
Wettability and Surface Roughness Analysis of Laser Surface Texturing of AISI 430 Stainless Steel

 ,
,  ,
,  ,
,  ,
, 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Material
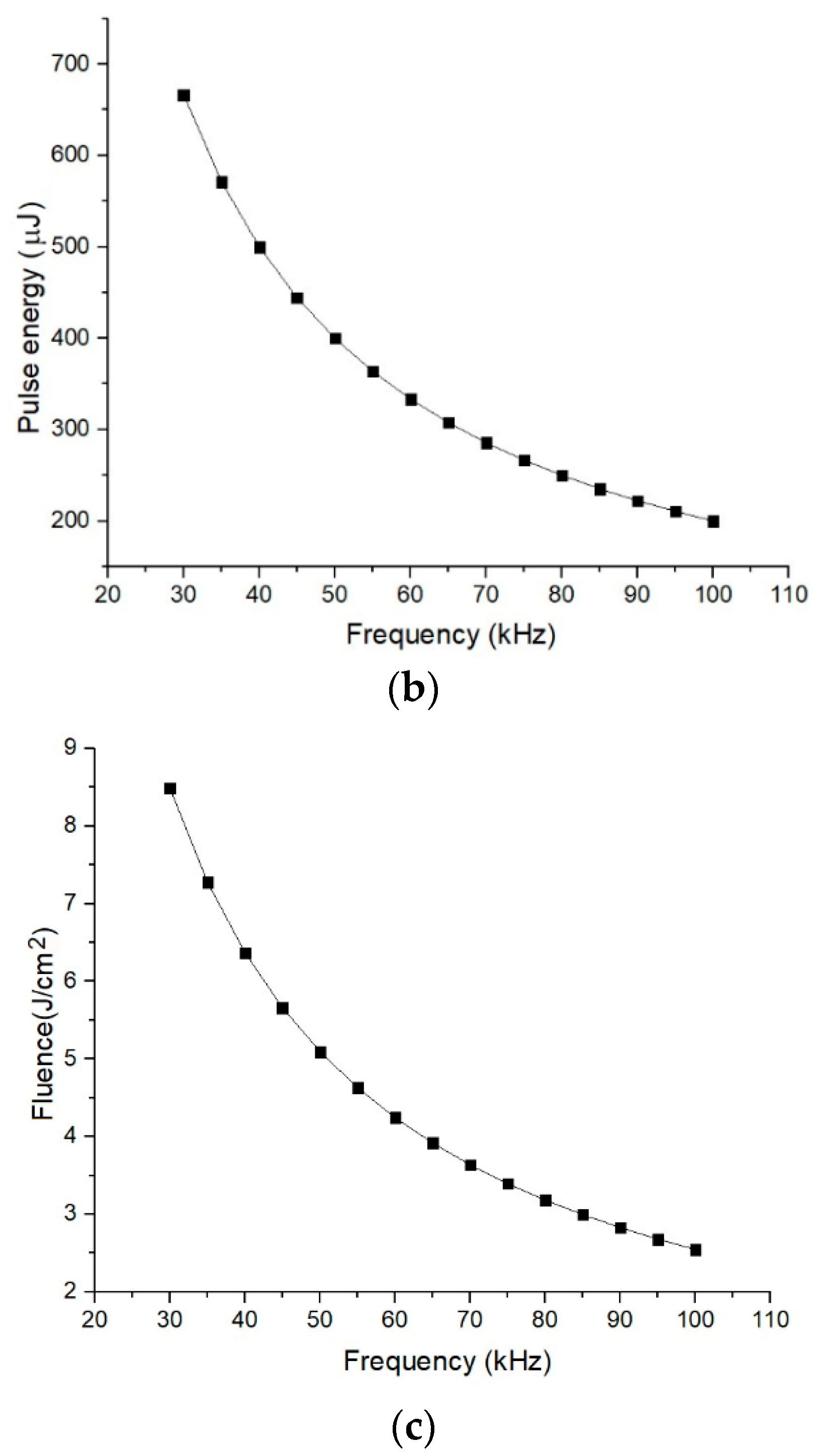
2.2. Laser Equipment
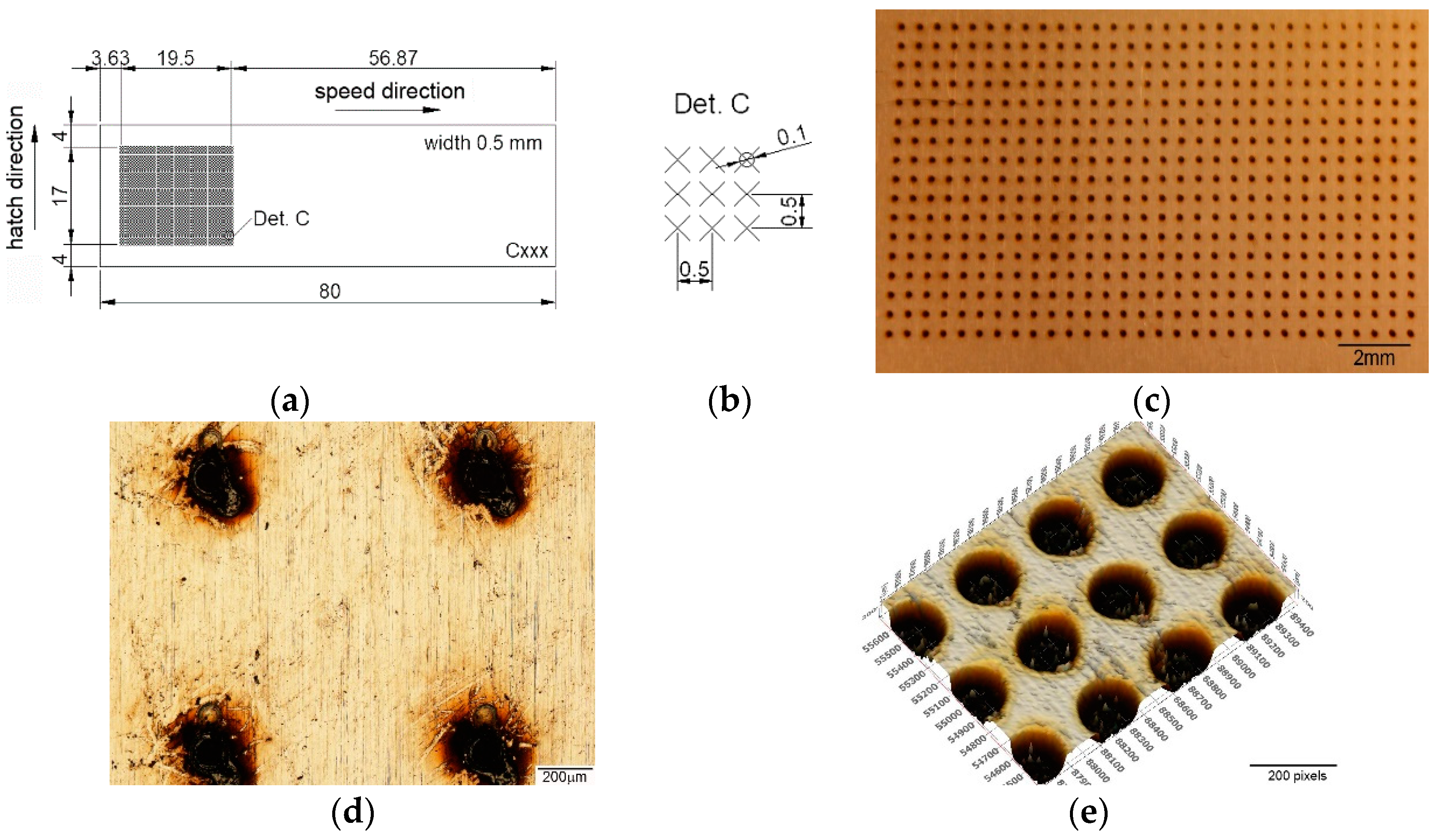
2.3. Microstructuring
2.4. Procedure and Analysis Equipment
3. Results and Discussion
3.1. Surface Morphology after Laser Surface Texturing
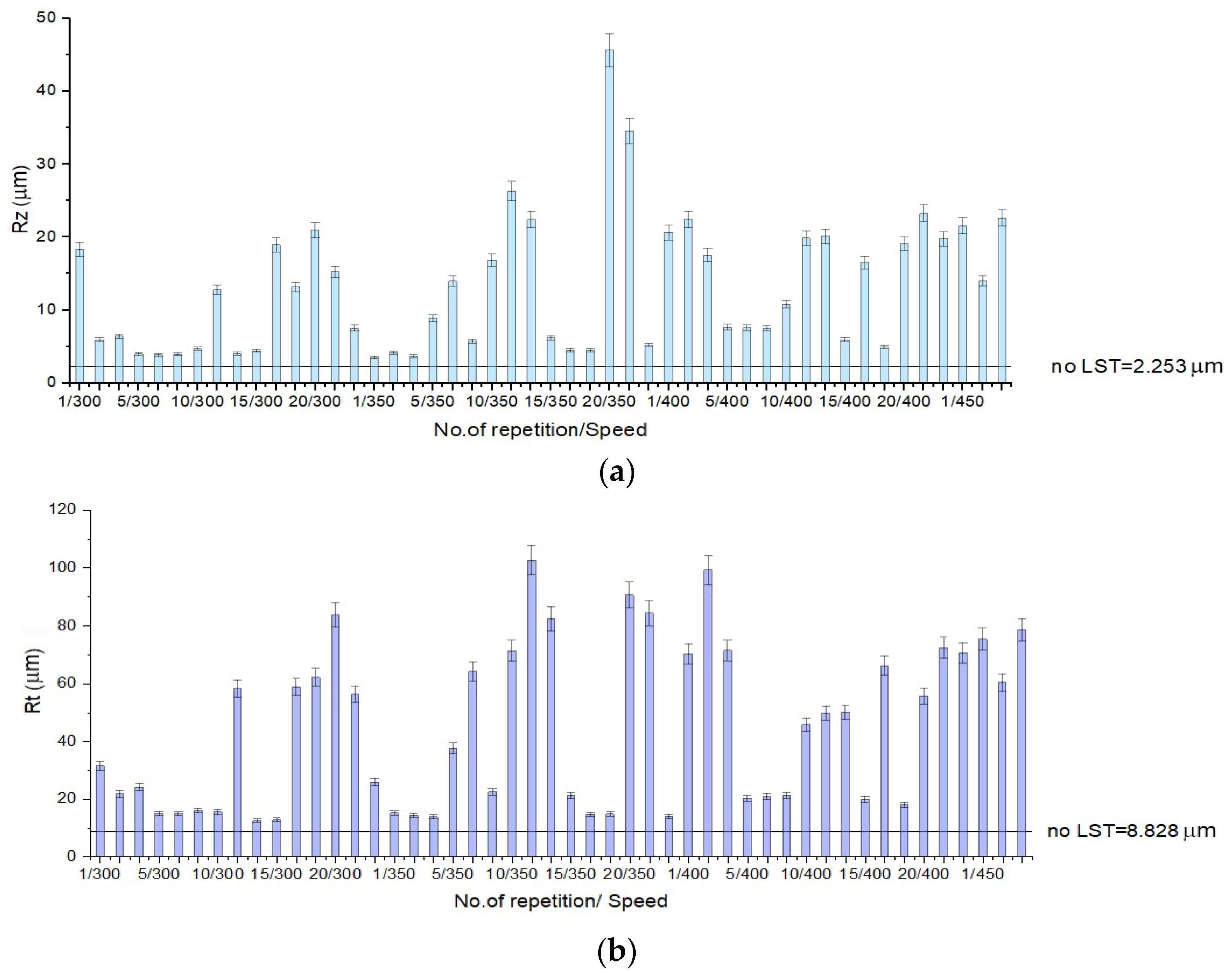
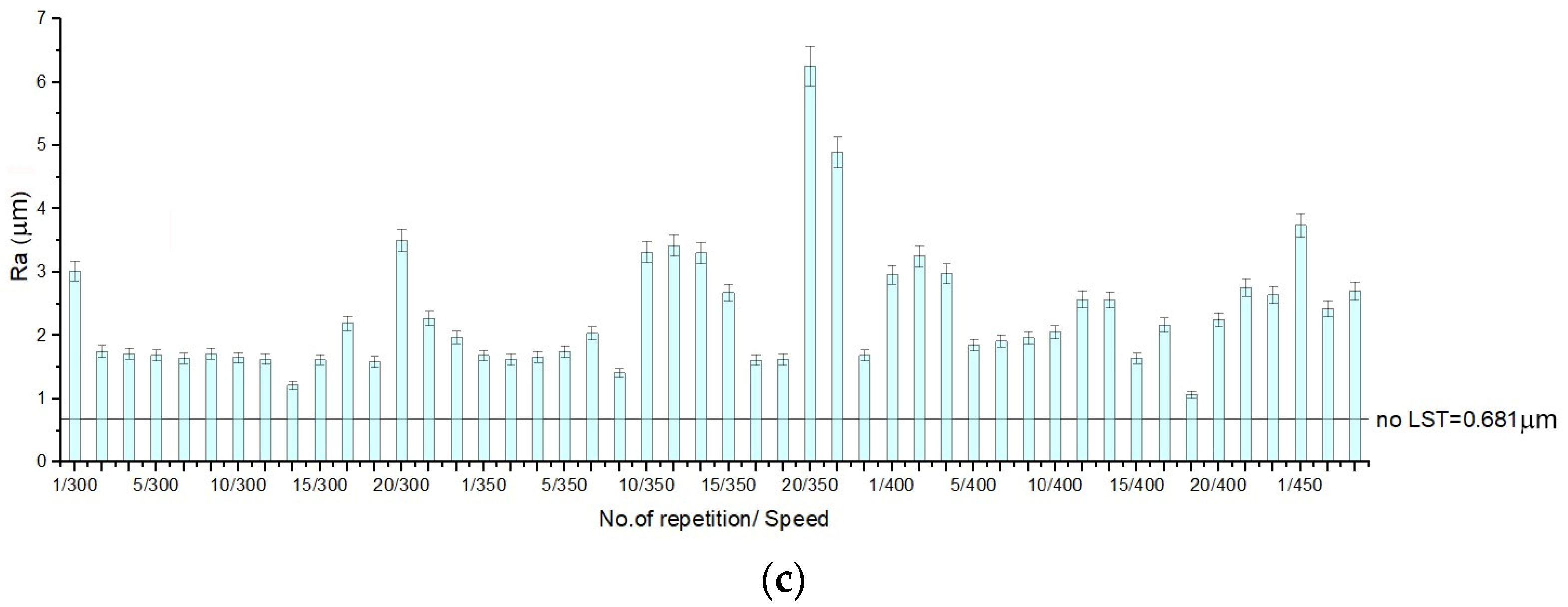
3.2. Surface Roughness
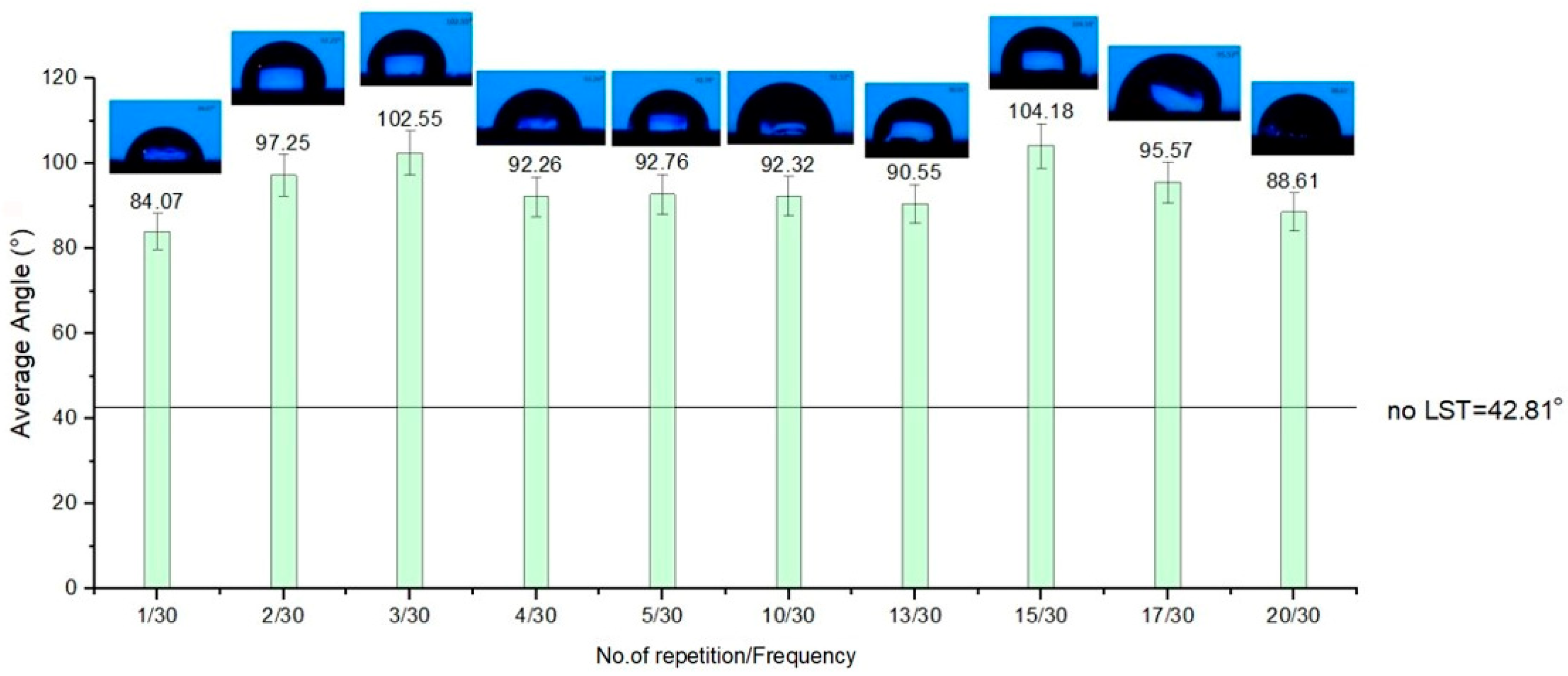
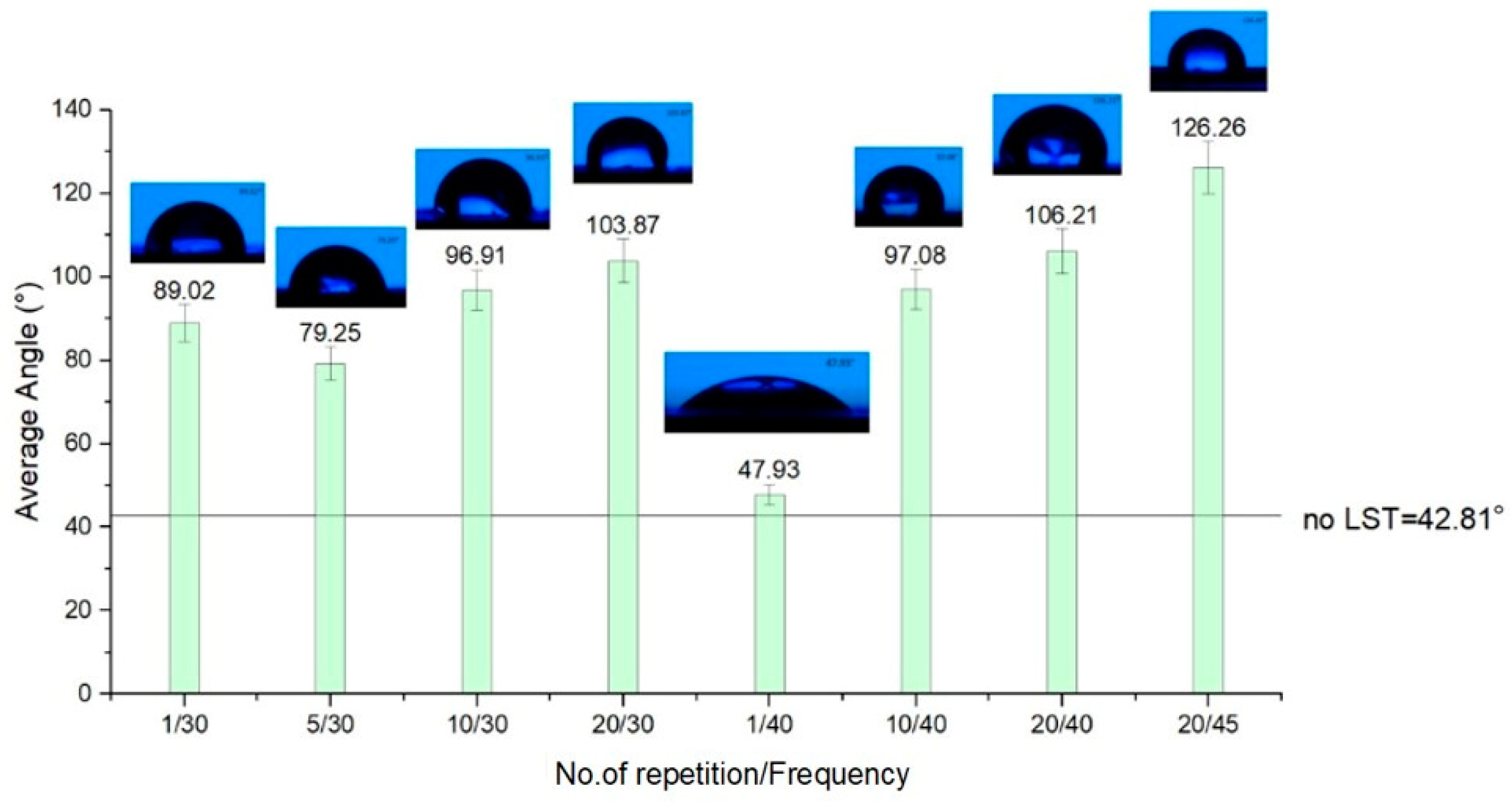
3.3. Surface Wettability
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Matta, A.; Sedlacek, T.; Kadleckova, M.; Lengalova, A. The Effect of Surface Substrate Treatments on the Bonding Strength of Aluminium Inserts with Glass-Reinforced Poly(phenylene) Sulphide. Materials 2022, 15, 1929. [Google Scholar] [CrossRef] [PubMed]
- Shimamoto, K.; Sekiguchi, Y.; Sato, C. Effects of surface treatment on the critical energy release rates of welded joints between glass fiber reinforced polypropylene and a metal. Int. J. Adhes. Adhes. 2016, 67, 31–37. [Google Scholar] [CrossRef]
- Setti, D.; Arrabiyeh, P.A.; Kirsch, B.; Heintz, M.; Aurich, J.C. Analytical and experimental investigations on the mechanisms of surface generation in micro grinding. Int. J. Mach. Tools Manuf. 2020, 149, 103489. [Google Scholar] [CrossRef]
- Salstela, J.; Suvanto, M.; Pakkanen, T.T. Influence of hierarchical micro-micro patterning and chemical modifications on adhesion between aluminum and epoxy. Int. J. Adhes. Adhes. 2016, 66, 128–137. [Google Scholar] [CrossRef]
- Xu, H.; Cong, W.; Yang, D.; Ma, Y.; Zhong, W.; Tan, P.; Yan, J. Microstructure and mechanical performance of dissimilar metal joints of aluminium alloy and stainless steel by cutting-assisted welding-brazing. Int. J. Adv. Manuf. 2022, 119, 4411–4421. [Google Scholar] [CrossRef]
- Kim, M.; Lee, S.M.; Lee, S.J.; Kim, Y.W.; Liang, L.; Lee, D.W. Effect on friction reduction of micro/nano hierarchical patterns on sapphire wafers. Int. J. Precis. Eng. Man. Green Technol. 2017, 4, 27–35. [Google Scholar] [CrossRef]
- Zhang, C.; Guo, P.; Ehmann, K.F.; Li, Y. Effects of ultrasonic vibrations in micro-groove turning. Ultrasonics 2016, 67, 30–40. [Google Scholar] [CrossRef]
- Schricker, K.; Samfaß, L.; Grätzel, M.; Ecke, G.; Bergmann, J.P. Bonding mechanisms in laser-assisted joining of metal-polymer composites. J. Adv. Join. Process. 2020, 1, 100008. [Google Scholar] [CrossRef]
- Guo, B.; Zhao, Q. Ultrasonic vibration assisted grinding of hard and brittle linear micro-structured surfaces. Precis. Eng. 2017, 48, 98–106. [Google Scholar] [CrossRef]
- Chen, Y.; Su, H.; Qian, N.; He, J.; Gu, J.; Xu, J.; Ding, K. Ultrasonic vibration-assisted grinding of silicon carbide ceramics based on actual amplitude measurement: Grinding force and surface quality. Ceram. Int. 2021, 47, 15433–15441. [Google Scholar] [CrossRef]
- Wu, M.; Guo, B.; Zhao, Q.; Zhang, J.; Fang, X.; He, P. High Efficiency Precision Grinding of Micro-structured SiC Surface Using Laser Micro-structured Coarse-Grain Diamond Grinding Wheel. Int. J. Precis. Eng. Man. Green Technol. 2019, 6, 577–586. [Google Scholar] [CrossRef]
- Grigoropoulos, C.P. Laser synthesis and functionalization of nanostructures. Int. J. Extrem. Manuf. 2019, 1, 012002. [Google Scholar] [CrossRef]
- Lambiase, F.; Scipioni, S.I.; Lee, C.J.; Ko, D.C.; Liu, F. A State-of-the-Art Review on Advanced Joining Processes for Metal-Composite and Metal-Polymer Hybrid Structures. Materials 2021, 14, 1890. [Google Scholar] [CrossRef] [PubMed]
- Samoila, C.; Ursutiu, D.; Tavkhelidze, A.; Jangidze, L.; Taliashvili, Z.; Skhiladze, G.; Tierean, M. Nanograting layers of Si. Nanotechnology 2020, 31, 035301. [Google Scholar] [CrossRef]
- Kanidia, M.; Papagiannopoulos, A.; Matei, A.; Dinescu, M.; Pispas, S.; Kandyla, M. Functional surfaces of laser-microstructured silicon coated with thermoresponsive PS/PNIPAM polymer blends: Switching reversibly between hydrophilicity and hydrophobicity. Appl. Surf. Sci. 2020, 527, 146841. [Google Scholar] [CrossRef]
- Milles, S.; Soldera, M.; Voisiat, B.; Lasagni, A.F. Fabrication of superhydrophobic and ice-repellent surfaces on pure alumium using single and multiscaled periodic textures. Sci. Rep. 2019, 9, 13944. [Google Scholar] [CrossRef] [Green Version]
- Cirisano, F.; Ferrari, M. Sustainable Materials for Liquid Repellent Coatings. Coatings 2021, 11, 1508. [Google Scholar] [CrossRef]
- Karapanagiotis, I. Water- and Oil-Repellent Surfaces. Coatings 2020, 10, 920. [Google Scholar] [CrossRef]
- Sanjay Raja, R.S.S.; Selvakumar, P.; Babu, P.D.; Rubasingh, B.J.; Suresh, K. Influence of laser parameters on superhydrophobicity—A review. Eng. Res. Express 2021, 3, 022001. [Google Scholar] [CrossRef]
- Zhang, C.; Chen, L.; Wang, G.; Jin, J.; Zhang, Y. Effects of laser processing crater array microstructure on the surface characteristics and bonding strength of Ti6Al4V adhesive joints. Opt. Laser Technol. 2021, 141, 107125. [Google Scholar] [CrossRef]
- Zhang, D.; Wen, P.; Yin, B.; Liu, A. Temperature evolution, phase ratio and corrosion resistance of duplex stainless steels treated by laser surface heat treatment. J. Manuf. Process. 2021, 62, 99–107. [Google Scholar] [CrossRef]
- Mohammed, G.R.; Ishak, M.; Aqida, S.N.; Abdulhadi, H.A. Effects of Heat Input on Microstructure, Corrosion and mechanical characteristics of welded austenitic and duplex stainless steels: A review. Metal 2017, 7, 39. [Google Scholar] [CrossRef] [Green Version]
- Vermaj, J.; Taiwade, R.V. Effect of welding processes and conditions on the microstructure, mechanical properties and corrosion resistance of duplex stainless steel weldments-a review. J. Manuf. Process. 2017, 25, 134–152. [Google Scholar] [CrossRef]
- Daskalova, A.; Bliznakova, I.; Angelova, L.; Trifonov, A.; Declercq, H.; Buchvarov, I. Femtosecond Laser Fabrication of Engineered Functional Surfaces Based on Biodegradable Polymer and Biopolymer/Ceramic Composite Thin Films. Polymers 2019, 11, 378. [Google Scholar] [CrossRef] [Green Version]
- Chan, Y.; Wu, X.H.; Chieng, B.W.; Ibrahim, N.A.; Then, Y.Y. Superhydrophobic Nanocoatings as Intervention against Biofilm-Associated Bacterial Infections. Nanomaterials 2021, 11, 1046. [Google Scholar] [CrossRef]
- Sun, L.; Guo, J.; Chen, H.; Zhang, D.; Shang, L.; Zhang, B.; Zhao, Y. Tailoring materials with specific wettability in biomedical engineering. Adv. Sci. 2021, 8, 2100126. [Google Scholar]
- Jalil, S.A.; Akram, M.; Bhat, J.A.; Hayes, J.J.; Singh, S.C.; ElKabbash, M.; Guo, C. Creating superhydrophobic and antibacterial surfaces on gold by femtosecond laser pulses. Appl. Surf. Sci. 2020, 506, 144952. [Google Scholar] [CrossRef]
- Cruz-Ramírez, A.; Sánchez-Olvera, R.; Zamarrón-Hernández, D.; Hautefeuille, M.; Cabriales, L.; Jiménez-Díaz, E.; Díaz-Bello, B.; López-Aparicio, J.; Pérez-Calixto, D.; Cano-Jorge, M.; et al. Progress on the Use of Commercial Digital Optical Disc Units for Low-Power Laser Micromachining in Biomedical Applications. Micromachines 2018, 9, 187. [Google Scholar] [CrossRef] [Green Version]
- Frenzel, N.; Maenz, S.; Sanz Beltrán, V.; Völpel, A.; Heyder, M.; Sigusch, B.W.; Lüdecke, C.; Jandt, K.D. Template assisted surface microstructuring of flowable dental composites and its effect on microbial adhesion properties. Dent. Mater. 2016, 32, 476–487. [Google Scholar] [CrossRef]
- Kuang, J.; Ba, Z.; Li, Z.; Wang, Z.; Qiu, J. The study on corrosion resistance of superhydrophobic coatings on magnesium. Appl. Surf. Sci. 2020, 501, 144137. [Google Scholar] [CrossRef]
- Geyer, F.; D’Acunzi, M.; Sharifi-Aghili, A.; Saal, A.; Gao, N.; Kaltbeitzel, A.; Sloot, T.F.; Berger, R.; Butt, H.J.; Vollmer, D. When and how self-cleaning of superhydrophobic surfaces works. Sci. Adv. 2020, 6, eaaw9727. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yang, H.; Zhu, Y.; Hu, Z.; Zhang, X.; Wu, S.; Wang, R.; Zhu, Y. A novel electrodeposition route for fabrication of the superhydrophobic surface with unique self-cleaning, mechanical abrasion and corrosion resistance properties. Chem. Eng. J. 2016, 303, 37–47. [Google Scholar]
- Allred, T.P.; Weibel, J.A.; Garimella, S.V. Enabling Highly Effective Boiling from Superhydrophobic Surfaces. Phys. Rev. Lett. 2018, 120, 174501. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ge, C.; Yuan, G.; Guo, C.; Ngo, C.V.; Li, W. Femtosecond laser fabrication of square pillars integrated Siberian-Cocklebur-like microstructures surface for anti-icing. Mater. Des. 2021, 204, 109689. [Google Scholar] [CrossRef]
- Liu, Y.; Li, L.; Li, H.; Hu, H. An experimental study of surface wettability effects on dynamic ice accretion process over an UAS propeller model. Aerosp. Sci. Technol. 2018, 73, 164–172. [Google Scholar]
- Ye, S.; Cao, Q.; Wang, Q.; Wang, T.; Ping, Q. A highly efficient, stable, durable, and recyclable filter fabricated by femtosecond laser drilling of a titanium foil for oil-water separation. Sci. Rep. 2016, 6, 37591. [Google Scholar] [CrossRef] [Green Version]
- Li, S.; Huang, J.; Chen, Z.; Chen, G.; Lai, Y. A review on special wettability textiles: Theoretical models, fabrication technologies and multifunctional applications. J. Mater. Chem. A 2017, 5, 31. [Google Scholar] [CrossRef] [Green Version]
- Lin, W.H.; Chen, C.W.; Wang, S.H.; Li, B.R. Rapid construct superhydrophobic microcracks on the open-surface platform for droplet manipulations. Sci. Rep. 2021, 11, 14915. [Google Scholar] [CrossRef]
- Moldovan, E.R.; Concheso Doria, C.; Ocaña Moreno, J.L.; Baltes, L.S.; Stanciu, E.M.; Croitoru, C.; Pascu, A.; Tierean, M.H. Geometry Characterization of AISI 430 Stainless Steel Microstructuring Using Laser. Arch. Metall. Mater. 2022, 67, 645–652. [Google Scholar]
- Saravanana, S.; Raghukandanb, K.; Sivagurumanikandan, N. Pulsed Nd: YAG laser welding and subsequent post-weld heat treatment on super duplex stainless steel. J. Manuf. Process. 2017, 25, 285–289. [Google Scholar] [CrossRef]
- Etsion, I. Improving tribological performance of mechanical components by laser surface texturing. Tribol. Lett. 2004, 17, 733–737. [Google Scholar] [CrossRef]
- Wan, Y.; Xiong, D.S.; Li, J.L. Cooperative effect of surface alloying and laser texturing on tribological performance of lubricated surfaces. J. Cent. South Univ. Technol. 2010, 17, 906–910. [Google Scholar] [CrossRef]
- Kim, B.S.; Chung, W.Y.; Rhee, M.H.; Lee, S.Y. Studies on the Application of Laser Surface Texturing to Improve the Tribological Performance of AlCrSiN-Coated Surfaces. Met. Mater. Int. 2012, 18, 1023–1027. [Google Scholar] [CrossRef]
- Kang, Z.; Fu, Y.; Ji, J.; Puoza, J.C. Effect of local laser surface texturing on tribological performance of injection cam. Int. J. Adv. Manuf. Technol. 2017, 92, 1751–1760. [Google Scholar] [CrossRef]
- Zhang, Y.; Nørgaard Hansen, H.; Bissacco, G.; Biondani, F. Comparison of selected processes for surface microstructuring of complex mould for an implanted device. Int. J. Adv. Manuf. 2018, 97, 2741–2748. [Google Scholar] [CrossRef] [Green Version]
- Hsu, C.J.; Stratmann, A.; Medina, S.; Jacob, G.; Mücklich, F.; Gachot, C. Does laser surface texturing really have a negative impact on the fatigue lifetime of mechanical components? Friction 2021, 9, 1766–1775. [Google Scholar] [CrossRef]
- Liu, L.; Wang, J.; Wang, X.; Zhang, F.Y.; Wang, P.P.; Zhang, Y.L.; Sun, S.F. Performance comparison of laser-etched microstructures on K9 glass and PMMA light guide plate. Optik 2021, 242, 167213. [Google Scholar] [CrossRef]
- Puoza, J.C. Efect of Auxiliary Gas and Light Absorbing Coatings on Laser Surface Texturing. Lasers Manuf. Mater. Process. 2021, 8, 125–139. [Google Scholar] [CrossRef]
- Vincent, C.; Monteil, G.; Barriere, T.; Gelin, J.C. Control of the quality of laser surface texturing. Microsyst. Technol. 2008, 14, 1553–1557. [Google Scholar] [CrossRef]
- Suzuki, H.; Furuki, T.; Okada, O.; Fujii, K.; Goto, T. Precision cutting of structured ceramic molds with micro PCD milling tool. Int. J. Autom. Technol. 2011, 5, 277–282. [Google Scholar]
- Gregorčič, P.; Šetina Batič, B.; Hočevar, M. Controlling the stainless steel surface wettability by nanosecond direct laser texturing at high fluences. Appl. Phys. A 2017, 123, 766. [Google Scholar] [CrossRef] [Green Version]
- Jing, X.; Yang, C.; Zheng, S.; Chen, X.; Zhao, Y. Investigation of Wettability of Zirconia by Nanosecond Laser Treatment. In Proceedings of the IEEE International Conference on Manipulation, Manufacturing and Measurement on the Nanoscale (3M-NANO), Hangzhou, China, 13–17 August 2018. [Google Scholar]
- Guimarães, B.; Fernandes, C.M.; Figueiredo, D.; Carvalho, O.; Silva, F.S.; Miranda, G. Effect of laser surface texturing on the wettability of WC-Co cutting tools. Int. J. Adv. Manuf. Technol. 2020, 111, 1991–1999. [Google Scholar] [CrossRef]
- Lim, S.J.; Cheon, J.; Kim, M. Effect of laser surface treatments on a thermoplastic PA 6/carbon composite to enhance the bonding strength. Compos. A Appl. Sci. Manuf. 2020, 137, 105989. [Google Scholar] [CrossRef]
- Sergeev, D.G.; Marinin, E.A.; Kokorin, V.V.; Anufriev, D.S. The improvement of surface quality characteristics after mechanical treatment by pulse laser radiation. Mater. Today Proc. 2021, 38, 1613–1616. [Google Scholar] [CrossRef]
- Giorleo, L.; Montesano, L.; La Vecchia, G.M. Laser Surface Texturing to Realize Micro grids on DLC Coating: Efect of Marking Speed, Power, and Loop Cycle. Int. J. Precis. Eng. 2021, 22, 745–758. [Google Scholar] [CrossRef]
- Li, J.; Zhu, R.; Huang, Y. Fabrication of microstructures by picosecond laser. Optik 2021, 232, 166501. [Google Scholar] [CrossRef]
- Ahmed, Y.S.; DePaiva, J.M.; Amorim, F.L.; Torres, R.D.; De Rossi, W.; Veldhuis, S.C. Laser surface texturing and characterization of austenitic stainless steel for the improvement of its surface properties. Int. J. Adv. Manuf. Technol. 2021, 115, 1795–1808. [Google Scholar] [CrossRef]
- Yang, L.; Deng, Z.; He, B.; Özel, T. An Experimental Investigation on Laser Surface Texturing of AISI D2 Tool Steel using Nanosecond Fiber Laser. Lasers Manuf. Mater. Process. 2021, 8, 140–156. [Google Scholar] [CrossRef]
- Zhou, Y.; Shao, T.; Yin, L. A Method of Micro Laser Surface Texturing Based on Optical Fiber Focusing. Laser Phys. 2009, 19, 1061–1066. [Google Scholar] [CrossRef]
- Singh, A.; Singh, D.; Ramkumar, J.; Balani, K. Single step laser surface texturing for enhancing contact angle and tribological properties. Int. J. Adv. Manuf. Technol. 2019, 100, 1253–1267. [Google Scholar] [CrossRef]
- Li, X.; Jiang, Y.; Zhang, Z.; Jiang, Z.; Lian, J.; Ren, L. Facile and environmentally-friendly fabrication of underwater superaerophobic and superaerophilic metallic surfaces through laser ablation and heat treatment. Colloids Surf. A Physicochem. Eng. Asp. 2021, 621, 126547. [Google Scholar] [CrossRef]
- Bai, S.; Peng, X.; Li, Y.; Sheng, S. A Hydrodynamic Laser Surface-Textured Gas Mechanical Face Seal. Tribol. Lett. 2010, 38, 187–194. [Google Scholar] [CrossRef]
- Kang, Z.; Wang, L. Boiling heat transfer on surfaces with 3D-printing microstructures. Exp. Therm. Fluid Sci. 2018, 93, 165–170. [Google Scholar] [CrossRef]
- Cui, X.; Li, Y.; Guo, J.; Ming, P. Effects of bio-inspired integration of laser-induced microstructure and coated cemented carbide on tool performance in green intermittent turning. J. Manuf. Process. 2021, 65, 228–244. [Google Scholar] [CrossRef]
- Moravčíková, J.; Moravčík, R.; Kusý, M.; Necpal, M. Influence of Laser Surface Texturing on Tribological Performance of Tool Steels. J. Mater. Eng. Perform. 2018, 27, 5417–5426. [Google Scholar] [CrossRef]
- Tenjimbayashi, M.; Higashi, M.; Yamazaki, T.; Takenaka, I.; Matsubayashi, T.; Moriya, T.; Komine, M.; Yoshikawa, R.; Manabe, K.; Shiratori, S. Droplet motion control on dynamically hydrophobic patterned surfaces as multifunctional liquid manipulators. ACS Appl. Mater. Interfaces 2017, 9, 10371–10377. [Google Scholar] [CrossRef] [PubMed]
- ISO. 4287Geometrical Product Specifications (GPS)—Surface Texture: Profile Method—Terms, Definitions and Surface Texture Parameters; ISO: Geneva, Switzerland, 1997. [Google Scholar]
- ISO. 4288 Geometrical Product Specifications (GPS)—Surface Texture: Profile Method—Rules and Procedures for the Assessment of Surface Texture; ISO: Geneva, Switzerland, 1996. [Google Scholar]
- Jaeggi, B.; Neuenschwander, B.; Schmid, M.; Muralt, M.; Zuercher, J.; Hunziker, U. Influence of the Pulse Duration in the ps-Regime on the Ablation Efficiency of Metals. Phys. Procedia 2011, 12, 164–171. [Google Scholar] [CrossRef] [Green Version]
- Schille, J.; Ebert, R.; Loeschner, U.; Scully, P.; Goddard, N.; Exner, H. High repetition rate femto second laser processing of metals. In Proceedings of the SPIE—International Society for Optical Engineering, San Francisco, CA, USA, 27 June–2 July 2010. Proceedings Volume 7589, Frontiers in Ultrafast Optics: Biomedical, Scientific, and Industrial Applications. [Google Scholar] [CrossRef]
- Gregorčič, P.; Conradi, M.; Hribar, L.; Hočevar, M. Long-Term Influence of Laser-Processing Parameters on (Super)hydrophobicity Development and Stability of Stainless-Steel Surfaces. Materials 2018, 11, 2240. [Google Scholar] [CrossRef] [Green Version]
- Stafe, M.; Vladoiu, I.; Popescu, I.M. Impact of the laser wavelength and fluence on the ablation rate of aluminium. Cent. Eur. J. Phys. 2008, 6, 327–331. [Google Scholar]
- Ta, V.D.; Dunn, A.; Wasley, T.J.; Li, J.; Kay, R.W.; Stringer, J.; Smith, P.J.; Esenturk, E.; Connaughton, C.; Shephard, J.D. Laser textured superhydrophobic surfaces and their applications for homogeneous spot deposition. Appl. Surf. Sci. 2016, 365, 153–159. [Google Scholar] [CrossRef] [Green Version]
- Wang, X.L.; Wang, W.K.; Qu, Z.G.; Ren, G.F.; Wang, H.C. Surface roughness dominated wettability of carbon fiber in gas diffusion layer materials revealed by molecular dynamics simulations. Int. J. Hydrog. Energy 2021, 46, 26489–26498. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Chemical Element | Concentration (%) | |
|---|---|---|---|
| Chemical composition | Carbon (C) | ≤0.80 | |
| Silicon (Si) | ≤1.00 | ||
| Manganese (Mn) | ≤1.00 | ||
| Phosphorous (P) | ≤0.040 | ||
| Sulphur (S) | ≤0.015 | ||
| Chromium (Cr) | 16.00–18.00 | ||
| Nitrogen (N) | ≤0.045 | ||
| Properties | Unit Measure | ||
| Mechanical properties | Tensile strength | 450–600 MPa | |
| Proof stress 0.2% | min. 260 MPa | ||
| Physical properties | Modulus of elasticity | tension | 200 GPa |
| torsion | 65 GPa | ||
| Density | 7.75 g/cm³ | ||
| Melting point | 1425–1510 °C | ||
| Thermal expansion | 10.4 × 10−6 /K | ||
| Constant Parameters | Unit Measure | Value |
|---|---|---|
| Power | [W] | 20 |
| Spot diameter | [µm] | 100 |
| Power density | [W/cm2] | 2.55 × 105 |
| Impulses per point | [number] | 1 |
| Track width of the spot | [mm] | 0.5 |
| Overlap of the spot | [%] | 99 |
| Hatch | [mm] | 0.25/0.5/2 |
| Variable Parameters | ||
| Frequency | [kHz] | 30–100 |
| Speed | [mm/s] | 300–1000 |
| Pulse width | [ns] | 170–50 |
| No. of repetitions | [number] | 1/5/10/15 |
| Technical Parameters | Unit Measure | Value |
|---|---|---|
| Traverse speed | [mm/s] | 5 |
| Measuring force | [mN] | 4 |
| Accuracy | [%] | ±10 |
| Resolution (for Ra) | [µm] | 0.001 |
| Range | [µm] | 160 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Moldovan, E.R.; Concheso Doria, C.; Ocaña, J.L.; Baltes, L.S.; Stanciu, E.M.; Croitoru, C.; Pascu, A.; Roata, I.C.; Tierean, M.H. Wettability and Surface Roughness Analysis of Laser Surface Texturing of AISI 430 Stainless Steel. Materials 2022, 15, 2955. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15082955
Moldovan ER, Concheso Doria C, Ocaña JL, Baltes LS, Stanciu EM, Croitoru C, Pascu A, Roata IC, Tierean MH. Wettability and Surface Roughness Analysis of Laser Surface Texturing of AISI 430 Stainless Steel. Materials. 2022; 15(8):2955. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15082955
Chicago/Turabian StyleMoldovan, Edit Roxana, Carlos Concheso Doria, José Luis Ocaña, Liana Sanda Baltes, Elena Manuela Stanciu, Catalin Croitoru, Alexandru Pascu, Ionut Claudiu Roata, and Mircea Horia Tierean. 2022. "Wettability and Surface Roughness Analysis of Laser Surface Texturing of AISI 430 Stainless Steel" Materials 15, no. 8: 2955. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15082955