
Microstructures and Phases in Electron Beam Additively Manufactured Ti-Al-Mo-Zr-V/CuAl9Mn2 Alloy
 , , , , , , , ,
, , , , , , , ,
Abstract
:1. Introduction
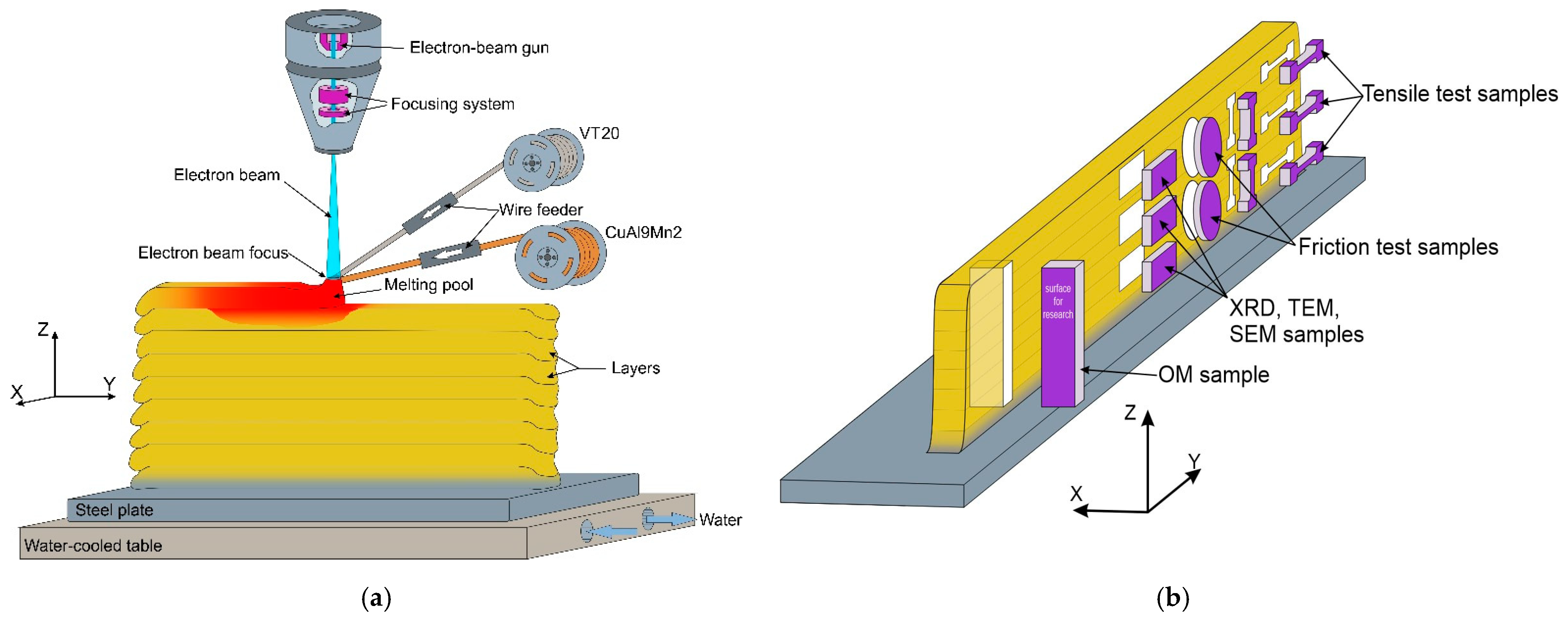
2. Materials and Methods
3. Results
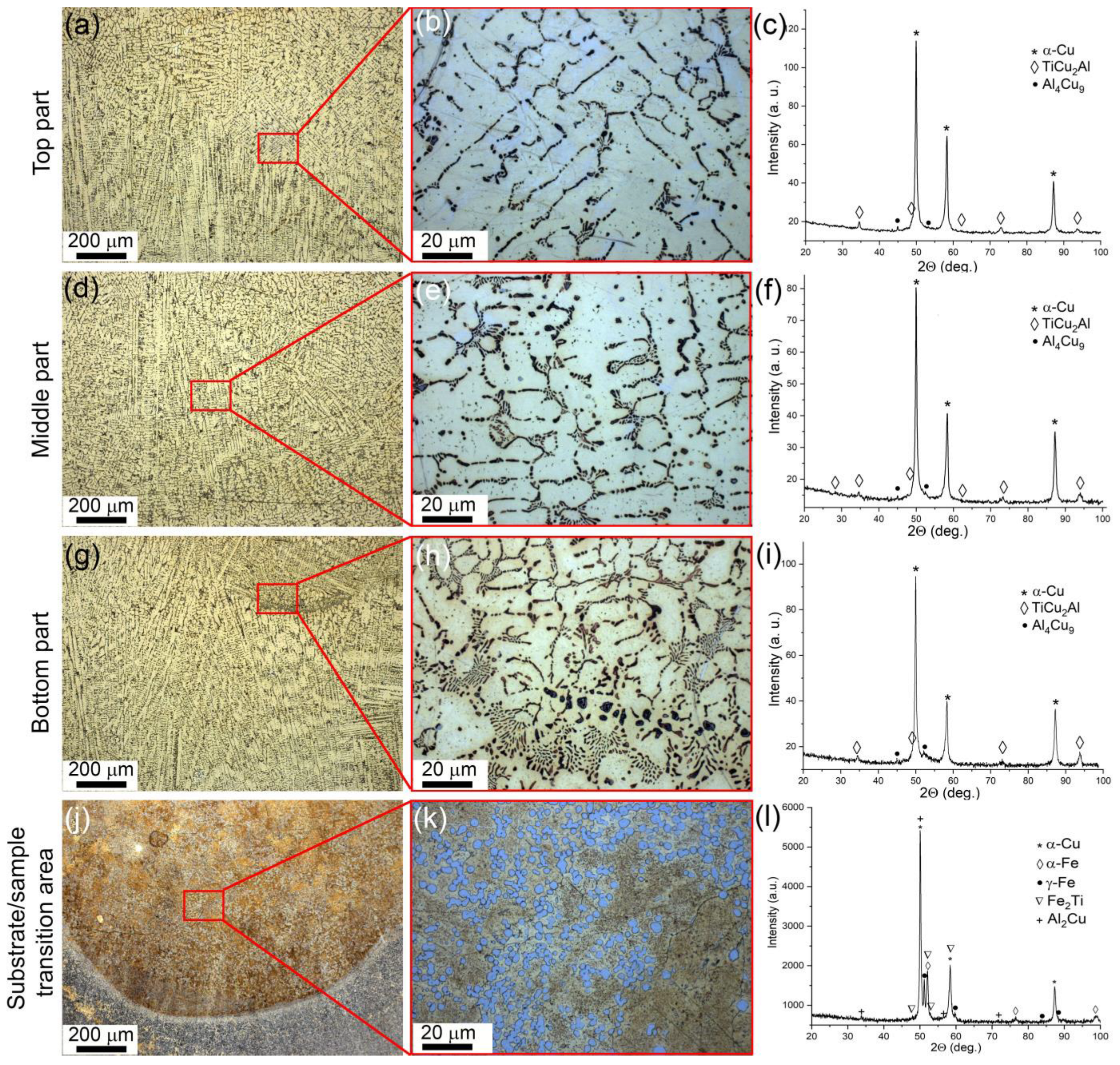
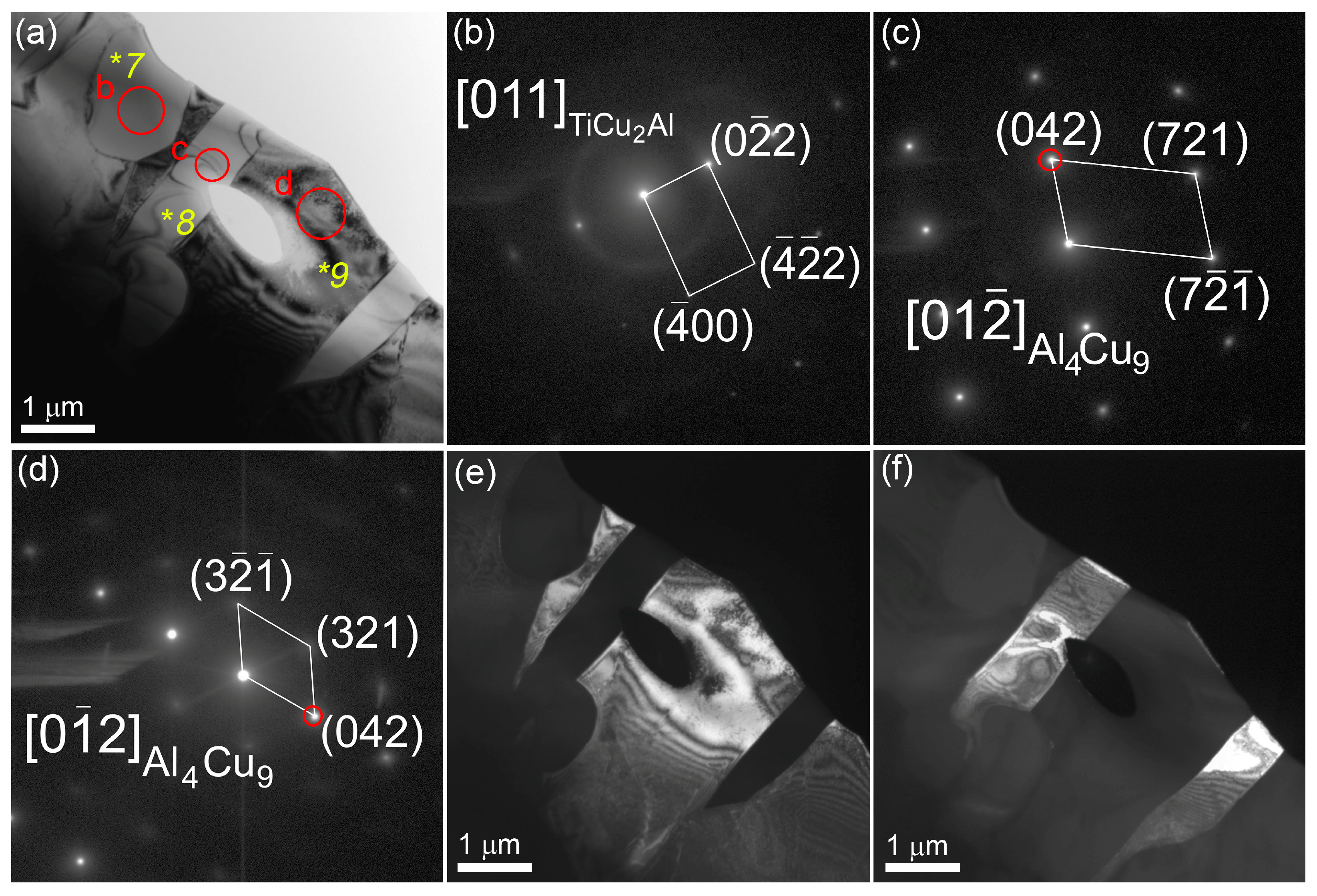
3.1. Structures and Phases in the Bronze/5%Ti Alloy
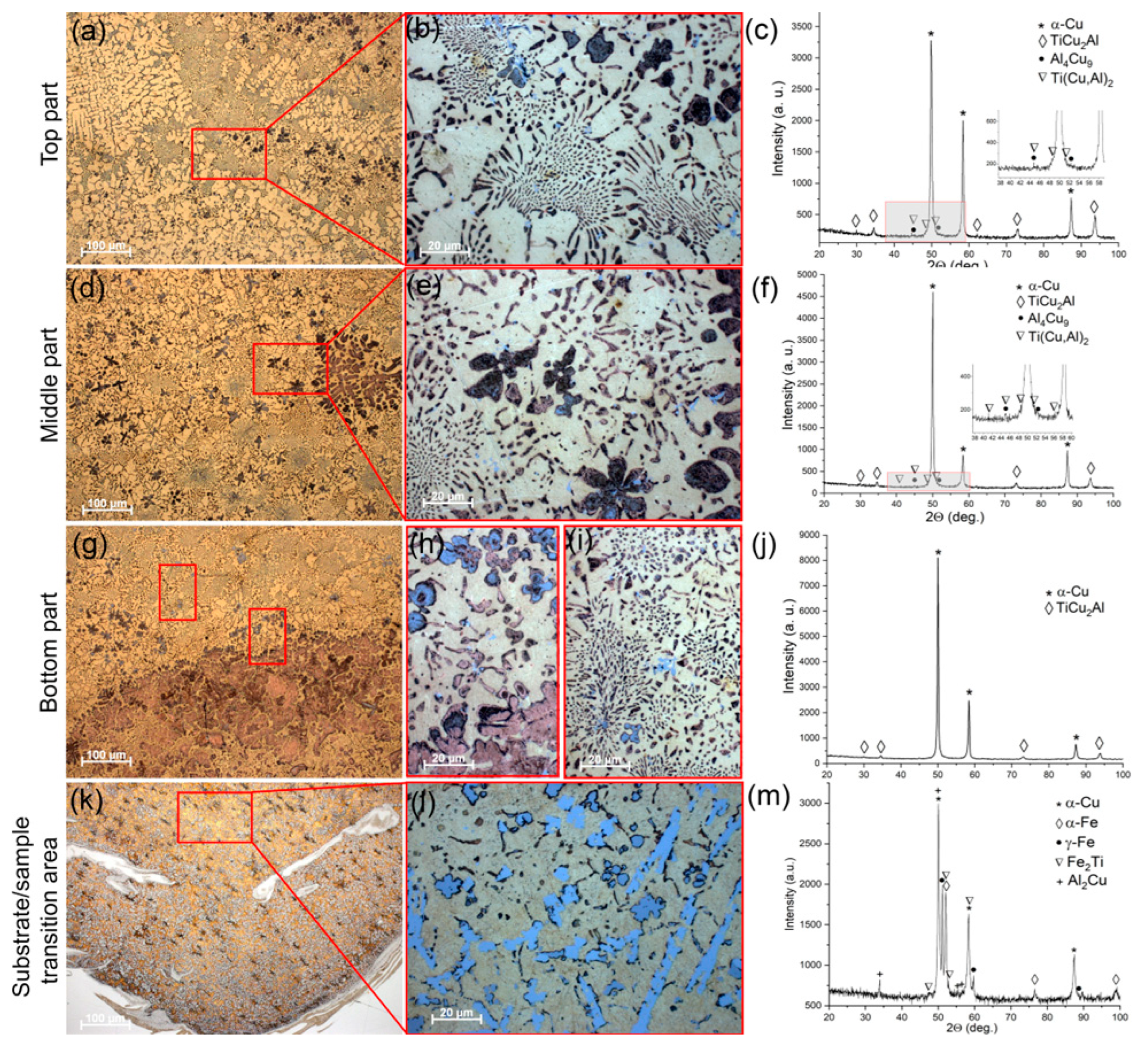
3.2. Structures and Phases in the Bronze/10%Ti Alloy
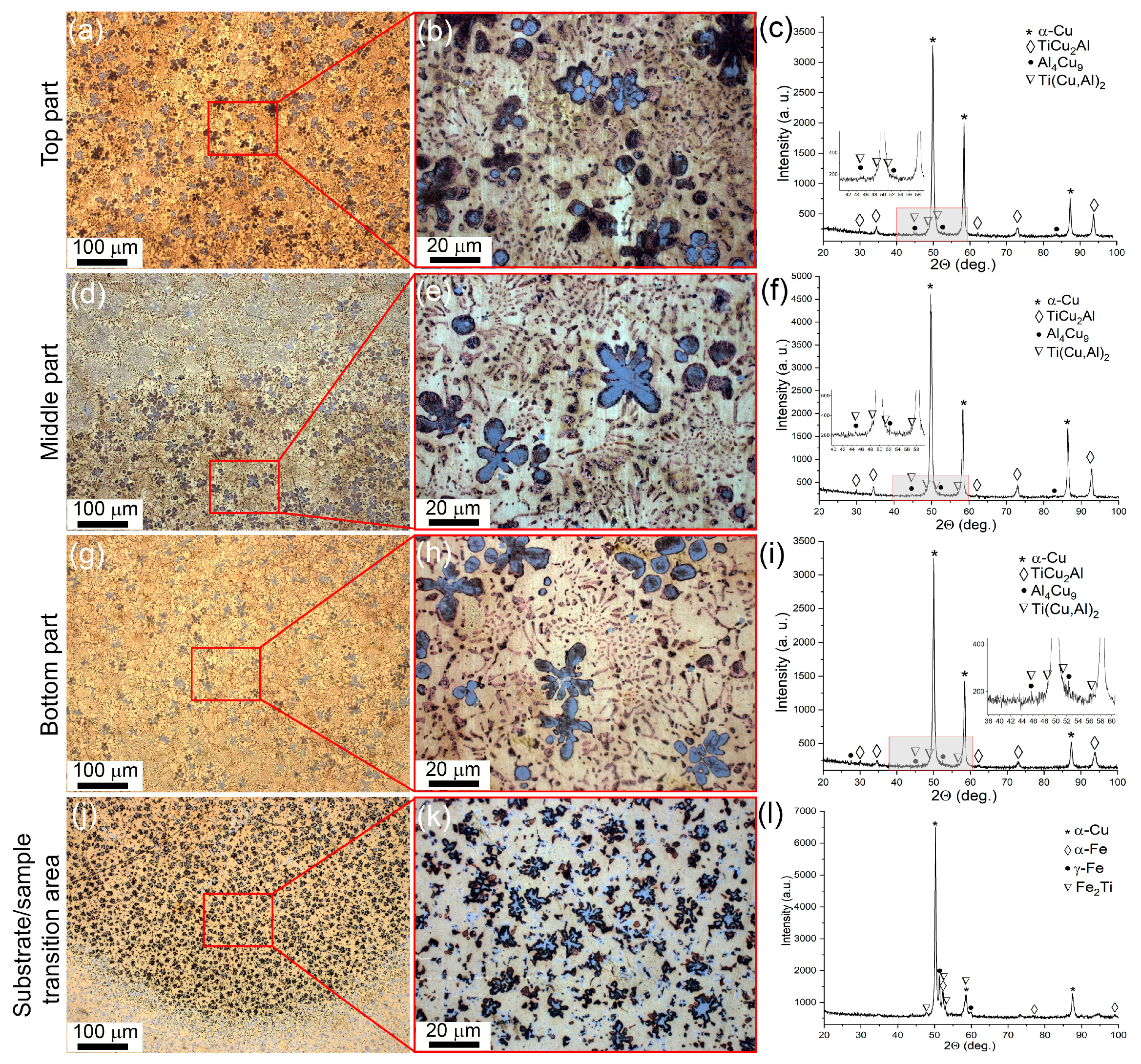
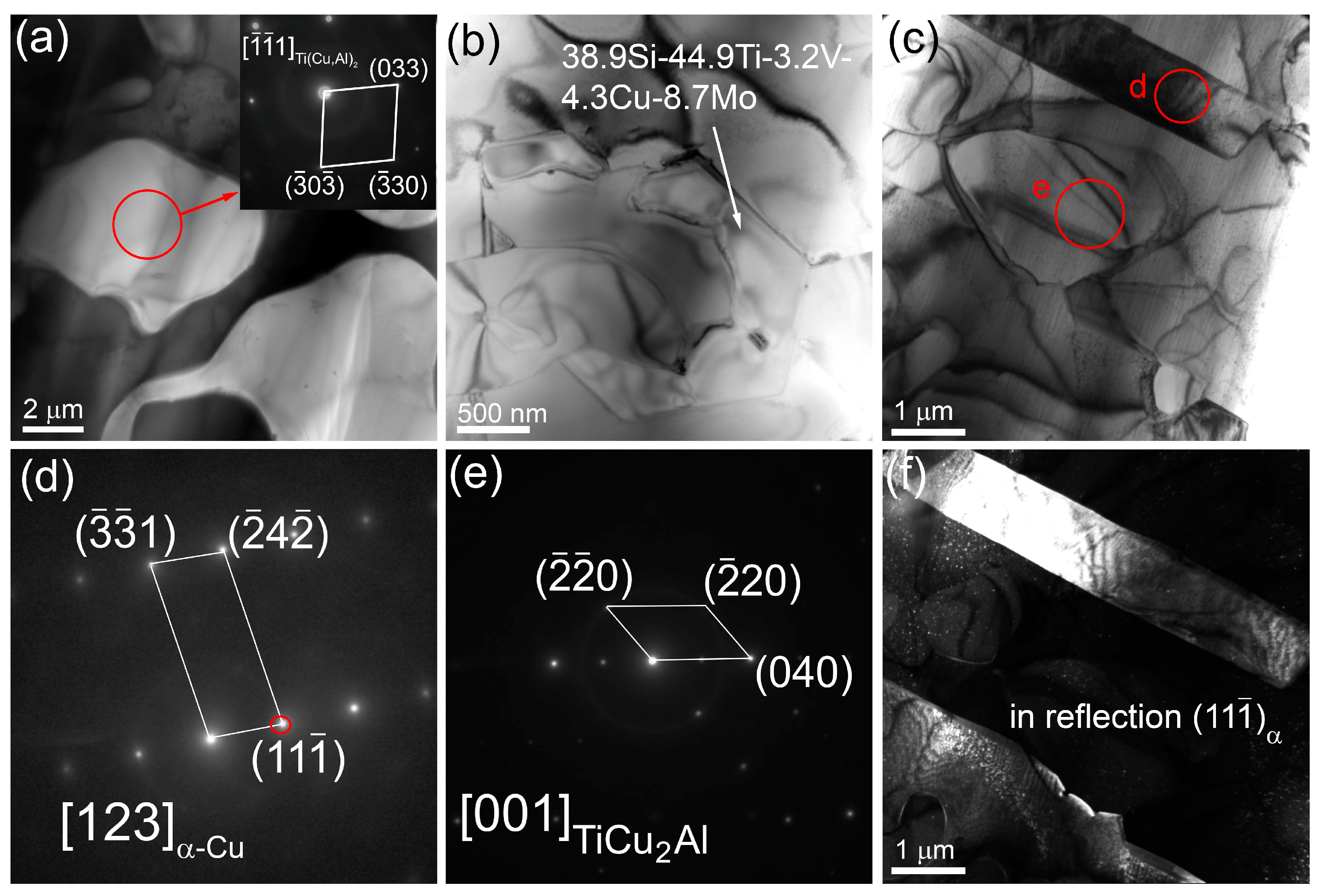
3.3. Structures and Phases in the Bronze/15%Ti Alloy
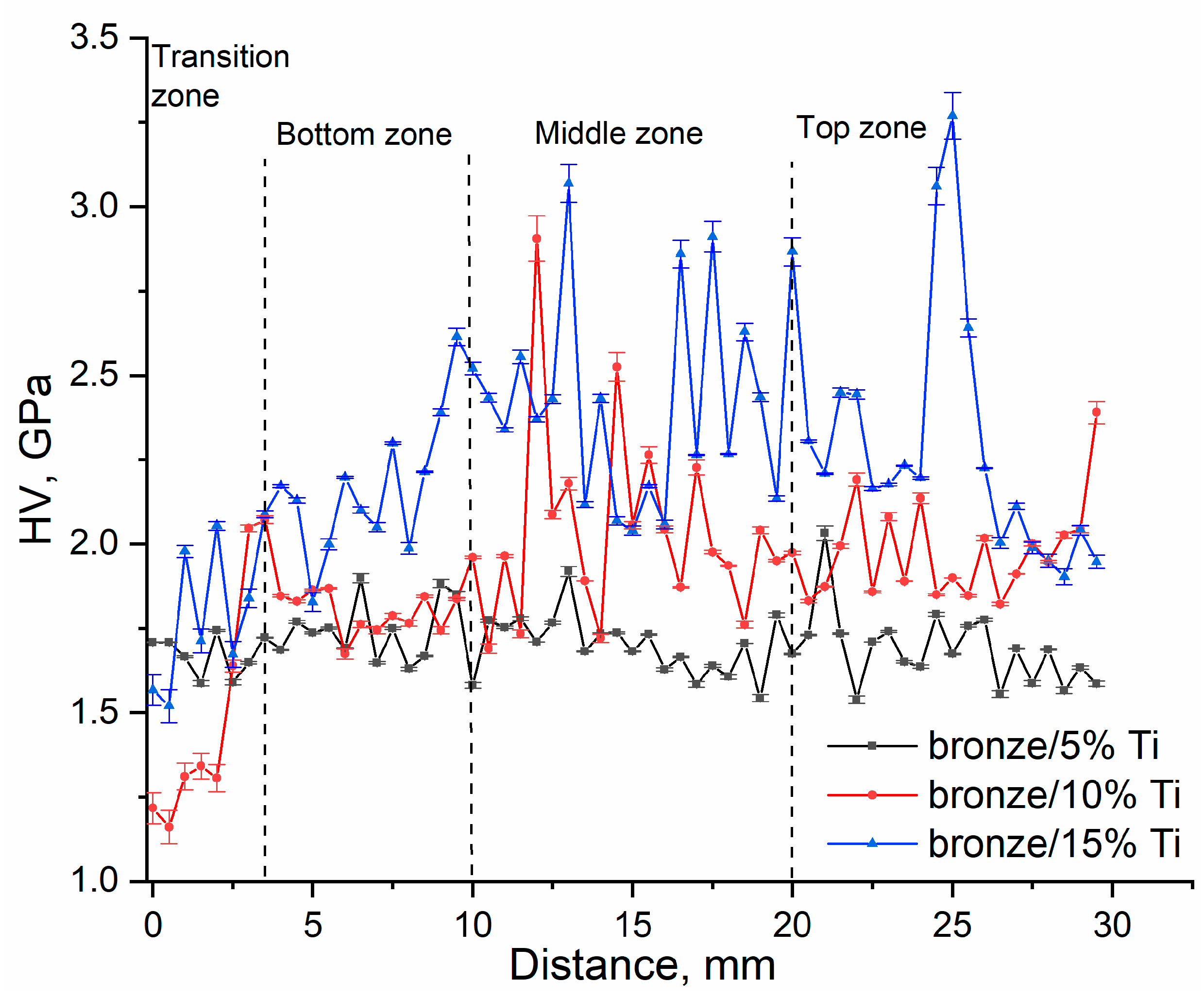
3.4. Mechanical Characteristics of CuAl9Mn2/VT-20 Alloy
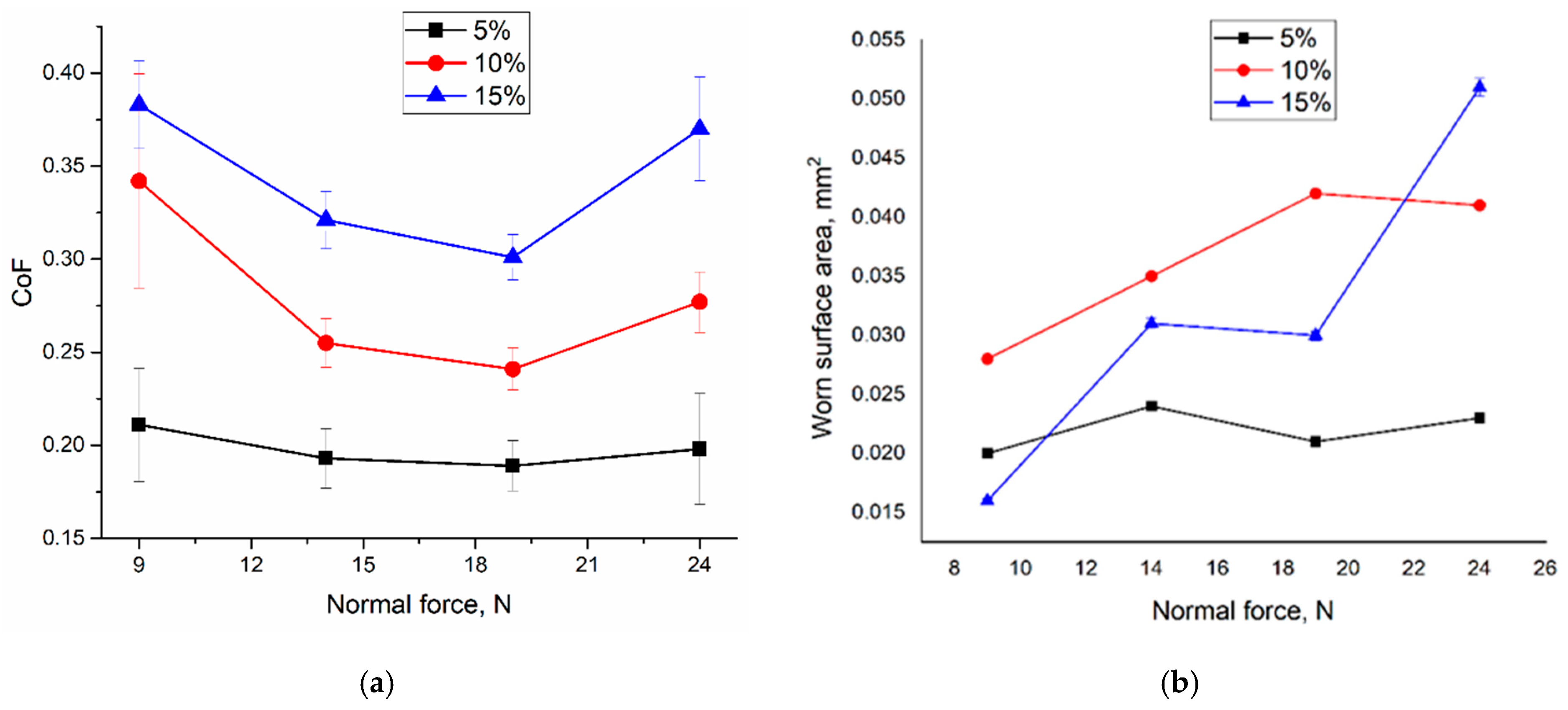
3.5. Tribological Testing
4. Discussion
4.1. Structural Phase Formation
4.2. Mechanical Characteristics
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kolubaev, E.A.; Rubtsov, V.E.; Chumaevsky, A.V.; Astafurova, E.G. Micro-, Meso- and Macrostructural Design of Bulk Metallic and Polymetallic Materials by Wire-Feed Electron-Beam Additive Manufacturing. Phys. Mesomech. 2022, 25, 479–491. [Google Scholar] [CrossRef]
- Nazir, A.; Gokcekaya, O.; Md Masum Billah, K.; Ertugrul, O.; Jiang, J.; Sun, J.; Hussain, S. Multi-Material Additive Manufacturing: A Systematic Review of Design, Properties, Applications, Challenges, and 3D Printing of Materials and Cellular Metamaterials. Mater. Des. 2023, 226, 111661. [Google Scholar] [CrossRef]
- Wu, Y.; Fang, J.; Wu, C.; Li, C.; Sun, G.; Li, Q. Additively Manufactured Materials and Structures: A State-of-the-Art Review on Their Mechanical Characteristics and Energy Absorption. Int. J. Mech. Sci. 2023, 246, 108102. [Google Scholar] [CrossRef]
- Jayawardane, H.; Davies, I.J.; Gamage, J.R.; John, M.; Biswas, W.K. Sustainability Perspectives–a Review of Additive and Subtractive Manufacturing. Sustain. Manuf. Serv. Econ. 2023, 2, 100015. [Google Scholar] [CrossRef]
- Ćwikła, G.; Grabowik, C.; Kalinowski, K.; Paprocka, I.; Ociepka, P. The Influence of Printing Parameters on Selected Mechanical Properties of FDM/FFF 3D-Printed Parts. IOP Conf. Ser. Mater. Sci. Eng. 2017, 227, 12033. [Google Scholar] [CrossRef]
- Svetlizky, D.; Das, M.; Zheng, B.; Vyatskikh, A.L.; Bose, S.; Bandyopadhyay, A.; Schoenung, J.M.; Lavernia, E.J.; Eliaz, N. Directed Energy Deposition (DED) Additive Manufacturing: Physical Characteristics, Defects, Challenges and Applications. Mater. Today 2021, 49, 271–295. [Google Scholar] [CrossRef]
- Ahn, D.-G. Directed Energy Deposition (DED) Process: State of the Art. Int. J. Precis. Eng. Manuf. Technol. 2021, 8, 703–742. [Google Scholar] [CrossRef]
- Lores, A.; Azurmendi, N.; Agote, I.; Zuza, E. A Review on Recent Developments in Binder Jetting Metal Additive Manufacturing: Materials and Process Characteristics. Powder Metall. 2019, 62, 267–296. [Google Scholar] [CrossRef]
- Li, M.; Du, W.; Elwany, A.; Pei, Z.; Ma, C. Metal Binder Jetting Additive Manufacturing: A Literature Review. J. Manuf. Sci. Eng. 2020, 142, 090801. [Google Scholar] [CrossRef]
- Xie, L.; Sun, C.; Kong, D. Matched-Phase Weighting Beamformer to Improve the Gain of a Long Linear Array in the Range-Dependent Ocean Waveguide. IEEE Access 2020, 8, 177437–177446. [Google Scholar] [CrossRef]
- Ravalji, J.M.; Raval, S.J. Review of Quality Issues and Mitigation Strategies for Metal Powder Bed Fusion. Rapid Prototyp. J. 2023, 29, 792–817. [Google Scholar] [CrossRef]
- Osipovich, K.; Kalashnikov, K.; Chumaevskii, A.; Gurianov, D.; Kalashnikova, T.; Vorontsov, A.; Zykova, A.; Utyaganova, V.; Panfilov, A.; Nikolaeva, A.; et al. Wire-Feed Electron Beam Additive Manufacturing: A Review. Metals 2023, 13, 279. [Google Scholar] [CrossRef]
- Gong, X.; Anderson, T.; Chou, K. Review on Powder-Based Electron Beam Additive Manufacturing Technology. Manuf. Rev. 2014, 1, 2. [Google Scholar] [CrossRef]
- Zykova, A.P.; Panfilov, A.O.; Vorontsov, A.V.; Kolubaev, E.A.; Tarasov, S.Y. Hardening Mechanisms in Stainless Steel/Aluminum Bronze Composite Fabricated Using Electron Beam Additive Manufacturing. Steel Transl. 2022, 52, 912–919. [Google Scholar] [CrossRef]
- Arroussi, M.; Jia, Q.; Bai, C.; Zhang, S.; Zhao, J.; Xia, Z.; Zhang, Z.; Yang, K.; Yang, R. Inhibition Effect on Microbiologically Influenced Corrosion of Ti-6Al-4V-5Cu Alloy against Marine Bacterium Pseudomonas Aeruginosa. J. Mater. Sci. Technol. 2022, 109, 282–296. [Google Scholar] [CrossRef]
- Xu, D.; Wang, T.; Lu, Z.; Wang, Y.; Sun, B.; Wang, S.; Fu, Q.; Bi, Z.; Geng, S. Ti-6Al-4V-5Cu Synthesized for Antibacterial Effect in Vitro and in Vivo via Contact Sterilization. J. Mater. Sci. Technol. 2021, 90, 133–142. [Google Scholar] [CrossRef]
- Sim, J.W.; Kim, J.H.; Park, C.H.; Hong, J.-K.; Yeom, J.-T.; Lee, S.W. Effect of Phase Conditions on Tensile and Antibacterial Properties of Ti-Cu Alloys with Ti2Cu Intermetallic Compound. J. Alloys Compd. 2022, 926, 166823. [Google Scholar] [CrossRef]
- Han, J.; Zhang, G.; Chen, X.; Cai, Y.; Luo, Z.; Zhang, X.; Su, Y.; Tian, Y. High Strength Ti Alloy Fabricated by Directed Energy Deposition with In-Situ Cu Alloying. J. Mater. Process. Technol. 2022, 310, 117759. [Google Scholar] [CrossRef]
- Yan, X.; Xu, X.; Zhao, Y.; Zhou, Y.; Wei, L.; Wu, Z.; Yu, Y.; Wu, C. Achieving Low Elastic Modulus, Excellent Work Hardening and High Corrosion Resistance in Ti-6Al-4V-5.6Cu Alloy. J. Alloys Compd. 2023, 959, 170582. [Google Scholar] [CrossRef]
- Davis, J.R. ASM Speciality Handbook, Copper and Copper Alloys; ASM International: Novelty, OH, USA, 2001; ISBN 2001022956. [Google Scholar]
- Shi, Z.; Xu, L.; Deng, C.; Liu, M.; Liao, H.; Darut, G.; Planche, M.-P. Effects of Frequency on the Fretting Wear Behavior of Aluminum Bronze Coatings. Surf. Coat. Technol. 2023, 457, 129306. [Google Scholar] [CrossRef]
- Alam, S.; Sasaki, S.; Shimura, H. Friction and Wear Characteristics of Aluminum Bronze Coatings on Steel Substrates Sprayed by a Low Pressure Plasma Technique. Wear 2001, 248, 75–81. [Google Scholar] [CrossRef]
- Li, W.; Wang, Z.; Lu, Y.; Gao, Y.; Xu, J. Preparation, Mechanical Properties and Wear Behaviours of Novel Aluminum Bronze for Dies. Trans. Nonferrous Met. Soc. China 2006, 16, 607–612. [Google Scholar] [CrossRef]
- Hao, H.; Mo, W.; Lv, Y.; Ye, S.; Gu, R.; Yu, P. The Effect of Trace Amount of Ti and W on the Powder Metallurgy Process of Cu. J. Alloys Compd. 2016, 660, 204–207. [Google Scholar] [CrossRef]
- Hu, K.; Zou, C.; Wang, H.; Wei, Z. Influence of Ti Elements on the Evolution of Microstructure, Mechanical Properties and Thermal Stability of Al-Cu Alloy. J. Alloys Compd. 2023, 952, 169860. [Google Scholar] [CrossRef]
- Zykova, A.; Chumaevskii, A.; Panfilov, A.; Vorontsov, A.; Nikolaeva, A.; Osipovich, K.; Gusarova, A.; Chebodaeva, V.; Nikonov, S.; Gurianov, D.; et al. Aluminum Bronze/Udimet 500 Composites Prepared by Electron-Beam Additive Double-Wire-Feed Manufacturing. Materials 2022, 15, 6270. [Google Scholar] [CrossRef]
- Tao, X.P.; Zhang, S.; Zhang, C.H.; Wu, C.L.; Chen, J.; Abdullah, A.O. Effect of Fe and Ni Contents on Microstructure and Wear Resistance of Aluminum Bronze Coatings on 316 Stainless Steel by Laser Cladding. Surf. Coat. Technol. 2018, 342, 76–84. [Google Scholar] [CrossRef]
- Cui, S.; Lu, S.; Tieu, K.; Meenashisundaram, G.K.; Wang, L.; Li, X.; Wei, J.; Li, W. Detailed Assessments of Tribological Properties of Binder Jetting Printed Stainless Steel and Tungsten Carbide Infiltrated with Bronze. Wear 2021, 477, 203788. [Google Scholar] [CrossRef]
- Wang, L.; Tieu, A.K.; Lu, S.; Jamali, S.; Hai, G.; Zhu, Q.; Nguyen, H.H.; Cui, S. Sliding Wear Behavior and Electrochemical Properties of Binder Jet Additively Manufactured 316SS/Bronze Composites in Marine Environment. Tribol. Int. 2021, 156, 106810. [Google Scholar] [CrossRef]
- Wang, Q.; Kang, N.; El Mansori, M.; Yu, T.; El Hadrouz, M.; Huang, X.; Lin, X. Effect of Ti on the Microstructure and Wear Behavior of a Selective Laser Melted Al-Cu-Mg-Si Alloy. Wear 2023, 523, 204790. [Google Scholar] [CrossRef]
- Guo, C.; Zhou, J.; Zhao, J.; Wang, L.; Yu, Y.; Chen, J.; Zhou, H. Microstructure and Tribological Properties of TiCu2Al Intermetallic Compound Coating. Appl. Surf. Sci. 2011, 257, 5885–5892. [Google Scholar] [CrossRef]
- Mishra, A.; Paul, A.R.; Mukherjee, M.; Singh, R.K.; Sharma, A.K. Evaluation of Cu-Ti Dissimilar Interface Characteristics for Wire Arc Additive Manufacturing Process. Rapid Prototyp. J. 2023, 29, 366–377. [Google Scholar] [CrossRef]
- Zykova, A.P.; Panfilov, A.O.; Chumaevskii, A.V.; Vorontsov, A.V.; Nikonov, S.Y.; Moskvichev, E.N.; Gurianov, D.A.; Savchenko, N.L.; Tarasov, S.Y.; Kolubaev, E.A. Formation of Microstructure and Mechanical Characteristics in Electron Beam Additive Manufacturing of Aluminum Bronze with an In-Situ Adjustment of the Heat Input. Russ. Phys. J. 2022, 65, 811–817. [Google Scholar] [CrossRef]
- Ran; Hans, H.; Stadelmaier, Q. Materials Science International Team, MSIT® Al-Cu-Ti Ternary Phase Diagram Evaluation Phase Diagrams, Crystallographic and Thermodynamic Data: Datasheet from MSI Eureka in SpringerMaterials. Available online: Https://0-materials-springer-com.brum.beds.ac.uk/msi/docs/sm_msi_r_10_016867_01 (accessed on 1 April 2023).
- Delevi, V.G.; Burkhan, A.A.; Konovalov, V.A.; Tkachenko, R.K.; Pisarenko, N.V.; Bagno, N.G.; Cherepenina, E.S. Structure and Properties of Copper-Titanium-Aluminum Composites Produced by Thermoreactive Sintering. Sov. Powder Metall. Met. Ceram. 1984, 23, 215–218. [Google Scholar] [CrossRef]
- Virdis, P.; Zwicker, U. Phasengleichgewichte im System Kupfer-Titan-Aluminium/Phase Equilibria in the Copper-Titanium-Aluminium System. Int. J. Mater. Res. 1971, 62, 46–51. [Google Scholar] [CrossRef]
- Guo, Y.; Liu, G.; Jin, H.; Shi, Z.; Qiao, G. Intermetallic Phase Formation in Diffusion-Bonded Cu/Al Laminates. J. Mater. Sci. 2011, 46, 2467–2473. [Google Scholar] [CrossRef]
- Zykova, A.; Chumaevskii, A.; Gusarova, A.; Kalashnikova, T.; Fortuna, S.; Savchenko, N.; Kolubaev, E.; Tarasov, S. Microstructure of In-Situ Friction Stir Processed Al-Cu Transition Zone. Metals 2020, 10, 818. [Google Scholar] [CrossRef]
- Besson, R.; Avettand-Fènoël, M.-N.; Thuinet, L.; Kwon, J.; Addad, A.; Roussel, P.; Legris, A. Mechanisms of Formation of Al4Cu9 during Mechanical Alloying: An Experimental Study. Acta Mater. 2015, 87, 216–224. [Google Scholar] [CrossRef]
- Zykova, A.; Panfilov, A.; Chumaevskii, A.; Vorontsov, A.; Gurianov, D.; Savchenko, N.; Kolubaev, E.; Tarasov, S. Decomposition of Β′-Martensite in Annealing the Additively Manufactured Aluminum Bronze. Mater. Lett. 2023, 338, 134064. [Google Scholar] [CrossRef]
- Svyatkin, A.V.; Popova, L.I.; Shenderei, P.E. Simulation of the microstructure of aluminum bronze CuAlFe9-4 providing increased resistance to wear. Bull. PNRPU. Mech. Eng. Mater. Sci. 2020, 22, 12. [Google Scholar]
- Zykova, A.; Panfilov, A.; Chumaevskii, A.; Vorontsov, A.; Moskvichev, E.; Nikonov, S.; Gurianov, D.; Savchenko, N.; Kolubaev, E.; Tarasov, S. In-Situ Dispersion Hardened Aluminum Bronze/Steel Composites Prepared Using a Double Wire Electron Beam Additive Manufacturing. Prog. Addit. Manuf. 2022. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Sample Part | Elements, wt.% | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Cu | Al | Mn | Fe | Zn | Ti | V | Mo | Zr | Ni | ||
| CuAl9Mn2 | - | bal. | 9.3 ± 1.4 | 1.9 ± 0.04 | 0.3 ± 0.01 | 0.4 ± 0.02 | - | - | - | - | - |
| VT-20 | - | 0.04 ± 0.01 | 3.7 ± 0.5 | - | 0.07 ± 0.02 | - | 91.8 ± 0.6 | 1.2 ± 0.1 | 1.4 ± 0.02 | 1.7 ± 0.02 | - |
| bronze/5%Ti | bottom | 88.6 ± 0.6 | 6.5 ± 0.6 | 1.6 ± 0.03 | 0.3 ± 0.01 | 0.4 ± 0.02 | 2.2 ± 0.04 | 0.08 ± 0.02 | 0.04 ± 0.003 | 0.04 ± 0.003 | 0.3 ± 0.01 |
| middle | 87.7 ± 0.6 | 7.4 ± 0.6 | 1.6 ± 0.03 | 0.3 ± 0.01 | 0.3 ± 0.02 | 2.2 ± 0.04 | 0.05 ± 0.01 | 0.04 ± 0.003 | 0.04 ± 0.003 | 0.3 ± 0.01 | |
| top | 87.2 ± 0.6 | 7.9 ± 0.6 | 1.6 ± 0.03 | 0.3 ± 0.01 | 0.4 ± 0.02 | 2.3 ± 0.04 | 0.07 ± 0.02 | 0.04 ± 0.003 | 0.04 ± 0.003 | 0.3 ± 0.01 | |
| bronze/10%Ti | bottom | 85.6 ± 0.5 | 6.2 ± 0.5 | 1.6 ± 0.03 | 0.3 ± 0.01 | 0.4 ± 0.02 | 5.4 ± 0.07 | 0.1 ± 0.03 | 0.08 ± 0.004 | 0.09 ± 0.004 | 0.3 ± 0.02 |
| middle | 86.0 ± 0.6 | 5.4 ± 0.6 | 1.6 ± 0.03 | 0.3 ± 0.01 | 0.4 ± 0.02 | 5.7 ± 0.08 | 0.1 ± 0.03 | 0.09 ± 0.004 | 0.1 ± 0.005 | 0.3 ± 0.02 | |
| top | 84.9 ± 0.5 | 6.5 ± 0.5 | 1.6 ± 0.03 | 0.3 ± 0.01 | 0.3 ± 0.02 | 5.7 ± 0.07 | 0.1 ± 0.02 | 0.08 ± 0.004 | 0.1 ± 0.005 | 0.3 ± 0.02 | |
| bronze/15%Ti | bottom | 83.7 ± 0.6 | 6.1 ± 0.6 | 1.5 ± 0.03 | 0.4 ± 0.02 | 0.3 ± 0.02 | 7.3 ± 0.08 | 0.1 ± 0.03 | 0.1 ± 0.004 | 0.1 ± 0.005 | 0.2 ± 0.02 |
| middle | 84.3 ± 0.5 | 6.4 ± 0.5 | 1.5 ± 0.03 | 0.3 ± 0.02 | 0.3 ± 0.02 | 6.5 ± 0.08 | 0.1 ± 0.03 | 0.09 ± 0.004 | 0.1 ± 0.005 | 0.2 ± 0.02 | |
| top | 83.9 ± 0.5 | 5.9 ± 0.5 | 1.5 ± 0.03 | 0.3 ± 0.02 | 0.3 ± 0.02 | 7.3 ± 0.07 | 0.1 ± 0.03 | 0.1 ± 0.004 | 0.1 ± 0.005 | 0.2 ± 0.02 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zykova, A.; Nikolaeva, A.; Panfilov, A.; Vorontsov, A.; Nikonenko, A.; Dobrovolsky, A.; Chumaevskii, A.; Gurianov, D.; Filippov, A.; Semenchuk, N.; et al. Microstructures and Phases in Electron Beam Additively Manufactured Ti-Al-Mo-Zr-V/CuAl9Mn2 Alloy. Materials 2023, 16, 4279. https://0-doi-org.brum.beds.ac.uk/10.3390/ma16124279
Zykova A, Nikolaeva A, Panfilov A, Vorontsov A, Nikonenko A, Dobrovolsky A, Chumaevskii A, Gurianov D, Filippov A, Semenchuk N, et al. Microstructures and Phases in Electron Beam Additively Manufactured Ti-Al-Mo-Zr-V/CuAl9Mn2 Alloy. Materials. 2023; 16(12):4279. https://0-doi-org.brum.beds.ac.uk/10.3390/ma16124279
Chicago/Turabian StyleZykova, Anna, Aleksandra Nikolaeva, Aleksandr Panfilov, Andrey Vorontsov, Alisa Nikonenko, Artem Dobrovolsky, Andrey Chumaevskii, Denis Gurianov, Andrey Filippov, Natalya Semenchuk, and et al. 2023. "Microstructures and Phases in Electron Beam Additively Manufactured Ti-Al-Mo-Zr-V/CuAl9Mn2 Alloy" Materials 16, no. 12: 4279. https://0-doi-org.brum.beds.ac.uk/10.3390/ma16124279