | 1000 | 120 | 155.1 |
| 3 | 50 | 250 | 4000 | 125 | 37.3 | 4 | 50 | 250 | 1000 | 125 | 34.2 |
| 3 | 50 | 250 | 4000 | 130 | 21.6 | 4 | 50 | 250 | 1000 | 130 | 19.5 |
| 3 | 50 | 250 | 4000 | 135 | 18.2 | 4 | 50 | 250 | 1000 | 135 | 15.8 |
| 3 | 50 | 250 | 3911 | 140 | 16.7 | 4 | 50 | 250 | 1000 | 140 | 14.2 |
References
- Huang, Y.; Leu, M.C.; Mazumder, J.; Donmez, A. Additive manufacturing: Current state, future potential, gaps and needs, and recommendations. J. Manuf. Sci. Eng. 2015, 137, 014001. [Google Scholar] [CrossRef] [Green Version]
- Bagsik, A.; Schöppner, V.; Klemp, E. FDM part quality manufactured with ultem* 9085. In Proceedings of the 14th International Scientific Conference on Polymeric Materials, Halle (Saale), Germany, 15–17 September 2010. [Google Scholar]
- Doubrovski, Z.; Verlinden, J.C.; Geraedts, J.M. Optimal design for additive manufacturing: Opportunities and challenges. In Proceedings of the ASME 2011 International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, Washington, DC, USA, 28–31 August 2011; pp. 635–646. [Google Scholar]
- Gibson, I.; Rosen, D.W.; Stucker, B. Additive Manufacturing Technologies; Springer: Berlin/Heidelberg, Germany, 2010; p. 238. [Google Scholar]
- Arivazhagan, A.; Masood, S. Dynamic mechanical properties of ABS material processed by fused deposition modelling. Int. J. Eng. Res. Appl. 2012, 2, 2009–2014. [Google Scholar]
- Weeren, R.V.; Agarwala, M.; Jamalabad, V.R.; Bandyopadhyay, A.; Vaidyanathan, R.; Langrana, N.; Safari, A.; Whalen, P.; Danforth, S.C.; Ballard, C. Quality of parts processed by fused deposition. In Proceedings of the Solid Freeform Fabrication Symposium, Austin, TX, USA, 7–9 August 1995; pp. 314–321. [Google Scholar]
- Bossett, E.; Rivera, L.; Qiu, D.; McCuiston, R.; Langrana, N.; Rangarajan, S.; Venkataraman, N.; Danforth, S.; Safari, A. Real time video microscopy for the fused deposition method. In Proceedings of the Solid Freeform Fabrication Symposium, Austin, TX, USA, 11–13 August 1998; pp. 113–120. [Google Scholar]
- Gray, R.W.; Baird, D.G.; Bøhn, J.H. Effects of processing conditions on short TLCP fiber reinforced FDM parts. Rapid Prototyp. J. 1998, 4, 14–25. [Google Scholar] [CrossRef]
- Rodríguez, J.F.; Thomas, J.P.; Renaud, J.E. Mechanical behavior of acrylonitrile butadiene styrene (ABS) fused deposition materials. Experimental investigation. Rapid Prototyp. J. 2001, 7, 148–158. [Google Scholar] [CrossRef]
- Es-Said, O.S.; Foyos, J.; Noorani, R.; Mendelson, M.; Marloth, R.; Pregger, B.A. Effect of layer orientation on mechanical properties of rapid prototyped samples. Mater. Manuf. Process. 2000, 15, 107–122. [Google Scholar] [CrossRef]
- Ahn, S.-H.; Montero, M.; Odell, D.; Roundy, S.; Wright, P.K. Anisotropic material properties of fused deposition modeling ABS. Rapid Prototyp. J. 2002, 8, 248–257. [Google Scholar] [CrossRef] [Green Version]
- Lee, B.; Abdullah, J.; Khan, Z. Optimization of rapid prototyping parameters for production of flexible ABS object. J. Mater. Process. Technol. 2005, 169, 54–61. [Google Scholar] [CrossRef]
- Sood, A.K.; Ohdar, R.K.; Mahapatra, S.S. Parametric appraisal of fused deposition modelling process using the grey Taguchi method. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2010, 224, 135–145. [Google Scholar] [CrossRef]
- Onwubolu, G.C.; Rayegani, F. Characterization and Optimization of Mechanical Properties of ABS Parts Manufactured by the Fused Deposition Modelling Process. Int. J. Manuf. Eng. 2014, 2014, 598531. [Google Scholar] [CrossRef]
- Liu, X.; Zhang, M.; Li, S.; Si, L.; Peng, J.; Hu, Y. Mechanical property parametric appraisal of fused deposition modeling parts based on the gray Taguchi method. Int. J. Adv. Manuf. Technol. 2017, 89, 2387–2397. [Google Scholar] [CrossRef]
- Mohamed, O.A.; Masood, S.; Bhowmik, J.L. Optimization of fused deposition modeling process parameters: A review of current research and future prospects. Adv. Manuf. 2015, 3, 42–53. [Google Scholar] [CrossRef]
- Domingo-Espin, M.; Borros, S.; Agullo, N.; Garcia-Granada, A.A.; Reyes, G. Influence of Building Parameters on the Dynamic Mechanical Properties of Polycarbonate Fused Deposition Modeling Parts. 3D Print. Addit. Manuf. 2014, 1, 70–77. [Google Scholar] [CrossRef]
- Ang, K.C.; Leong, K.F.; Chua, C.K.; Chandrasekaran, M. Investigation of the mechanical properties and porosity relationships in fused deposition modelling-fabricated porous structures. Rapid Prototyp. J. 2006, 12, 100–105. [Google Scholar]
- Mohamed, O.A.; Masood, S.H.; Bhowmik, J.L.; Nikzad, M.; Azadmanjiri, J. Effect of Process Parameters on Dynamic Mechanical Performance of FDM PC/ABS Printed Parts Through Design of Experiment. J. Mater. Eng. Perform. 2016, 25, 2922–2935. [Google Scholar] [CrossRef]
- Kulich, D.M.; Gaggar, S.K.; Lowry, V.; Stepien, R. Acrylonitrile–butadiene–styrene (ABS) polymers. In Kirk-Othmer Encyclopedia of Chemical Technology; Wiley: NewYork, NY, USA, 2004. [Google Scholar]
- Menard, K.P. Dynamic Mechanical Analysis: A Practical Introduction; CRC Press: Boca Raton, FL, USA, 2008. [Google Scholar]
- Ferry, J.D. Viscoelastic Properties of Polymers; John Wiley & Sons: Hoboken, NJ, USA, 1980. [Google Scholar]
- Murayama, T. Dynamic Mechanical Analysis of Polymeric Material; Elsevier Scientific Pub. Co.: New York, NY, USA, 1978. [Google Scholar]
- Lek, S.; Delacoste, M.; Baran, P.; Dimopoulos, I.; Lauga, J.; Aulagnier, S. Application of neural networks to modelling nonlinear relationships in ecology. Ecol. Model. 1996, 90, 39–52. [Google Scholar] [CrossRef]
- Rafiq, M.; Bugmann, G.; Easterbrook, D. Neural network design for engineering applications. Comput. Struct. 2001, 79, 1541–1552. [Google Scholar] [CrossRef]
- Kartalopoulos, S.V.; Kartakapoulos, S.V. Understanding Neural Networks and Fuzzy Logic: Basic Concepts and Applications; Wiley-IEEE Press: New York, NY, USA, 1997. [Google Scholar]
- Hagan, M.; Demuth, H.; Beale, M. Neural Network Design. Boston Mass. PWS 1996, 2, 734. [Google Scholar]
- Qi, M.; Zhang, G.P. An investigation of model selection criteria for neural network time series forecasting. Eur. J. Oper. Res. 2001, 132, 666–680. [Google Scholar] [CrossRef]
- Eberhart, R.; Kennedy, J. A new optimizer using particle swarm theory. In Micro Machine and Human Science, 1995. MHS’95, Proceedings of the Sixth International Symposium on, Nagoya, Japan, 4–6 October 1995; IEEE: Piscataway, NJ, USA, 1995; pp. 39–43. [Google Scholar]
- Menard, K.P.; Menard, N.R. Dynamic mechanical analysis in the analysis of polymers and rubbers. Encycl. Polym. Sci. Technol. 2002, 1–33. [Google Scholar] [CrossRef]
- Roy, R.K. Design of Experiments Using the Taguchi Approach: 16 Steps to Product and Process Improvement; John Wiley & Sons: Hoboken, NJ, USA, 2001. [Google Scholar]
- Lenth, R.V. Lenth’s method for the analysis of unreplicated experiments. Encycl. Stat. Qual. Reliab. 2008. [Google Scholar] [CrossRef]
- Komeili, M.; Milani, A. The effect of meso-level uncertainties on the mechanical response of woven fabric composites under axial loading. Comput. Struct. 2012, 90, 163–171. [Google Scholar] [CrossRef]















| Commercial code | CHIMEI PA-747S |
| Nominal diameter (mm) | 1.75 |
| Purity | >98% |
| Nominal Young’s modulus | 2 |
| Relative density— | 1.03–1.10 |
| Decomposition temperature (°C) | >310 |
| Control Factors | Level 1 | Level 2 | Level 3 | Level 4 |
|---|---|---|---|---|
| Raster orientation | 0° | 90° | 45° | ±45° |
| Layer height (μm) | 50 | 130 | 210 | 300 |
| Temperature (°C) | 250 | 270 | 290 | 310 |
| Feeding rate () | 1000 | 2000 | 3000 | 4000 |
| Sample # | Raster Orientation | Layer Height (μm) | Nozzle Temperature (°C) | Deposition Speed (mm/min) |
|---|---|---|---|---|
| 1 | 1 | 1 | 1 | 1 |
| 2 | 1 | 2 | 2 | 2 |
| 3 | 1 | 3 | 3 | 3 |
| 4 | 1 | 4 | 4 | 4 |
| 5 | 2 | 1 | 2 | 3 |
| 6 | 2 | 2 | 1 | 4 |
| 7 | 2 | 3 | 4 | 1 |
| 8 | 2 | 4 | 3 | 2 |
| 9 | 3 | 1 | 3 | 4 |
| 10 | 3 | 2 | 4 | 3 |
| 11 | 3 | 3 | 1 | 2 |
| 12 | 3 | 4 | 2 | 1 |
| 13 | 4 | 1 | 4 | 2 |
| 14 | 4 | 2 | 3 | 1 |
| 15 | 4 | 3 | 2 | 4 |
| 16 | 4 | 4 | 1 | 3 |
| Sample | (°C) | Sample | (°C) |
|---|---|---|---|
| 1 | 119.466 | 9 | 119.268 |
| 2 | 119.363 | 10 | 119.682 |
| 3 | 120.578 | 11 | 119.131 |
| 4 | 119.156 | 12 | 118.986 |
| 5 | 119.608 | 13 | 118.918 |
| 6 | 119.178 | 14 | 119.771 |
| 7 | 119.711 | 15 | 117.984 |
| 8 | 118.667 | 16 | 118.514 |
| Unprocessed ABS filament | 112.854 | ||
| Level | Raster Orientation | Layer Height | Temperature | Deposition Speed |
|---|---|---|---|---|
| 1 | 118.8 | 119.3 | 119.1 | 119.5 |
| 2 | 119.6 | 119.5 | 119 | 119 |
| 3 | 119.3 | 119.4 | 119.6 | 119.6 |
| 4 | 119.3 | 118.8 | 119.4 | 118.9 |
| Delta | 0.8 | 0.7 | 0.6 | 0.7 |
| ME threshold | 0.515 | 0.515 | 0.515 | 0.515 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vahed, R.; Zareie Rajani, H.R.; Milani, A.S. Can a Black-Box AI Replace Costly DMA Testing?—A Case Study on Prediction and Optimization of Dynamic Mechanical Properties of 3D Printed Acrylonitrile Butadiene Styrene. Materials 2022, 15, 2855. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15082855
Vahed R, Zareie Rajani HR, Milani AS. Can a Black-Box AI Replace Costly DMA Testing?—A Case Study on Prediction and Optimization of Dynamic Mechanical Properties of 3D Printed Acrylonitrile Butadiene Styrene. Materials. 2022; 15(8):2855. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15082855
Chicago/Turabian StyleVahed, Ronak, Hamid R. Zareie Rajani, and Abbas S. Milani. 2022. "Can a Black-Box AI Replace Costly DMA Testing?—A Case Study on Prediction and Optimization of Dynamic Mechanical Properties of 3D Printed Acrylonitrile Butadiene Styrene" Materials 15, no. 8: 2855. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15082855