
A Numerical Simulation Method Considering Solid Phase Transformation and the Experimental Verification of Ti6Al4V Titanium Alloy Sheet Welding Processes


Abstract
:1. Introduction
2. Materials and Methods
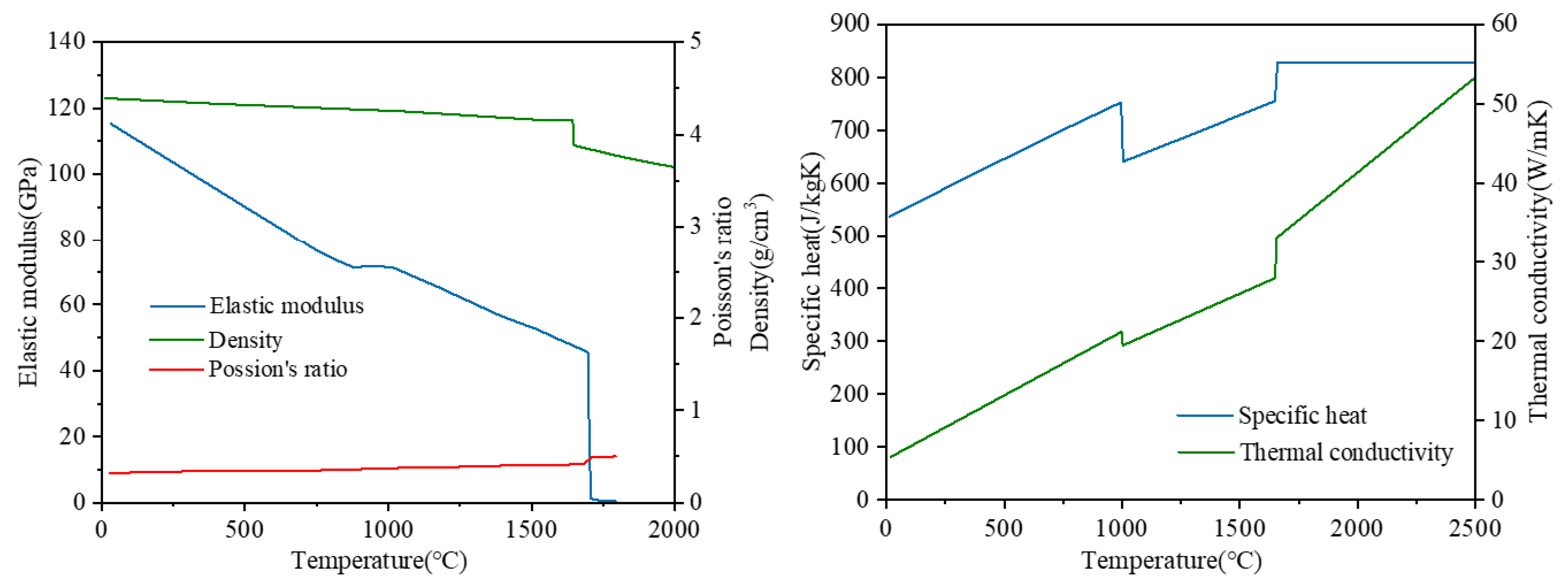
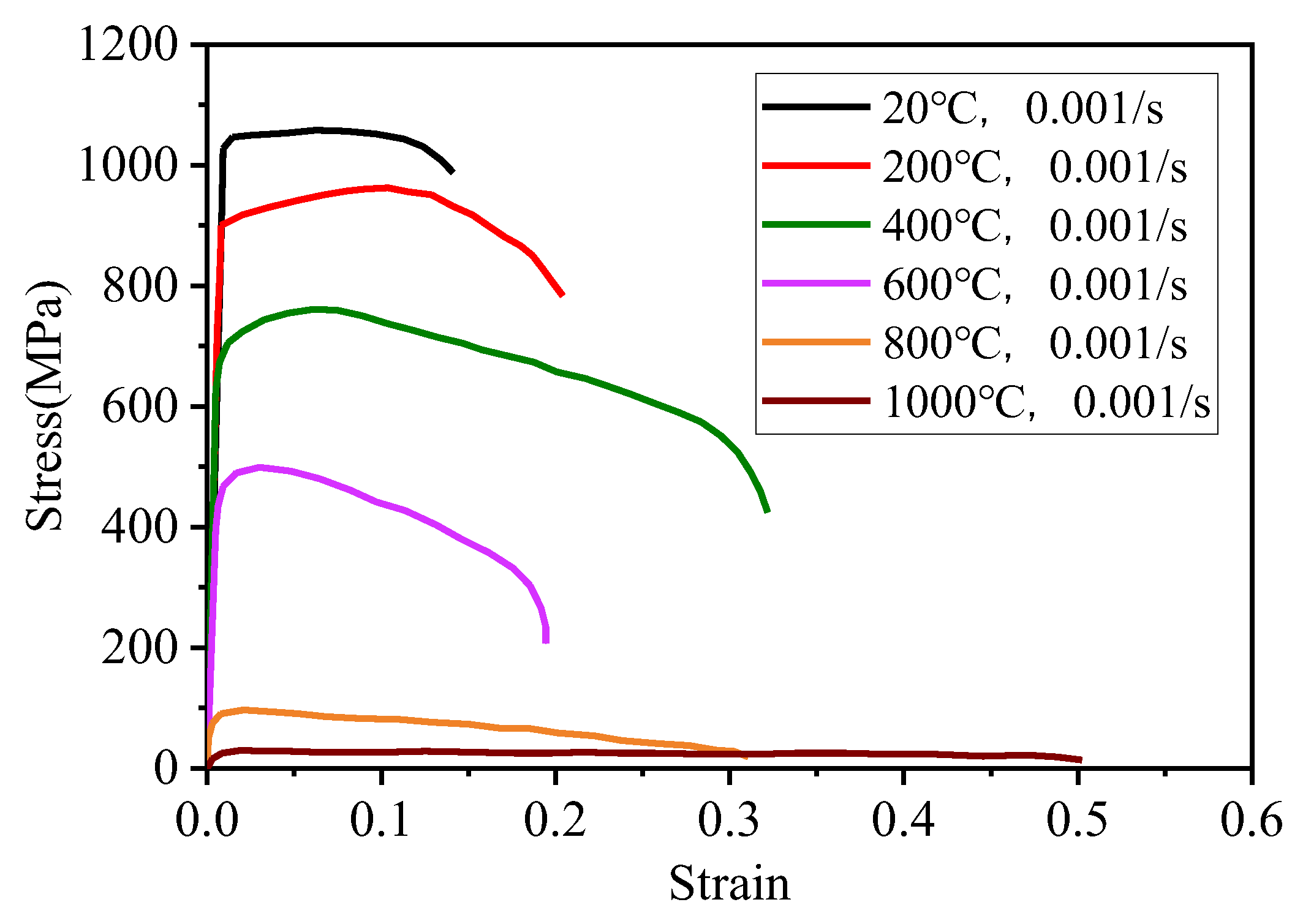
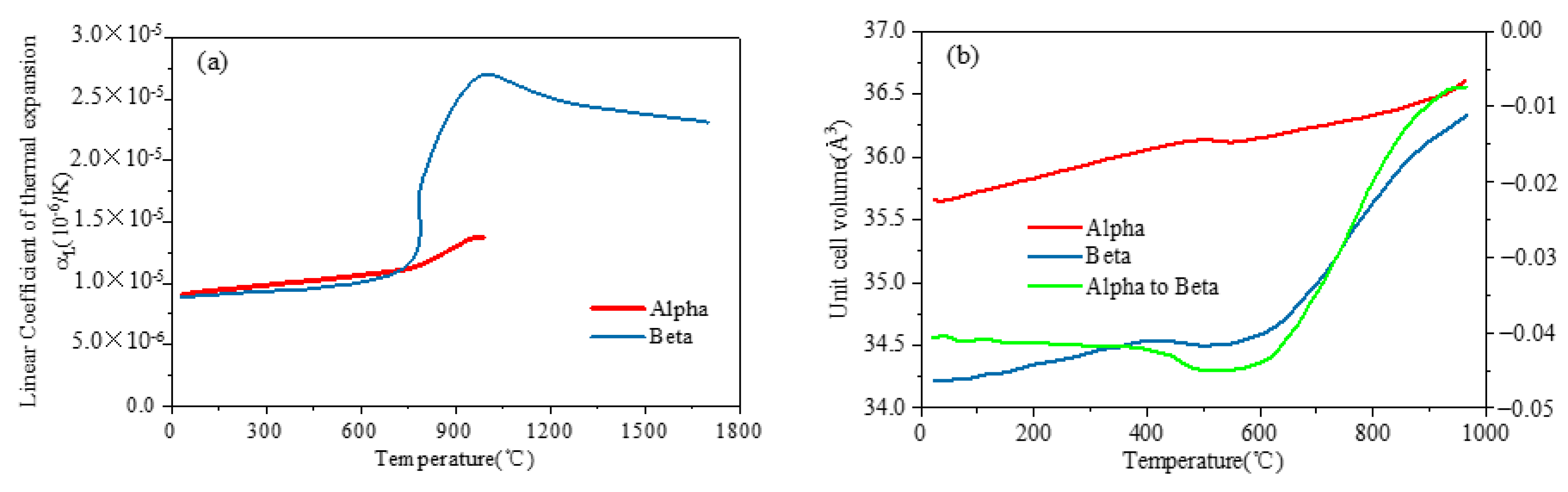
2.1. Material Performance of Ti6Al4V
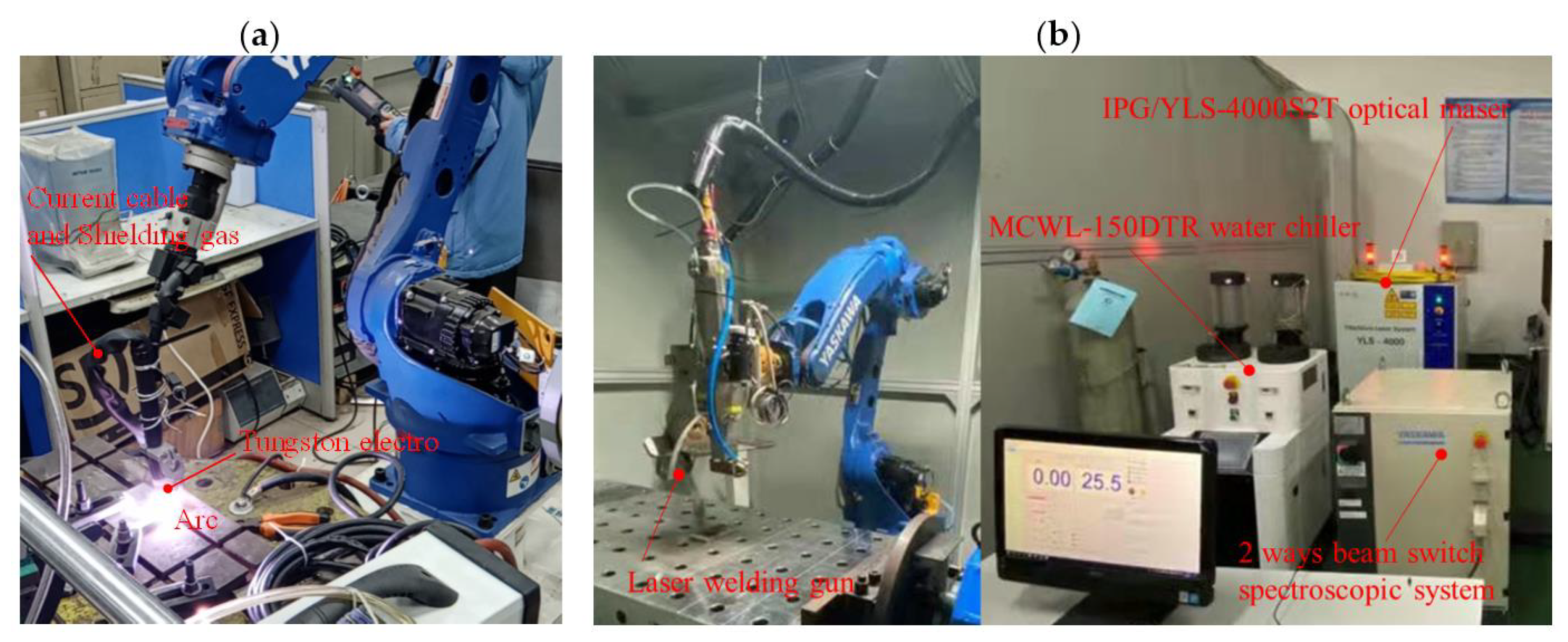
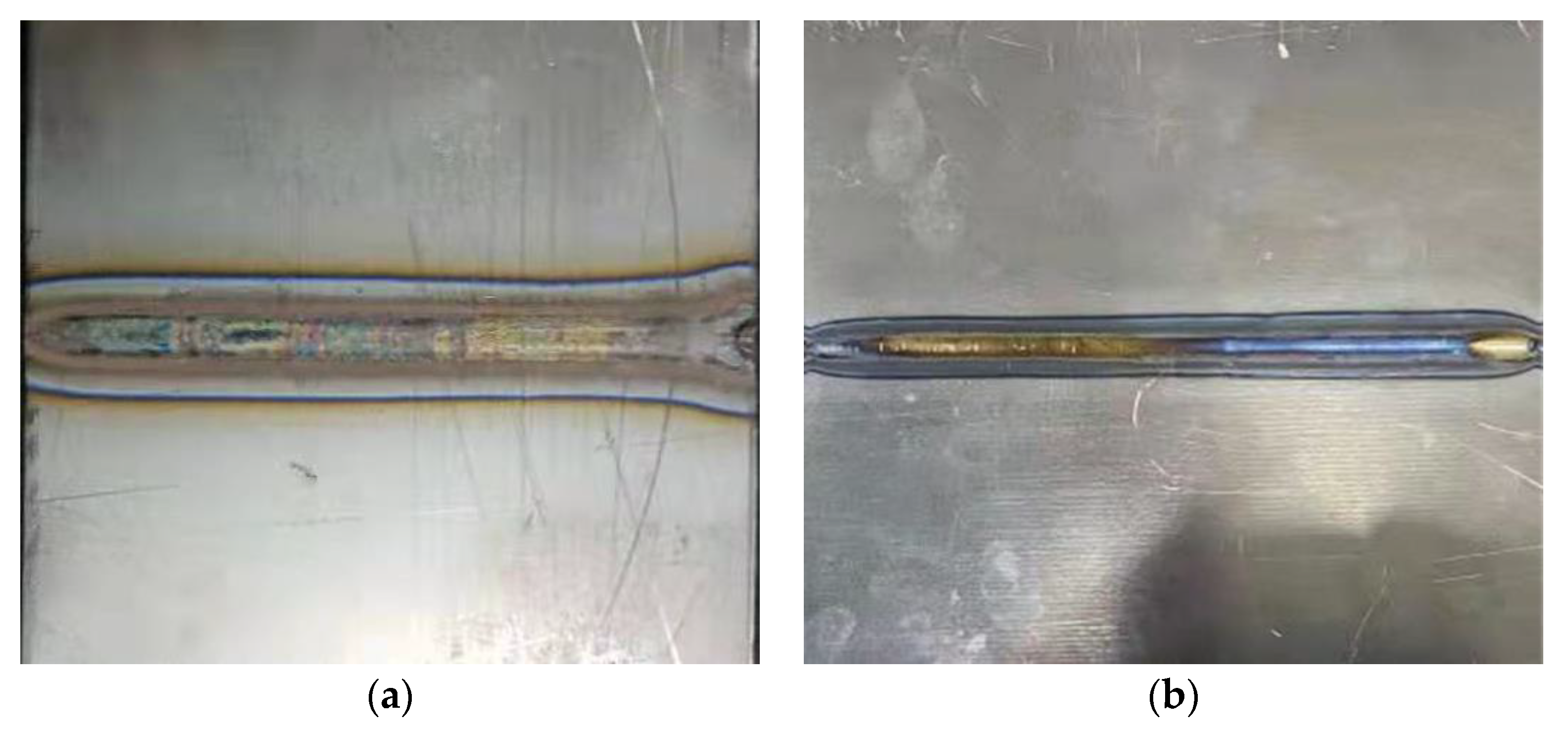
2.2. The LBW and TIG Welding Processes of Ti6Al4V Titanium Alloy
2.3. Experiment on Microstructure and Macro Mechanical Properties
2.3.1. Hardness Measurement and Microstructure Observation
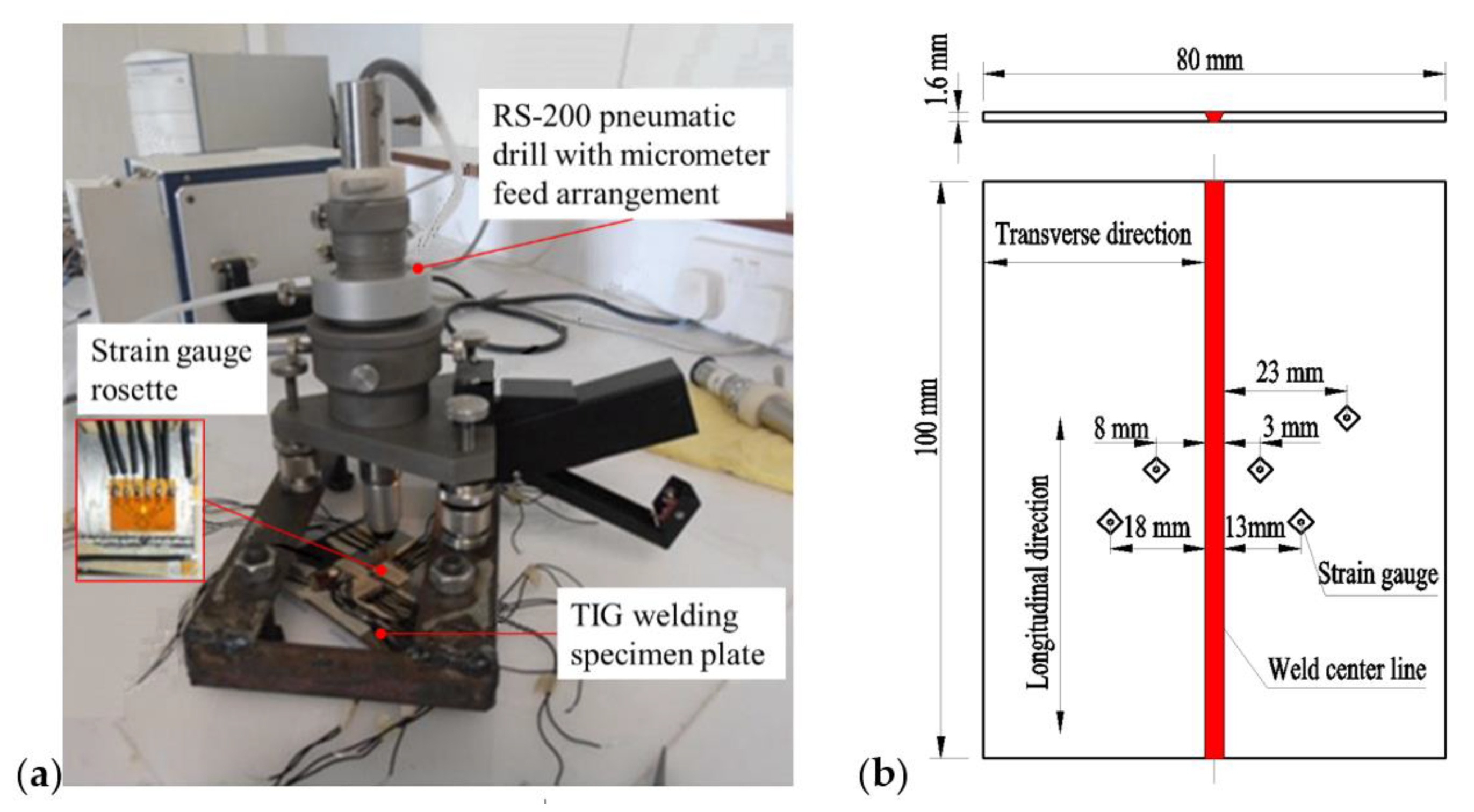
2.3.2. Measurement of Residual Stresses
3. Numerical Simulation Method of Welding Processes
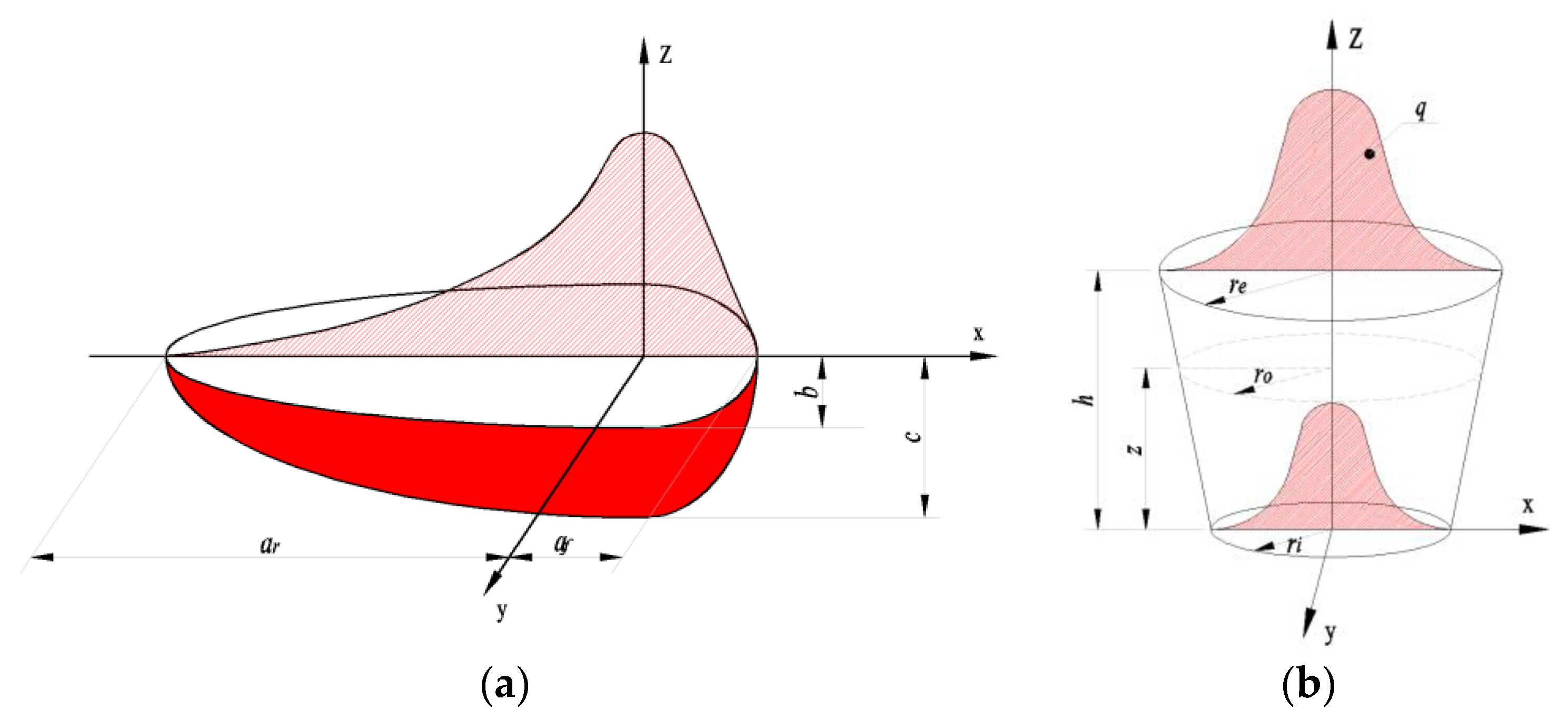
3.1. Numerical Calculation of Welding Temperature Field
3.2. Numerical Calculation of Welding Residual Stress
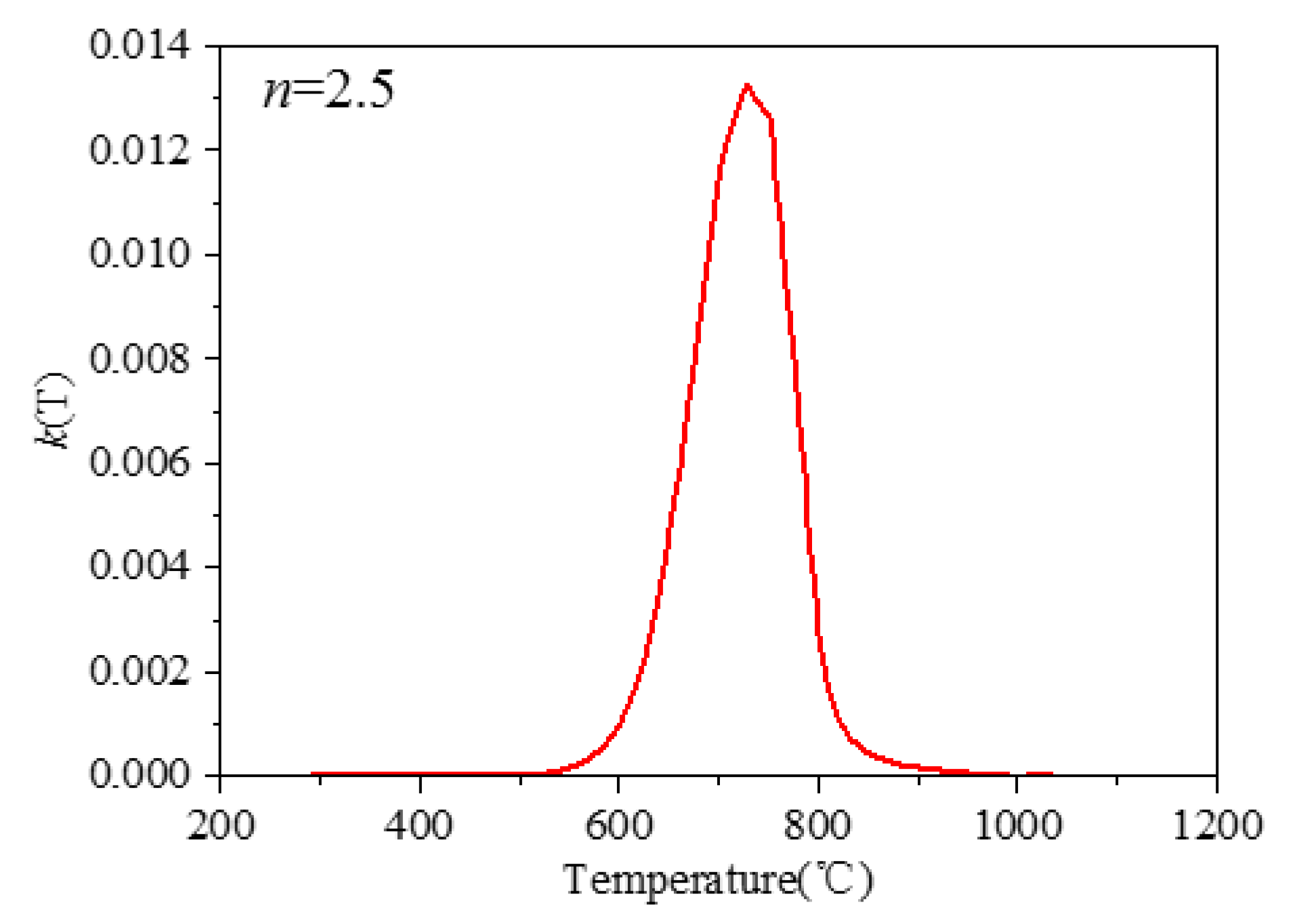
3.3. Solid Phase Transformation of Titanium Alloy during Welding
- Theoretical model of solid phase transformation
- 2
- Solid phase transformation model of titanium alloy welding
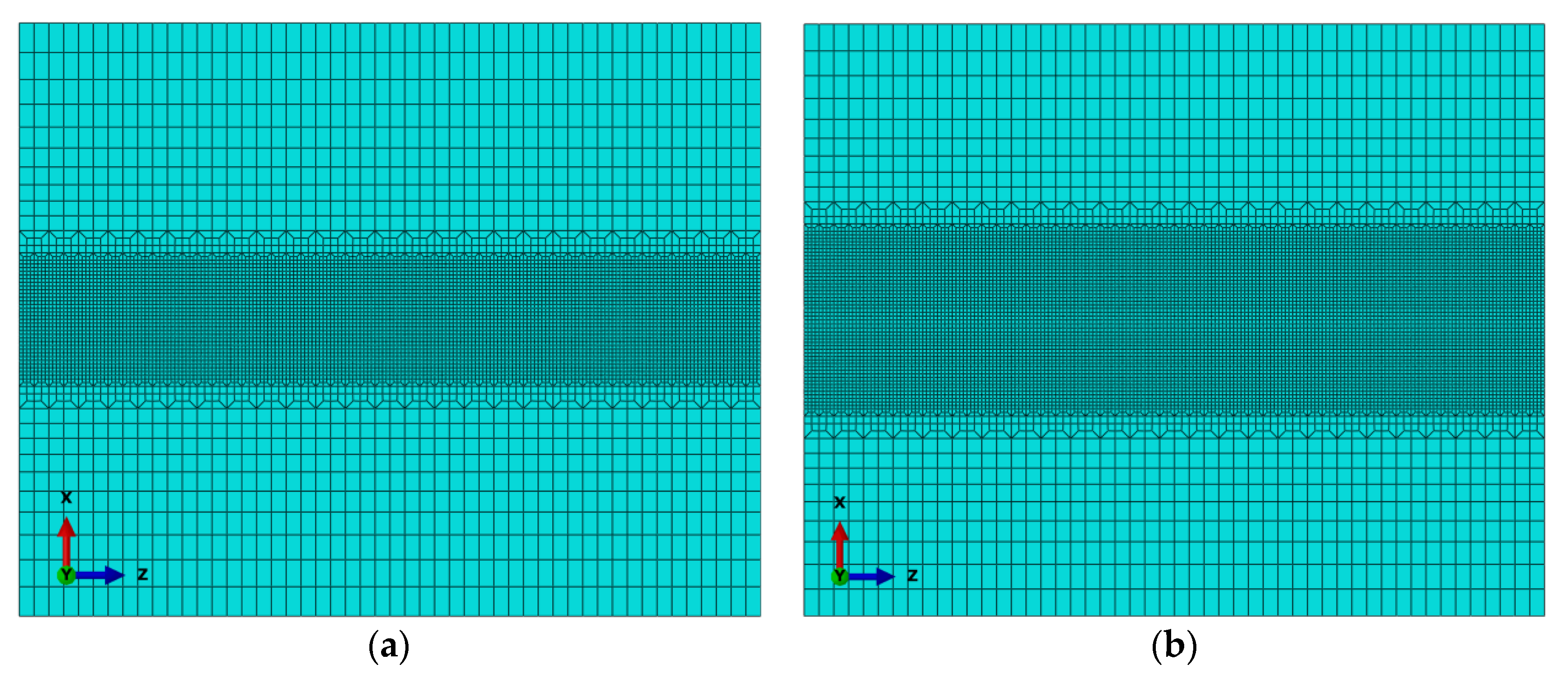
3.4. Implementation of Numerical Simulation and Parameters Calibration
4. Results and Discussion
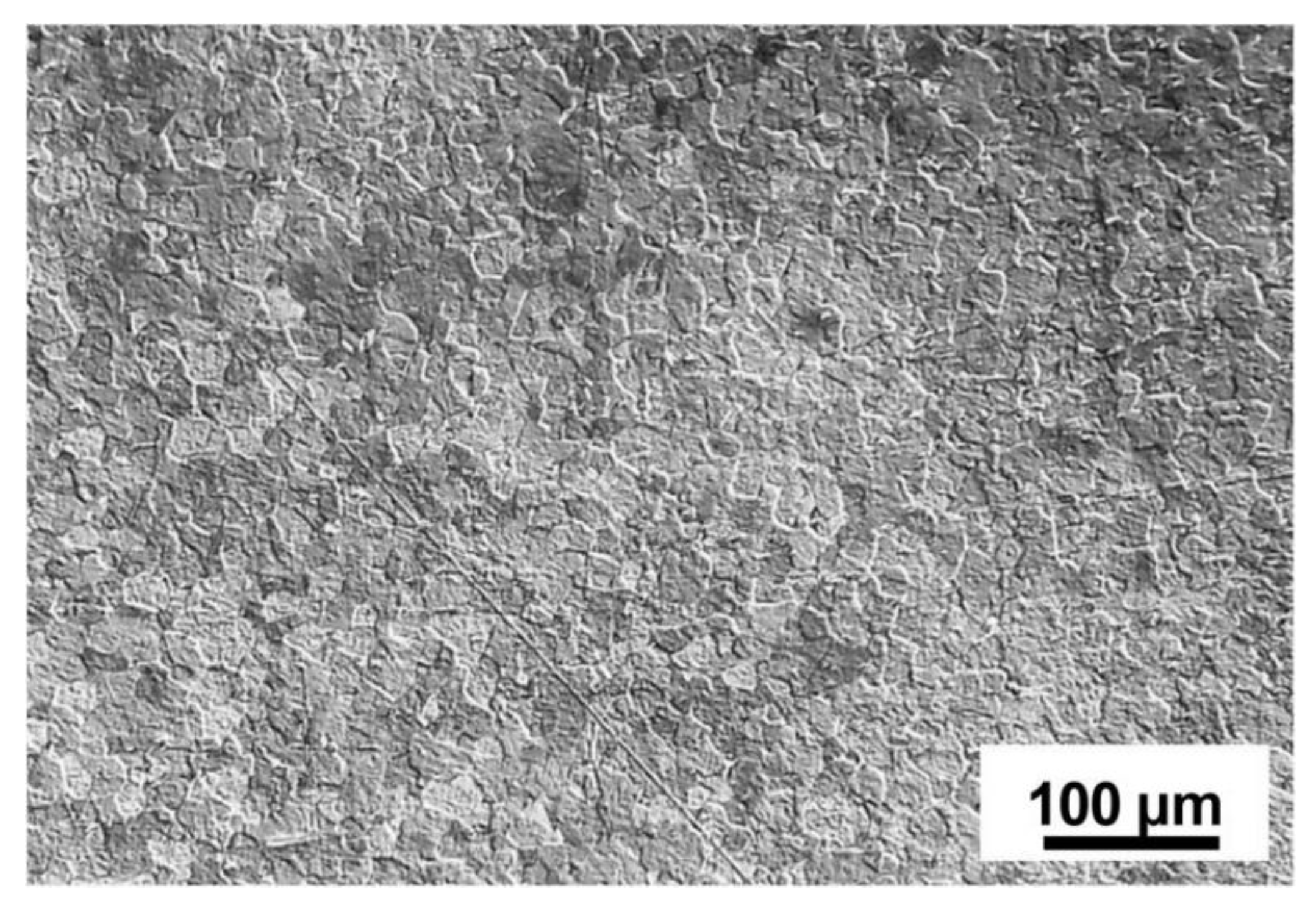
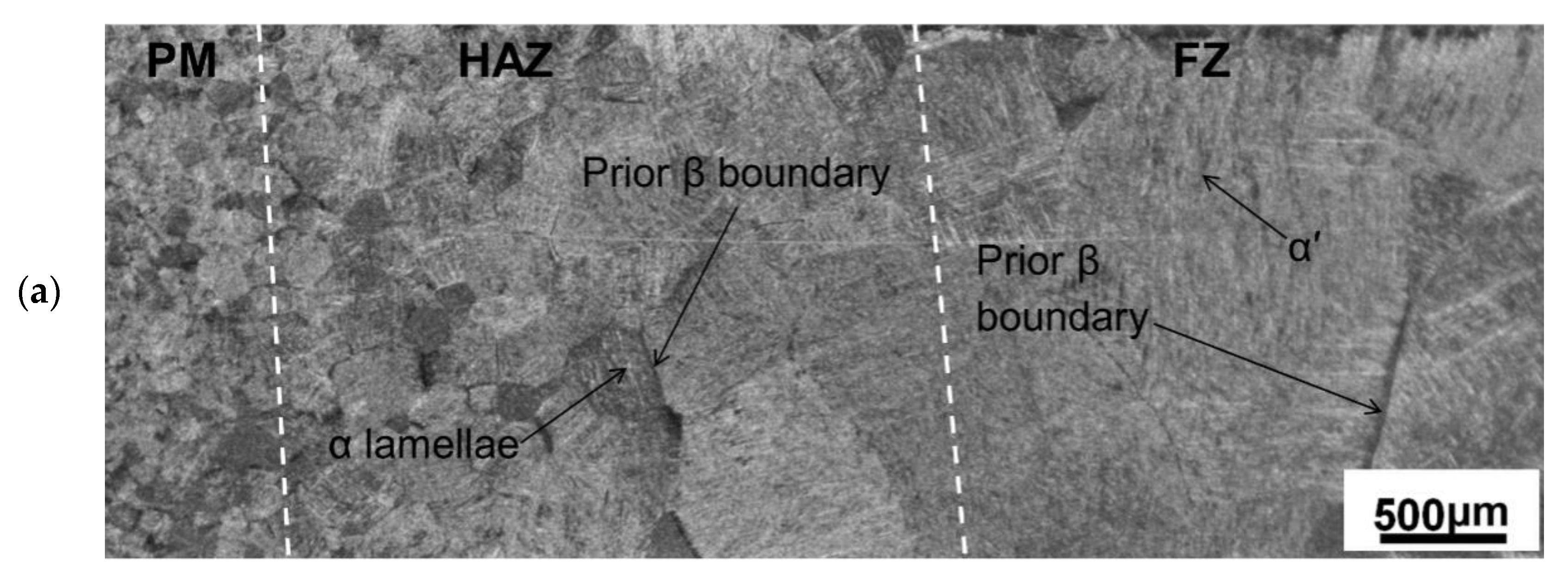
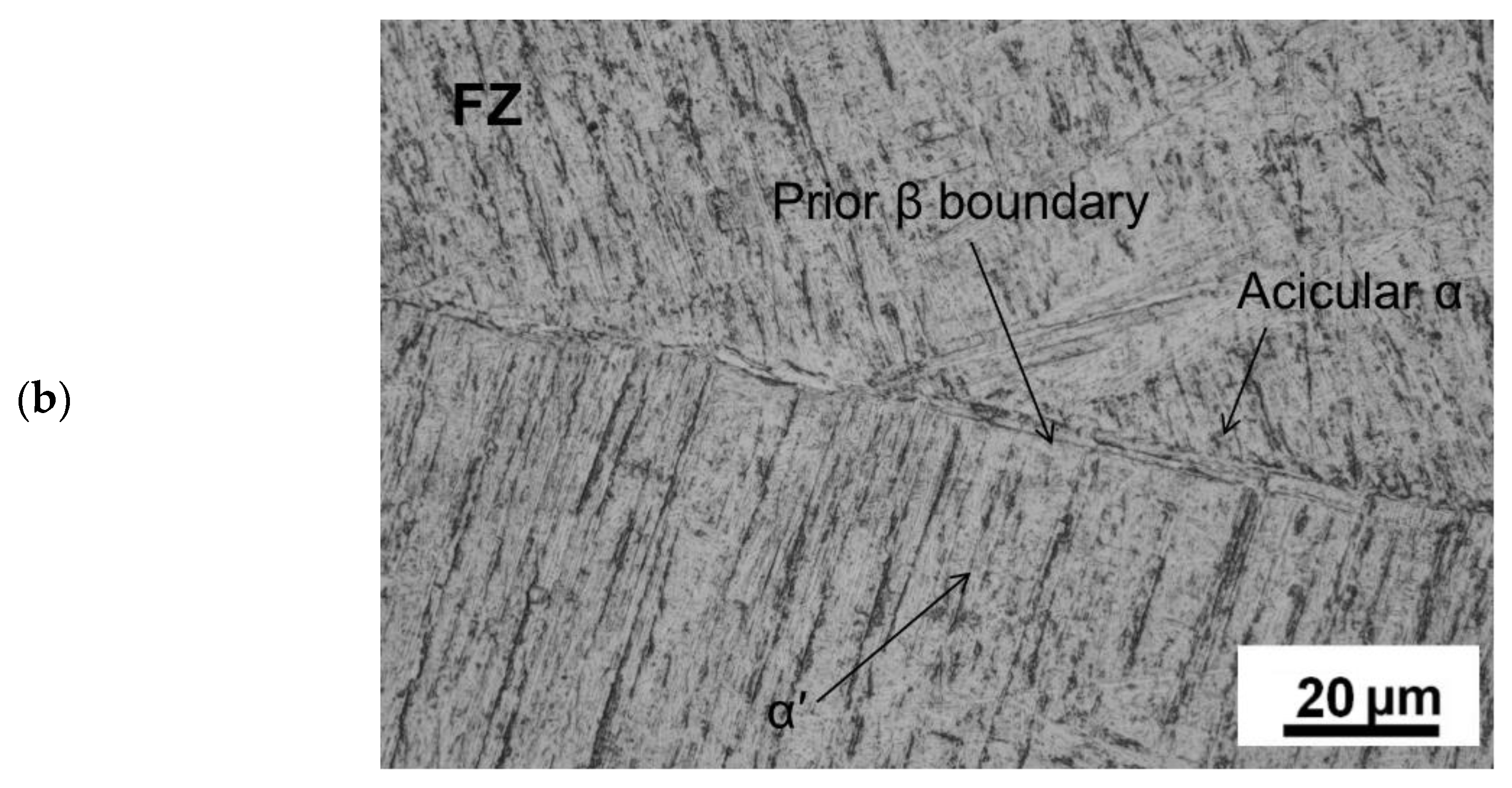
4.1. Microstructure Observation of Welded Joints
4.2. Simulation Results of Phase Volume Fraction Based on Ti6Al4V Phase Transition Model
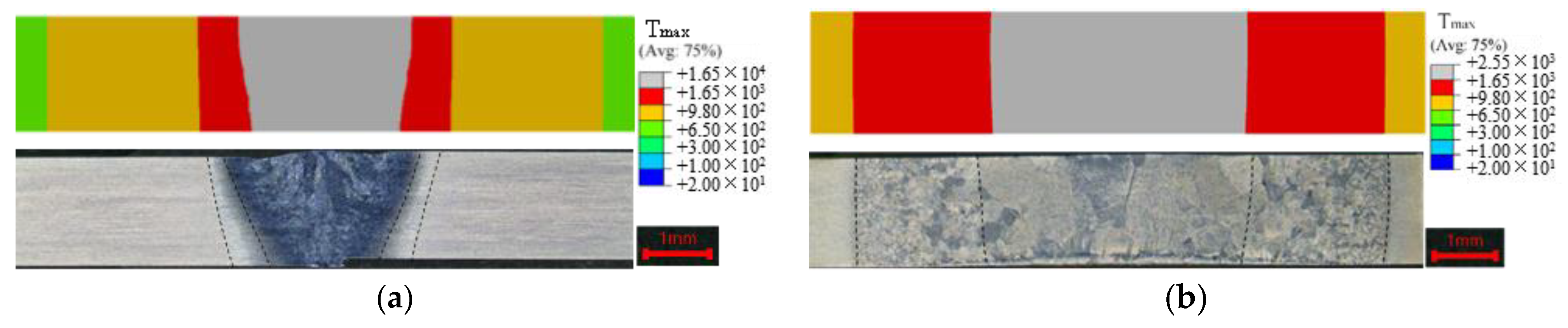
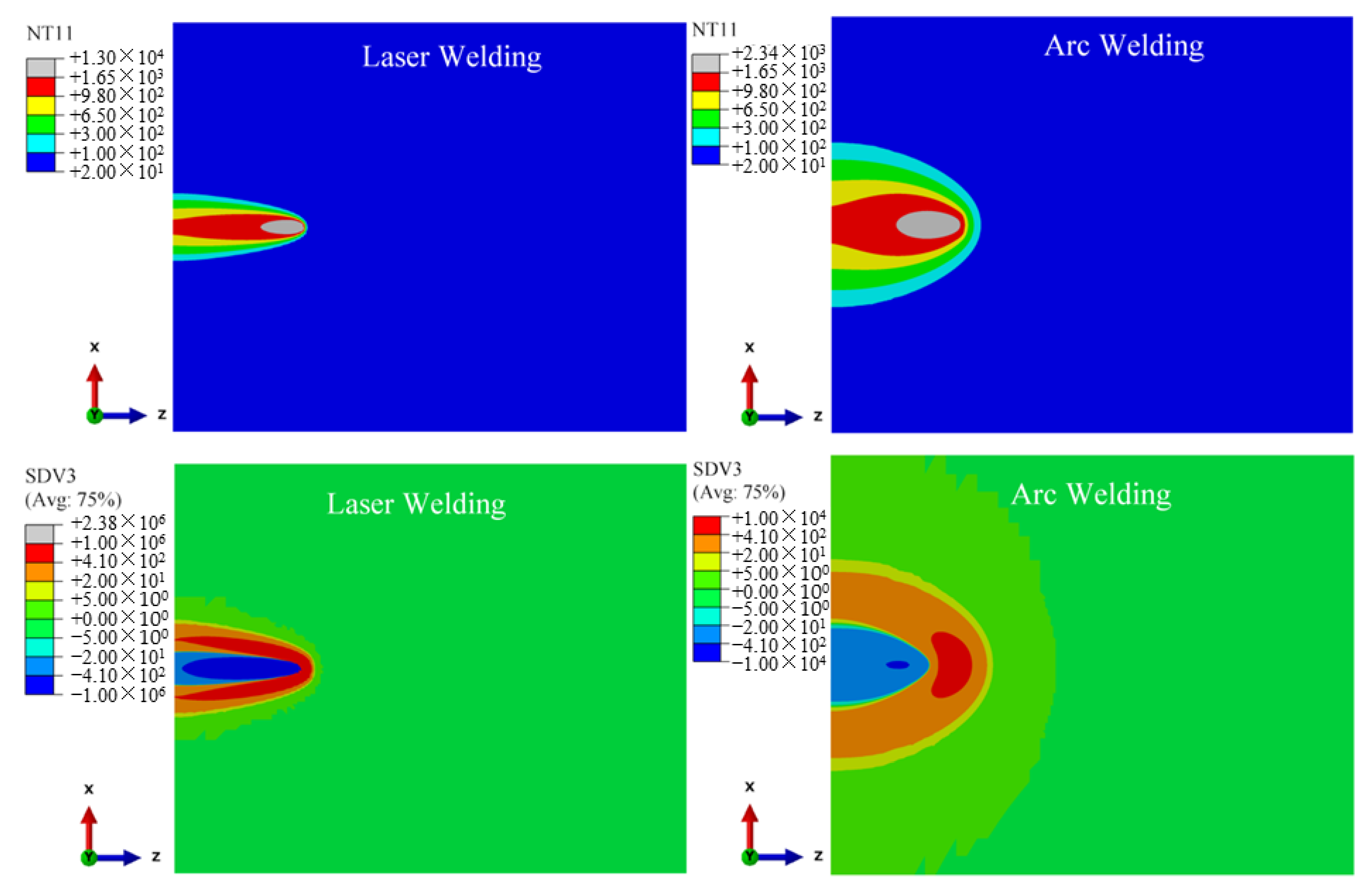
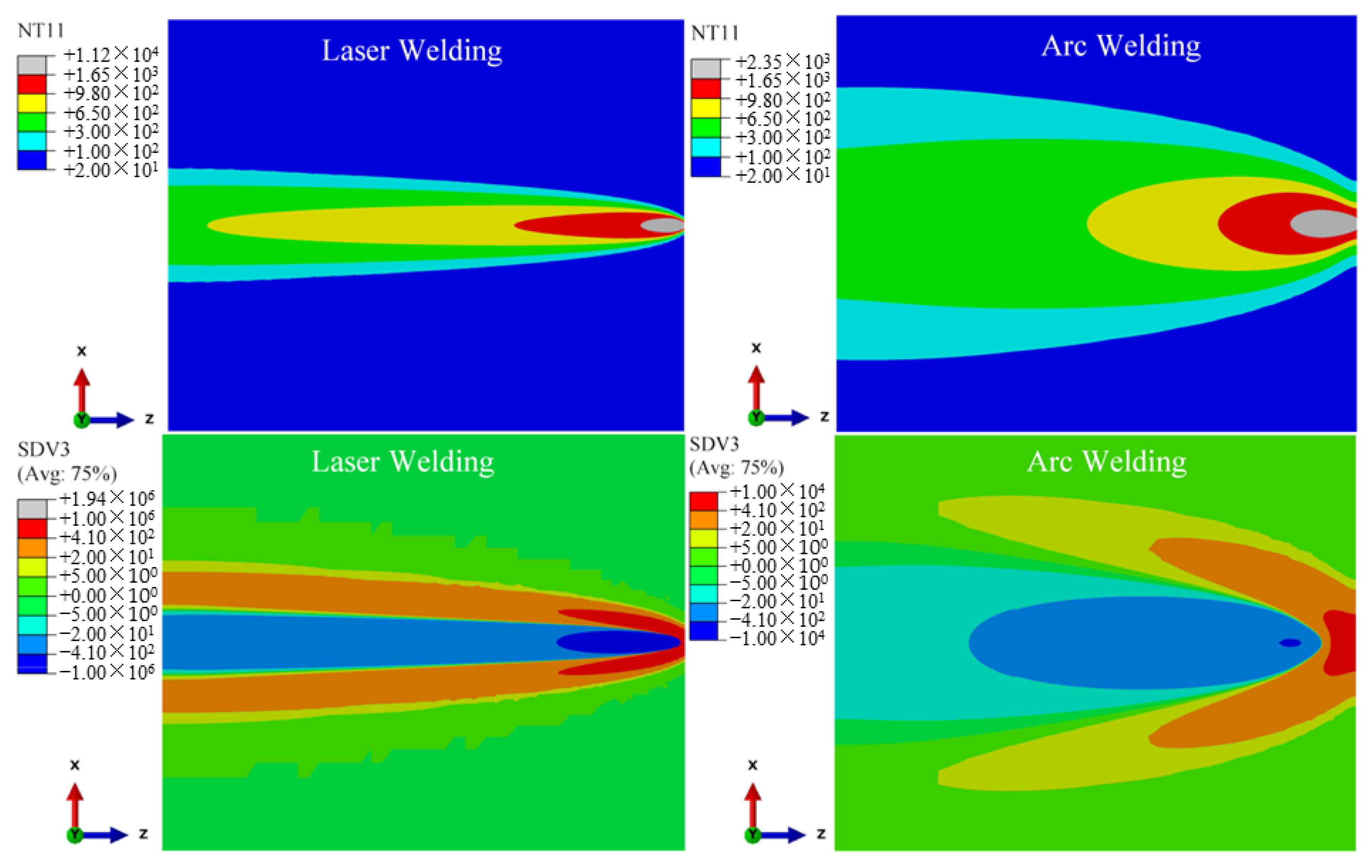
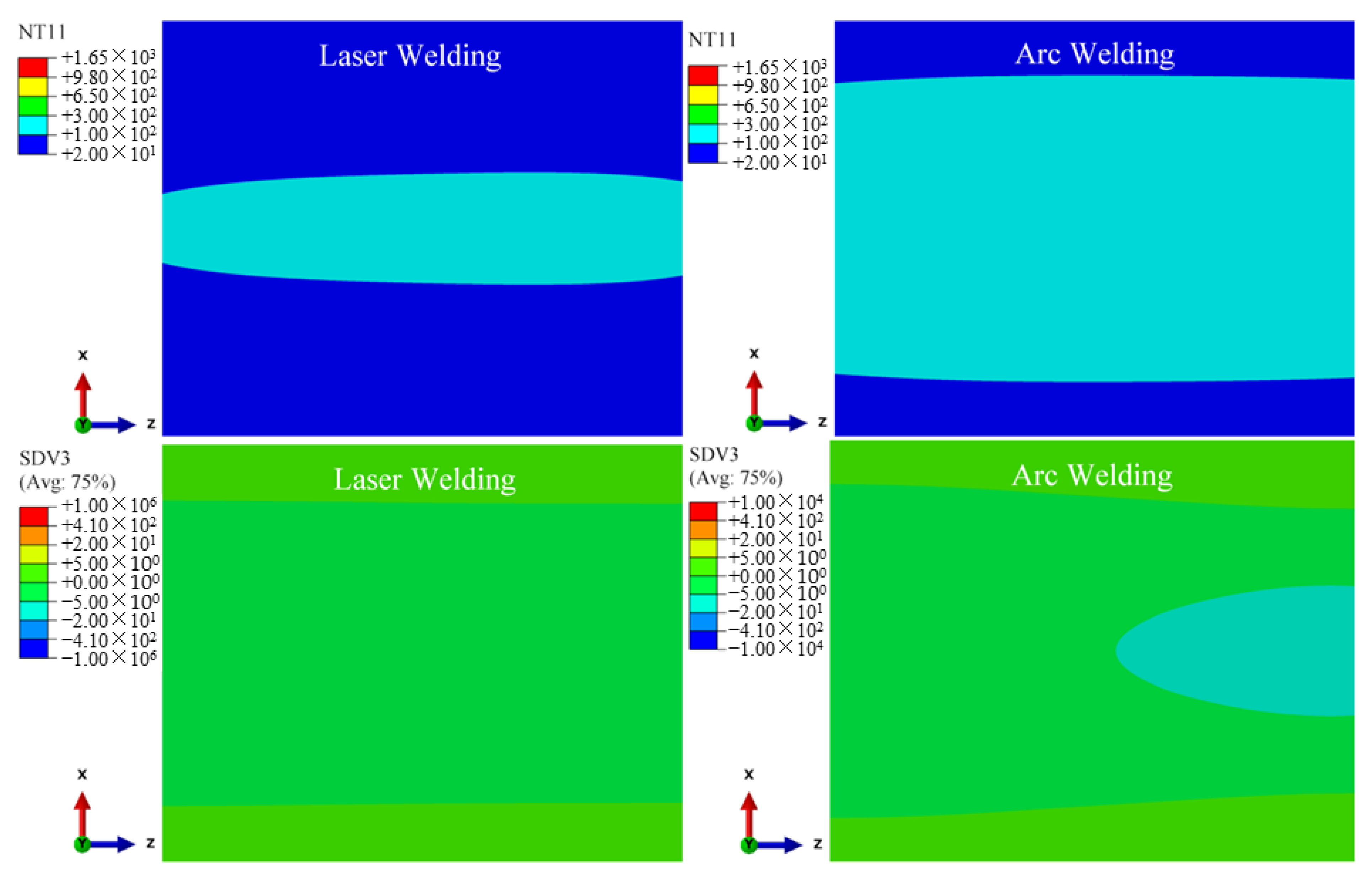
4.2.1. Simulation Results of Temperature Field
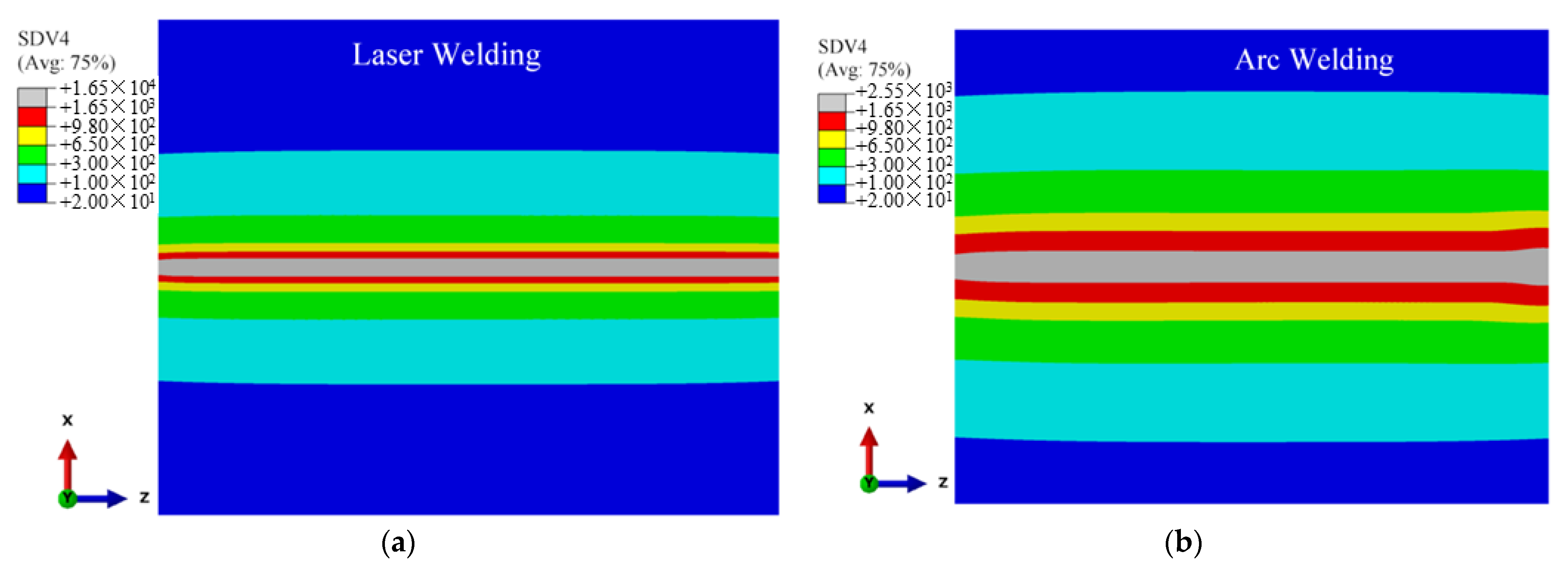
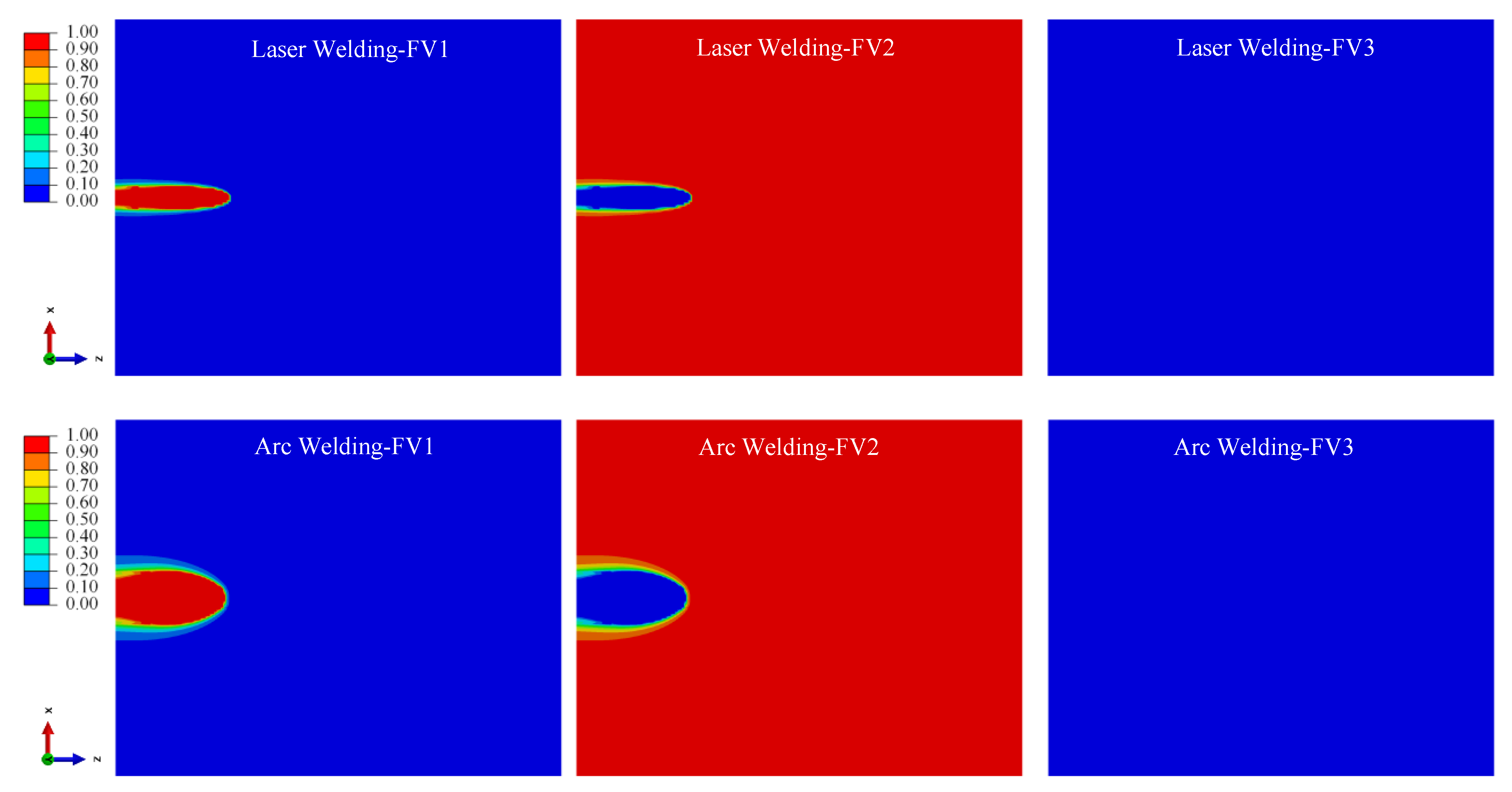
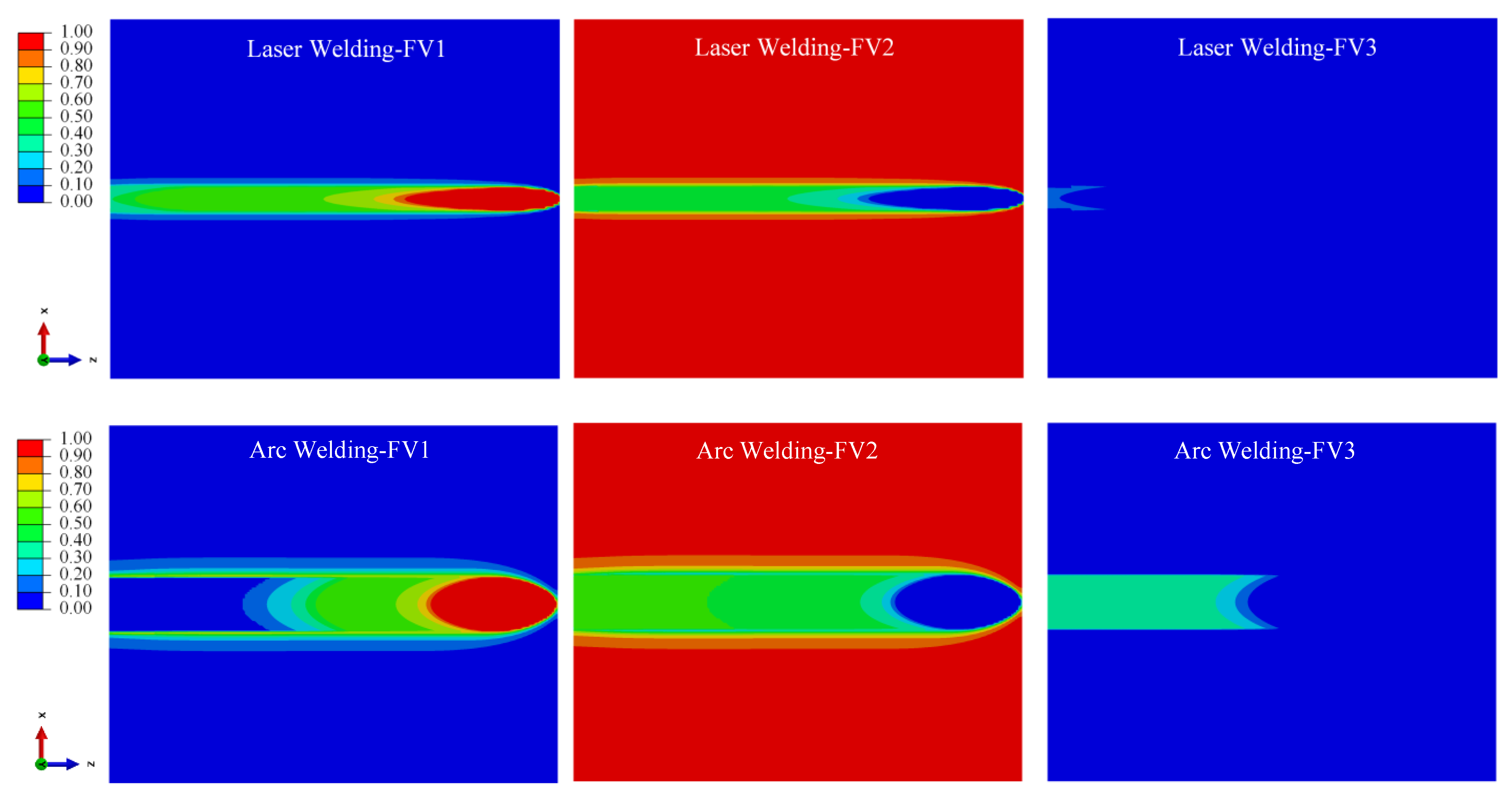
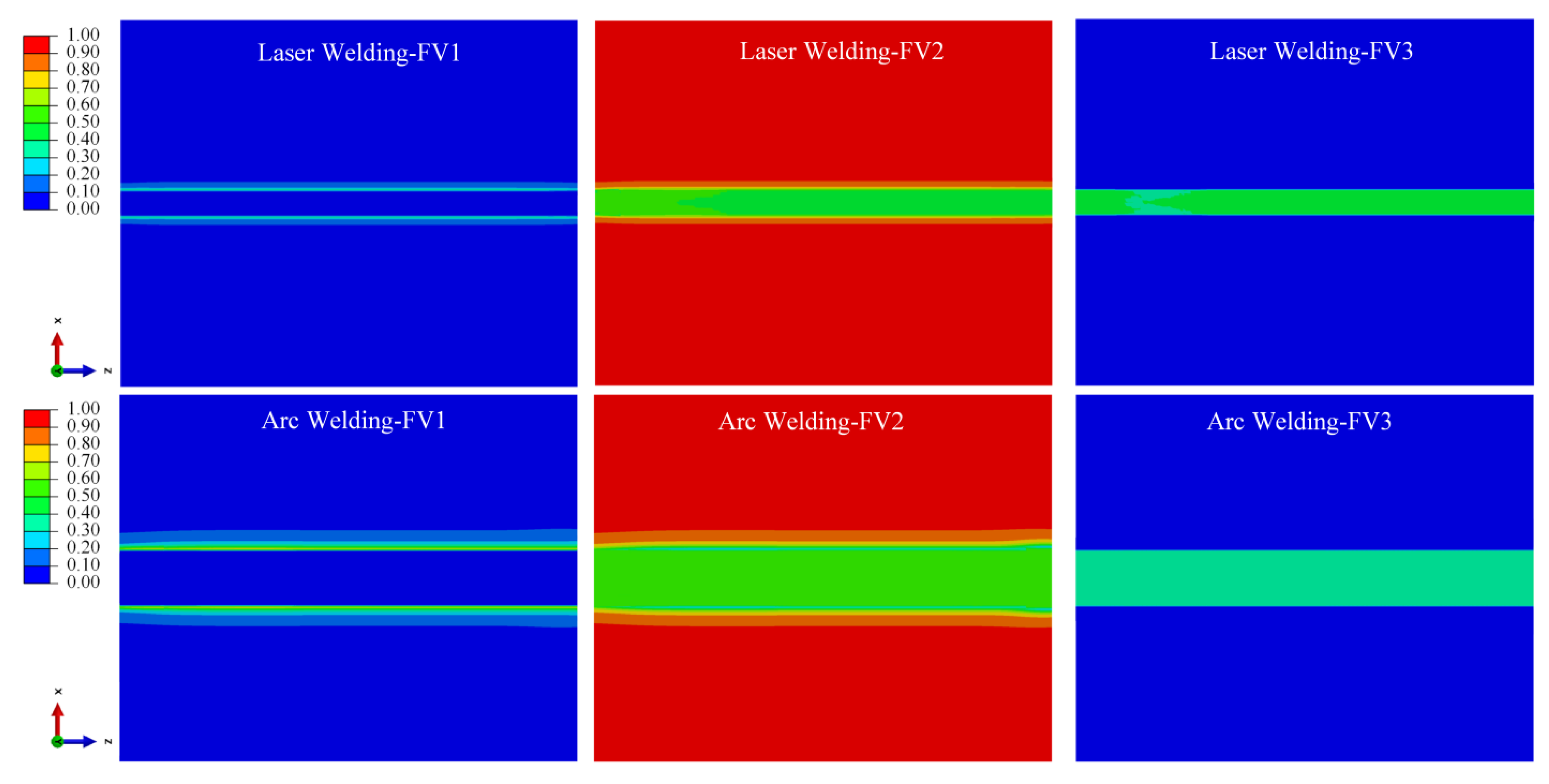
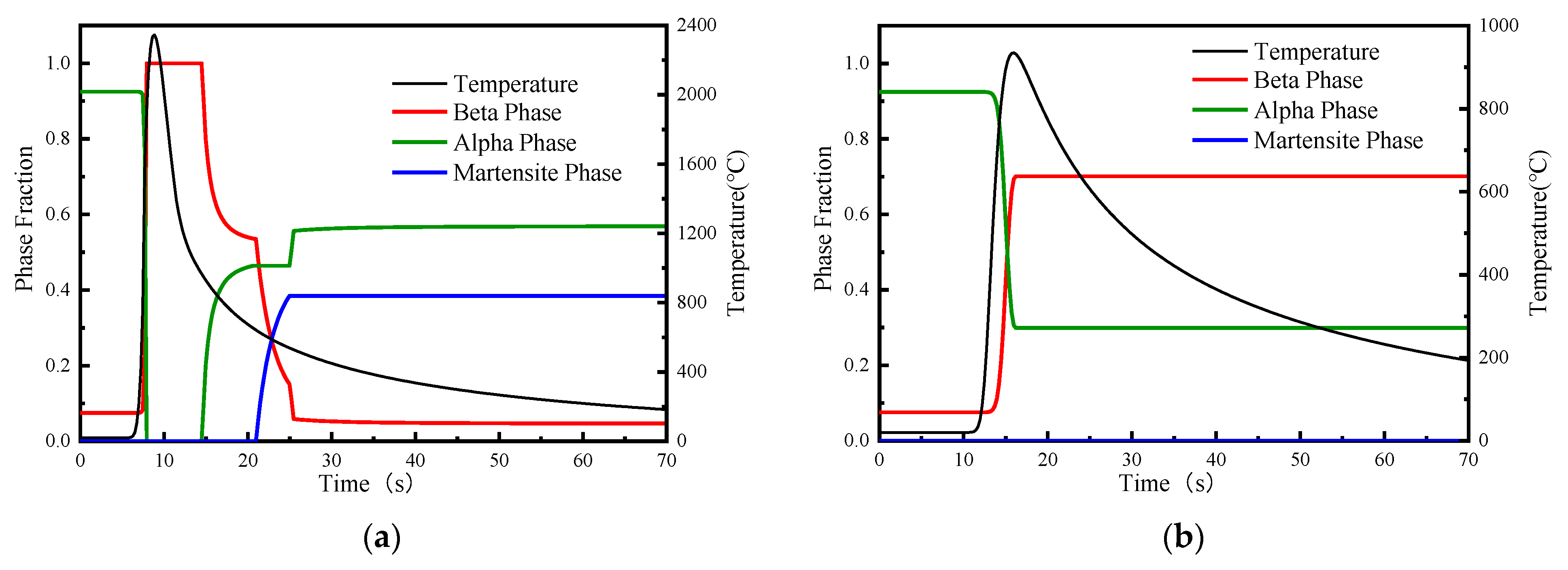
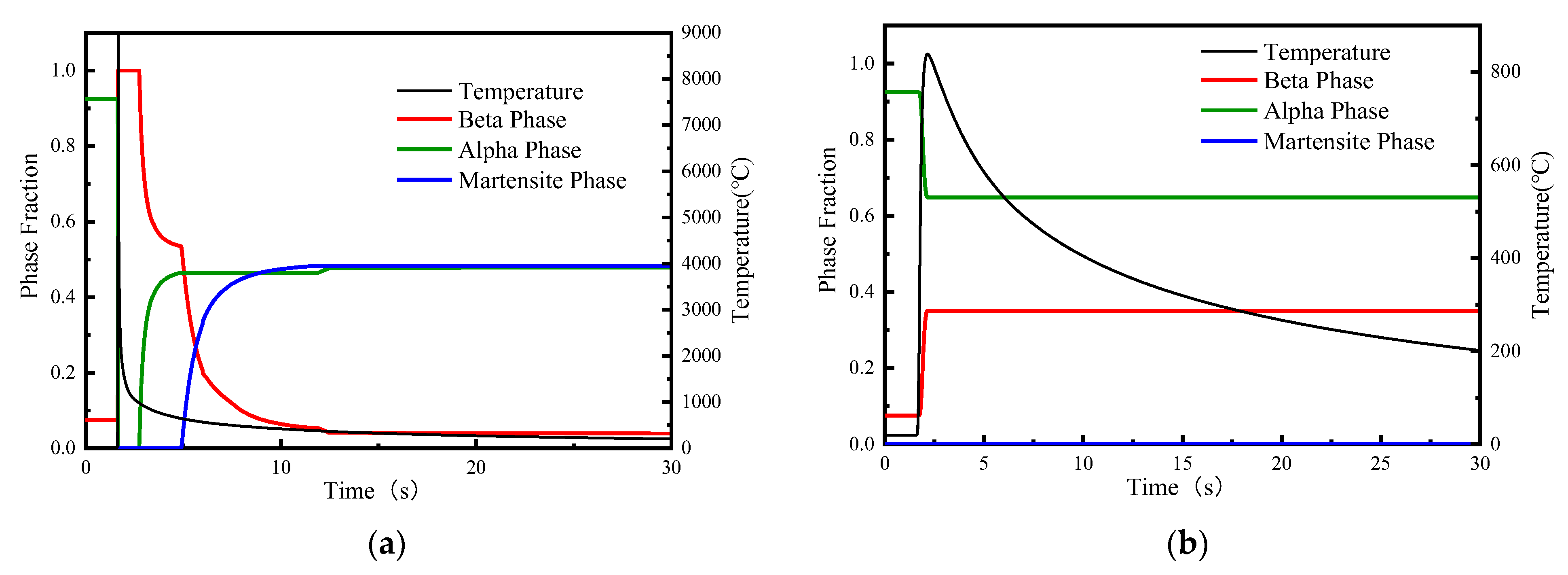
4.2.2. Simulation Results of Phase Volume Fraction
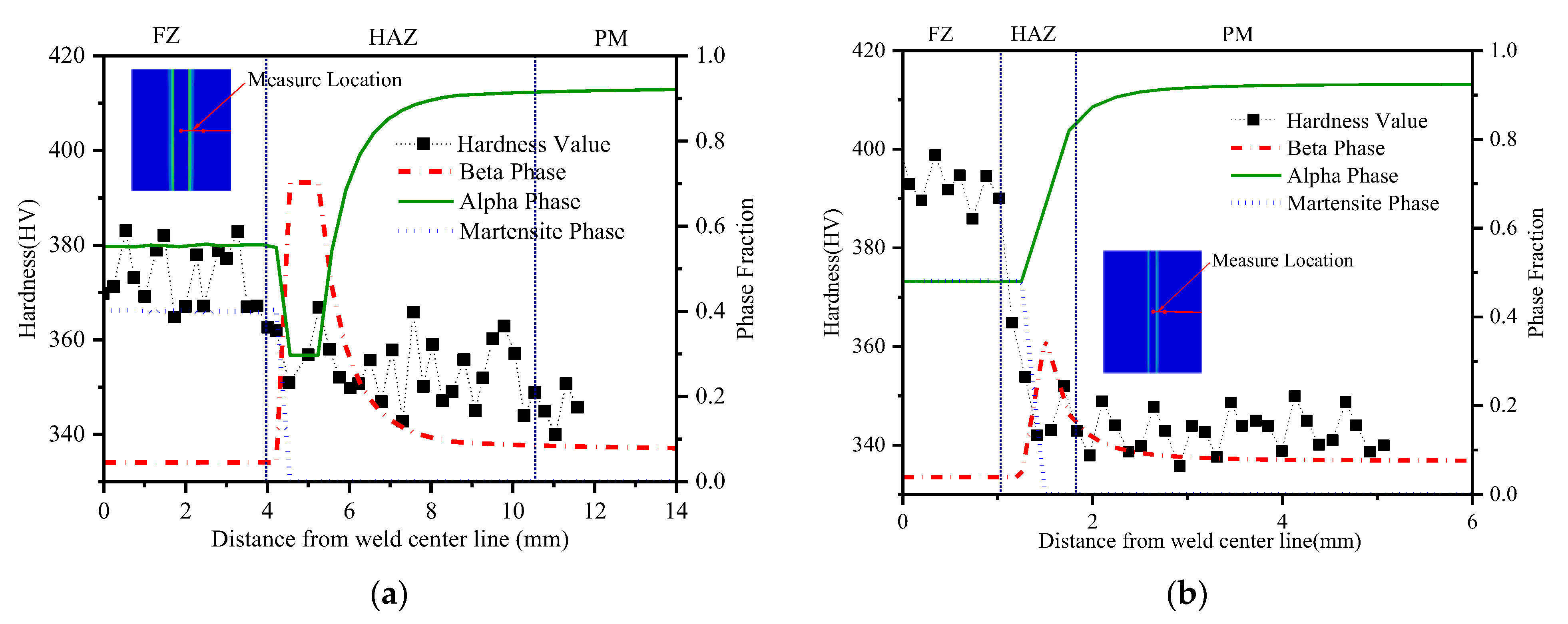
4.3. Verification of Consistency of Hardness Distribution and Phase Volume Fraction Distribution of Welded Joints
4.4. Verification of Simulation Results of Residual Stress and Deformation Considering Solid-State Phase Transformation
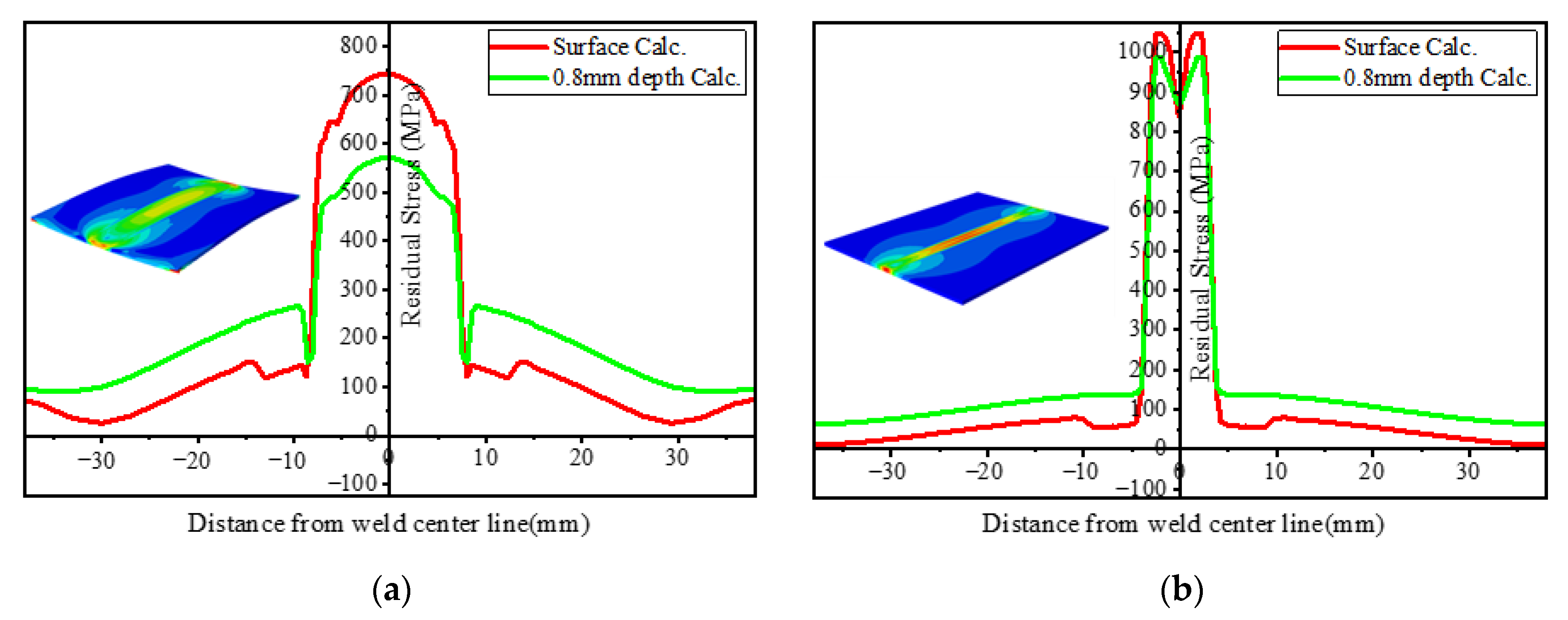
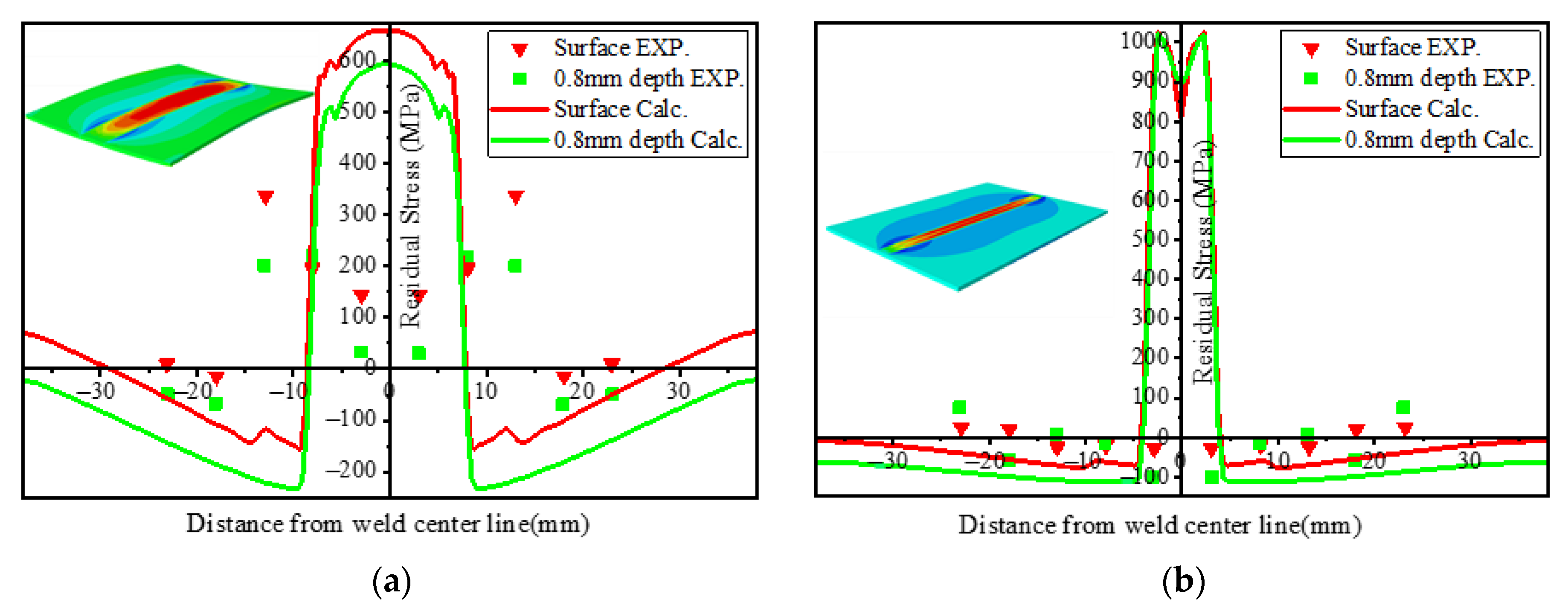
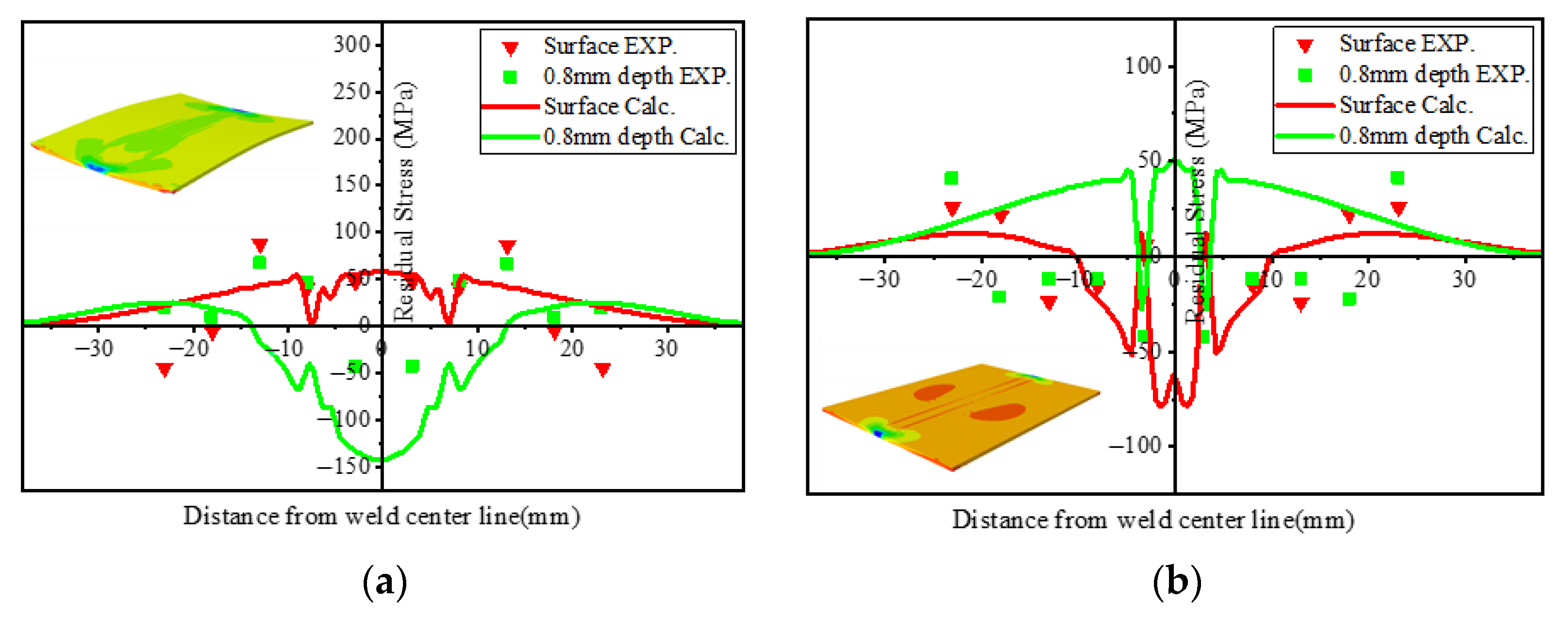
4.4.1. Influence of Welding Technology on Residual Stress
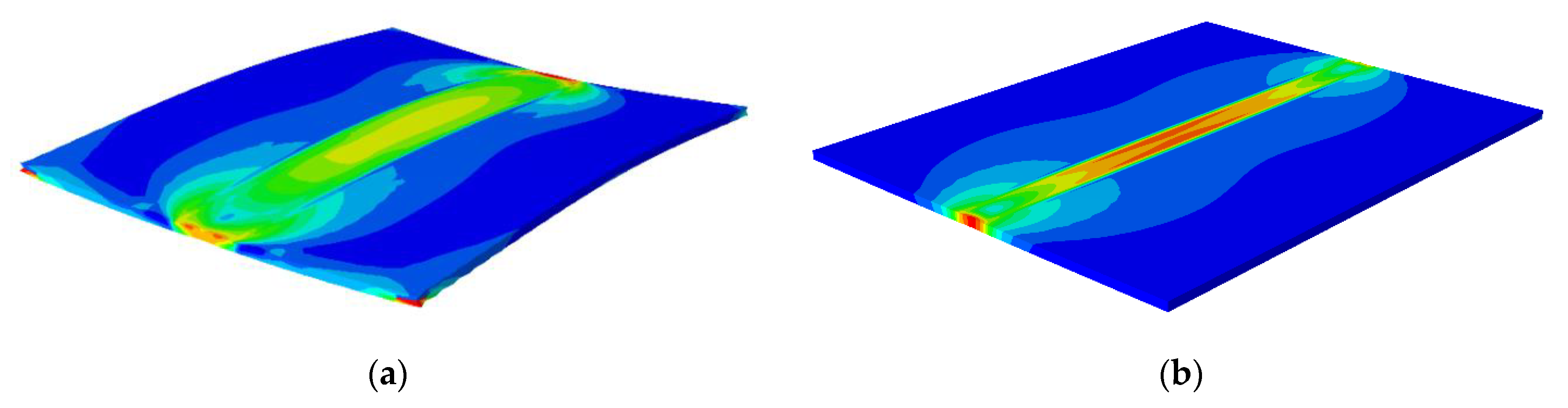
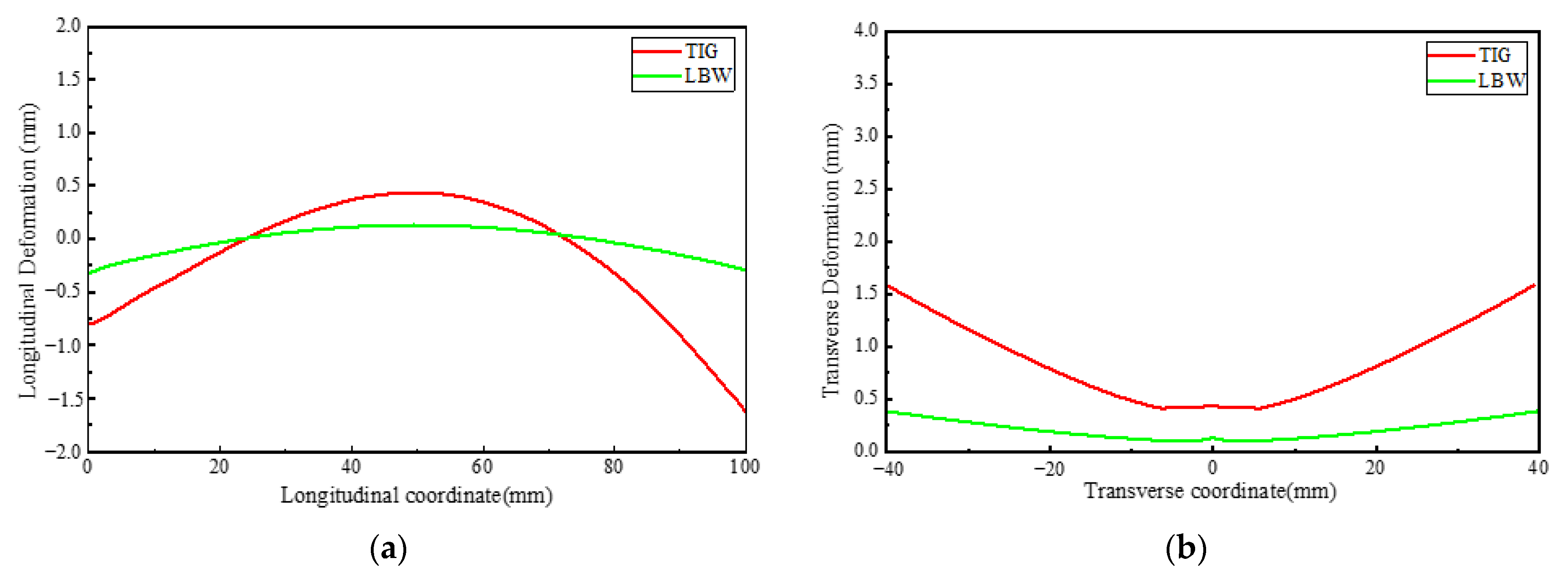
4.4.2. Influence of Welding Technology on Deformation
5. Conclusions
- (1)
- Although the distribution of phase composition and phase volume fraction of LBW- and TIG-welded joints by numerical simulation cannot fully reflect the complexity of microstructure evolution, it can express the approximate distribution trend of phases: For the LBW welded joint, the FZ and FZ/HAZ interfaces are mainly martensite α′ phase, while the HAZ/PM interface retains a certain amount of residue β phase. For the TIG-welded joint, the FZ is partial martensite α′ phase, and the HAZ/PM interface retains a large amount of residual β phase. Therefore, the numerical method established in this paper can obtain useful information of phase composition and distribution of welded joints with different welding processes (LBW and TIG welding) in the form of scalar fields.
- (2)
- Because the thermal expansion coefficient and unit cell volume of the α phase and β phase are different, the numerical simulation results of residual stress and deformation will be affected after considering the phase composition and phase volume fraction distribution of welded joints. For LBW- and TIG-welded joints, the phase transformation process from the β phase to the martensitic α′ phase or to the α phase is a process of material volume expansion. Therefore, during welding, the FZ area expands and the HAZ/PM area shrinks, resulting in tensile stress in the FZ area and compressive stress in the HAZ/PM narrow area.
- (3)
- In extension, through the research results of LBW- and TIG-welded joints, the scalar fields of the phase volume fraction and residual stress can be used as the characteristic quantities of the welding process, and the scalar fields of the phase volume fraction and residual stress can be introduced into the numerical analysis of structural fracture failure as welding process factors, so the influence of the welding process on structural fracture failures can be considered.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Short, A.B. Gas tungsten arc welding of α + β titanium alloys: A review. Met. Sci. J. 2009, 25, 309–324. [Google Scholar]
- Gao, X.L.; Zhang, L.J.; Liu, J.; Zhang, J.X. A comparative study of pulsed Nd:YAG laser welding and TIG welding of thin Ti6Al4V titanium alloy plate. Mater. Sci. Eng. A 2013, 559, 14–21. [Google Scholar] [CrossRef]
- Zhang, J.X.; Xue, Y.; Gong, S.L. Residual welding stresses in laser beam and tungsten inert gas weldments of titanium alloy. Sci. Technol. Weld. Join. 2005, 10, 643–646. [Google Scholar] [CrossRef]
- Goldak, J.A.; Akhlaghi, M. Computational Welding Mechanics; Springer Science & Business Media: New York, NY, USA, 2015; pp. 1–321. [Google Scholar]
- Elmer, J.W.; Palmer, T.A.; Babu, S.S. In situ observations of lattice expansion and transformation rates of alpha and beta phases in Ti-6Al-4V. Mater. Sci. Eng. A 2005, 391, 104–113. [Google Scholar] [CrossRef]
- Giętka, T.; Ciechacki, K.; Kik, T. Numerical Simulation of Duplex Steel Multipass Welding. Arch. Metall. Mater. 2016, 61, 1975–1984. [Google Scholar] [CrossRef] [Green Version]
- Kik, T. Numerical analysis of MIG welding of butt joints in aluminium alloy. Weld. Inst. Bull. R 2014, 58, 37–49. [Google Scholar]
- Kik, T.; Slovacek, M.; Moravec, J.; Vanek, M. Numerical Analysis of Residual Stresses and Distortions in Aluminium Alloy Welded Joints. Appl. Mech. Mater. 2015, 809–810, 443–448. [Google Scholar] [CrossRef]
- Ahn, J.; He, E.; Chen, L.; Wimpory, R.C.; Dear, J.P.; Davies, C.M. Prediction and measurement of residual stresses and distortions in fiber laser welded Ti-6Al-4V considering phase transformation. Mater. Des. 2016, 115, 441–457. [Google Scholar] [CrossRef]
- Boivineau, M.; Cagran, C.; Doytier, D.; Eyraud, V.; Nadal, M.H.; Wilthan, B.; Pottlacher, G. Thermophysical properties of solid and liquid Ti-6Al-4V alloy. Int. J. Thermophys. 2006, 27, 507–529. [Google Scholar] [CrossRef]
- Rossini, N.S.; Dassisti, M.; Benyounis, K.Y.; Olabi, A.G. Methods of measuring residual stresses in components. Mater. Des. 2012, 35, 572–588. [Google Scholar] [CrossRef] [Green Version]
- Ravisankar, A.; Velaga, S.K.; Rajput, G.; Venugopal, S. Influence of welding speed and power on residual stress during gas tungsten arc welding (GTAW) of thin sections with constant heat input: A study using numerical simulation and experimental validation. J. Manuf. Processes 2014, 16, 200–211. [Google Scholar] [CrossRef]
- Dowden, J. The Theory of Laser Materials Processing: Heat and Mass Transfer in Modern Technology, 1st ed.; Canopus Academic Publishing: Dordrecht, The Netherlands, 2009. [Google Scholar]
- Zheng, W.J.; He, Y.M.; Yang, J.G. Hydrogen diffusion mechanism of the single-pass welded joint in welding considering the phase transformation effects. J. Manuf. Processes 2018, 36, 126–137. [Google Scholar] [CrossRef]
- Murgau, C.C.; Pederson, R.; Lindgren, L.E. A model for Ti-6Al-4V microstructure evolution for arbitrary temperature changes. Model. Simul. Mater. Sci. Eng. 2012, 20, 055006. [Google Scholar] [CrossRef] [Green Version]
- Ahmed, T.; Rack, H.J. Phase transformations during cooling in α + β titanium alloys. Mater. Sci. Eng. A 1998, 243, 206–211. [Google Scholar] [CrossRef]
- Kelly, S.M.; Kampe, S.L. Microstructural evolution in Laser-Deposited multilayer Ti6Al4V build: Part I. Microstructural characterization. Metall. Mater. Trans. A 2004, 35, 1861–1867. [Google Scholar] [CrossRef]
- Karpagaraj, A.; Shanmugam, N.S.; Sankaranarayanasamy, K. Some studies on mechanical properties and microstructural characterization of automated TIG welding of thin commercially pure titanium sheets. Mater. Sci. Eng. A 2015, 640, 180–189. [Google Scholar] [CrossRef]
- Squillace, A.; Prisco, U.; Ciliberto, S.; Astarita, A. Effect of welding parameters on morphology and mechanical properties of Ti-6Al-4V laser beam welded butt joints. J. Mater. Process. Technol. 2012, 212, 427–436. [Google Scholar] [CrossRef]
- Elmer, J.W.; Palmer, T.A.; Babu, S.S.; Zhang, W.; DebRoy, T. Phase transformation dynamics during welding of Ti-6Al-4V. J. Appl. Phys. 2004, 95, 8327–8337. [Google Scholar] [CrossRef] [Green Version]
- Committee, A.; Voort, G.V. Metallography and Microstructure; ASM international: Almere, The Netherlands, 2004. [Google Scholar]
- Zhang, J.B.; Fan, D.; Sun, Y.N.; Zheng, Y.F. Microstrucutre and hardness of the laser surface treated titanium. Key Eng. Mater. 2007, 353–358, 1745–1748. [Google Scholar] [CrossRef]
- Sun, Z.; Annergren, I.; Pan, D.; Mai, T.A. Effect of laser surface remelting on the corrosion behavior of commerically pure titanium sheet. Mater. Sci. Eng. A 2003, 345, 293–300. [Google Scholar] [CrossRef]
- Liu, H.; Nakata, K.; Zhang, J.X.; Yamamoto, N.; Liao, J. Microstructural evolution of fusion zone in laser beam welds of pure titanium. Mater. Charact. 2012, 65, 1–7. [Google Scholar] [CrossRef]
- Pasang, T.; Amaya, J.S.; Tao, Y.; Amaya-Vazquez, M.R.; Botana, F.J.; Sabol, J.C.; Misiolek, W.Z.; Kamiya, O. Comparison of Ti-5Al-5V-5Mo-3Cr welds performed by laser beam, electron beam and gas tungsten arc welding. Procedia Eng. 2013, 63, 397–404. [Google Scholar] [CrossRef] [Green Version]
- Cao, X.; Jahaz, M. Effect of welding speed on butt joint quality of Ti-6Al-4V alloy welded using a high-power Nd: YAG laser. Opt. Lasers Eng. 2009, 47, 1231–1241. [Google Scholar] [CrossRef]
- Zeng, L.; Bieler, T.R. Effects fo working, heat treatment, and aging on microstructural evolution and crystallographic texture of α, α′, α″ and β phases in Ti-6Al-4V wire. Mater. Sci. Eng. A 2005, 392, 403–414. [Google Scholar] [CrossRef]
- Commin, L.; Dumont, M.; Rotinat, R.; Pierron, F.; Masse, J.E.; Barrallier, L. Influence of the microstructural changes and induced residual stresses on tensile properties of wrought magnesium alloy friction stir welds. Mater. Sci. Eng. A 2012, 551, 288–292. [Google Scholar] [CrossRef] [Green Version]
- Liu, C.; Zhang, J.; Jing, N. Numerical and experimental analysis of residual stresses in full-penetration laser beam welding of Ti6Al4V alloy. Rare Met. Mater. Eng. 2009, 38, 1317–1320. [Google Scholar]
- Appolaire, B.; Settefrati, A.; Aeby-Gautier, E. Stress and strain fields associated with the formation of α in near-β titanium alloys. Mater. Today Proc. 2015, 2, S589–S592. [Google Scholar] [CrossRef]
- Murakawa, H. Residual stress and distortion in laser welding. In Handbook of Laser Welding Technologies; Elsevier: Amsterdam, The Netherlands, 2013; pp. 374–400. [Google Scholar]






























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ti | Al | V | Fe | C | N | H | O |
|---|---|---|---|---|---|---|---|
| rest | 6.5 | 4.4 | 0.30 | 0.10 | 0.05 | 0.015 | 0.20 |
| Current | Pulse Width | Voltage (V) | Welding Speed (mm/min) | Arc Length (mm) | Shielding Gas | Top Width of FZ (mm) | Bottom Width of FZ (mm) | ||
|---|---|---|---|---|---|---|---|---|---|
| Primary (A) | Background (A) | High (ms) | Low (ms) | ||||||
| 32 | 16 | 8 | 4 | 10 | 32.5 | 4 | Argon | 5.2 | 3.8 |
| Power (kW) | Pulse Duration (ms) | Pulse Frequency (Hz) | Welding Speed (mm/min) | Defocus Distance (mm) | Shielding Gas | Top Width of FZ (mm) | Bottom Width of FZ (mm) |
|---|---|---|---|---|---|---|---|
| 0.8 | 8 | 8 | 160 | 0 | Argon | 2.35 | 1.75 |
| Distance (mm) | 0 | 0.5 | 1.0 | 1.5 | 2.0 | 2.5 | 3.0 | 3.5 | 4.0 | 4.5 | 5.0 | 5.5 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Hardness (HV) | 369.8 | 383.1 | 369.2 | 382.1 | 367.0 | 367.1 | 377.2 | 366.9 | 362.7 | 350.9 | 356.8 | 358.0 |
| Distance (mm) | 6.0 | 6.5 | 7.0 | 7.5 | 8.0 | 8.5 | 9.0 | 9.5 | 10.0 | 10.5 | 11.0 | 11.5 |
| Hardness (HV) | 349.8 | 355.7 | 357.8 | 365.8 | 359.0 | 349.0 | 345.0 | 360.2 | 357.1 | 348.8 | 339.9 | 345.7 |
| Distance (mm) | 0 | 0.25 | 0.5 | 0.75 | 1.0 | 1.25 | 1.5 | 1.75 | 2.0 | 2.25 | 2.5 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Hardness (HV) | 392.9 | 398.8 | 394.7 | 394.6 | 364.8 | 342.0 | 351.9 | 337.9 | 344.0 | 339.8 | 342.9 |
| Distance (mm) | 2.75 | 3.0 | 3.25 | 3.5 | 3.75 | 4.0 | 4.35 | 4.5 | 4.75 | 5.0 | |
| Hardness (HV) | 343.9 | 337.6 | 343.9 | 343.9 | 343.9 | 349.9 | 340.1 | 348.7 | 338.6 | 339.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Y.; Hou, J.-Y.; Zheng, W.-J.; Wan, Z.-Q.; Tang, W.-Y. A Numerical Simulation Method Considering Solid Phase Transformation and the Experimental Verification of Ti6Al4V Titanium Alloy Sheet Welding Processes. Materials 2022, 15, 2882. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15082882
Li Y, Hou J-Y, Zheng W-J, Wan Z-Q, Tang W-Y. A Numerical Simulation Method Considering Solid Phase Transformation and the Experimental Verification of Ti6Al4V Titanium Alloy Sheet Welding Processes. Materials. 2022; 15(8):2882. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15082882
Chicago/Turabian StyleLi, Yu, Jia-Yi Hou, Wen-Jian Zheng, Zheng-Quan Wan, and Wen-Yong Tang. 2022. "A Numerical Simulation Method Considering Solid Phase Transformation and the Experimental Verification of Ti6Al4V Titanium Alloy Sheet Welding Processes" Materials 15, no. 8: 2882. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15082882