
Regeneration of the Damaged Parts with the Use of Metal Additive Manufacturing—Case Study
 , , , , , , ,
, , , , , , ,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Preliminary Chemical Composition Analysis of the Material
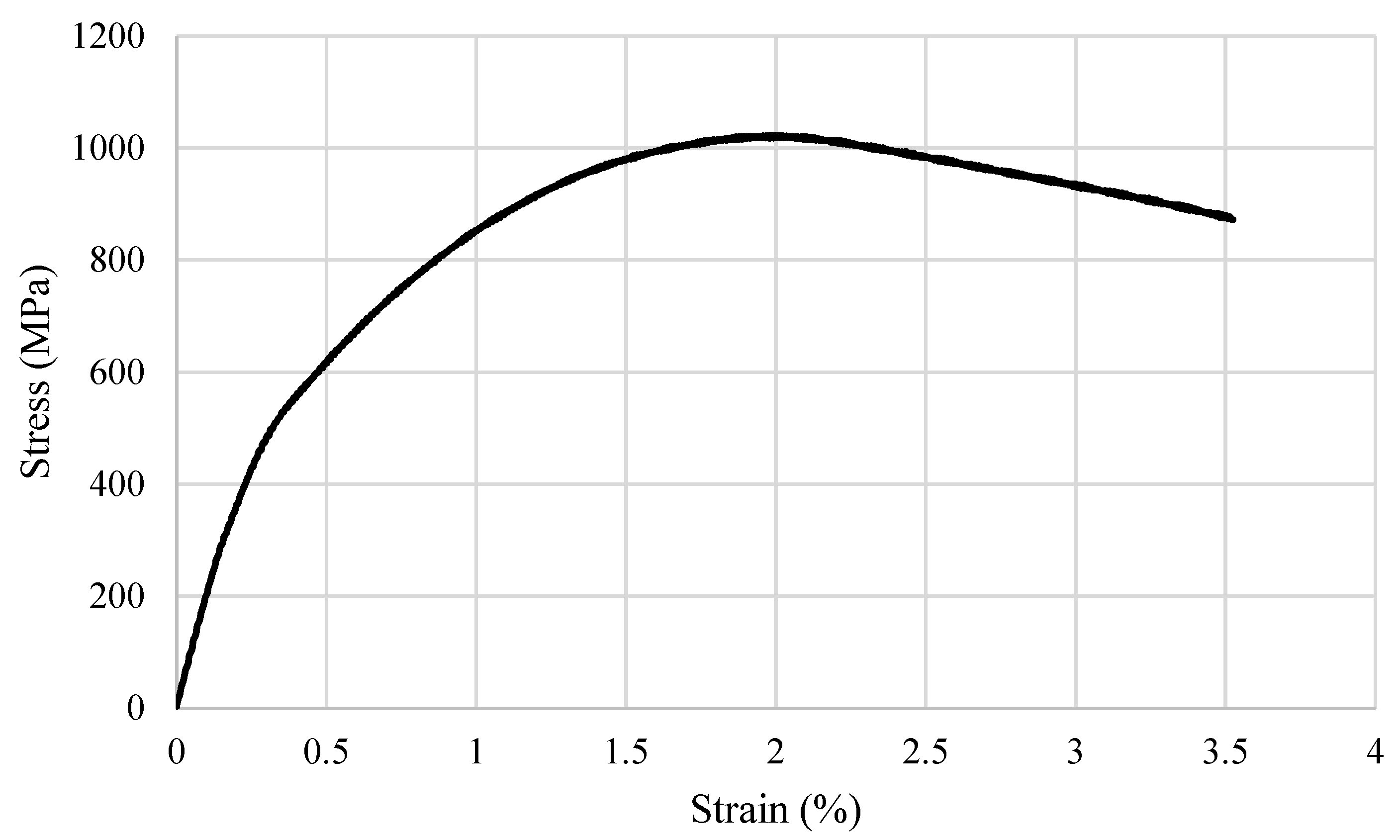
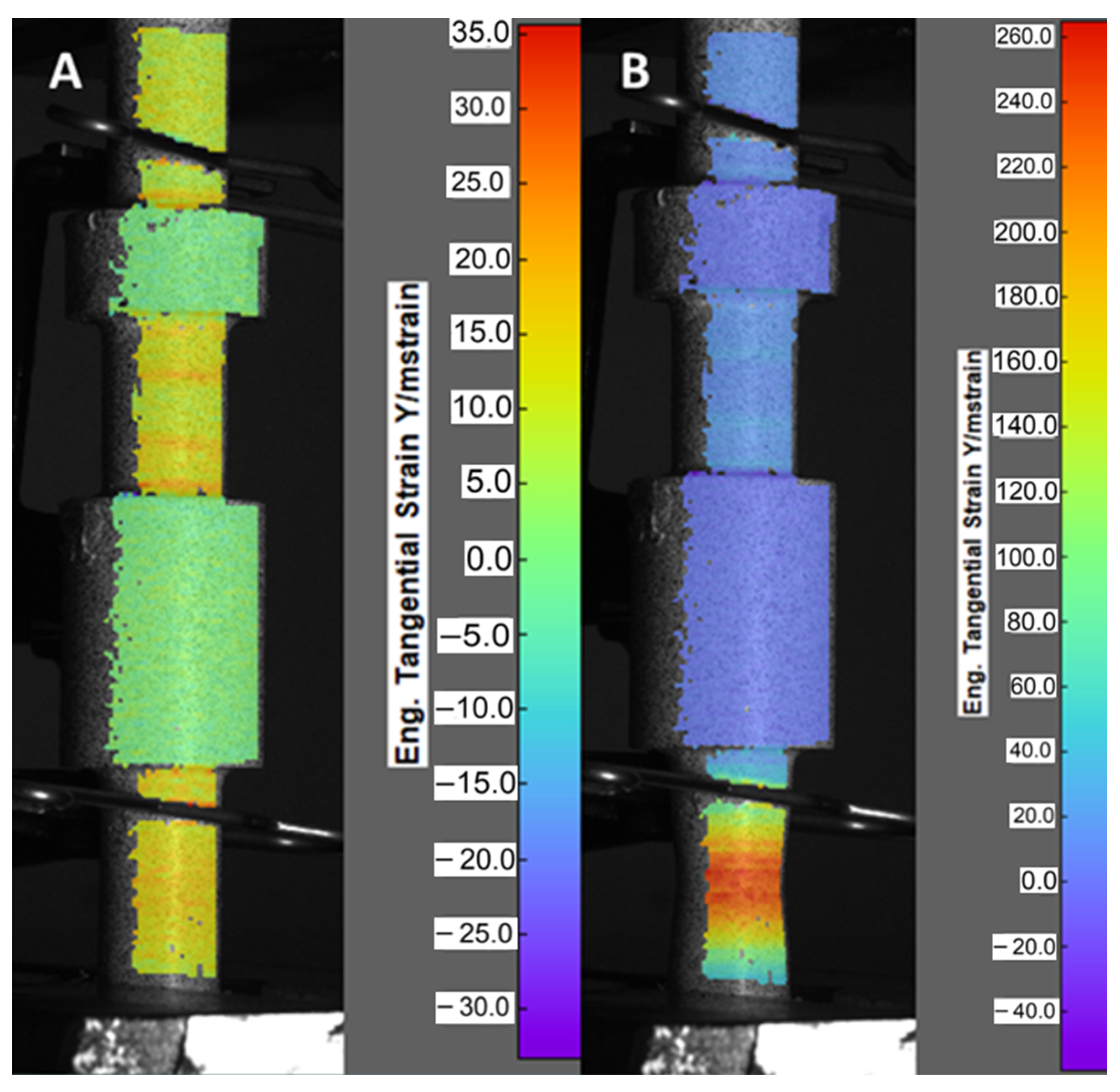
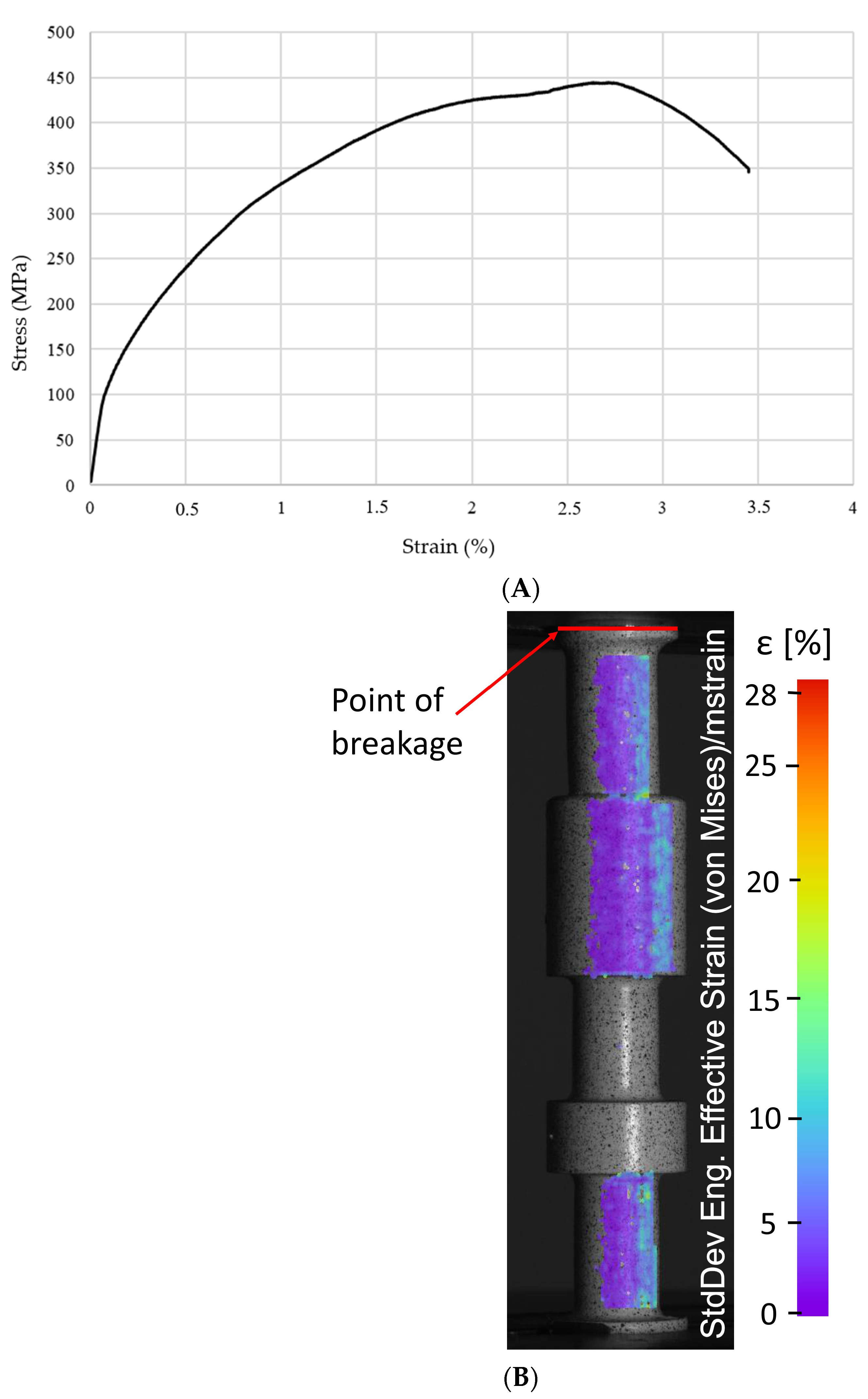
3.2. Static Tensile Test with Additional Use of the DIC Method
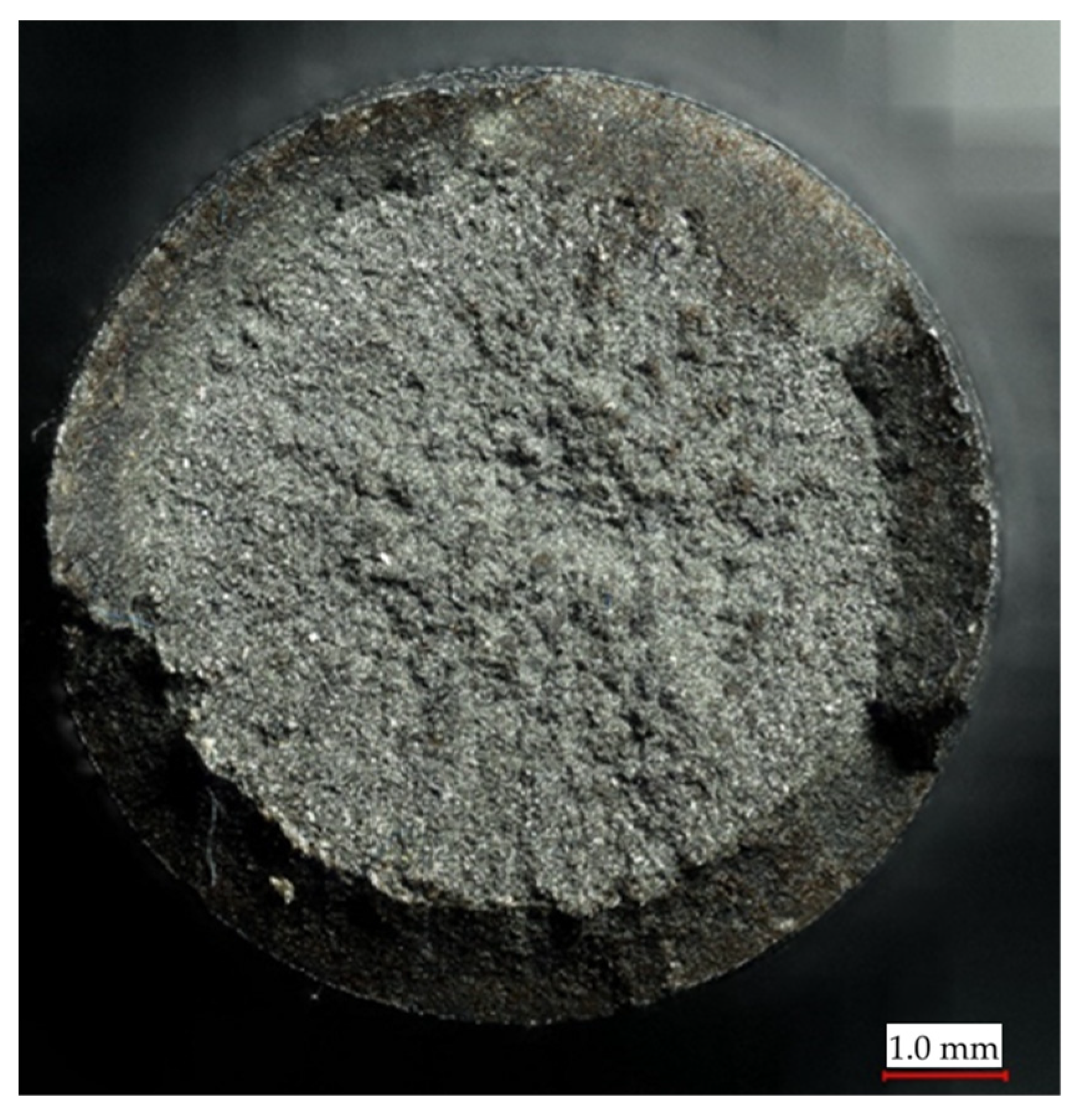
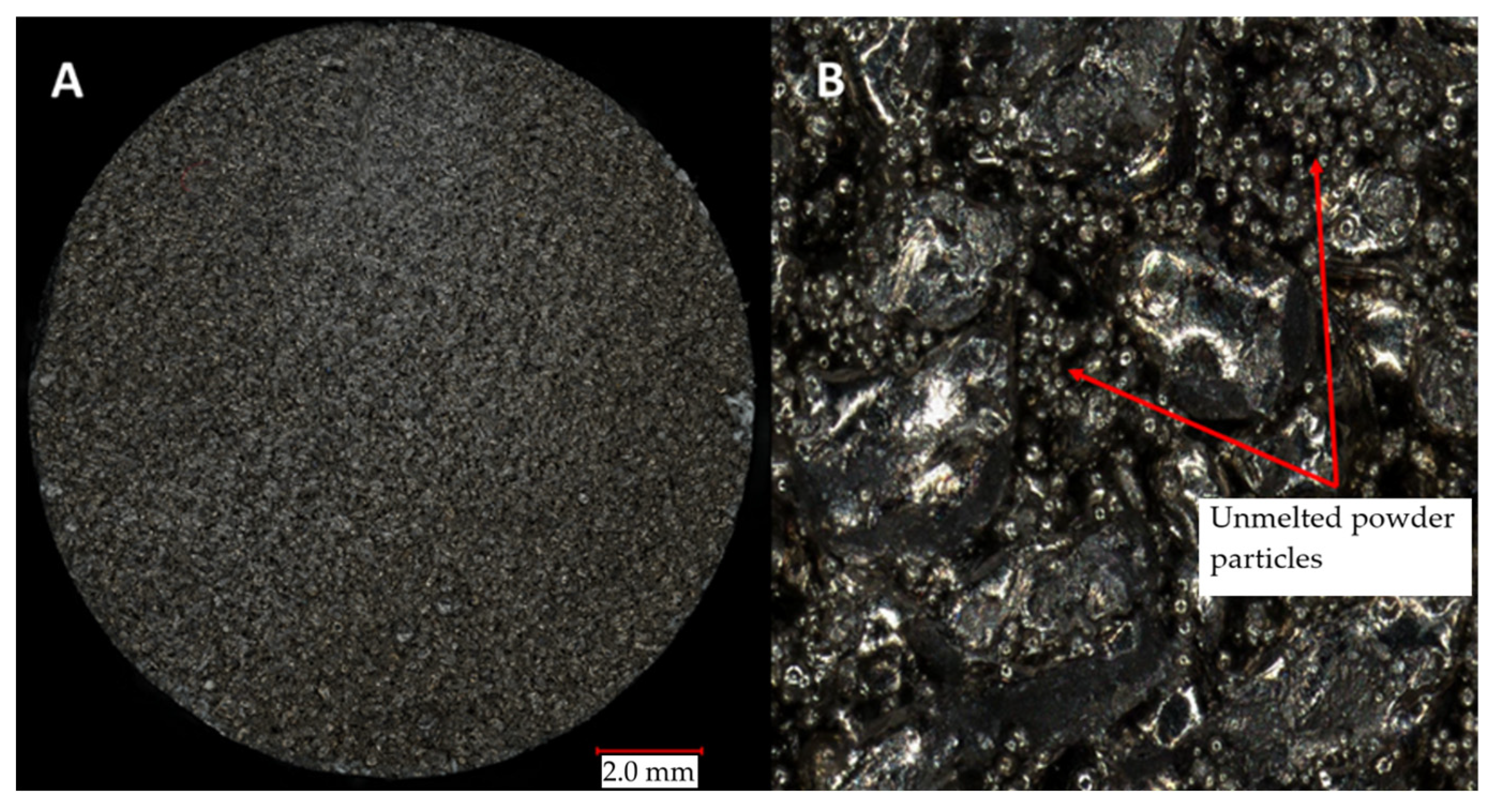
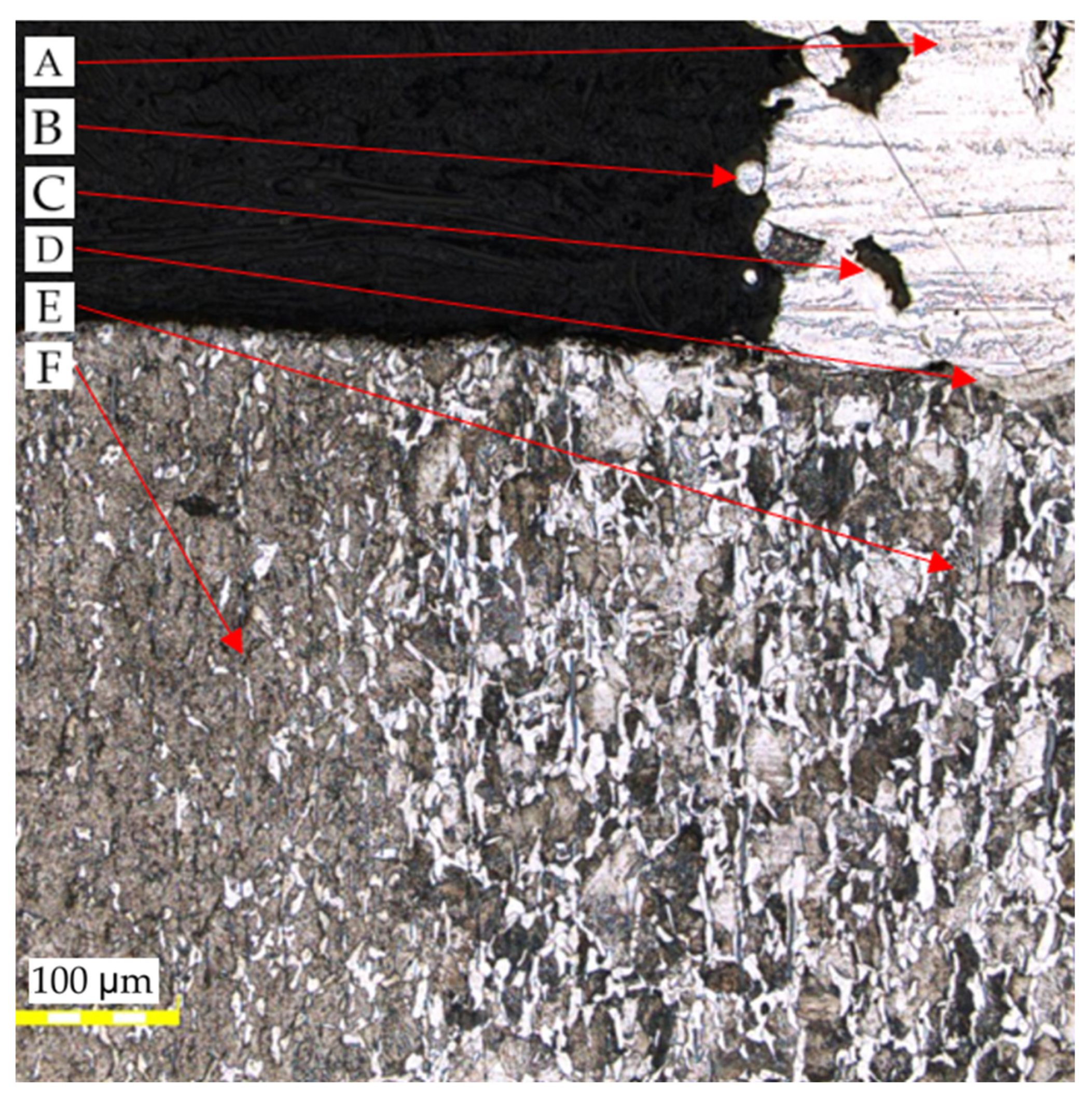
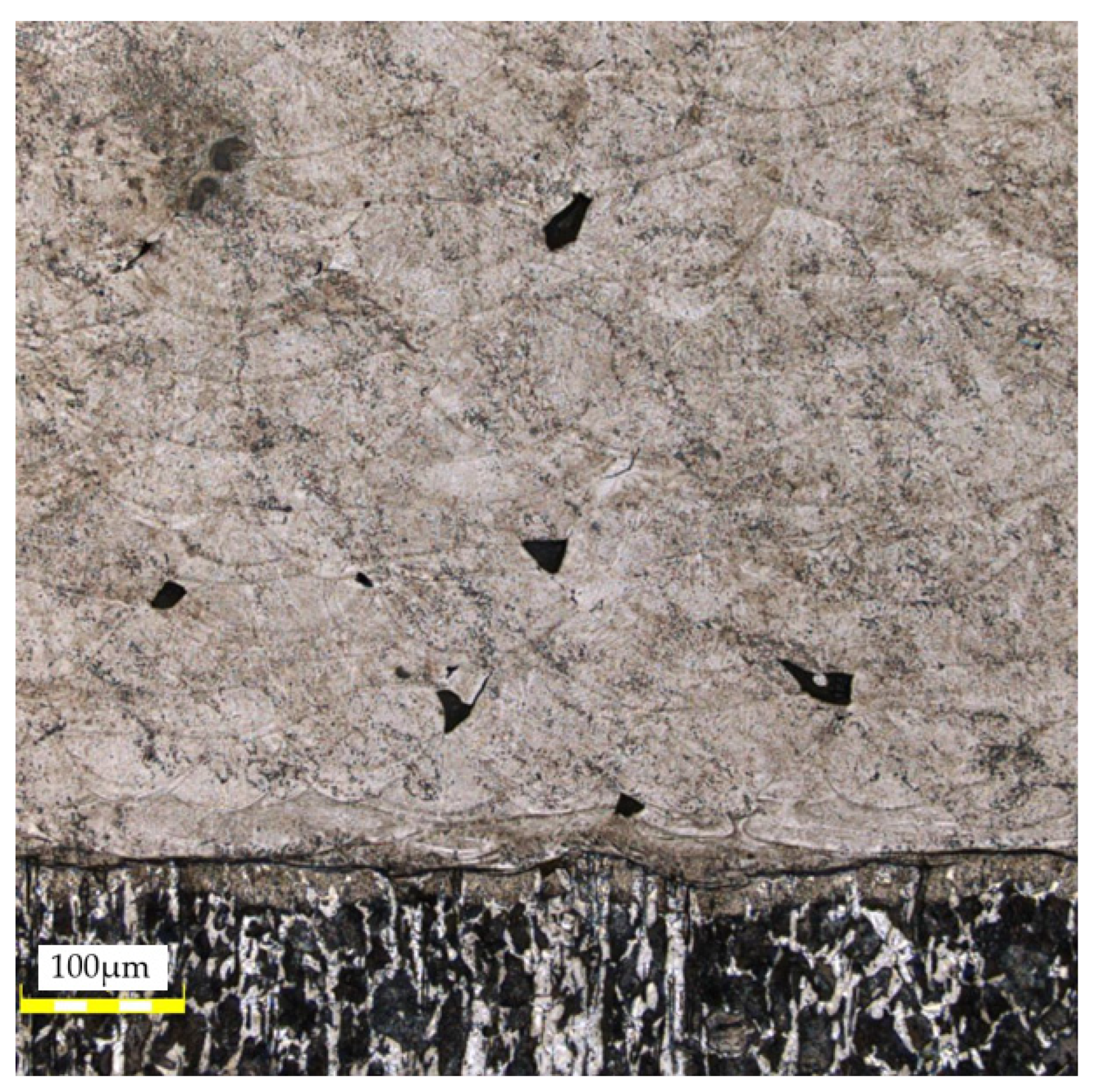
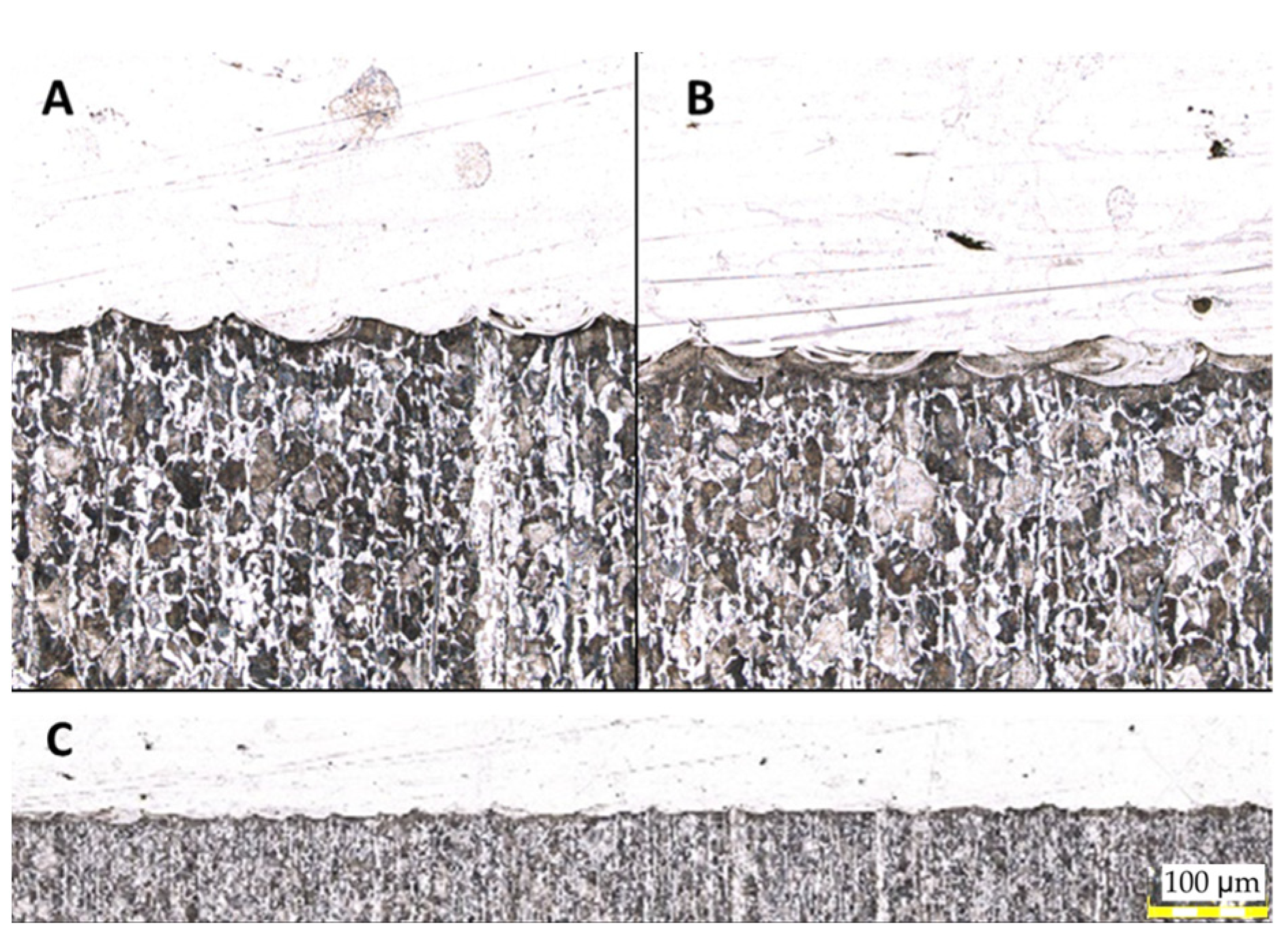
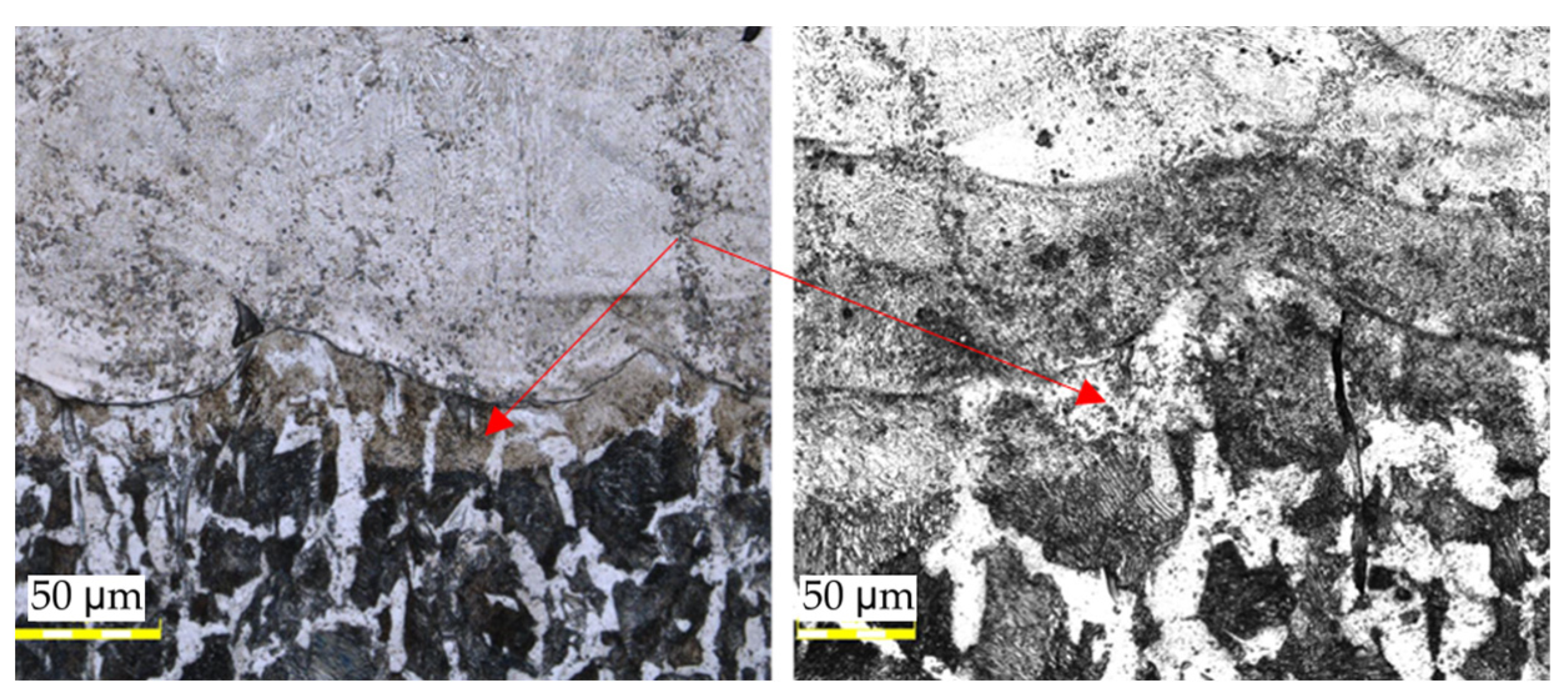
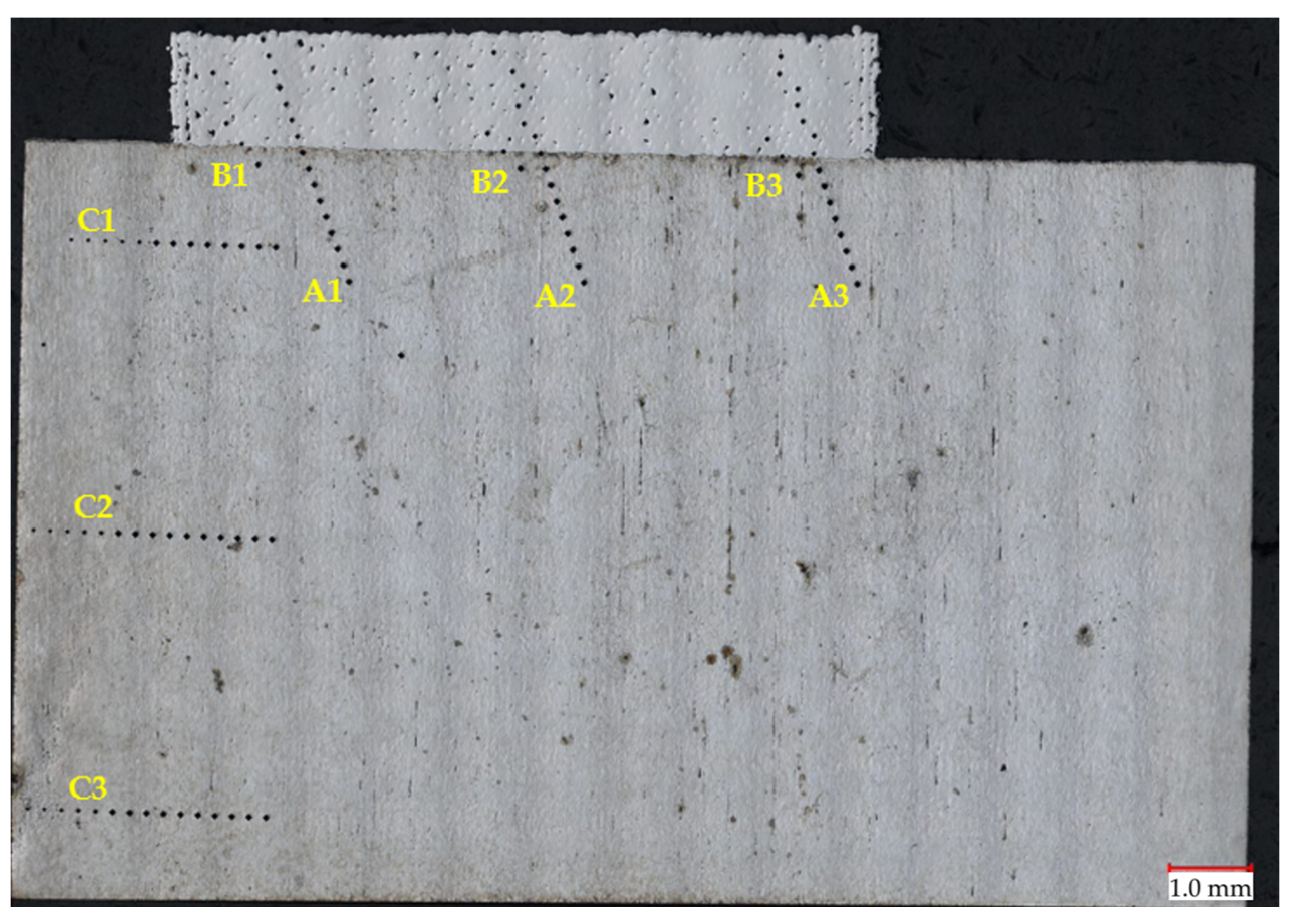
3.3. Macro and Microstructural Analysis
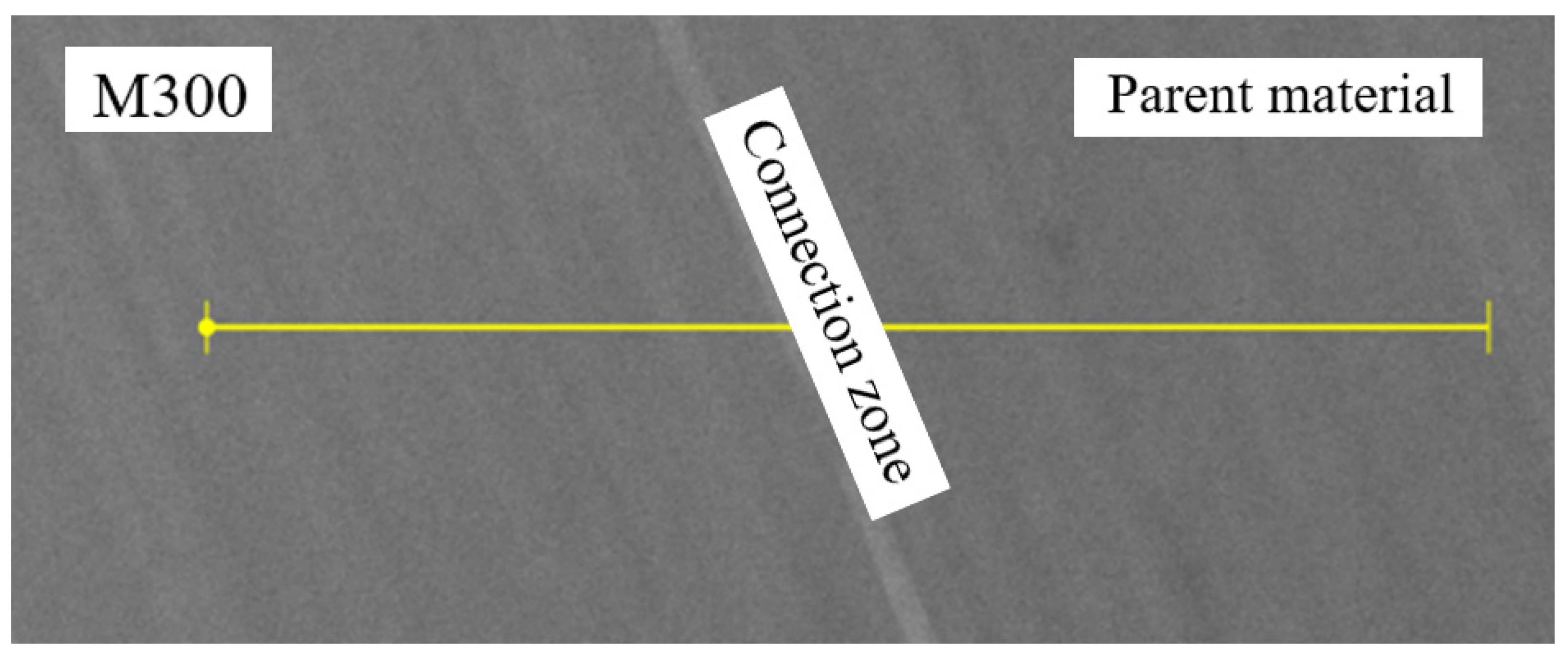
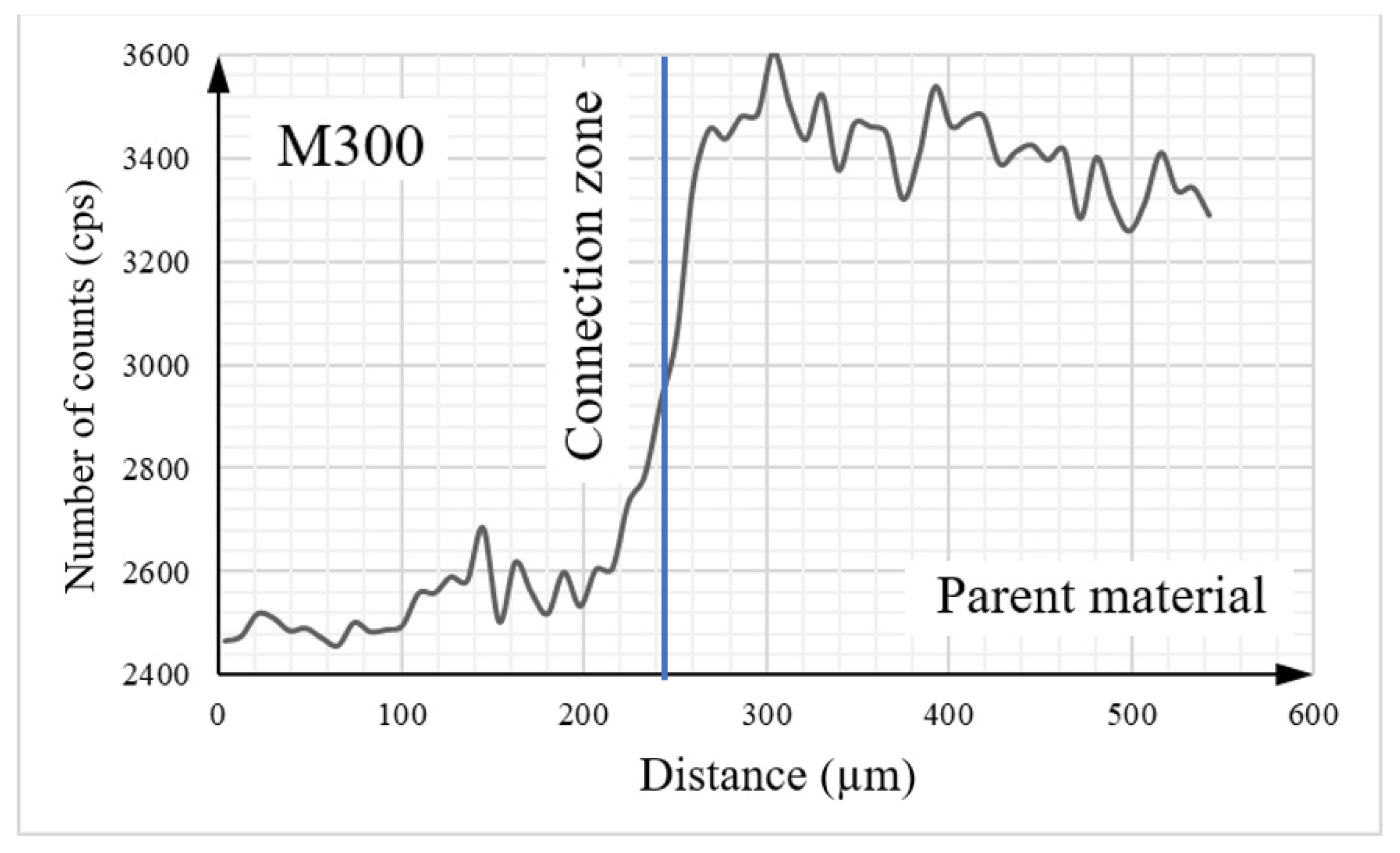
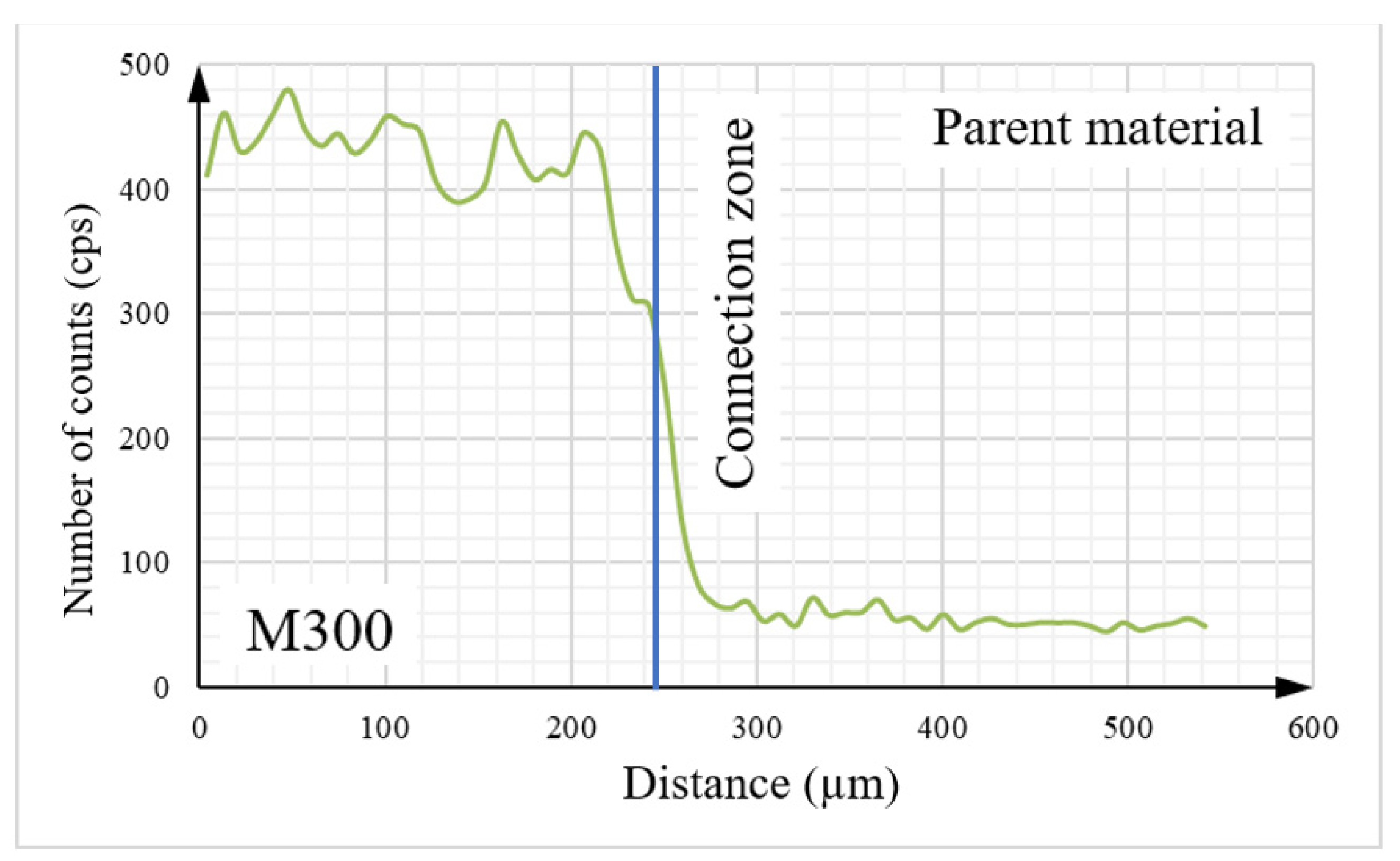
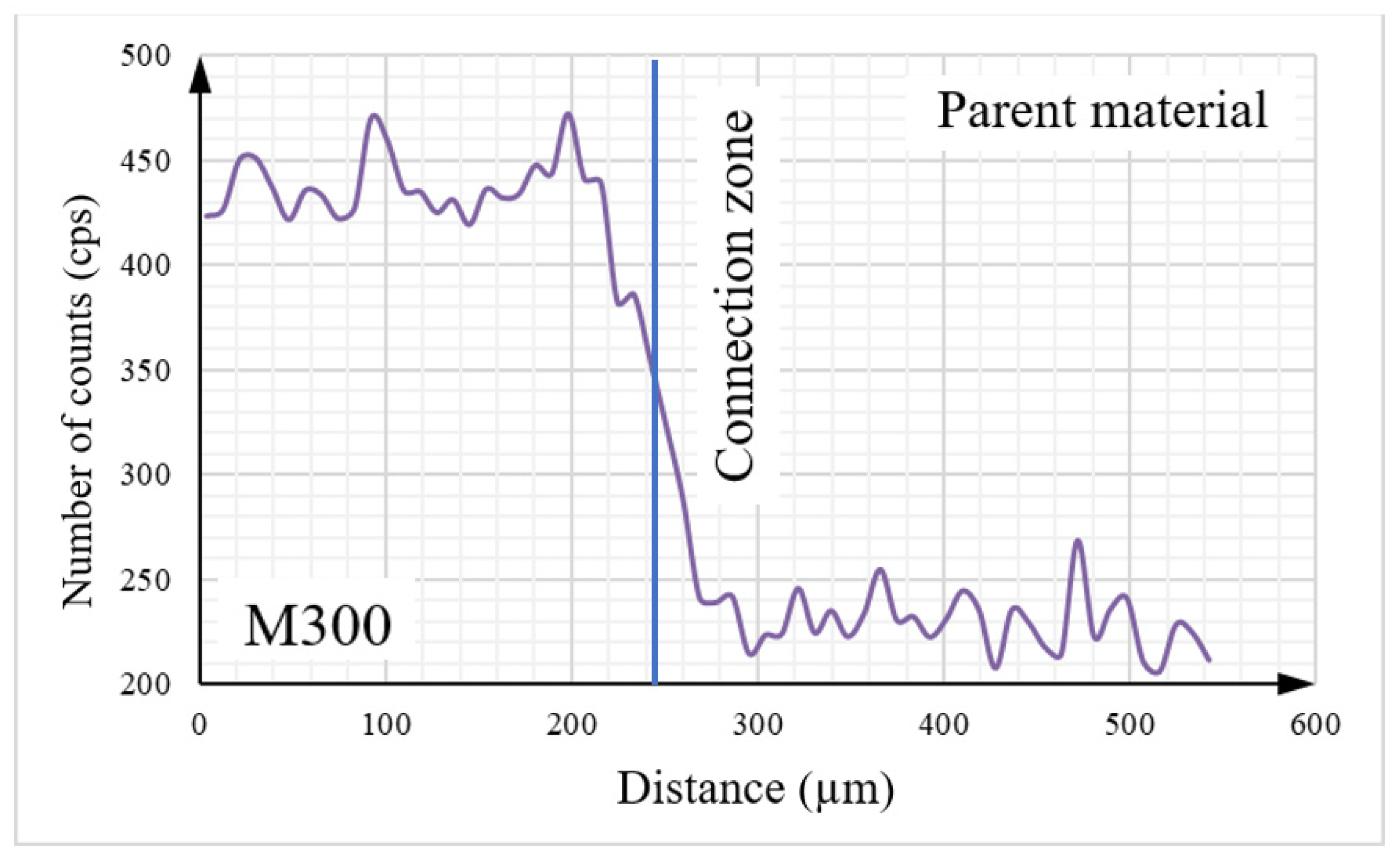
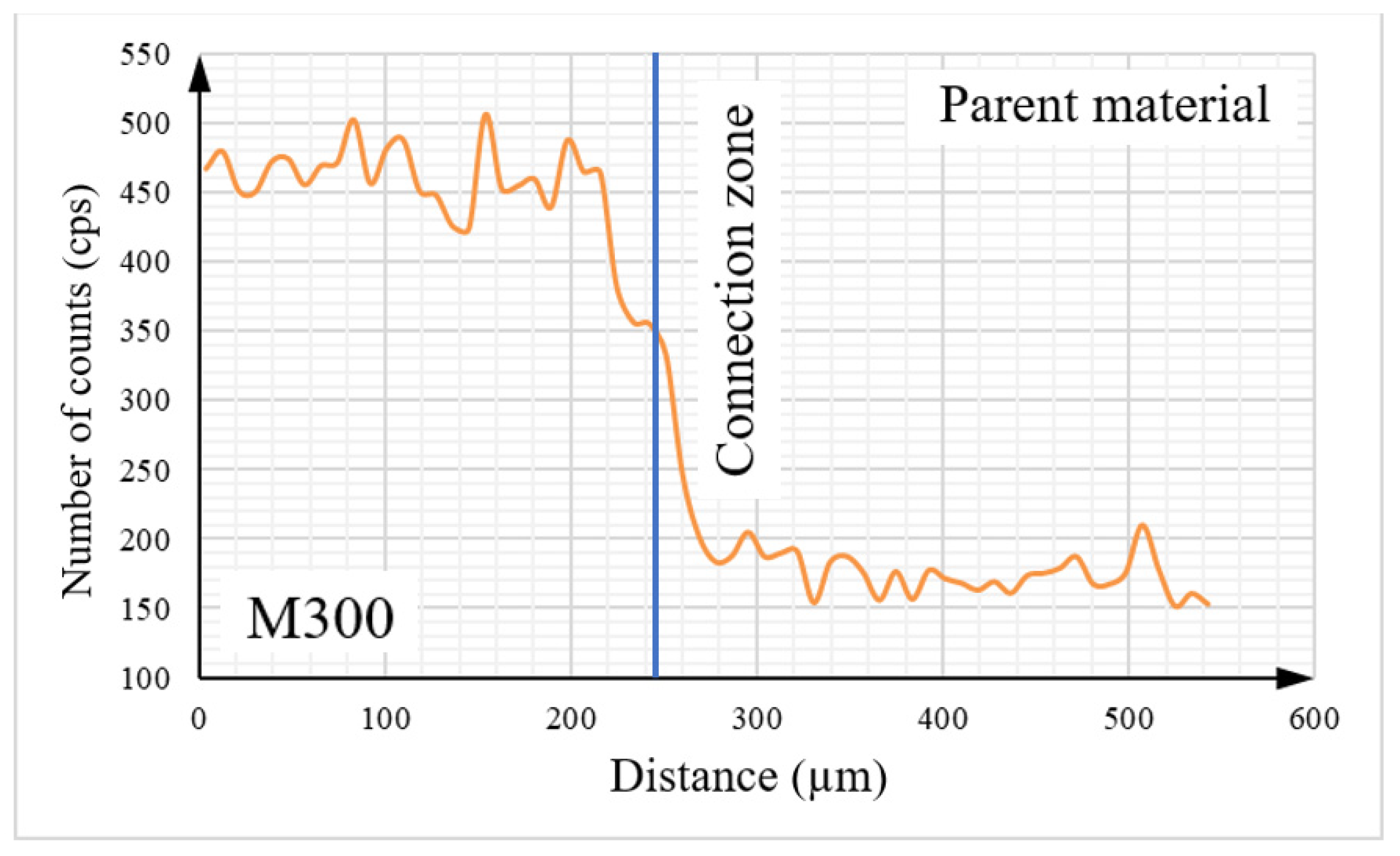
3.4. Chemical Composition Analysis Using SEM
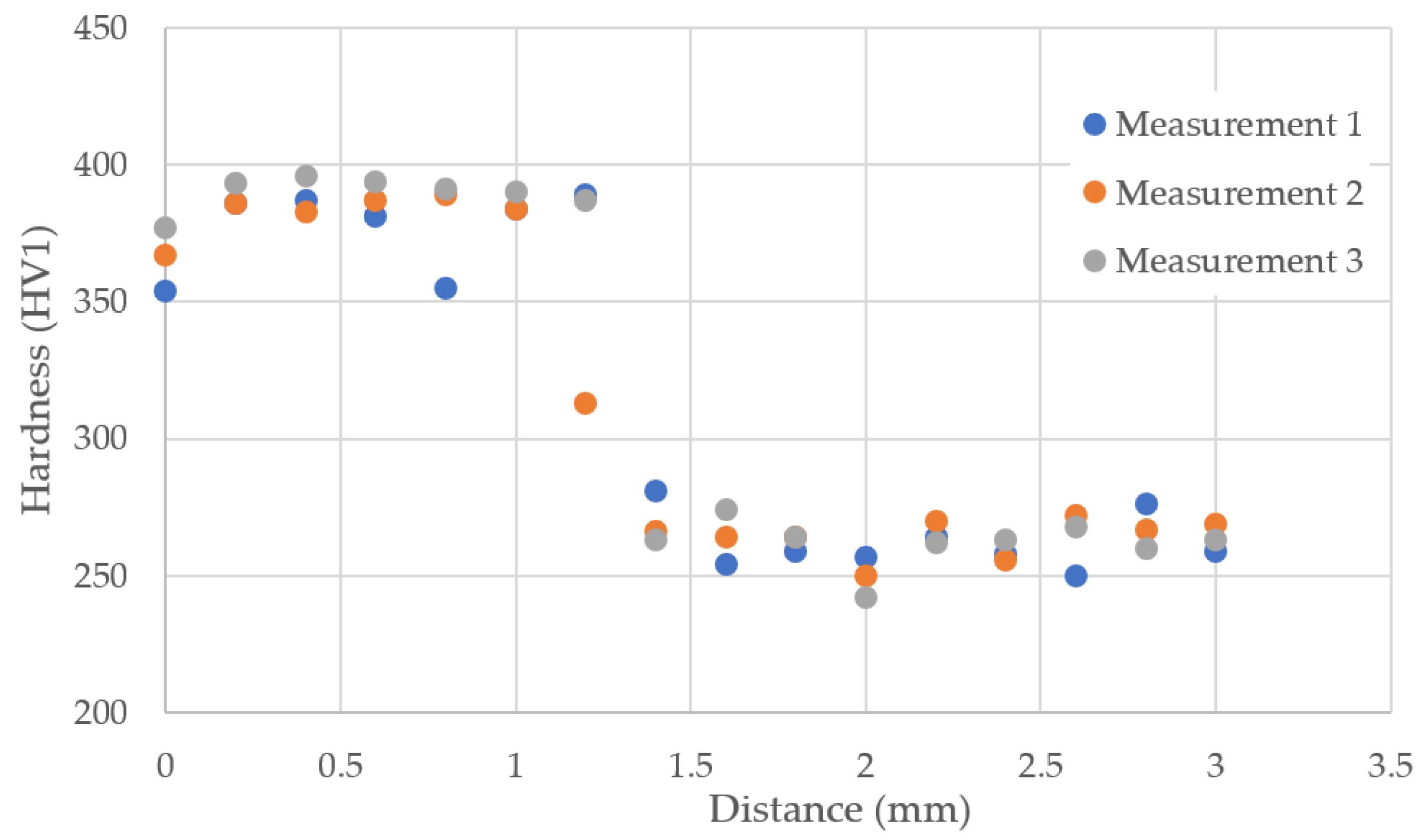
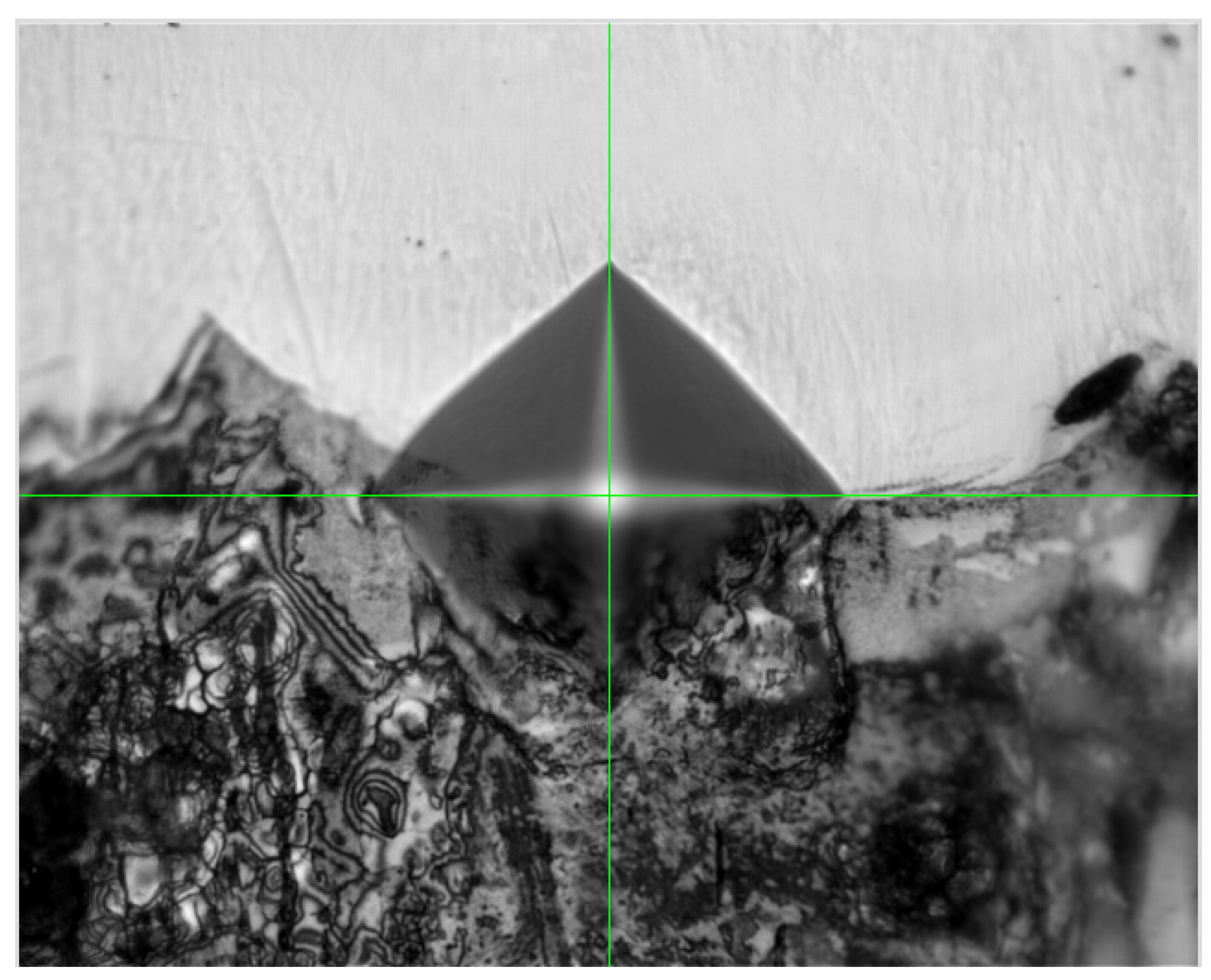
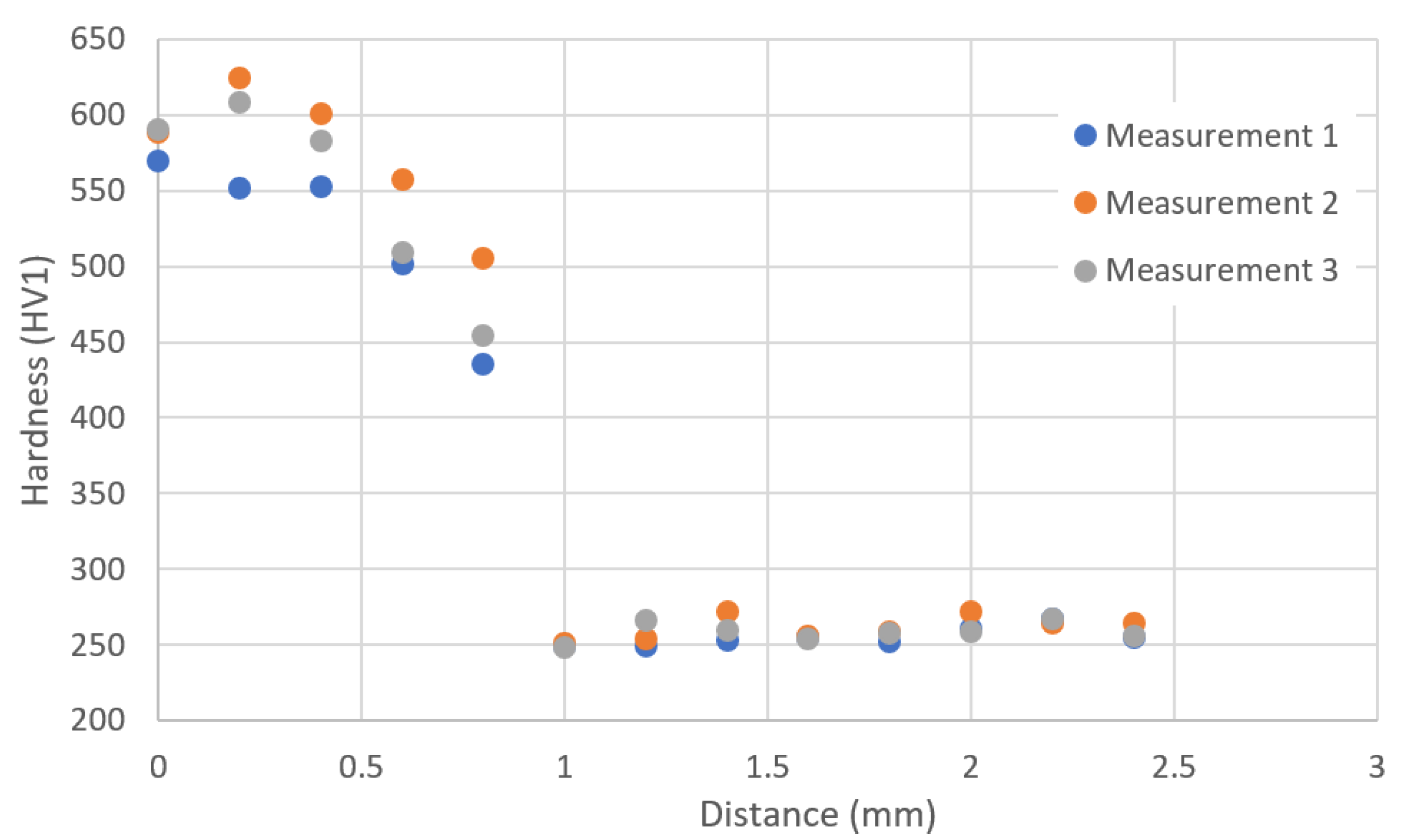
3.5. Hardness Measurement
4. Conclusions
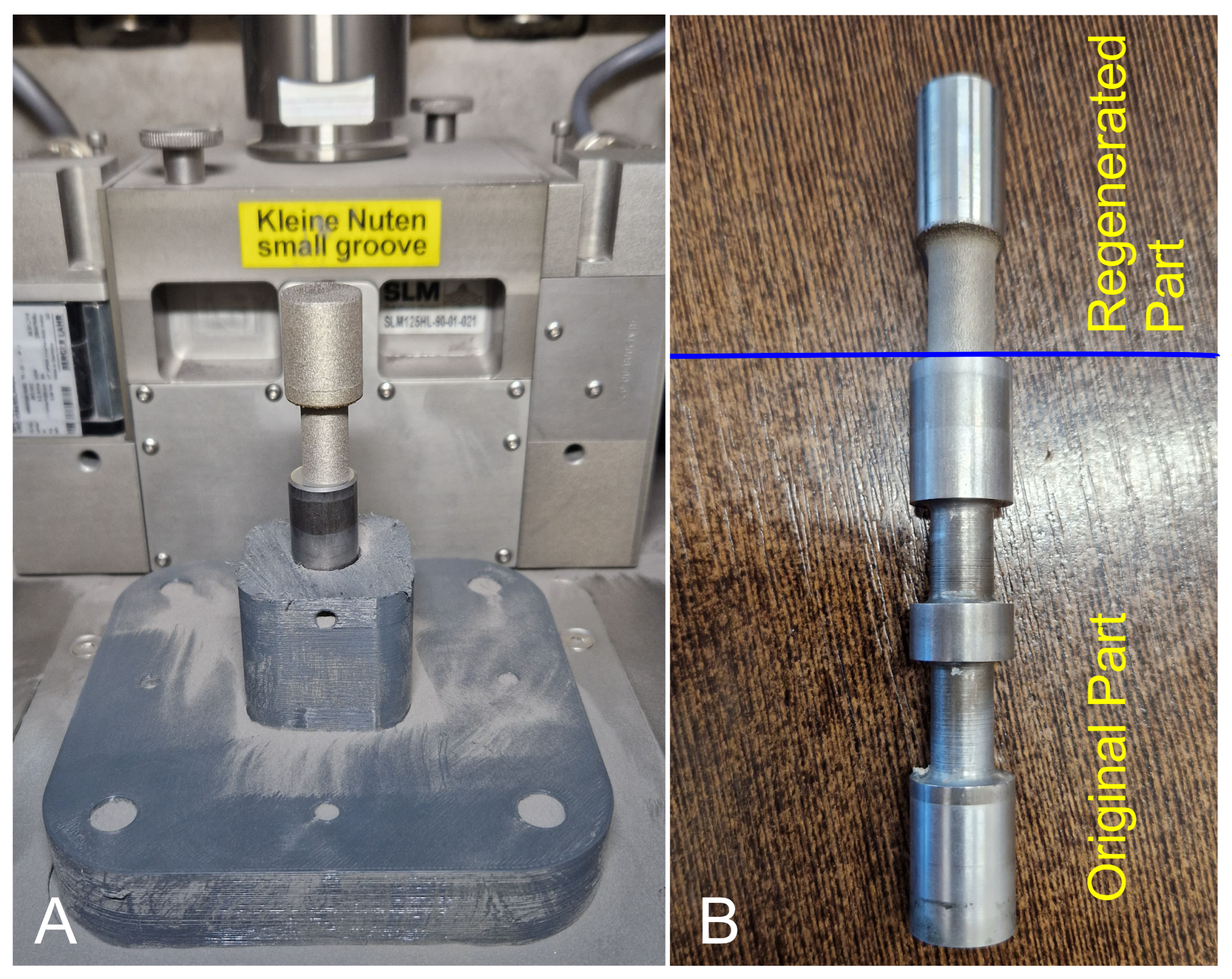
- During the tensile test, the SLM-regenerated hydraulic splitter slider achieved a stress level of 450 MPa. In the same test, the original slider achieved a value of 1000 MPa. However, the failure of the regenerated sample did not occur at the connection between the two materials, but rather in the 3D-printed material.
- The connection between the parent and regenerated material achieved a hardness of 630 HV. The maraging steel M300, which constituted the regenerated material, achieved a hardness of 390 HV, while the native material achieved 260 HV.
- The good quality of the connection was confirmed based on microstructural analysis. The two materials were properly mixed. No defects were observed along the entire length of the connection.
- The M300 steel meets the parameters dictated by the properties of the reference part. This confirms the quality of the connection, as well as the results of the strength and hardness tests.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Busch, B.; Caughley, A.; Glasson, N.; Badcock, R.A.; Weijers, H.W.; Lumsden, G.; Gschwendtner, M.; Jeong, S.; Singamneni, S. Design and finite volume evaluation of a counterflow recuperative spiral heat exchanger for additive manufacturing. Cryogenics 2022, 127, 103548. [Google Scholar] [CrossRef]
- El Achkar, G.; Septet, C.; Le Metayer, O.; Hugo, J.-M. Experimental thermohydraulic characterisation of flow boiling and condensation in additive manufactured plate-fin heat exchanger. Int. J. Heat Mass Transf. 2022, 199, 123465. [Google Scholar] [CrossRef]
- Hancock, D.; Homfray, D.; Porton, M.; Todd, I.; Wynne, B. Exploring complex high heat flux geometries for fusion applications enabled by additive manufacturing. Fusion Eng. Des. 2018, 136, 454–460. [Google Scholar] [CrossRef]
- Wang, X.; Wang, C.; Zhou, X.; Wang, D.; Zhang, M.; Gao, Y.; Wang, L.; Zhang, P. Evaluating Lattice Mechanical Properties for Lightweight Heat-Resistant Load-Bearing Structure Design. Materials 2020, 13, 4786. [Google Scholar] [CrossRef]
- Xu, Y.; Han, G.; Huang, G.; Li, T.; Xia, J.; Guo, D. Properties Evaluations of Topology Optimized Functionally Graded Lattice Structures Fabricated by Selective Laser Melting. Materials 2023, 16, 1700. [Google Scholar] [CrossRef]
- Cooke, S.; Ahmadi, K.; Willerth, S.; Herring, R. Metal additive manufacturing: Technology, metallurgy and modelling. J. Manuf. Process. 2020, 57, 978–1003. [Google Scholar] [CrossRef]
- Quinn, P.; O’Halloran, S.; Lawlor, J.; Raghavendra, R. The effect of metal EOS 316L stainless steel additive manufacturing powder recycling on part characteristics and powder reusability. Adv. Mater. Process. Technol. 2019, 5, 348–359. [Google Scholar] [CrossRef]
- Gor, M.; Soni, H.; Wankhede, V.; Sahlot, P.; Grzelak, K.; Szachgluchowicz, I.; Kluczyński, J. A Critical Review on Effect of Process Parameters on Mechanical and Microstructural Properties of Powder-Bed Fusion Additive Manufacturing of SS316L. Materials 2021, 14, 6527. [Google Scholar] [CrossRef]
- Vukkum, V.; Gupta, R. Review on corrosion performance of laser powder-bed fusion printed 316L stainless steel: Effect of processing parameters, manufacturing defects, post-processing, feedstock, and microstructure. Mater. Des. 2022, 221, 110874. [Google Scholar] [CrossRef]
- Criales, L.E.; Arısoy, Y.M.; Lane, B.; Moylan, S.; Donmez, A.; Özel, T. Laser powder bed fusion of nickel alloy 625: Experimental investigations of effects of process parameters on melt pool size and shape with spatter analysis. Int. J. Mach. Tools Manuf. 2017, 121, 22–36. [Google Scholar] [CrossRef]
- Ahmed, N.; Barsoum, I.; Haidemenopoulos, G.; Abu Al-Rub, R. Process parameter selection and optimization of laser powder bed fusion for 316L stainless steel: A review. J. Manuf. Process. 2022, 75, 415–434. [Google Scholar] [CrossRef]
- Koehler, H.; Partes, K.; Seefeld, T.; Vollertsen, F. Laser reconditioning of crankshafts: From lab to application. Phys. Procedia 2010, 5, 387–397. [Google Scholar] [CrossRef]
- Koehler, H.; Partes, K.; Seefeld, T.; Vollertsen, F. Influence of Laser Reconditioning on Fatigue Properties of Crankshafts. Phys. Procedia 2011, 12, 512–518. [Google Scholar] [CrossRef]
- Zhu, L.; Wang, S.; Pan, H.; Yuan, C.; Chen, X. Research on remanufacturing strategy for 45 steel gear using H13 steel powder based on laser cladding technology. J. Manuf. Process. 2020, 49, 344–354. [Google Scholar] [CrossRef]
- Zhu, L.; Yang, Z.; Xin, B.; Wang, S.; Meng, G.; Ning, J.; Xue, P. Microstructure and mechanical properties of parts formed by ultrasonic vibration-assisted laser cladding of Inconel 718. Surf. Coat. Technol. 2021, 410, 126964. [Google Scholar] [CrossRef]
- Li, L.; Zhang, X.; Pan, T.; Liou, F. Component repair using additive manufacturing: Experiments and thermal modeling. Int. J. Adv. Manuf. Technol. 2022, 119, 719–732. [Google Scholar] [CrossRef]
- Ziółkowski, M.; Dyl, T. Possible Applications of Additive Manufacturing Technologies in Shipbuilding: A Review. Machines 2020, 8, 84. [Google Scholar] [CrossRef]
- Taşdemir, A.; Nohut, S. An overview of wire arc additive manufacturing (WAAM) in shipbuilding industry. Ships Offshore Struct. 2020, 16, 797–814. [Google Scholar] [CrossRef]
- Montero, J.; Paetzold, K.; Bleckmann, M.; Holtmannspoetter, J. Re-design and re-manufacturing of discontinued spare parts implementing additive manufacturing in the military field. In Proceedings of the International Design Conference, DESIGN, Espoo, Finland, 10–14 June 2018; Volume 3, pp. 1269–1278. [Google Scholar] [CrossRef]
- Rittinghaus, S.-K.; Schmelzer, J.; Rackel, M.W.; Hemes, S.; Vogelpoth, A.; Hecht, U.; Weisheit, A. Direct Energy Deposition of TiAl for Hybrid Manufacturing and Repair of Turbine Blades. Materials 2020, 13, 4392. [Google Scholar] [CrossRef] [PubMed]
- Montero, J.N.; Amado, J.M.; Rodríguez, A.; Tobar, M.J.; Yañez, A. Application of 3D laser manufacturing in fabrication or repair of high-value metal component for the foundry industry. Adv. Mater. Process. Technol. 2016, 2, 539–547. [Google Scholar] [CrossRef]
- Sayilgan, V.; Reker, D.; Bernhard, R.; Hermsdorf, J.; Kaierle, S. Single-crystal repair of high-pressure single-crystal turbine blades for industrial conditions. Procedia CIRP 2022, 111, 233–236. [Google Scholar] [CrossRef]
- Ünal-Saewe, T.; Gahn, L.; Kittel, J.; Gasser, A.; Schleifenbaum, J.H. Process Development for Tip Repair of Complex Shaped Turbine Blades with IN718. Procedia Manuf. 2020, 47, 1050–1057. [Google Scholar] [CrossRef]
- ISO 6507-1; Metallic Materials. Vickers Hardness Test Test Method. ISO: Geneva, Switzerland, 2018.
- Michta, G.; Kruk, A. Wpływ obróbki cieplnej na właściwości stali typu maraging. Zesz. Nauk. Politech. Rzeszowskiej. Mech. 2018, 3, 357–366. [Google Scholar] [CrossRef]
- Liverani, E.; Fortunato, A.; Leardini, A.; Belvedere, C.; Siegler, S.; Ceschini, L.; Ascari, A. Fabrication of Co-Cr-Mo endoprosthetic ankle devices by means of selective laser melting (SLM). Mater. Des. 2016, 106, 60–68. [Google Scholar] [CrossRef]

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Area Type | Fe (%) | Mn (%) | Cu (%) | Si (%) | Ni (%) | Cr (%) | Co (%) | V (%) |
|---|---|---|---|---|---|---|---|---|
| A | 98.05 | 1.11 | 0.27 | 0.25 | 0.15 | n/a | 2.07 | n/a |
| B | 64.52 | <0.86 | n/a | n/a | n/a | 33.41 | n/a | <0.20 |
| Parameter | Laser Power [W] | Exposure Velocity [mm/s] | Hatch Spacing [mm] | Layer Thickness [mm] | Energy Density [J/mm3] |
|---|---|---|---|---|---|
| Value | 175.5 | 750 | 0.12 | 0.03 | 65 |
| Source | Mn | Cu | Si | Ni |
|---|---|---|---|---|
| EN 10253-2 | 1.20% | 0.30% | 0.35% | 0.30% |
| Investigation | 1.06–1.16% | 0.24–0.30% | 0.21–0.29% | 0.11–0.19% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sawczuk, P.; Kluczyński, J.; Sarzyński, B.; Szachogłuchowicz, I.; Jasik, K.; Łuszczek, J.; Grzelak, K.; Płatek, P.; Torzewski, J.; Małek, M. Regeneration of the Damaged Parts with the Use of Metal Additive Manufacturing—Case Study. Materials 2023, 16, 3772. https://0-doi-org.brum.beds.ac.uk/10.3390/ma16103772
Sawczuk P, Kluczyński J, Sarzyński B, Szachogłuchowicz I, Jasik K, Łuszczek J, Grzelak K, Płatek P, Torzewski J, Małek M. Regeneration of the Damaged Parts with the Use of Metal Additive Manufacturing—Case Study. Materials. 2023; 16(10):3772. https://0-doi-org.brum.beds.ac.uk/10.3390/ma16103772
Chicago/Turabian StyleSawczuk, Piotr, Janusz Kluczyński, Bartłomiej Sarzyński, Ireneusz Szachogłuchowicz, Katarzyna Jasik, Jakub Łuszczek, Krzysztof Grzelak, Paweł Płatek, Janusz Torzewski, and Marcin Małek. 2023. "Regeneration of the Damaged Parts with the Use of Metal Additive Manufacturing—Case Study" Materials 16, no. 10: 3772. https://0-doi-org.brum.beds.ac.uk/10.3390/ma16103772