
Comparison of the Structure, Mechanical Properties and Effect of Heat Treatment on Alloy Inconel 718 Produced by Conventional Technology and by Additive Layer Manufacturing


Abstract
:1. Introduction
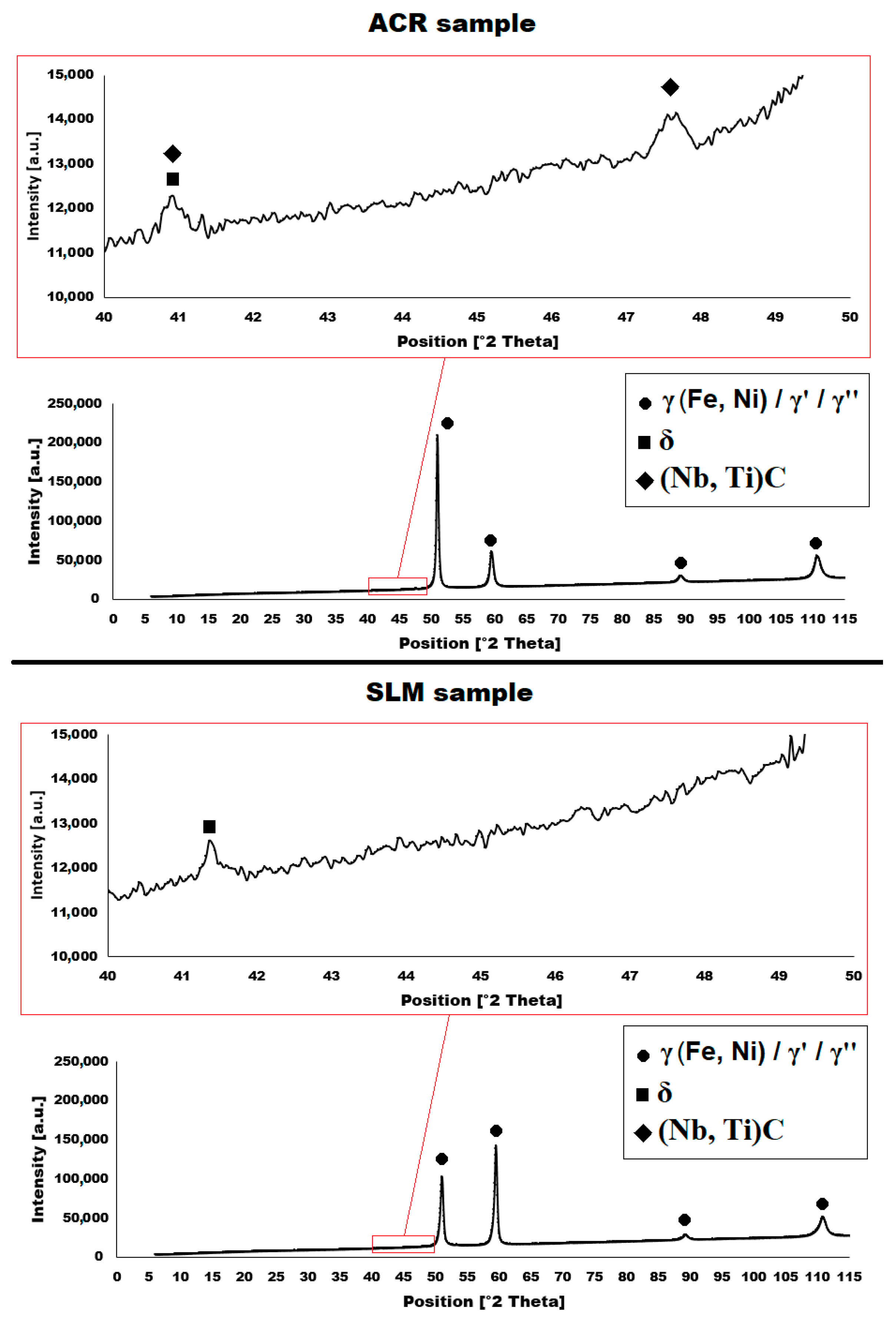
- γ′—Ni3(Al, Ti, Nb) with face-centred L12 lattice
- γ″—Ni3Nb with body-centred D022 lattice
- δ—Ni3(Nb, Ti) with orthorhombic D0a lattice
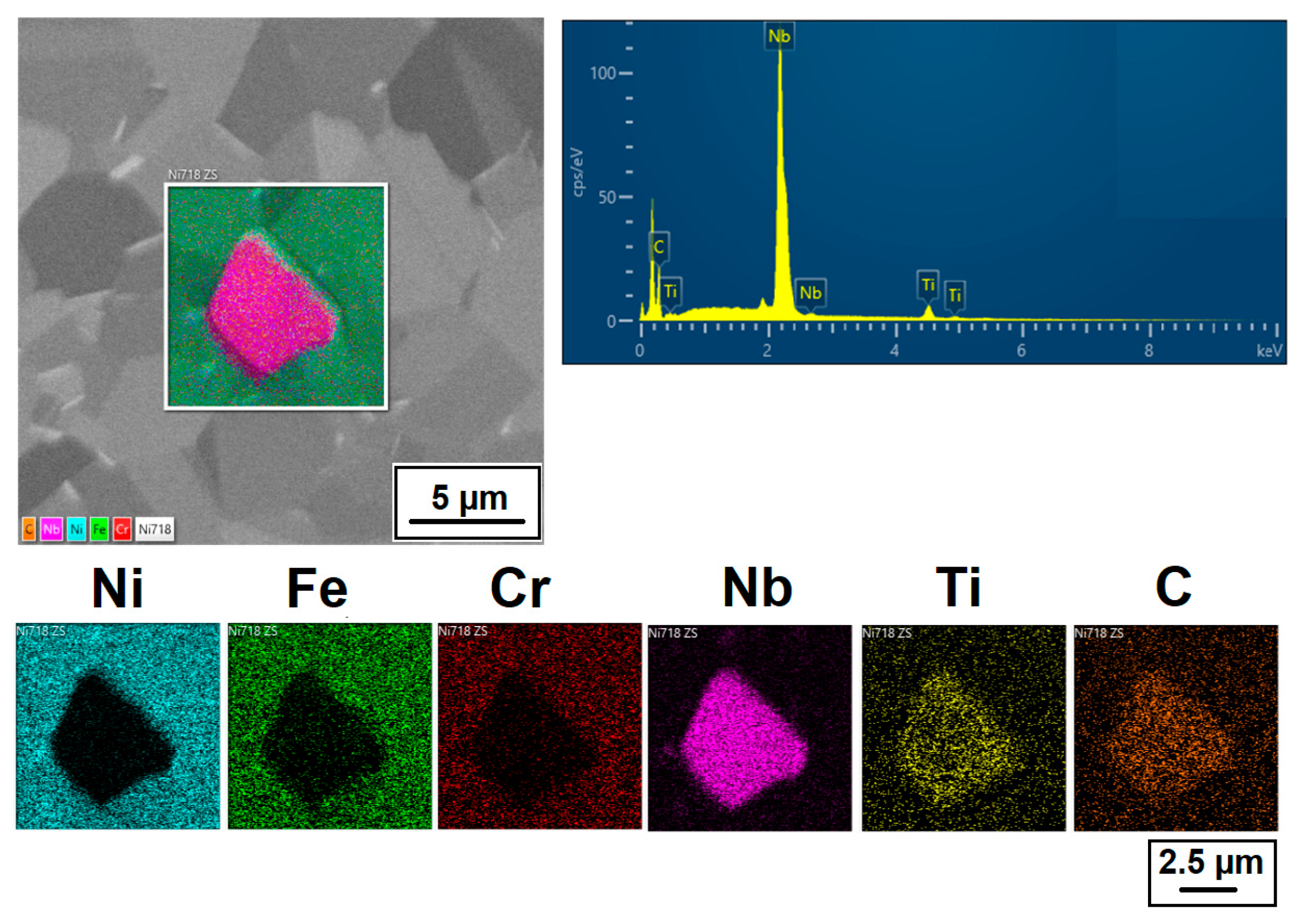
- Carbides (Nb, Ti)C with face-centred B1 lattice
- Laves phases (Ni, Fe, Cr)2(Nb, Mo, Ti) with hexagonal C14 lattice
2. Materials and Methods
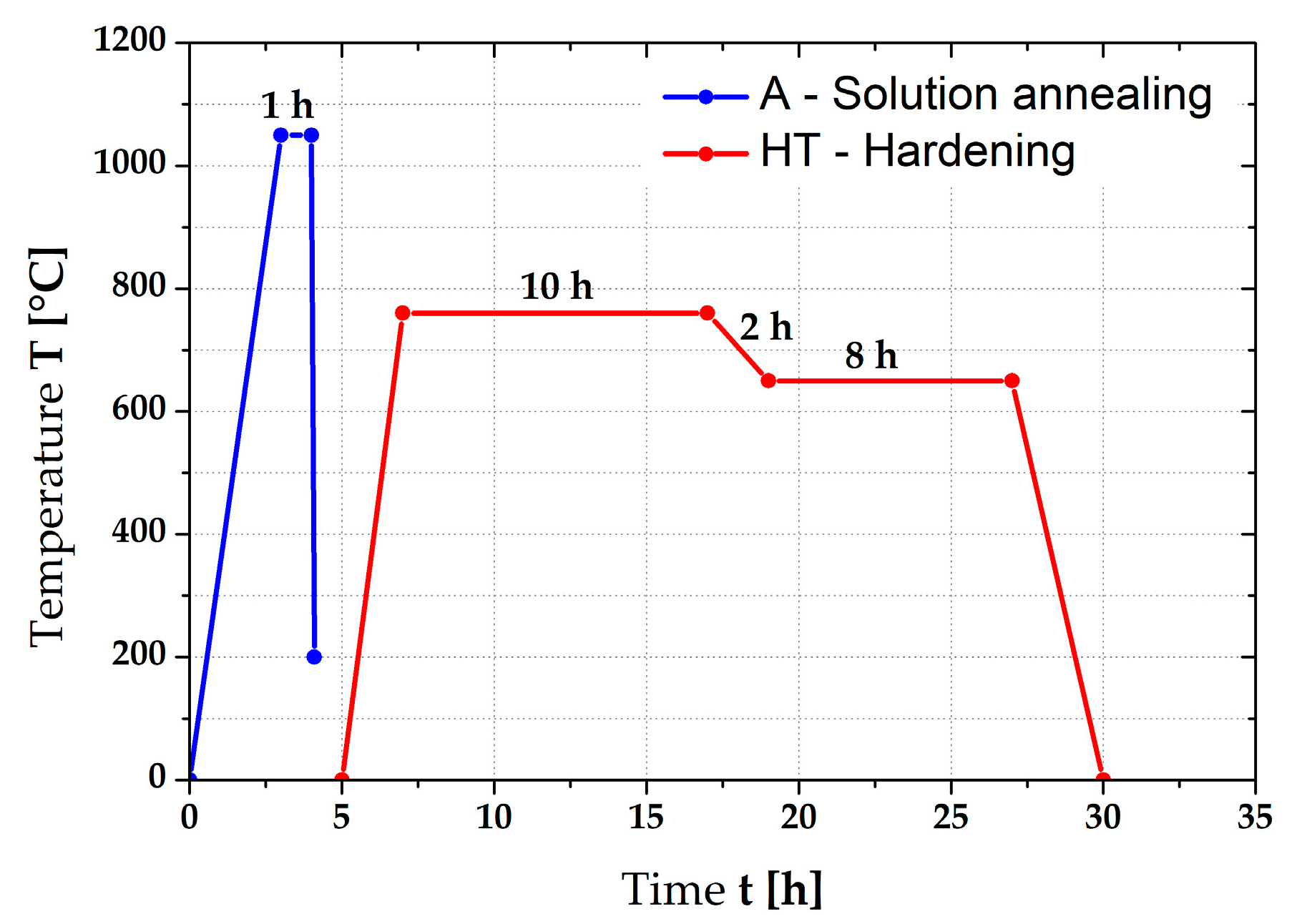
- Solution annealing at temperature 1050 °C for 1 h, rapid cooling in water (marked as “A”).
- Precipitation hardening at temperature 760 °C for 10 h (heating rate 5 °C/min), subsequent cooling from 760 to 650 °C at cooling rate 0.92 °C/min and dwell time at temperature 650 °C for 8 h, air cooling.
- Rolled material without heat treatment—ACR;
- Rolled material with heat treatment “HT” in accordance with Figure 2—ACR HT;
- Rolled material after the solution annealing (1050 °C; 1 h)—ACR A;
- Rolled material without heat treatment after the high-temperature tensile tests—ACR TT600, ACR TT700, ACR TT800, ACR TT900;
- Rolled material with heat treatment “HT” after the high-temperature tensile test—ACR HT TT600, ACR HT TT700, ACR HT TT800, ACR HT TT900;
- Three-dimensionally-printed material without heat treatment—SLM;
- Three-dimensionally-printed material with heat treatment “HT” in accordance with Figure 2—SLM HT;
- Three-dimensionally-printed material without heat treatment after the high-temperature tensile test—SLM T600, SLM TT700, SLM TT800, SLM TT900;
- Three-dimensionally-printed material with heat treatment “HT” after the high-temperature tensile test—SLM HT TT600, SLM HT TT700, SLM HT TT800, SLM HT TT900.
3. Results
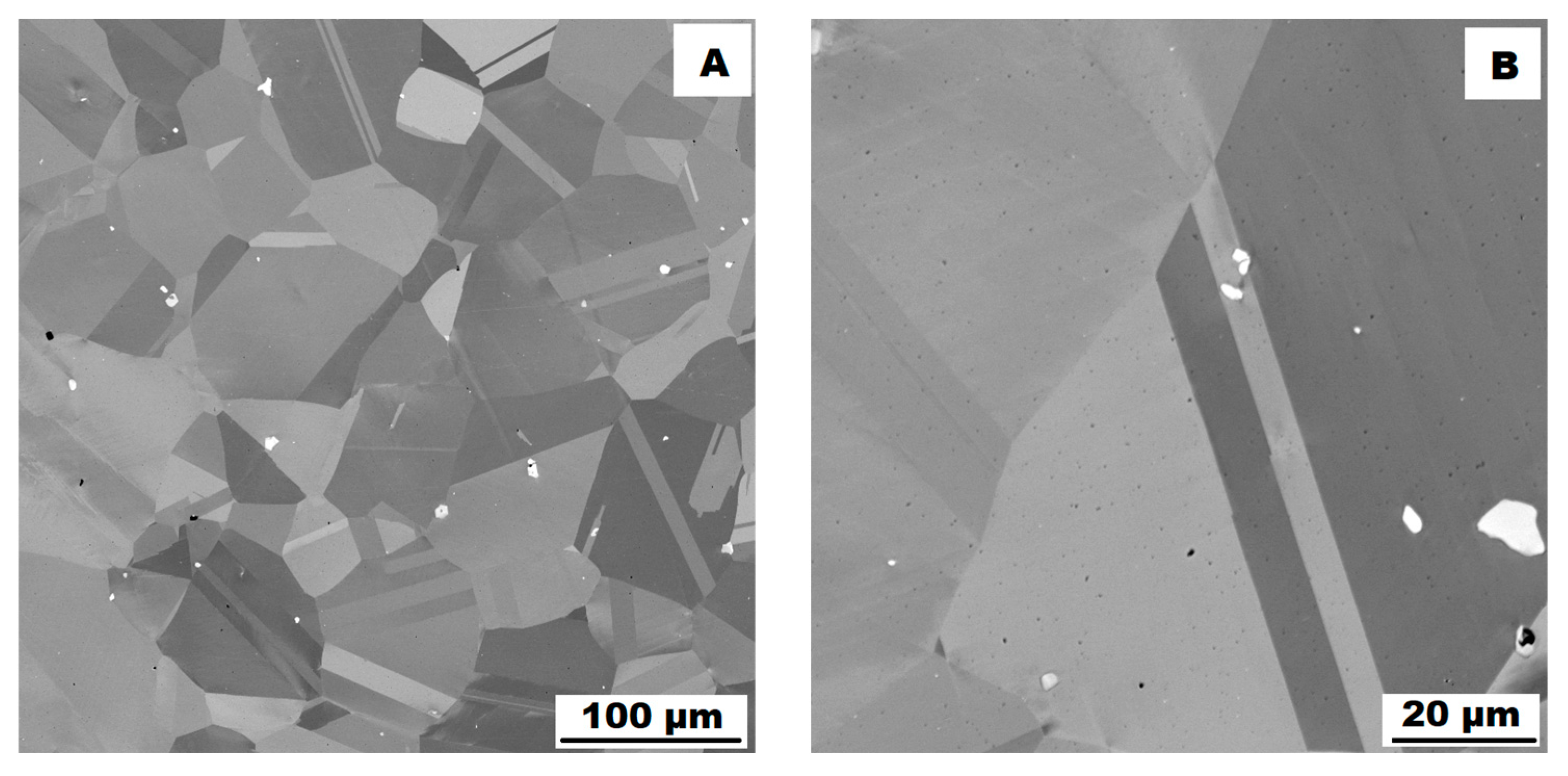
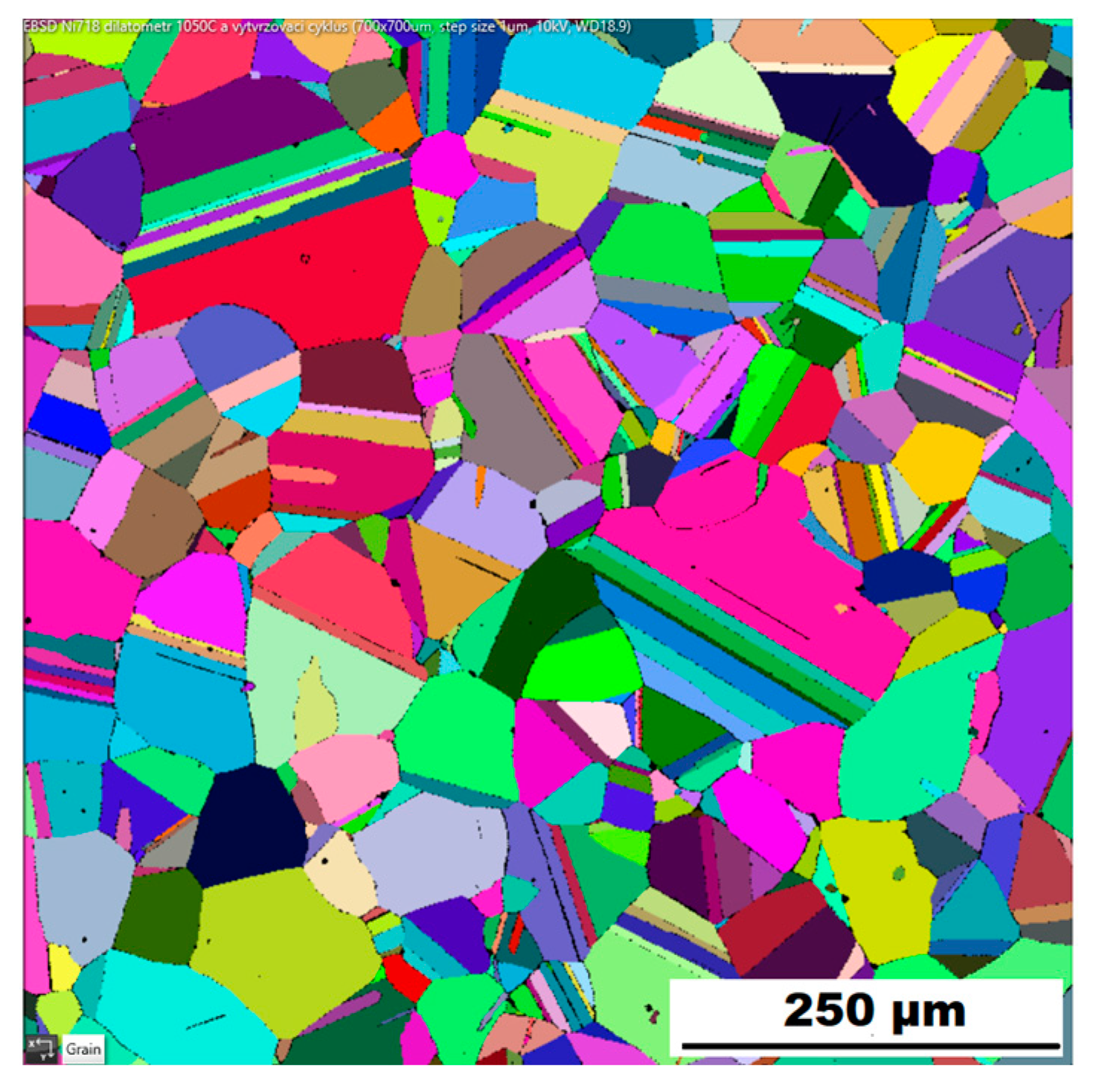
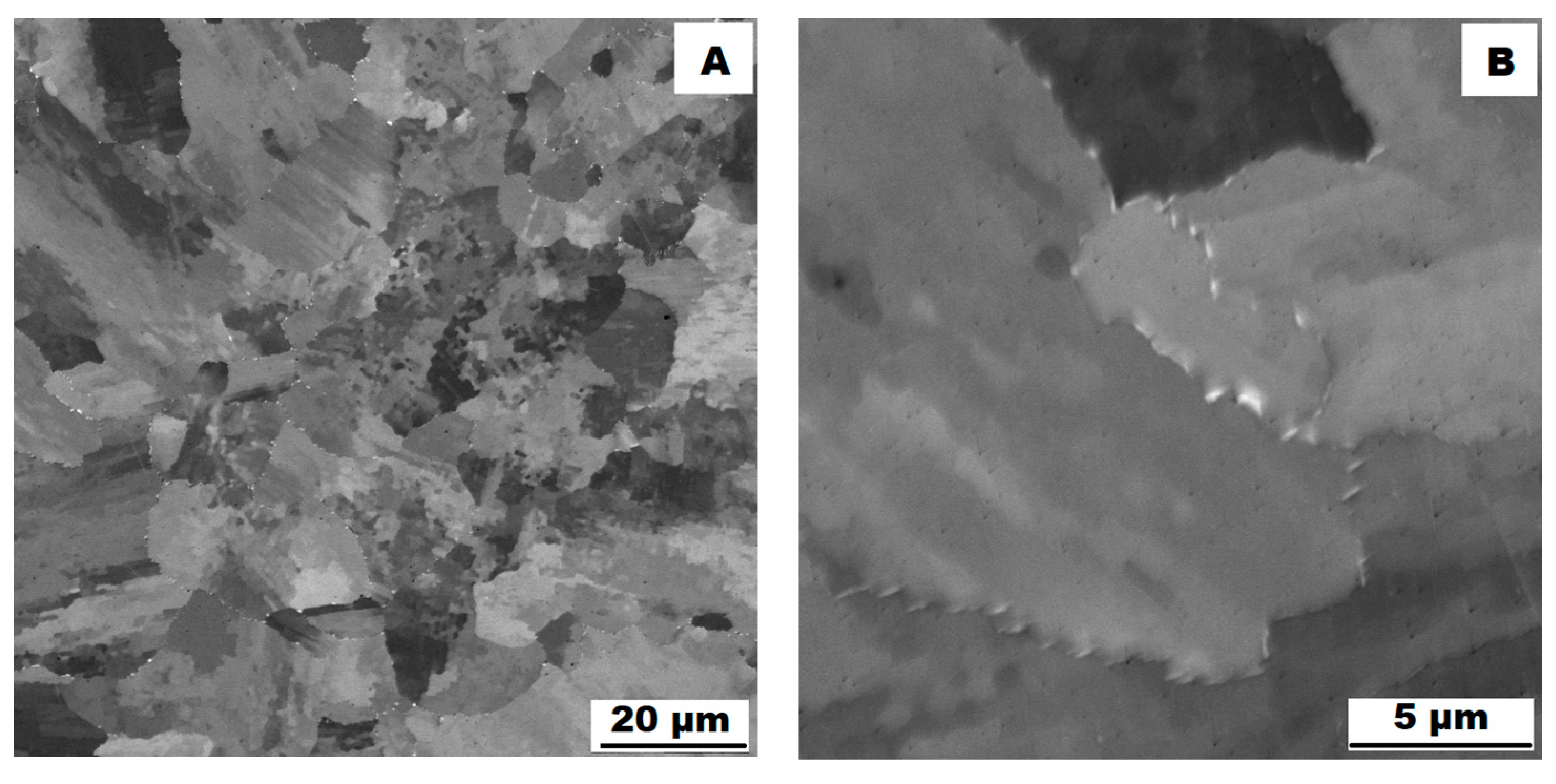
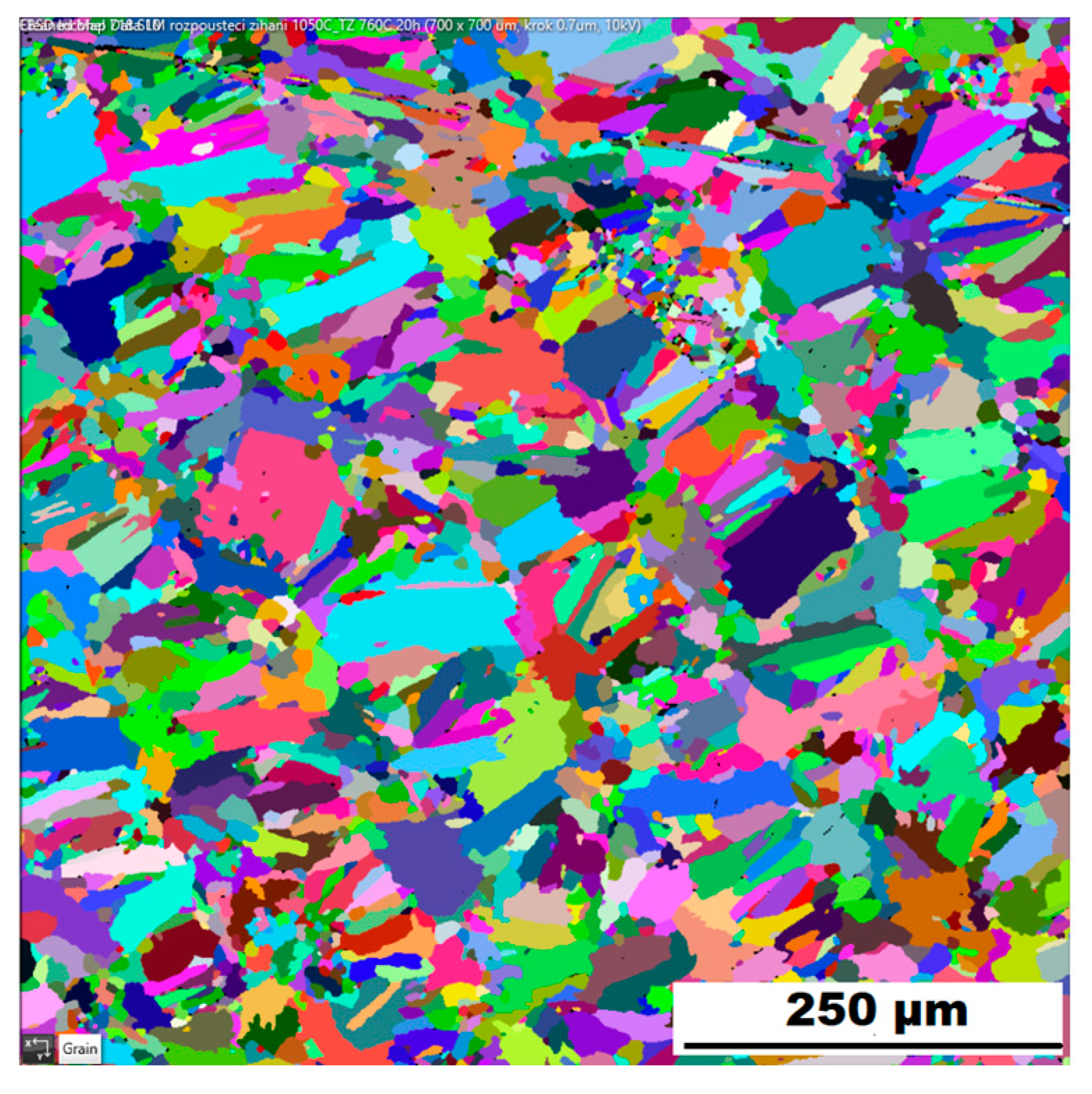
3.1. The Structure of the Investigated Alloys
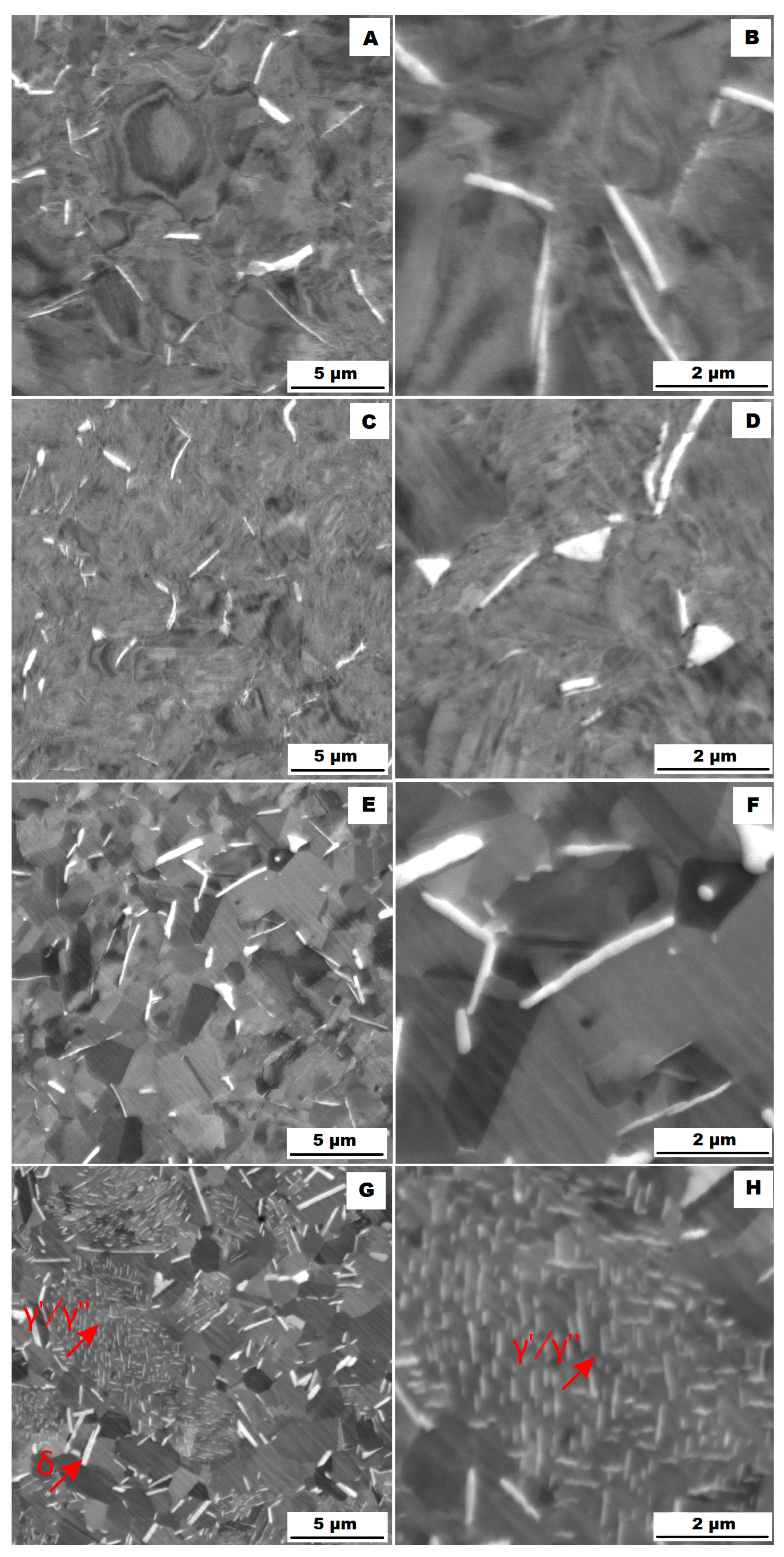
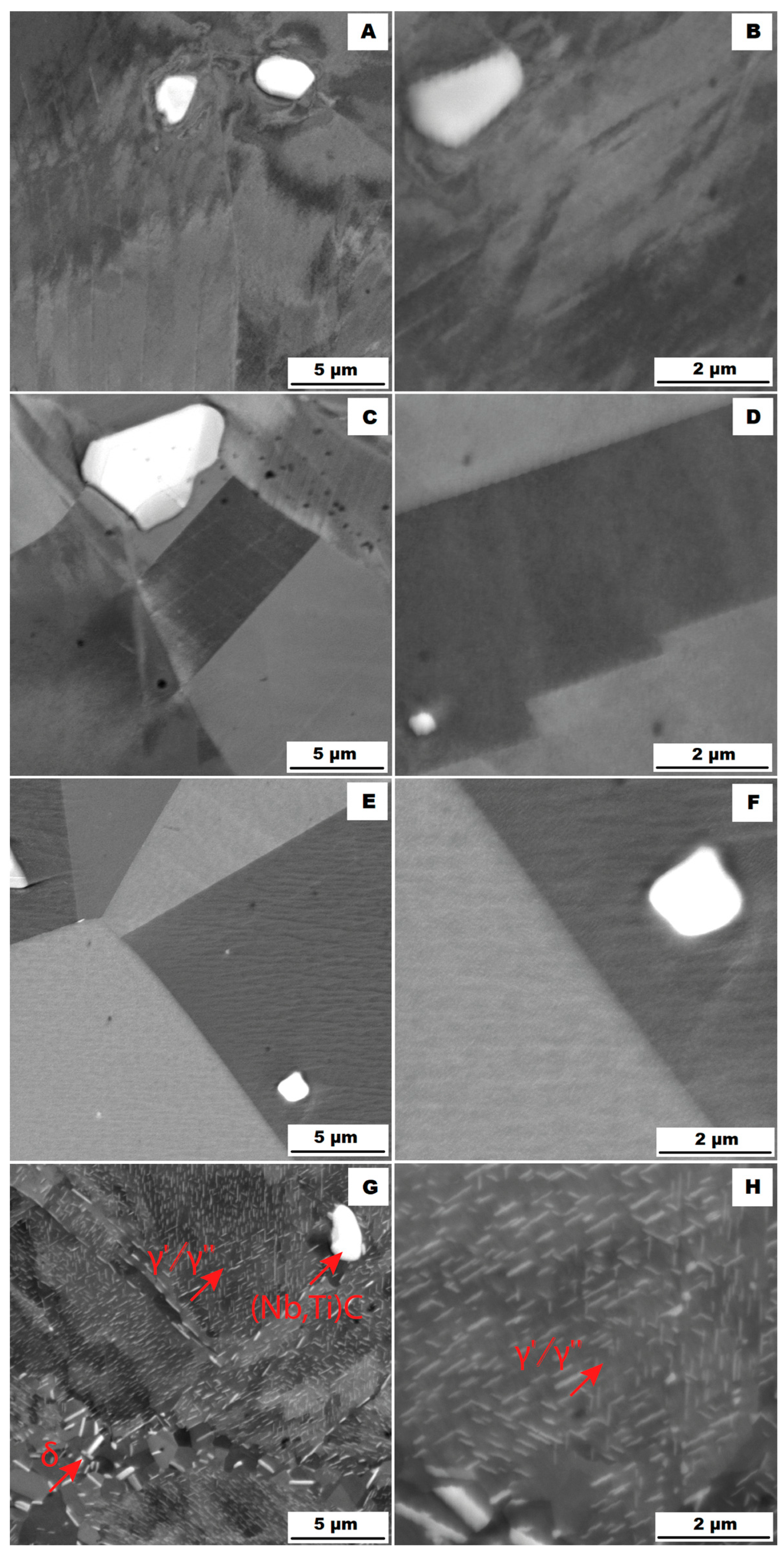
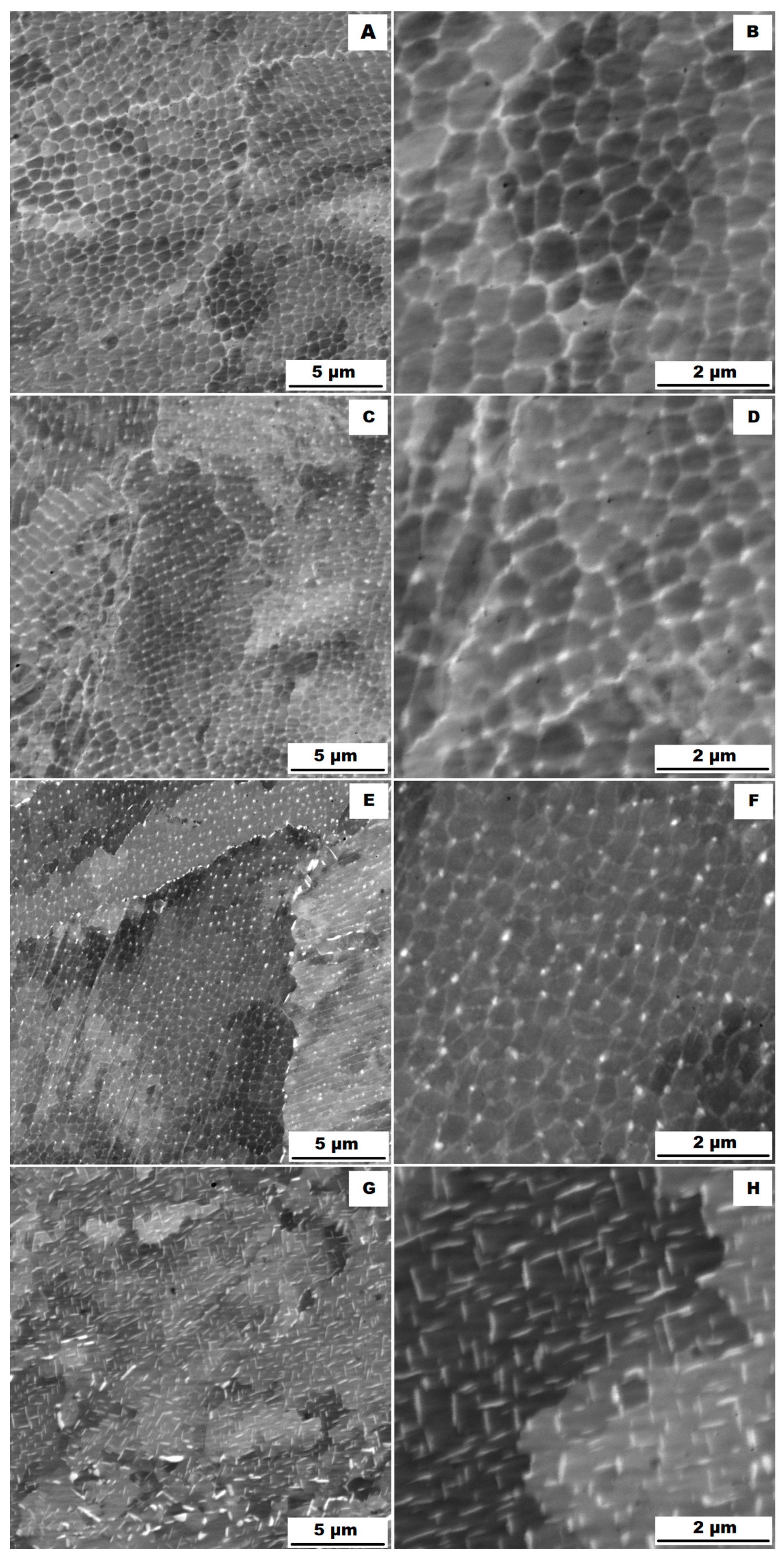
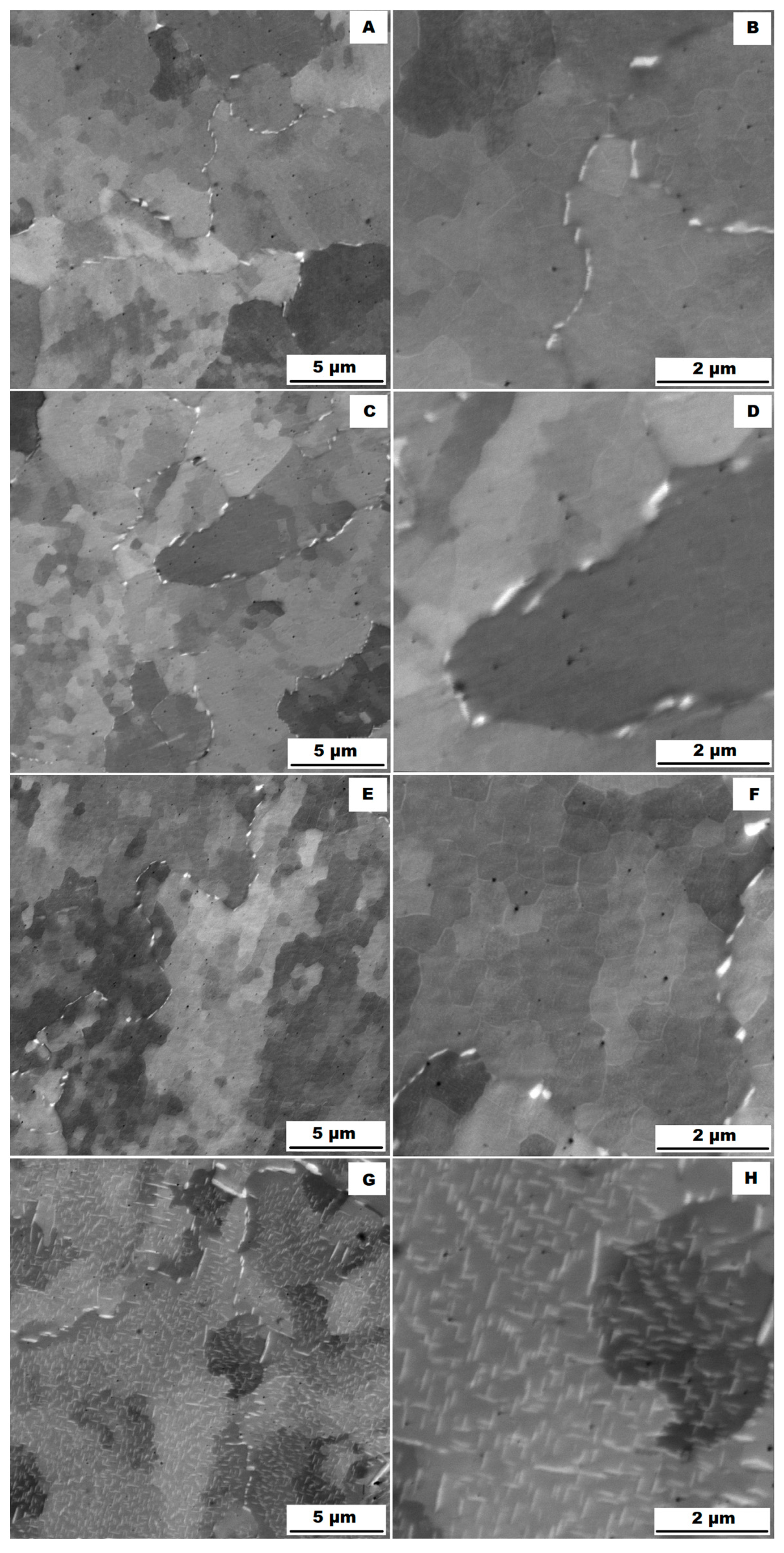
3.2. Effect of Heat Treatment on the Structure of the Tested Alloys
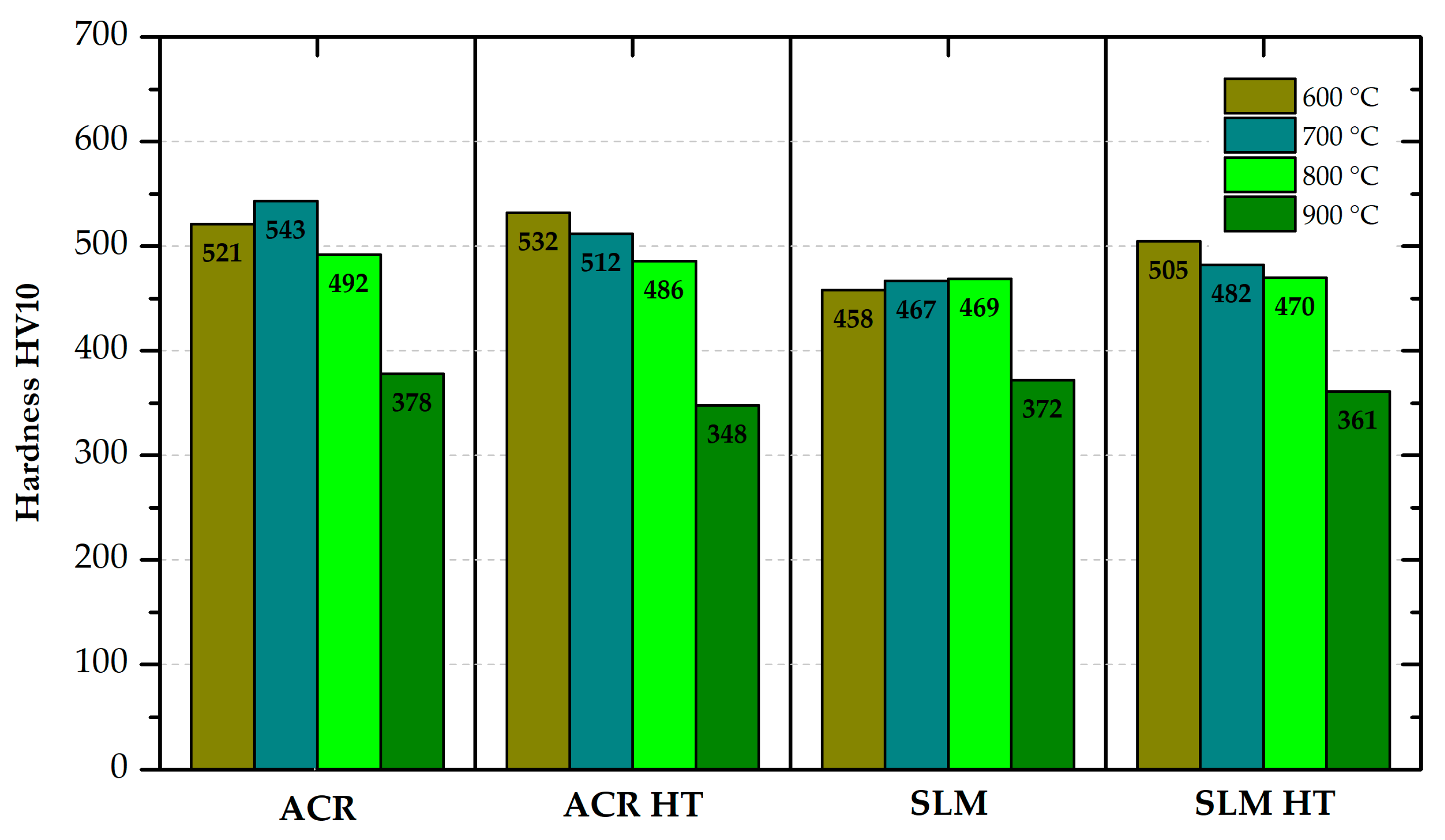
3.3. Mechanical Properties at Room and High Temperatures
4. Discussion
- There was grain coarsening after the heat treatment.
- During the heat treatment (samples ACR HT), the needle-shape δ phase precipitates were dissolved into the matrix and replaced by strongly hardening coherent γ′ and γ″ phases. Thus the resulting alloy hardening is given by a combination of solid solution hardening and precipitation hardening—(Nb, Ti)C + γ′/γ″ for the ACR HT samples and δ + (Nb, Ti)C for the ACR samples.
5. Conclusions
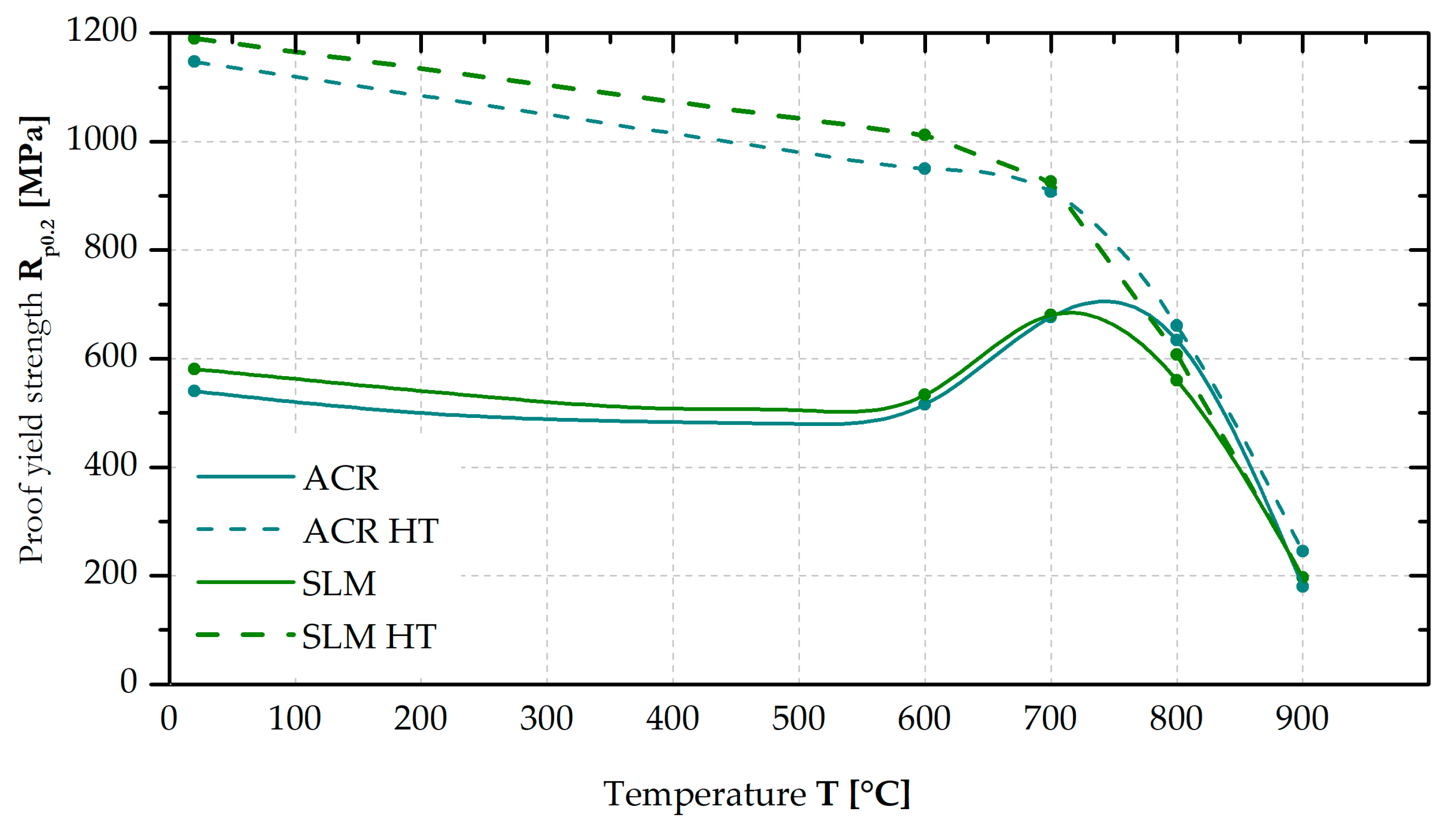
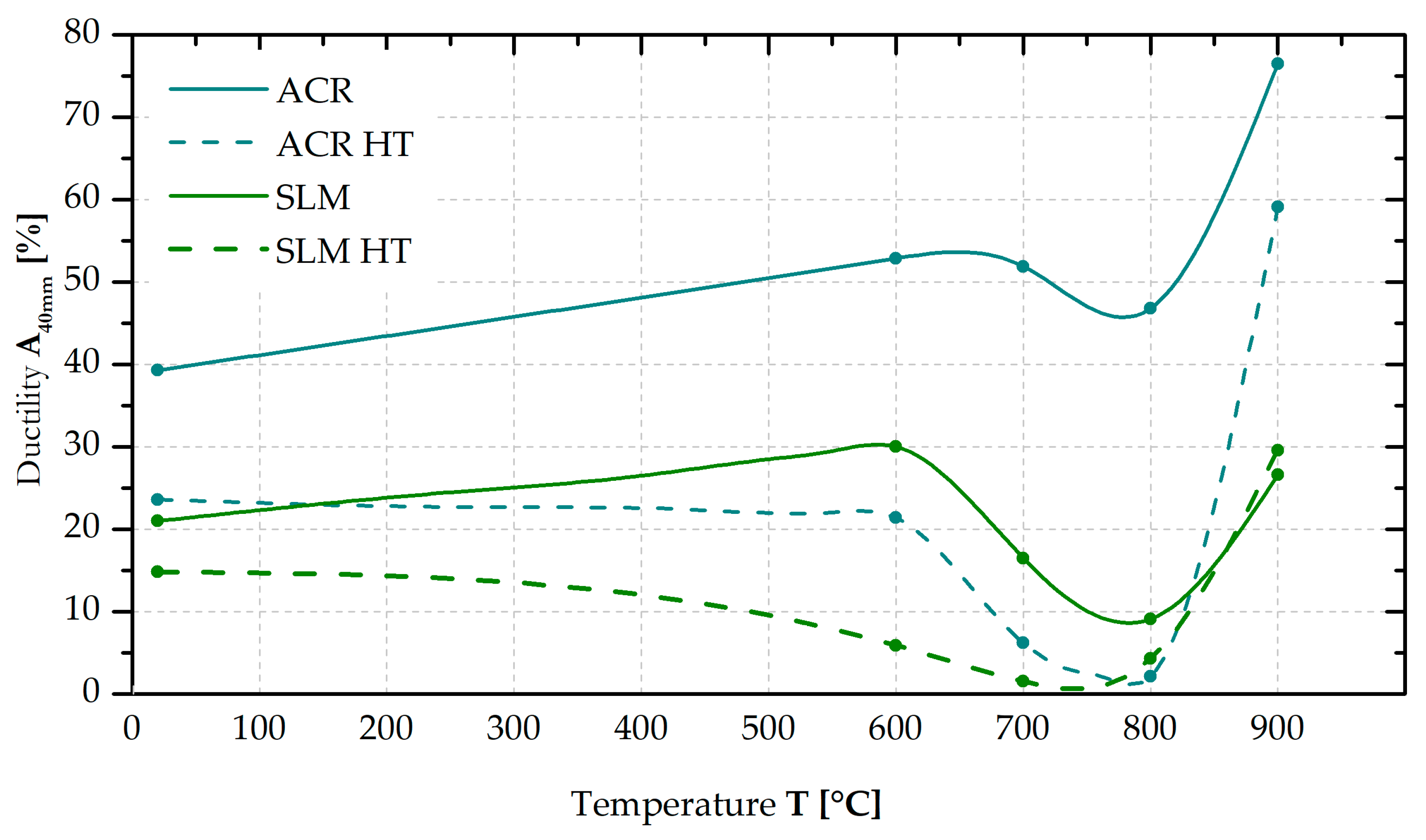
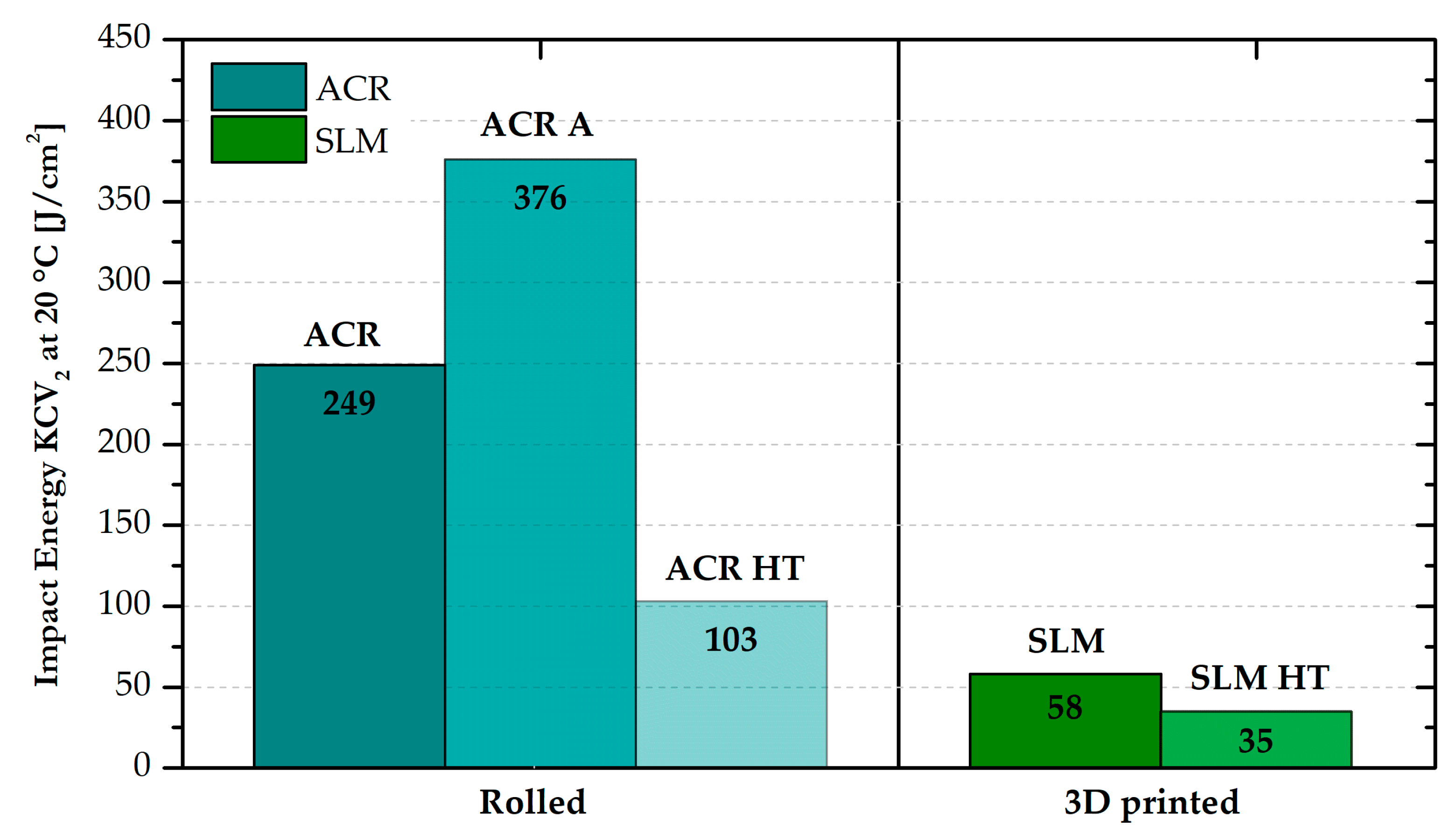
- ACR samples in the as-delivered condition (solution annealing followed by the forming) had the same strength properties as the SLM specimens, but twice the ductility.
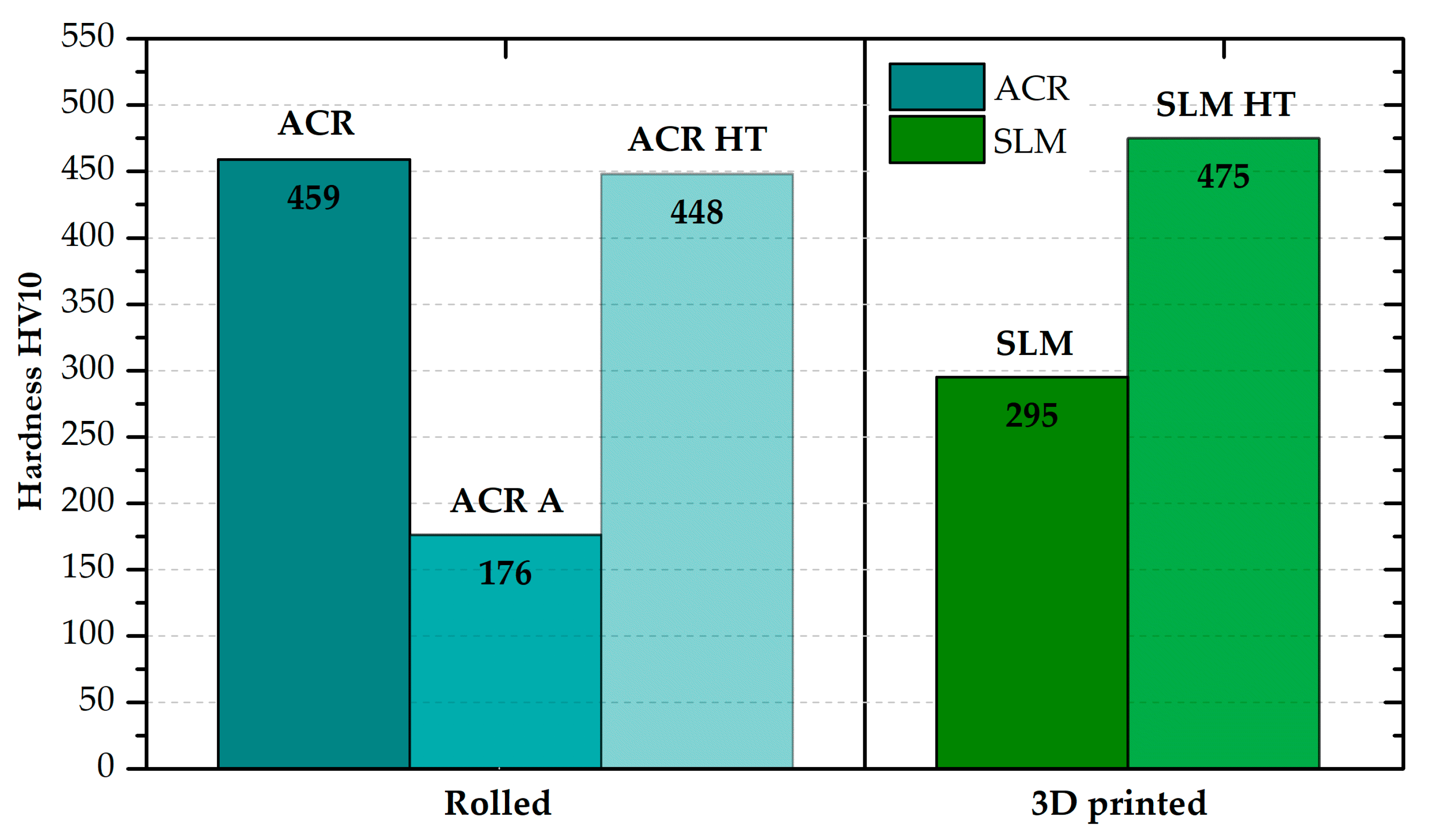
- The heat treatment (as described in Section 2) doubled the strength properties of the ACR as well as SLM samples. The strength properties were almost identical for both types of samples over the temperature range RT—900 °C.
- Due to overall lesser compactness, SLM samples after HT showed half of the ductility and notch toughness at the level of about 40%.
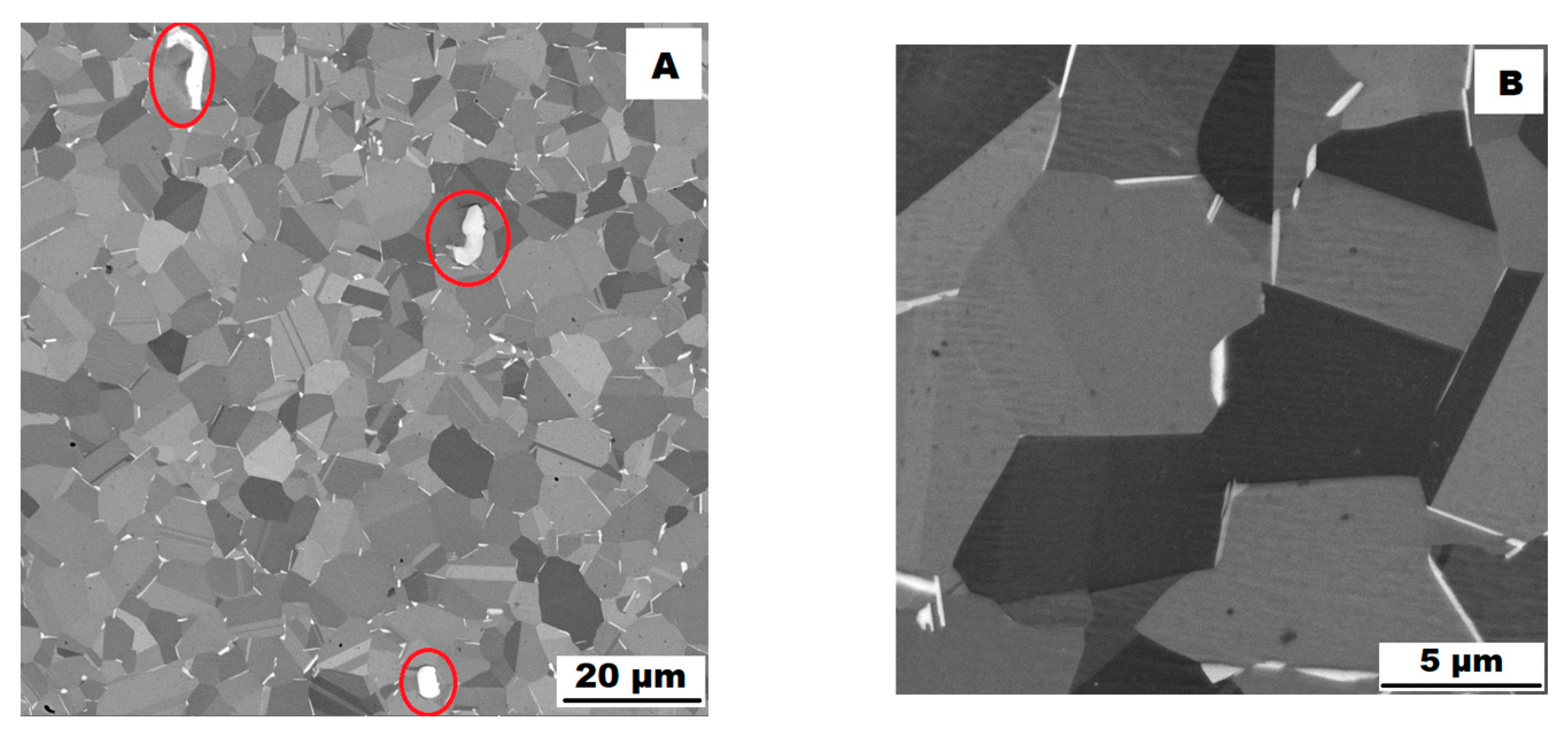
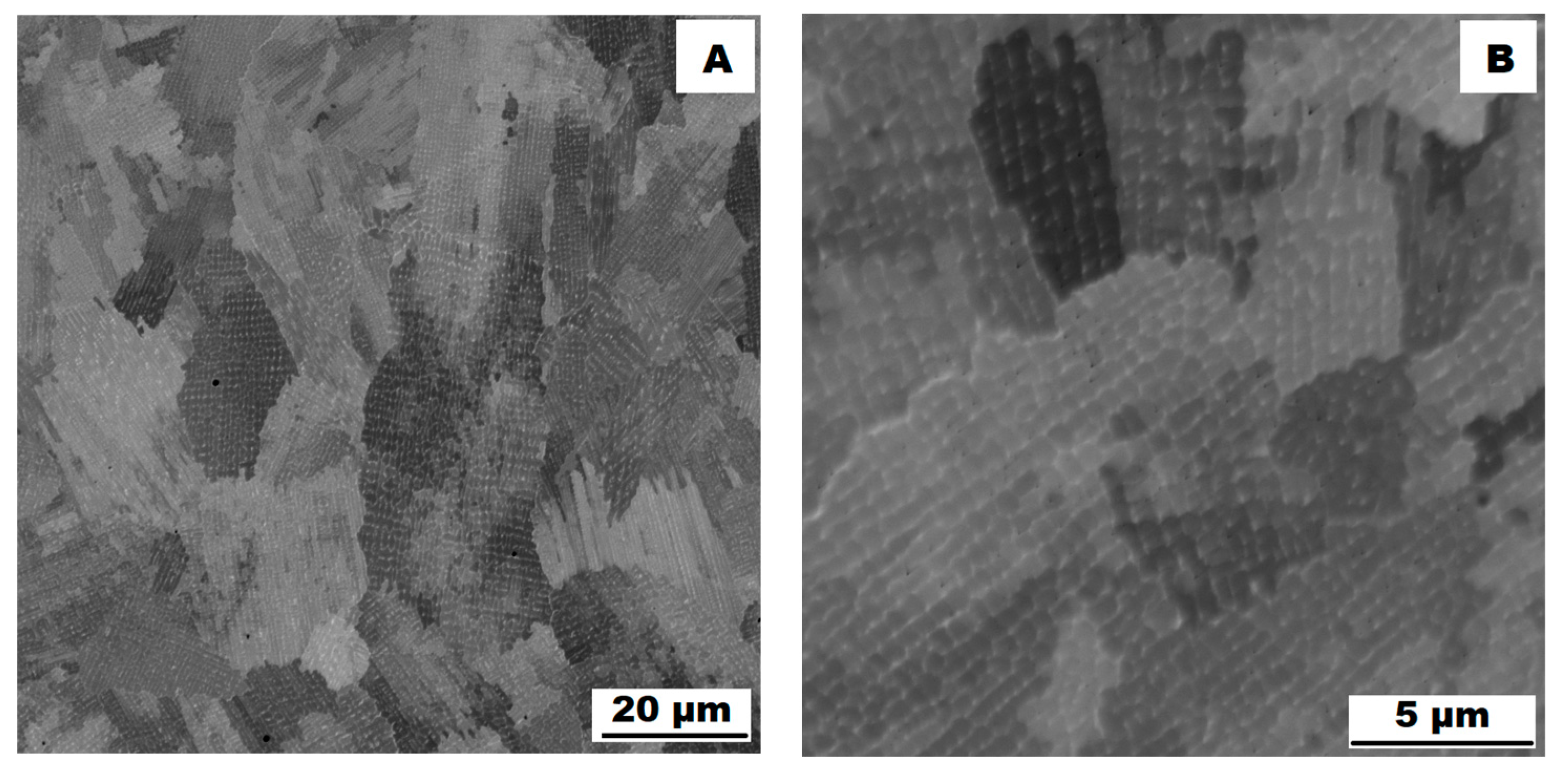
- The microstructure of the SLM samples prepared by the parameters in Table 3 showed a very dense, uniformly distributed network of fine δ phase precipitates, while in the matrix of ACR samples, needle-like δ phase precipitates were observed at the grain boundaries and coarse precipitates (Nb, Ti)C were present on the grain surface.
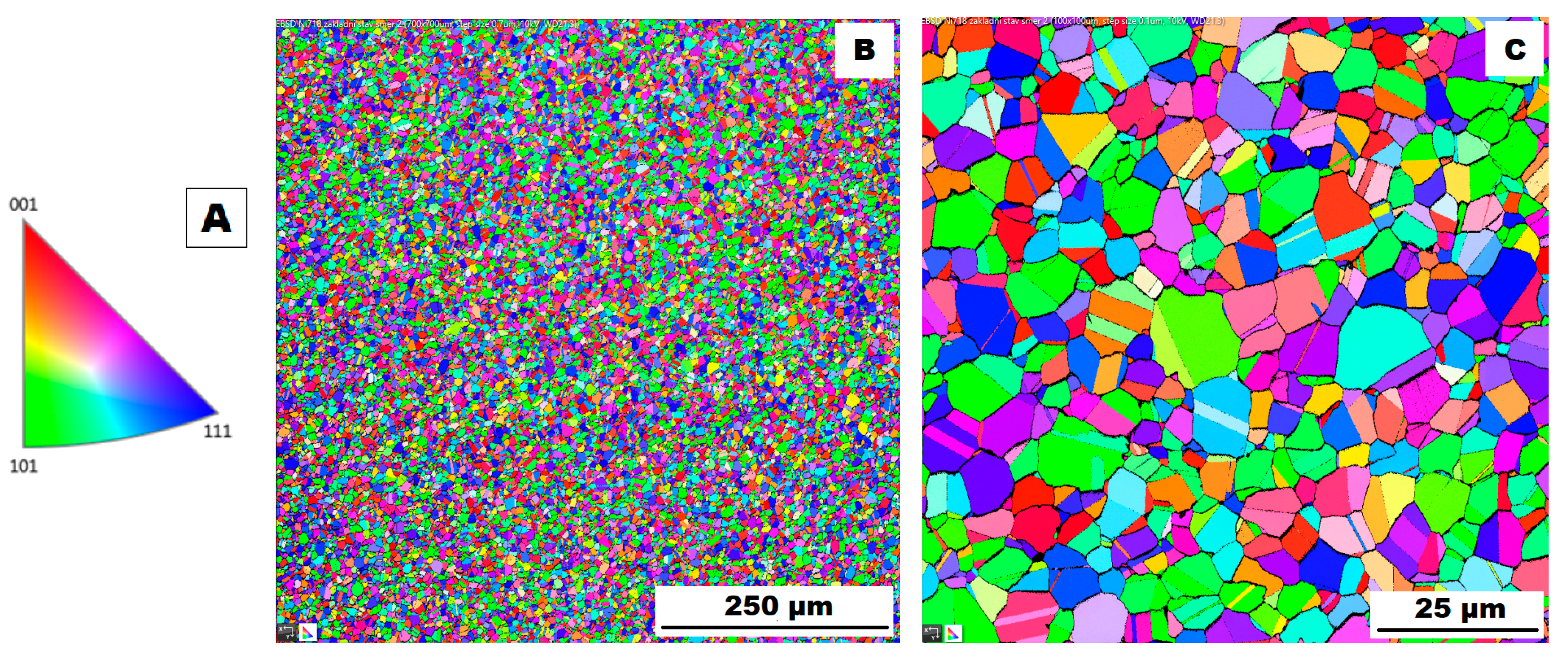
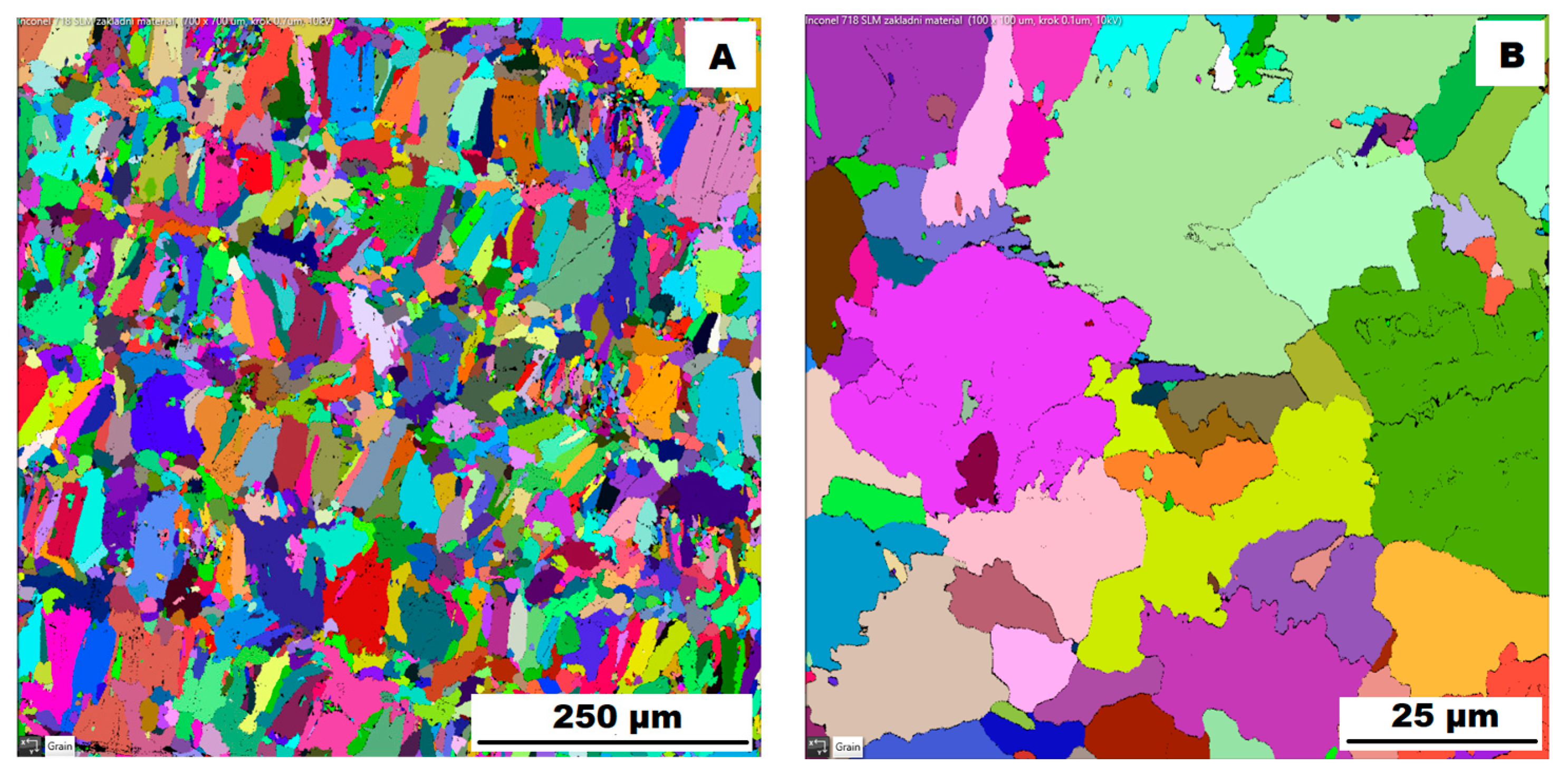
- Heat treatment of the rolled alloy (ACR HT) resulted in significant grain coarsening from 9.18 ± 1.2 to 32.65 ± 20.2 um. In the case of SLM samples, no grain coarsening occurred after HT and the mean grain size remained as 17.51 ± 10.9 um.
- The δ phase precipitates were dissolved into the matrix during heat treatment and probably replaced by the coherent γ′/γ″ phase precipitates. Coarse secondary (Nb, Ti)C particles remained presented in the structure. In the case of material produced by additive manufacturing (SLM HT), heat treatment caused a redistribution of secondary particles. The dense network of fine precipitates was dissolved into the matrix and coherent precipitates of γ’ and γ″ phases were formed.
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hosseini, E.; Popovich, V.A. A review of mechanical properties of additively manufactured Inconel 718. Addit. Manuf. 2019, 30, 100877. [Google Scholar] [CrossRef]
- Amato, K. Comparative Characterization of Ni-Base Superalloys Fabricated by Laser and Electron Beam Melting Technologies. Ph.D. Dissertation, University of Texas at El Paso, El Paso, TX, USA, 2013. Available online: https://scholarworks.utep.edu/open_etd/1778 (accessed on 19 May 2023).
- Sonar, T.; Balasubramanian, V.; Malarvizhi, S.; Venkateswaran, T.; Sivakumar, D. An overview on welding of Inconel 718 alloy—Effect of welding processes on microstructural evolution and mechanical properties of joints. Mater. Charact. 2021, 174, 110997. [Google Scholar] [CrossRef]
- Qi, H.; Azer, M.; Ritter, A. Studies of standard heat treatment effects on microstructure and mechanical properties of laser net shape manufactured Inconel 718. Metall. Mater. Trans. A 2009, 40, 2410–2422. [Google Scholar] [CrossRef]
- Liu, Z.; Kim, H.; Liu, W.; Cong, W.; Jiang, Q.; Zhang, H. Influence of energy density on macro/microstructures and mechanical properties of as-deposited Inconel 718 parts fabricated by laser engineered net shaping. J. Manuf. Process. 2019, 42, 96–105. [Google Scholar] [CrossRef]
- Periane, S.; Duchosal, A.; Vaudreuil, S.; Chibane, H.; Morandeau, A.; Cormier, J.; Leroy, R. Machining influence on the fatigue resistance of nconel 718 fabricated by selective laser melting (SLM). Procedia Struct. Integr. 2019, 19, 415–422. [Google Scholar] [CrossRef]
- Chlebus, E.; Gruber, K.; Kuźnicka, B.; Kurzac, J.; Kurzynowski, T. Effect of heat treatment on the microstructure and mechanical properties of Inconel 718 processed by selective laser melting. Mater. Sci. Eng. A 2015, 639, 647–655. [Google Scholar] [CrossRef]
- Ptáček, L. Nauka o Materiálu II, 1st ed.; CERM: Brno, Czech Republic, 1999; ISBN 80-7204-130-4. [Google Scholar]
- Amato, K.N.; Gaytan, S.M.; Murr, L.E.; Martinez, E.; Shindo, P.W.; Hernandez, J.; Collins, S.; Medina, F. Microstructures and mechanical behavior of Inconel 718 fabricated by selective laser melting. Acta Mater. 2012, 60, 2229–2239. [Google Scholar] [CrossRef]
- Oblak, J.M.; Paulonis, D.F.; Duvall, D.S. Coherency strengthening in Ni base alloys hardened by DO22 γ′ precipitates. Metall. Trans. 1974, 5, 143–153. [Google Scholar] [CrossRef]
- Sano, K.; Oono, N.; Ukai, S.; Hayashi, S.; Inoue, T. γ’’-Ni3Nb precipitate in Fe–Ni base alloy. J. Nucl. Mater. 2013, 442, 389–393. [Google Scholar] [CrossRef]
- Ling, L.; Yin, Z.; Hu, Z.; Liang, J.; Wang, Z.; Wang, J. Effects of the γ’’-Ni3Nb Phase on Mechanical Properties of Inconel 718 Superalloys with Different Heat Treatments. Materials 2020, 13, 151. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Pröbstle, M.; Neumeier, S.; Hopfenmüller, J.; Freund, L.P.; Niendorf, T.; Schwarze, D.; Göken, M. Superior creep strength of a nickel-based superalloy produced by selective laser melting. Mater. Sci. Eng. A 2016, 674, 299–307. [Google Scholar] [CrossRef]
- Ruiz, C.; Obabueki, A.; Gillespie, K. Evaluation of the microstructure and mechanical properties of delta processed alloy. Superalloys 1992, 1992, 33–42. [Google Scholar] [CrossRef]
- Nie, P.; Ojo, O.A.; Li, Z. Numerical modeling of microstructure evolution during laser additive manufacturing of a nickel-based superalloy. Acta Mater. 2014, 77, 85–95. [Google Scholar] [CrossRef]
- Xu, Z.; Cao, L.; Zhu, Q.; Guo, C.; Li, X.; Hu, X.; Yu, Z. Creep property of Inconel 718 superalloy produced by selective laser melting compared to forging. Mater. Sci. Eng. A 2020, 794, 139947. [Google Scholar] [CrossRef]
- Popovich, V.A.; Borisov, E.V.; Popovich, A.A.; Sufiiarov, V.S.; Masaylo, D.V.; Alzina, L. Impact of heat treatment on mechanical behaviour of Inconel 718 processed with tailored microstructure by selective laser melting. Mater. Des. 2017, 131, 12–22. [Google Scholar] [CrossRef]
- Gao, Y.; Zhang, D.; Cao, M.; Chen, R.; Feng, Z.; Poprawe, R.; Schleifenbaum, J.H.; Ziegler, S. Effect of δ phase on high temperature mechanical performances of Inconel 718 fabricated with SLM process. Mater. Sci. Eng. A 2019, 767, 138327. [Google Scholar] [CrossRef]
- Banait, S.; Jin, X.; Campos, M.; Pérez-Prado, M.T. Precipitation-induced transition in the mechanical behavior of 3D printed Inconel 718 bcc lattices. Scr. Mater. 2021, 203, 114075. [Google Scholar]
- Gong, H.; Rafi, K.; Gu, H.; Starr, T.; Stucker, B. Analysis of defect generation in Ti–6Al–4V parts made using powder bed fusion additive manufacturing processes. Addit. Manuf. 2014, 1, 87–98. [Google Scholar] [CrossRef]
- Gu, D.D.; Meiners, W.; Wissenbach, K.; Poprawe, R. Laser additive manufacturing of metallic components: Materials, processes and mechanisms. Int. Mater. Rev. 2012, 57, 133–164. [Google Scholar] [CrossRef]
- Special Metals. Available online: https://www.specialmetals.com/documents/technical-bulletins/inconel/inconel-alloy-718.pdf (accessed on 21 November 2022).
- Feng, K.; Liu, P.; Li, H.; Sun, S.; Xu, S.; Li, J. Microstructure and phase transformation on the surface of Inconel 718 alloys fabricated by SLM under 1050 °C solid solution + double ageing. Vacuum 2017, 145, 112–115. [Google Scholar] [CrossRef]
- Zhang, D.; Feng, Z.; Wang, C.; Wang, W.; Liu, Z.; Niu, W. Comparison of microstructures and mechanical properties of Inconel 718 alloy processed by selective laser melting and casting. Mater. Sci. Eng. A 2018, 724, 357–367. [Google Scholar] [CrossRef]
- Muller, J.F.; Donachie, M.J. The effects of solution and intermediate heat treatments on the notch-rupture behavior of Inconel 718. Metall. Mater. Trans. 1975, 6, 2221–2227. [Google Scholar] [CrossRef]
- Zhang, D.; Niu, W.; Cao, X.; Liu, Z. Effect of standard heat treatment on the microstructure and mechanical properties of selective laser melting manufactured Inconel 718 superalloy. Mater. Sci. Eng. A 2015, 644, 32–40. [Google Scholar] [CrossRef]
- Thomas, A.; El-Wahabi, M.; Cabrera, J.M.; Prado, J.M. High temperature deformation of Inconel 718. J. Mater. Process. Technol. 2006, 177, 469–472. [Google Scholar] [CrossRef]
- Han, X.; Wu, L.; Xia, H.; Liu, R.; Wang, S.; Chen, Z. Superplastic properties of Inconel 718. J. Mater. Process. Technol. 2023, 13, 17–20. [Google Scholar]
- ČSN EN ISO 6892-1; Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature. Czech Standardization Agency: Praha, Czech Republic, 2021.
- Sundararaman, M.; Mukhopadhyay, P.; Banerjee, S. Carbide precipitation in Nickel base Superalloys 718 and 625 and their Effect on Mechanical properties. Superalloys 1997, 718, 625–706. [Google Scholar]
- Gruber, K.; Stopyra, W.; Kobiela, K.; Madejski, B.; Malicki, M.; Kurzynowski, T. Mechanical properties of Inconel 718 additively manufactured by laser powder bed fusion after industrial high-temperature heat treatment. J. Manuf. Process. 2022, 73, 642–659. [Google Scholar] [CrossRef]
- Tucho, W.M.; Hansen, V. Characterization of SLM-fabricated Inconel 718 after solid solution and precipitation hardening heat treatments. J. Mater. Sci. 2019, 54, 823–839. [Google Scholar] [CrossRef]
- Yadav, P.C.; Shekhar, S.; Jayabalan, B.; Sharma, N.K. Controlled precipitation and recrystallization to achieve superior mechanical properties of severely deformed Inconel 718 alloy. Mater. Chem. Phys. 2023, 295, 127098. [Google Scholar] [CrossRef]
- Chen, K.; Dong, J.; Yao, Z. Creep Failure and Damage Mechanism of Inconel 718 Alloy at 800–900 °C. Met. Mater. Int. 2021, 27, 970–984. [Google Scholar] [CrossRef]
- Park, S.; Kim, K.; Kim, M.; Kassner, M.E.; Lee, K. Effect of post-heat treatment on the tensile and cryogenic impact toughness properties of Inconel 718 manufactured by selective laser melting. Adv. Eng. Mater. 2021, 23, 2001005. [Google Scholar] [CrossRef]
- McLouth, T.D.; Witkin, D.B.; Lohser, J.R.; Sitzman, S.D.; Adams, P.M.; Lingley, Z.R.; Glenn, E.B.; Yang, J.-M.; Zaldivar, R.J. Temperature and strain-rate dependence of the elevated temperature ductility of Inconel 718 prepared by selective laser melting. Mater. Sci. Eng. A 2021, 824, 141814. [Google Scholar] [CrossRef]
- Yasa, E.; Deckers, J.; Kruth, J.-P.; Rombouts, M.; Luyten, J. Charpy impact testing of metallic selective laser melting parts. Virtual Phys. Prototyp. 2010, 5, 89–98. [Google Scholar] [CrossRef]
- McKamey, C.G. Iron Aluminides. In Physical Metallurgy and Processing of Intermetallic Compounds; Stoloff, N.S., Sikka, V.K., Eds.; Springer: Boston, MA, USA, 1996; pp. 351–391. [Google Scholar] [CrossRef]
- Donachie, M.J.; Donachie, S.J. Superalloys: A Technical Guide; ASM International: Almere, The Netherlands, 2002. [Google Scholar]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Wt. % | Ni | Cr | Fe | C | Mn | Si | Mo | Nb |
| 53.12 | 19.33 | Bal. | 0.036 | 0.091 | 0.0012 | 3.168 | 5.38 | |
| Wt. % | Al | Ti | Co | Cu | W | P | V | B |
| 0.542 | 0.926 | 0.187 | 0.048 | 0.032 | 0.0012 | 0.024 | 0.0041 |
| Wt. % | Ni | Cr | Fe | C | Mn | Si | Mo | Nb |
| 52.04 | 18.76 | Bal. | 0.03 | 0.03 | 0.04 | 3.07 | 5.01 | |
| Wt. % | Al | Ti | Co | Cu | W | P | V | B |
| 0.53 | 1.0 | 0.1 | 0.02 | - | 0.004 | - | - |
| Parameter | Thickness of Layer [µm] | Power of Laser [W] | Scanning Rate [mm/s] | Hatch Spacing [µm] | Shielding Atmosphere |
| Values | 30 | 200 | 900 | 120 | Ar |
| Samples without HT | Grain Size [µm] | Samples with HT | Grain Size [µm] |
|---|---|---|---|
| ACR | 9.18 ± 1.20 | ACR HT | 32.65 ± 20.28 |
| SLM | 17.51 ± 10.99 | SLM HT | 17.26 ± 10.90 |
| Samples | Proof Yield Strength | Ultimate Tensile Strength | Uniform Ductility | Total Ductility |
|---|---|---|---|---|
| Rp0.2 (MPa) | Rm (MPa) | Ag (%) | A40mm (%) | |
| ACR | 540 | 958 | 35.2 | 39.3 |
| ACR HT | 1147 | 1370 | 16.1 | 24.1 |
| SLM | 581 | 874 | 18.3 | 21.3 |
| SLM HT | 1190 | 1299 | 10.3 | 14.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Švec, M.; Solfronk, P.; Nováková, I.; Sobotka, J.; Moravec, J. Comparison of the Structure, Mechanical Properties and Effect of Heat Treatment on Alloy Inconel 718 Produced by Conventional Technology and by Additive Layer Manufacturing. Materials 2023, 16, 5382. https://0-doi-org.brum.beds.ac.uk/10.3390/ma16155382
Švec M, Solfronk P, Nováková I, Sobotka J, Moravec J. Comparison of the Structure, Mechanical Properties and Effect of Heat Treatment on Alloy Inconel 718 Produced by Conventional Technology and by Additive Layer Manufacturing. Materials. 2023; 16(15):5382. https://0-doi-org.brum.beds.ac.uk/10.3390/ma16155382
Chicago/Turabian StyleŠvec, Martin, Pavel Solfronk, Iva Nováková, Jiří Sobotka, and Jaromír Moravec. 2023. "Comparison of the Structure, Mechanical Properties and Effect of Heat Treatment on Alloy Inconel 718 Produced by Conventional Technology and by Additive Layer Manufacturing" Materials 16, no. 15: 5382. https://0-doi-org.brum.beds.ac.uk/10.3390/ma16155382