
Influence of Dispersed Phase Content on the Mechanical Properties of Electroless Nanocomposite Ni-P/Si3N4 and Hybrid Ni-P/Si3N4/Graphite Layers Deposited on the AW-7075 Alloy

Abstract
:1. Introduction
2. Materials and Methods
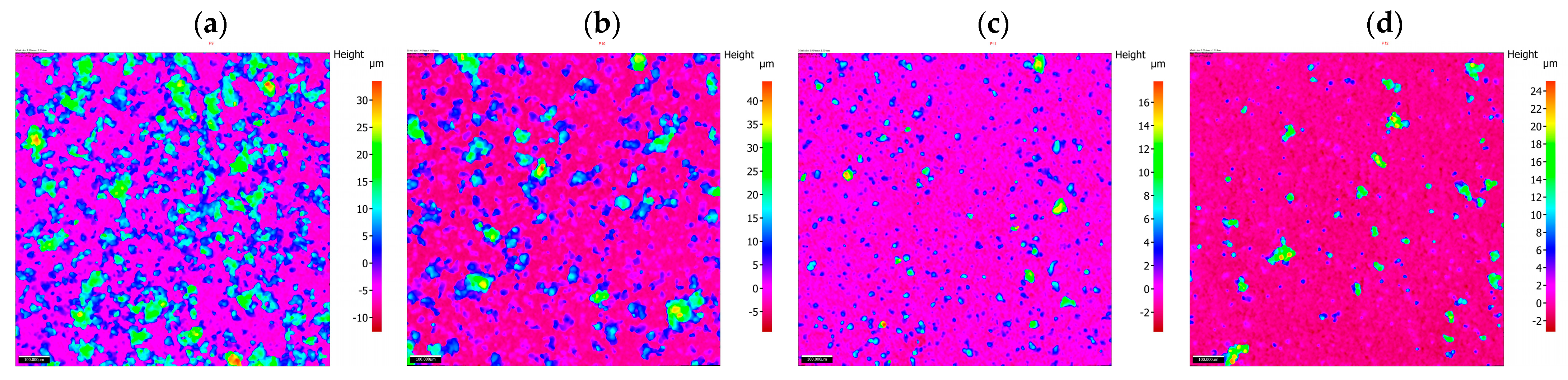
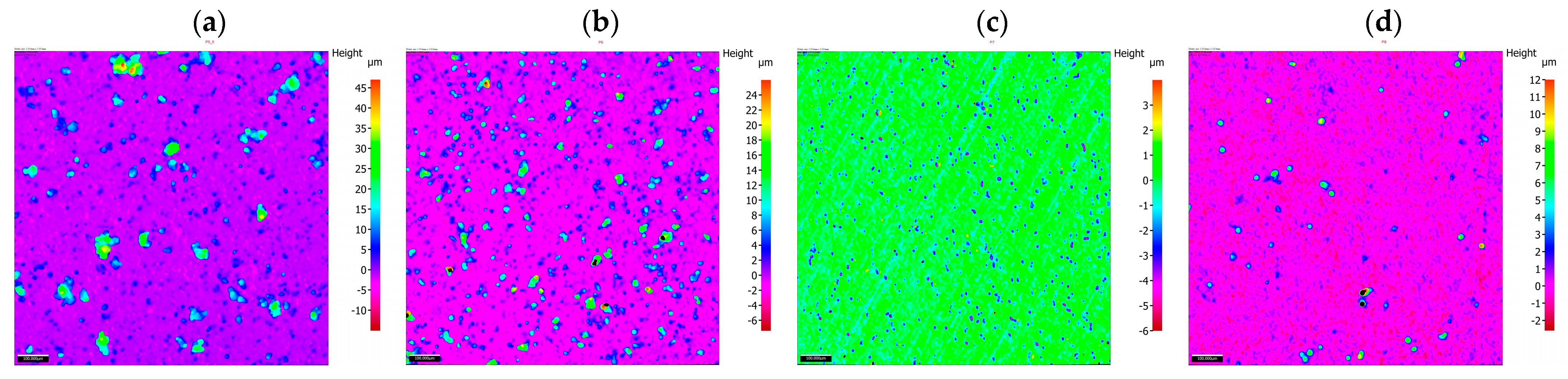
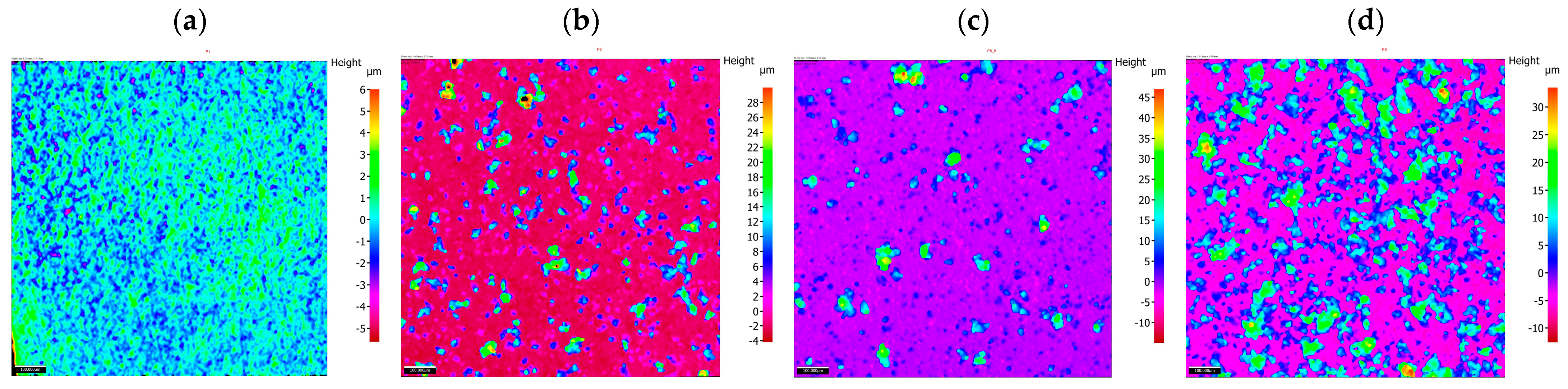
2.1. Surface Morphology and Roughness
2.2. Microhardness Testing
2.3. Adhesion Testing
3. Results
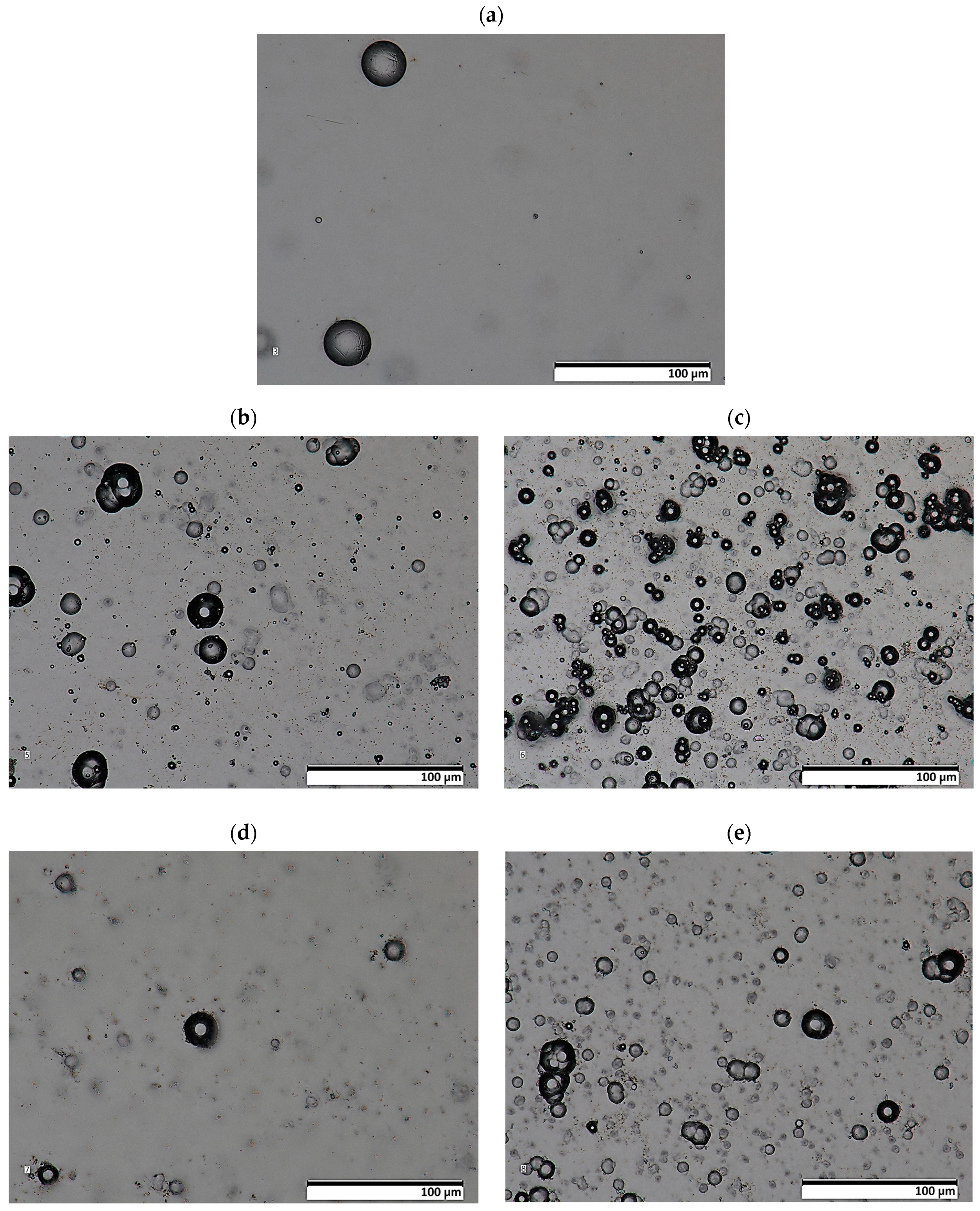
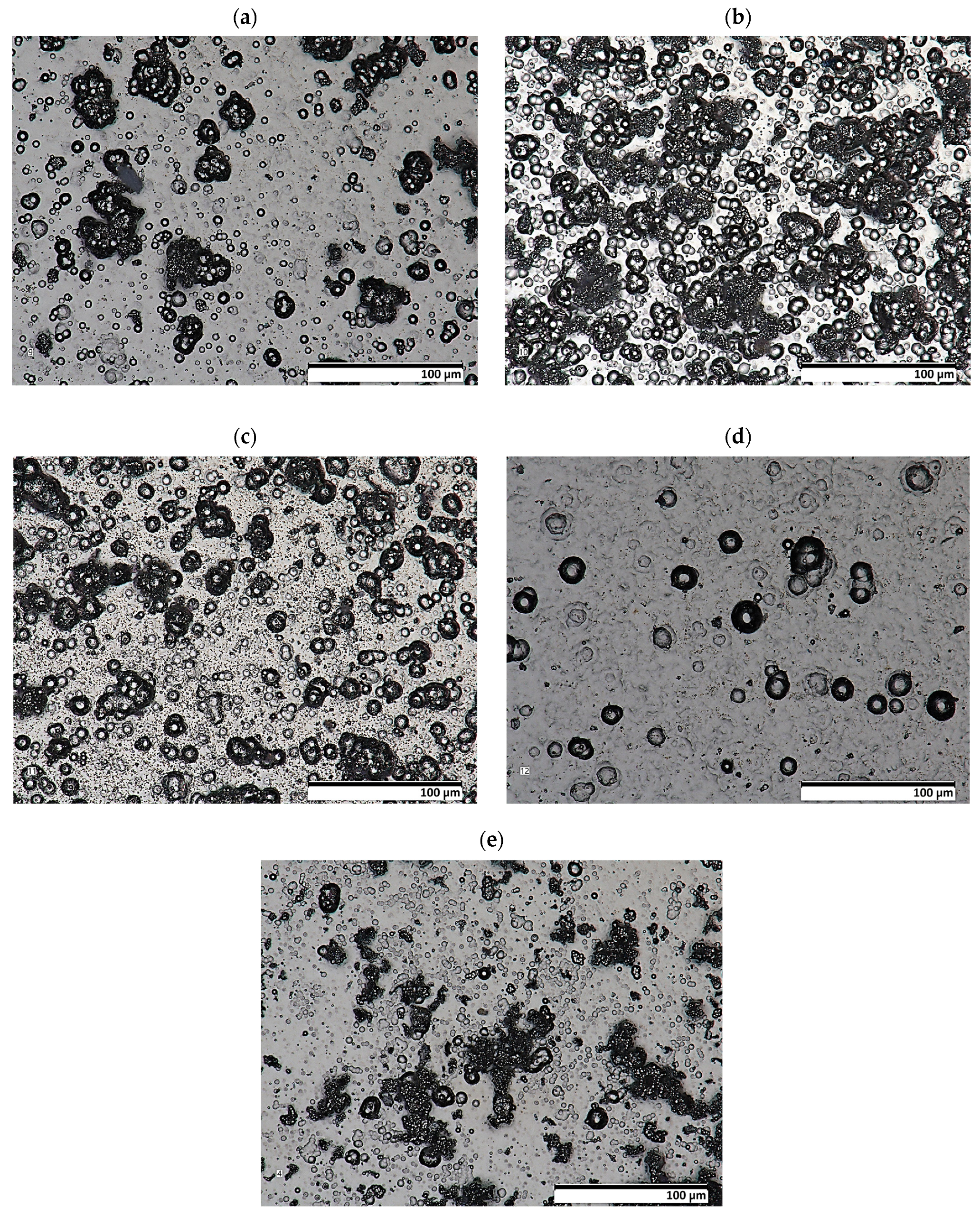
3.1. Layers Characteristics
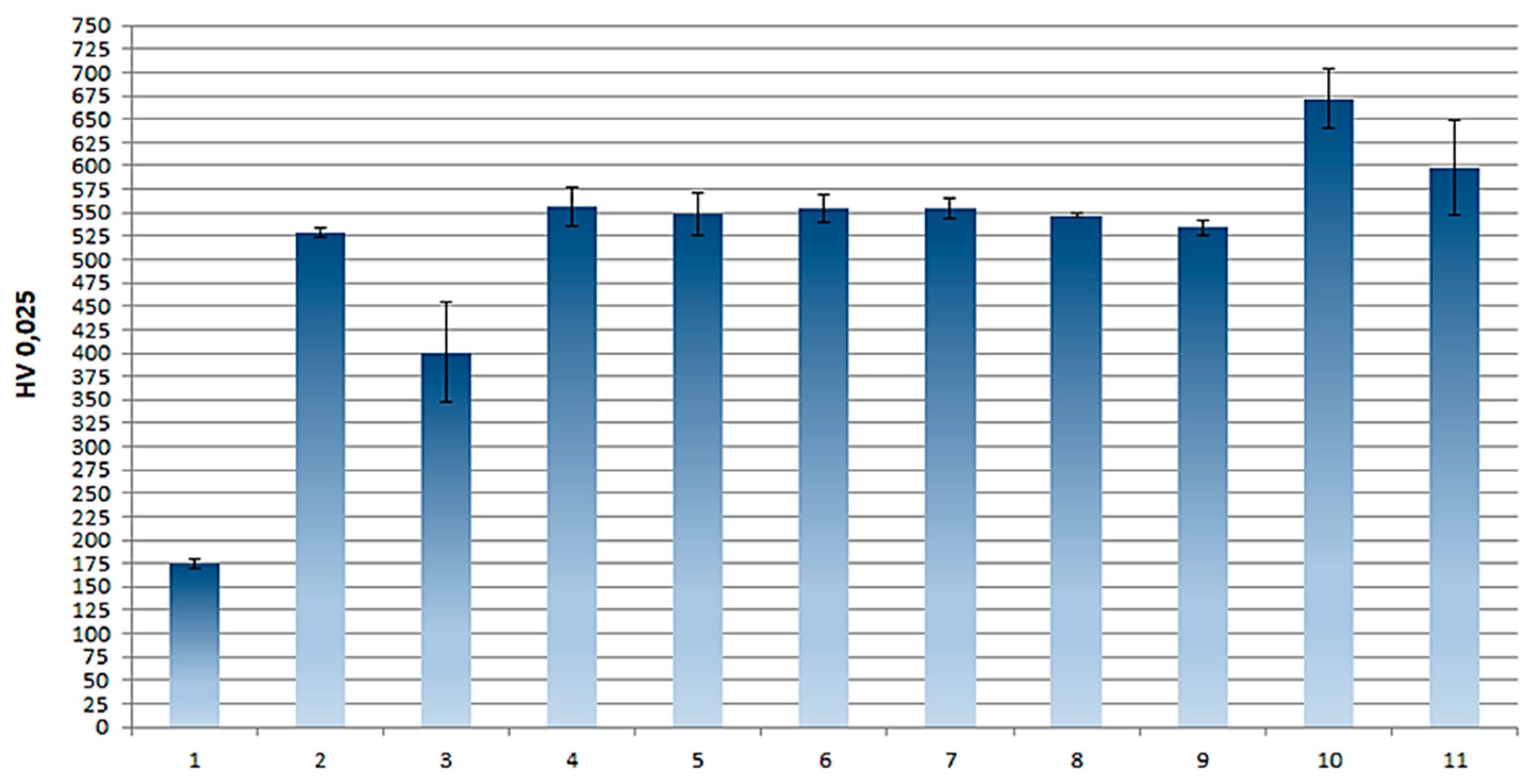
3.2. Layer Microhardness
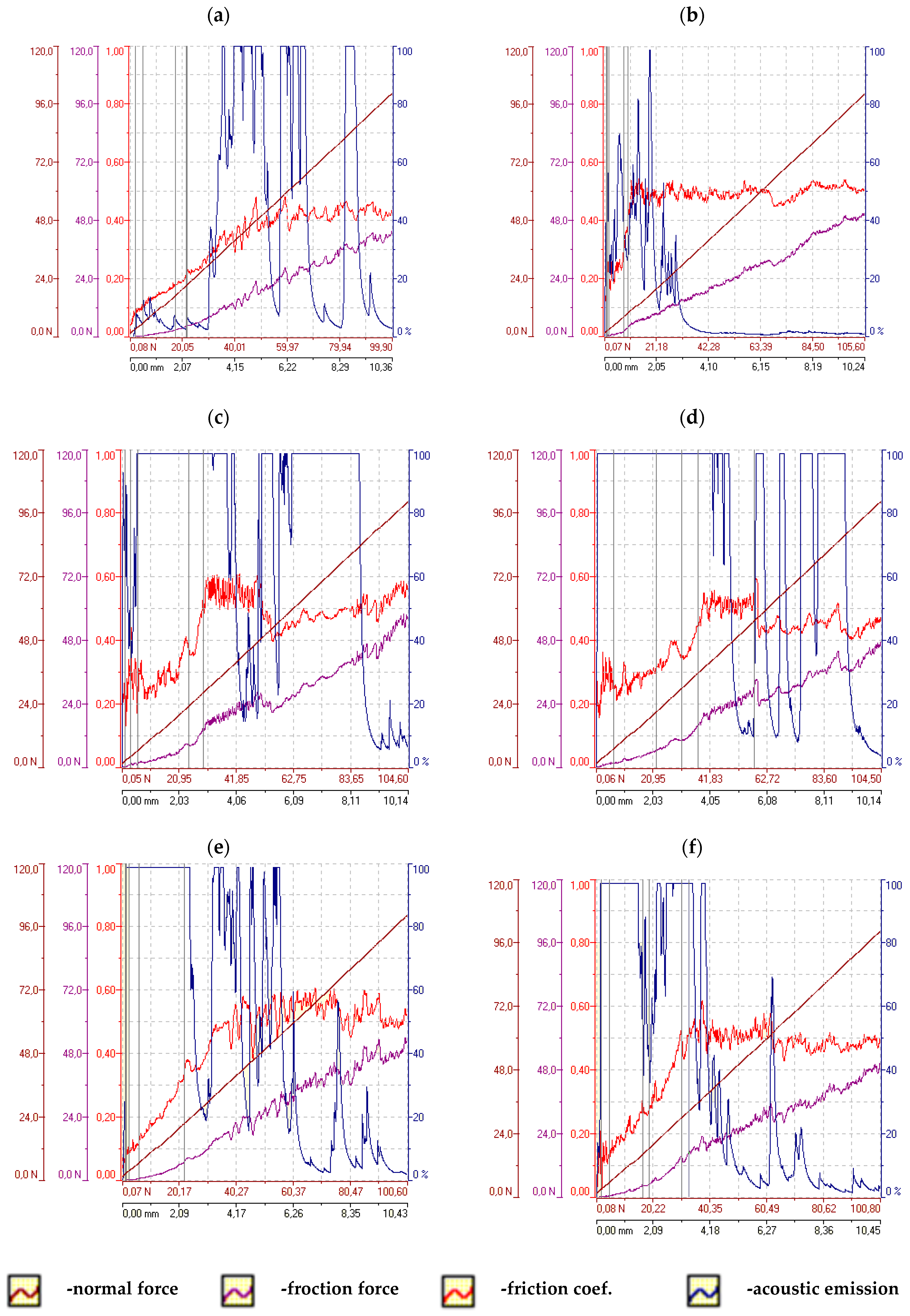
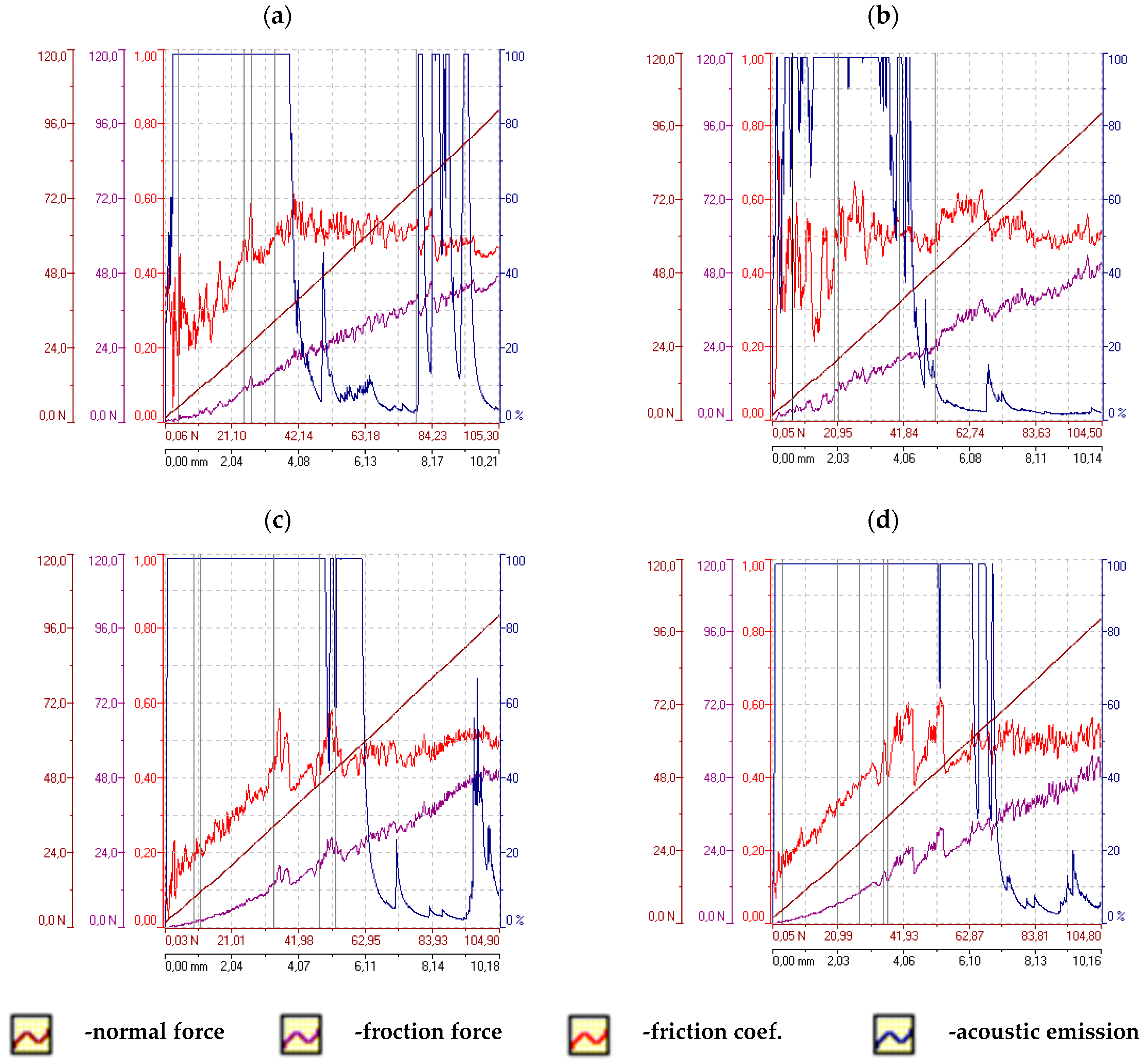
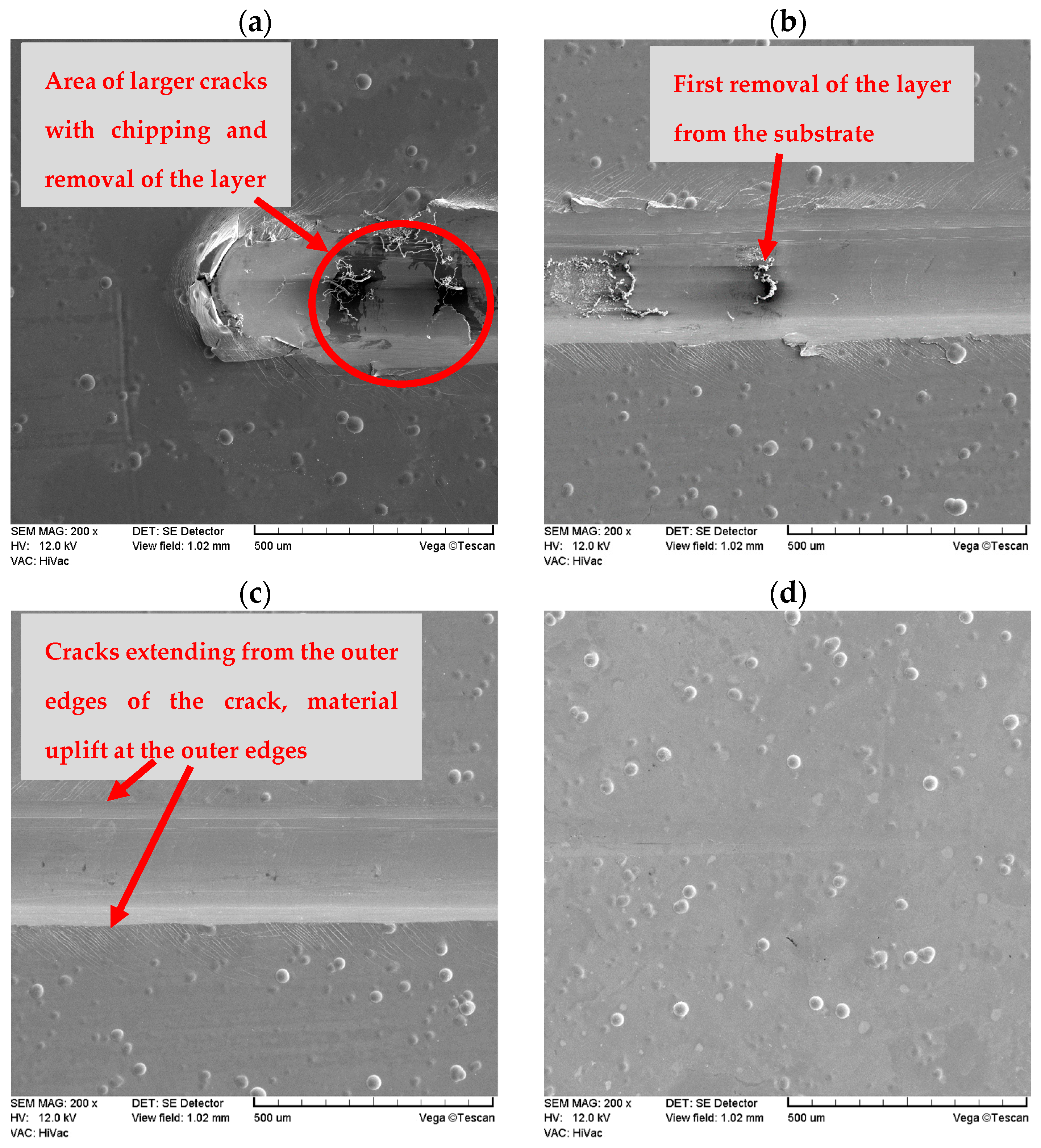
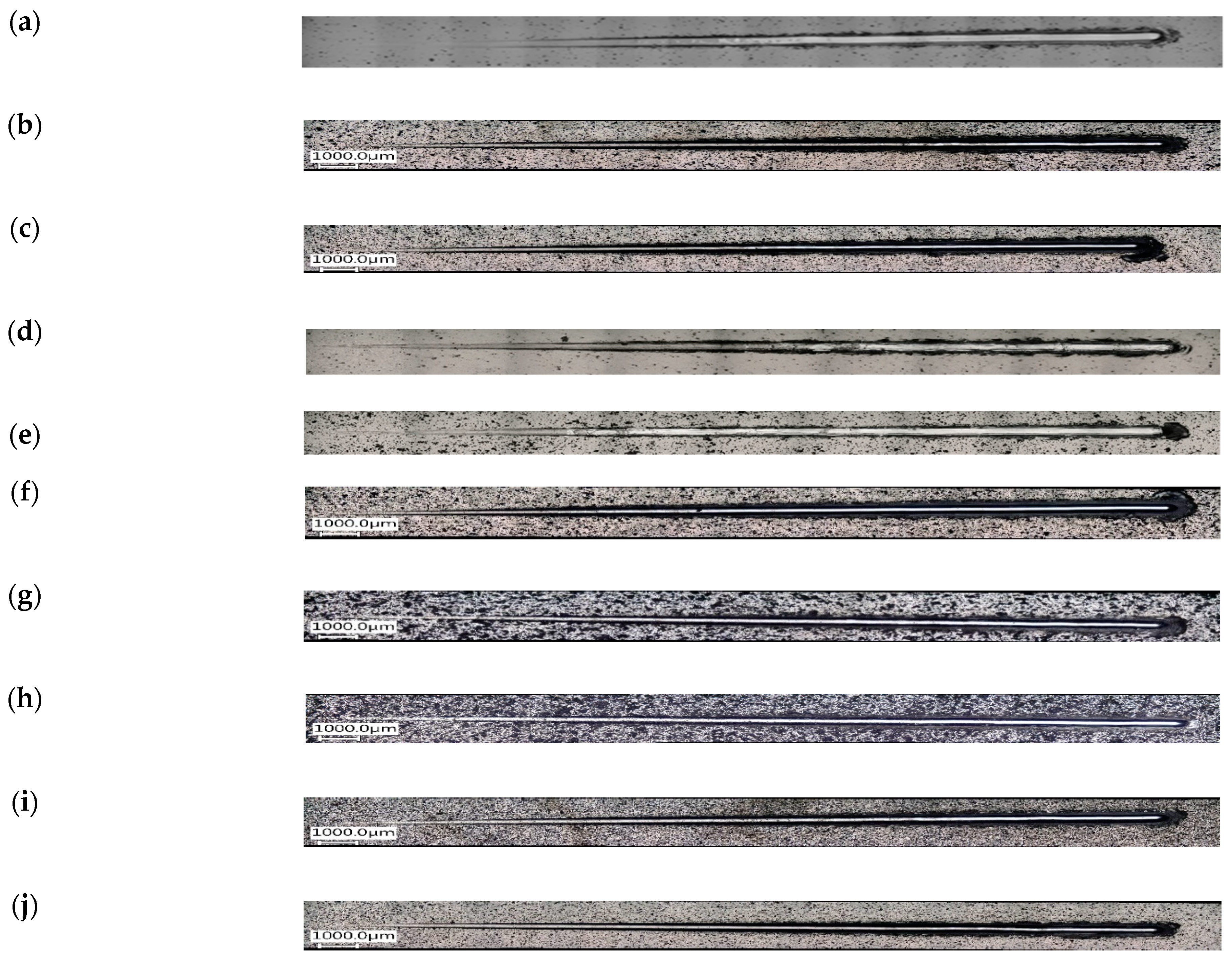
3.3. Layer Adhesion
4. Conclusions
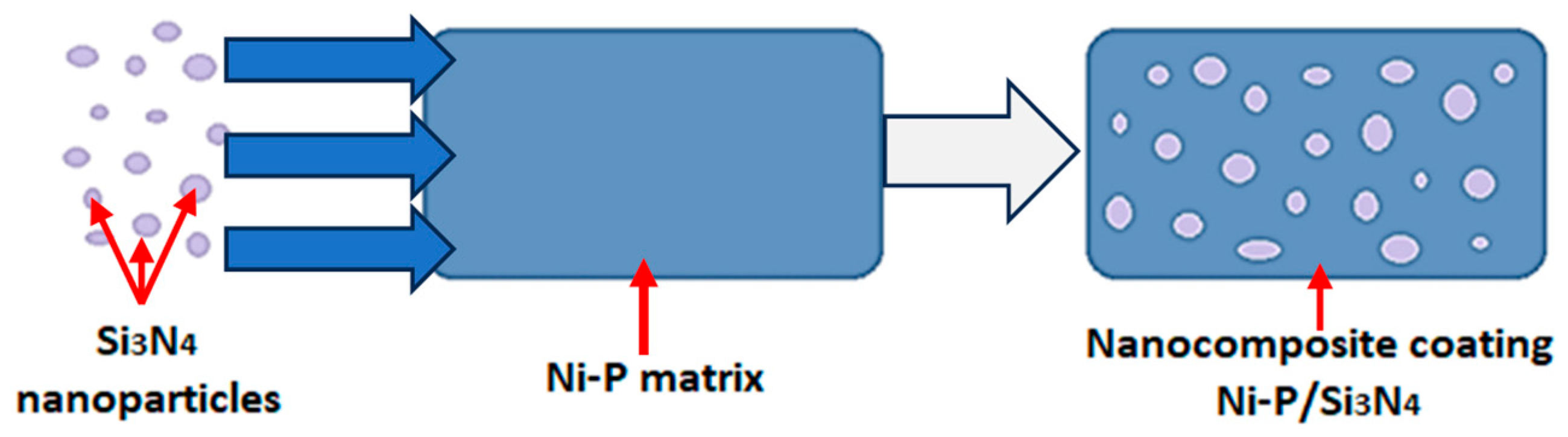
- Enrichment of the Ni-P electroless coating with an amorphous structure with the content of Si3N4 nanoparticles and graphite particles helps to improve the basic mechanical properties of the layer.
- The chemical reduction method used for the deposition of Ni-P/Si3N4/graphite hybrid layers allows for the incorporation of any content of Si3N4 nanoparticles and limited content of graphite particles.
- The content of two dispersion phases enables the increase of adhesion of the layer to the substrate made of AW-7075 aluminum alloy compared to the coating with one dispersion phase.
- Excessive content of silicon nitride nanoparticles results in a decrease in the microhardness value of the layers.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mazurek, A.; Cieślak, G.; Bartoszek, W.; Trzaska, M. Ni-B/Si3N4 composite layers produced by a chemical reduction method. Inżynieria Powierzchni 2017, 4, 28–32. [Google Scholar]
- Georgiza, E.; Gouda, V.; Vassiliou, P. Production and properties of composite electroless Ni-B-SiC coatings. Surf. Coat. Technol. 2017, 325, 46–51. [Google Scholar] [CrossRef]
- Trzaska, M. Studies of the structure and properties of Ni-P and Ni-P/Si3N4 surface layers deposited on aluminum by the electroless method. J. Achiev. Mater. Manuf. Eng. 2010, 43, 269–275. [Google Scholar]
- Ulas, M. Structural and wear properties of heat-treated electroless Ni-P alloy and Ni-P-Si3N4 composite coatings on iron based PM compacts. Surf. Coat. Technol. 2016, 302, 528–534. [Google Scholar]
- Hu, R.; Su, Y.; Liu, H. Deposition behaviour of nickel phosphorus coating on magnesium alloy in a weak corrosive electroless nickel plating bath. J. Alloy Compd. 2016, 658, 555–560. [Google Scholar] [CrossRef]
- Jin, H.M.; Jiang, S.H.; Zhang, L.N. Microstructure and corrosion nehavior of electroless deposited Ni-P/CeO2 coating. Chin. Chem. Lett. 2008, 19, 1367–1370. [Google Scholar] [CrossRef]
- Trzaska, M.; Cieślak, G.; Mazurek, A. Structure and properties of Ni-P/PTFE composite coatings produced by chemical reduction method. Compos. Theory Pract. 2016, 16, 174–179. [Google Scholar]
- Georgiza, E.; Novakovic, J.; Vassiliou, P. Characterization and corrosion resistance of duplex electroless Ni-P composite coatings on magnesium alloy. Surf. Coatings Technol. 2013, 232, 432–439. [Google Scholar] [CrossRef]
- Czagány, M.; Baumli, P.; Kaptay, G. The influence of the phosphorous content and heat treatment on the nano-micro-structure, thickness and micro-hardness of electroless Ni-P coatings on steel. Appl. Surf. Sci. 2017, 423, 160–169. [Google Scholar] [CrossRef]
- Mazurek, A.; Bartoszek, W.; Cieślak, G.; Gajewska-Midziałek, A.; Oleszak, D.; Trzaska, M. Influence of Heat Treatment on Properties of Ni-B/B Composite Coatings. Arch. Met. Mater. 2023, 65, 839–844. [Google Scholar] [CrossRef]
- Cieślak, G.; Trzaska, M. Structure and properties of Ni-B/Graphene oxide composite coatings produced by chemical reduction method. J. Mater. Eng. Perform. 2020, 29, 1550–1557. [Google Scholar] [CrossRef]
- Sarret, M.; Müller, C.; Amell, A. Electroless NiP micro- and nano-composite coatings. Surf. Coat. Technol. 2006, 201, 389–395. [Google Scholar] [CrossRef]
- Wang, S.; Huang, X.; Gong, M.; Huang, W. Microstructure and mechanical properties of Ni-P-Si3N4 nanowire electroless composite coatings. Appl. Surf. Sci. 2015, 357, 328–332. [Google Scholar] [CrossRef]
- Vasconcelos, B.; Serra, R.; Oliveira, J.; Fonseca, C. Characterization and tribological behaviour of electroless-deposited Ni-P-PTFE films on NBR substrates for dynamiccontact applications. Coatings 2022, 12, 1410. [Google Scholar] [CrossRef]
- Jensen, R.; Farhat, Z.; Islam, M.A.; Jarjoura, G. Effect of coating thickness on wear behaviour of monolithic Ni-P and Ni-P-NiTi composite coatings. Solids 2022, 3, 620–642. [Google Scholar] [CrossRef]
- Mazurek, A.; Cieślak, G.; Bartoszek, W.; Trzaska, M. Abrasion resistance of Ni-B/Si3N4 composite layers produced by electroless method. Arch. Mater. Sci. Eng. 2017, 1, 21–26. [Google Scholar] [CrossRef]
- Mohsenifar, F.; Ebrahimifar, H. Effect of titanium oxide ceramic particles concentration on microstructure and corrosion behaviour of Ni–P–Al2O3–TiO2 composite coating. Bull. Mater. Sci. 2020, 43, 99. [Google Scholar] [CrossRef]
- Burakowski, T. Rozważania o Synergizmie w Inżynierii Powierzchni; Wydawnictwo Politechniki Radomskiej: Radom, Poland, 2004. [Google Scholar]
- Kupczyk, M.J. Wytwarzanie i Eksploatacja Narzędzi Skrawających z Powłokami Przeciwzużyciowymi; Wydawnictwo Politechniki Poznańskiej: Poznań, Poland, 2009. [Google Scholar]
- Burakowski, T. Areologia, Podstawy Teoretyczne; Instytut Technologii Eksploatacji—PIB: Radom, Poland, 2013. [Google Scholar]
- Blicharski, M. Inżynieria Powierzchni; Wydawnictwo WNT: Warszawa, Poland, 2012. [Google Scholar]
- Kupczyk, M.J. Inżynieria Powierzchni. Narzędzia Skrawające; Wydawnictwo Politechniki Poznańskiej: Poznań, Poland, 2015. [Google Scholar]
- Cieślak, G.; Trzaska, M. Structure and properties of nanocomposite nickel/graphene oxide coatings produced by electrochemical reduction method. Arch. Met. Mater. 2023, 64, 1479–1486. [Google Scholar] [CrossRef]
- Fiołek, A.; Zimowski, S.; Kopia, A.; Moskalewicz, T. The influence of electrophoretic deposition parameters and heat treatment on the microstructure and tribological properties of nanocomposite Si3N4/PEEK 708 coatings on titanium alloy. Coatings 2019, 9, 530. [Google Scholar] [CrossRef]
- Cao, S.; Zhang, D.; Wang, J.; Zhang, J.; Zhou, J.; Zhang, Y. Synthesis of self-toughness porous Si3N4 ceramics with three-dimensional cage structures. Mater. Lett. 2020, 270, 127651. [Google Scholar] [CrossRef]
- Khullar, P.; Zhu, D.; Gilbert, J.L. Fretting corrosion of Si3N4 vs. CoCrMo femoral heads on Ti-6Al-V trunnions. J. Orthop. Res. 2020, 38, 1617–1626. [Google Scholar] [CrossRef] [PubMed]
- Zhanga, J.; Liub, J.; Wangc, Z.; Chenc, W.; Hud, B.; Zhangd, Y.; Liaoa, H.; Ma, S. Tribological behavior and lubricating mechanism of Si3N4 in artificial seawater. Ceram. Int. 2020, 46, 14361–14368. [Google Scholar] [CrossRef]
- Zhang, Z.J.; Simionesie, D.; Schaschke, C. Graphite and Hybrid nanomaterials as lubricant additives. Lubricants 2014, 2, 44–65. [Google Scholar] [CrossRef]
- Liua, Y.; Zhanga, L.; Zhaob, W.; Shengc, H.; Lia, H. Fabrication and properties of carbon fiber-Si3N4 nanowireshydroxyapatite/phenolic resin composites for biological applications. Ceram. Int. 2020, 46, 16397–16404. [Google Scholar] [CrossRef]
- Li, Z.; Farhat, Z. Hertzian Indentation Behavior of Electroless Ni-P-Ti Composite Coatings. Met. Mater. Trans. A 2020, 51, 3674–3691. [Google Scholar] [CrossRef]
- Dhakal, D.R.; Kshetri, Y.K.; Gyawali, G.; Kim, T.-H.; Choi, J.-H.; Lee, S.W. Understanding the effect of Si3N4 nanoparticles on wear resistance behavior of electroless Nickel-Phosphorus coating through structural investigation. Appl. Surf. Sci. 2020, 541, 148403. [Google Scholar] [CrossRef]
- Balaraju, J.N.; Selvi, V.E.; Rajam, K.S. Electrochemical behavior of low phosphorus electroless Ni–P–Si3N4 composite coatings. Mater. Chem. Phys. 2010, 120, 546–551. [Google Scholar] [CrossRef]
- Farzeneh, A.; Mohammadi, M.; Ehteshamzadeh, M.; Mohammadi, F. Electrochemical and structural properties of electroless Ni-P-SiC nanocomposite coatings. Appl. Surf. Sci. 2013, 276, 697–704. [Google Scholar] [CrossRef]
- Stop Al EN AW-7075–PA9. Available online: https://demet.pl/oferta/aluminium/stop-al-en-aw-7075-pa9/ (accessed on 25 July 2023).
- Norm PN-EN ISO 6507-1:2018-05, Metallic Materials—Vickers Hardness Test—Part 1: Test Method. Available online: https://www.iso.org/standard/64065.html (accessed on 25 July 2023).
- Norm PN-EN ISO 20502:2016-05, Fine Ceramics (Advanced Ceramics, Advanced Technical Ceramics)—Determination of Adhesion of Ceramic Coatings by Scratch Testing. Available online: https://standards.iteh.ai/catalog/standards/cen/36e03278-8b01-46f6-8abd-cc01a7102adf/en-iso-20502-2016 (accessed on 25 July 2023).
- Suh, C.H.; Jung, Y.-C.; Kim, Y.S. Effects of thickness and surface roughness on mechanical properties of aluminum sheets. J. Mech. Sci. Technol. 2010, 24, 2091–2098. [Google Scholar] [CrossRef]
- Sun, C.; Fan, H.; Jiang, J.; Li, Z.; Zhao, Y. Effect of Current Density on Microstructure, Microhardness, and Tribological Properties of Cu-Al2O3 Composite Coatings Prepared by Jet Electrodeposition. J. Electron. Mater. 2022, 51, 6518–6524. [Google Scholar] [CrossRef]
- Kolesnikov, V.I.; Kudryakov, O.V.; Zabiyaka, I.Y.; Novikov, E.S.; Manturov, D.S. Structural Aspects of Wear Resistance of Coatings Deposited by Physical Vapor Deposition. Phys. Mesomech. 2020, 23, 570–583. [Google Scholar] [CrossRef]
- Mo, J.; Zhu, M.; Lei, B.; Leng, Y.; Huang, N. Comparison of tribological behaviours of AlCrN and TiAlN coatings—Deposited by physical vapor deposition. Wear 2007, 263, 1423–1429. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition [%] | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Zn | Mg | Cu | Fe | Si | Mn | Cr | Zr | Ti | other | Al |
| 5.1–6.1 | 2.1–2.9 | 1.2–2.0 | max 0.50 | max 0.4 | max 0.3 | 0.18–0.28 | max 0.25 | max 0.20 | max 0.05 | the rest |
| Substrate | Chemical Formula | Concentration [g/dm3] |
|---|---|---|
| Sodium hydroxide | NaOH | 120 |
| Zinc oxide | ZnO | 12 |
| Nickel (II) sulfate | NiSO4 × 6H2O | 1.5 |
| Iron (III) chloride | FeCl3 × 6H2O | 2 |
| Sodium potassium tartrate | KNaC4H4O6 × 4H2O | 15 |
| Sodium citrate | C6H5O7Na3 × H2O | 15 |
| Substrate | Chemical Formula | Concentration [g/dm3] |
|---|---|---|
| Monosodium phosphate (I) (reducer) | NaH2PO2 × H2O | 30 |
| Sodium acetate | CH3COONa × 3H2O | 35 |
| Nickel (II) sulfate | NiSO4 × 6H2O | 28 |
| Lactic acid (pH stabilizing buffer) | C2H4OHCOOH | 20 |
| Parameter, µm | Ni-P (10 μm) | Ni-P/Graphite (0.5 g) | Ni-P/Si3N4 (0.5 g) | Ni-P/Si3N4 (1 g) | Ni-P/Si3N4 (2 g) | Ni-P/Si3N4 (5 g) | Ni-P/Si3N4/Graphite ((0.5 + 0.5) g) | Ni-P/Si3N4/Graphite ((1 + 0.5) g) | Ni-P/Si3N4/Graphite ((2 + 0.5) g) | Ni-P/Si3N4/Graphite ((5 + 0.5) g) | Aluminum |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Sq | 0.89 | 4.72 | 4.97 | 0.89 | 0.60 | 0.66 | 6.16 | 5.60 | 1.17 | 0.62 | 0.38 |
| Sz | 23.58 | 38.37 | 62.39 | 26.52 | 11.07 | 21.19 | 52.65 | 47.47 | 26.05 | 27.12 | 3.87 |
| S10z | 11.79 | 35.57 | 54.73 | 22.49 | 8.08 | 18.79 | 49.19 | 43.28 | 21.60 | 18.75 | 3.22 |
| Ssk | 1.39 | 2.17 | 4.86 | 10.40 | 0.16 | 7.55 | 2.37 | 2.52 | 4.89 | 8.35 | −0.11 |
| Sdq | 0.21 | 1.30 | 1.44 | 0.32 | 0.20 | 0.20 | 1.63 | 1.36 | 0.31 | 0.18 | 0.10 |
| FLTt | 23.58 | 38.37 | 62.39 | 26.52 | 11.07 | 21.19 | 52.65 | 47.47 | 26.05 | 27.12 | 3.87 |
| Material | Thickness of Layer, µm | Si3N4 in Bath g/dm3 | Graphite in Bath g/dm3 | HV | ±SD |
|---|---|---|---|---|---|
| AW-7075 | - | - | - | 174.75 | 4.78 |
| Ni-P | 10 | - | - | 529.4 | 5.12 |
| Ni-P/Si3N4 | 10 | 0.5 | - | 556.25 | 20.99 |
| 1 | - | 549.75 | 23.71 | ||
| 2 | - | 555.75 | 15.77 | ||
| 5 | - | 554.5 | 11.81 | ||
| Ni-P/graphite | 10 | - | 0.5 | 400.25 | 53.32 |
| Ni-P/Si3N4/graphite | 10 | 0.5 | 0.5 | 547.25 | 1.5 |
| 1 | 0.5 | 534 | 7.87 | ||
| 2 | 0.5 | 672 | 32.74 | ||
| 5 | 0.5 | 598.25 | 50.48 |
| Material | Si3N4 in Bath [g/dm3] | Graphite in Bath [g/dm3] | Critical Load Lc1 [N] | Critical Load Lc2 [N] | Coating Removal [mm] |
|---|---|---|---|---|---|
| Ni-P | - | - | 6.05 ÷ 21.27 | 13.00 ÷ 33.30 | 5.10 ÷ 5.90 |
| Ni-P/Si3N4 | 0.5 | - | 24.26 | 29.62 | 5.00 |
| 1.0 | - | 22.01 | 37.46 | 5.80 | |
| 2.0 | - | 22.63 | 50.65 | 5.88 | |
| 5.0 | - | 24.17 | 36.96 | 4.11 | |
| Ni-P/graphite | - | 0.5 | 2.12 | 6.70 | 4.44 |
| Ni-P/Si3N4/graphite | 0.5 | 0.5 | 27.36 | 34.58 | 8.36 |
| 1.0 | 0.5 | 19.63 | 51.57 | 6.69 | |
| 2.0 | 0.5 | 37.96 | 48.47 | 7.55 | |
| 5.0 | 0.5 | 40.25 | 56.94 | 8.37 |
| Load [N] | Distance “x” [mm] | Description | Type of Failure |
|---|---|---|---|
| <2.01 | <0.20 | Small longitudinal crack from the beginning. | - |
| 2.01 | 0.20 | Longitudinal cracks extending beyond the outer edges of the crack. | - |
| 4.90 | 0.50 | Single crack with minor chipping. | - |
| 17.23 | 1.78 | The beginning of material uplift at the outer edges of the crack. | |
| 21.27 | 2.20 | Small transverse cracks growing, later exfoliation of the layer in the scratch. | Cohesive |
| 21.56 | 2.23 | Cracks extending from the outer crack edges. | - |
| 33.30 | 3.45 | Larger cracks with chipping. | Adhesive |
| 38.61 | 4.00 | Beginning of increasing layer perforation. | - |
| 46.70 | 4.84 | Cohesive crack with chipping. | Cohesive |
| 49.01 | 5.08 | Removal of the layer. | Adhesive |
| Load [N] | Distance “x” [mm] | Description | Type of Failure |
|---|---|---|---|
| <2.12 | <0.20 | From the beginning, small cracks on the tops of sheared agglomerates at the outer edges of the crack. | - |
| 2.12 | 0.20 | A crack with fine chipping of a cohesive type, further on, single rolling of the material. | Cohesive |
| 6.70 | 0.64 | Longitudinal crack, more pronounced, growing, there are cracks with chipping of the layer. | Adhesive |
| 14.90 | 1.44 | In the scratch, a larger longitudinal crack with chipping, flaking and rolling. | Adhesive |
| 22.32 | 2.16 | The beginning of increasing material uplift at the outer edges of the crack, larger single cracks with chipping. | Adhesive |
| 26.85 | 2.60 | Cohesive crack with chipping, increasing perforation of the layer. | Cohesive |
| 45.81 | 4.44 | Destruction of the layer. | Adhesive |
| Load [N] | Distance “x” [mm] | Description | Type of Failure |
|---|---|---|---|
| <1.08 | <0.10 | Minor cracks from scratch. | - |
| 1.08 | 0.10 | Chipping of agglomerates at the outer edges of the crack. | - |
| 3.14 | 0.30 | A single crack with chipping at the bottom of the scratch. | - |
| 5.61 | 0.54 | Flaking and rolling of the material. | - |
| 24.26 | 2.35 | Cracks extending from the outer edges of the crack, increasing material uplift at the outer edges of the crack. | Cohesive |
| 29.62 | 2.87 | Layer chipping and destruction to the substrate, then the layer reappears. | Adhesive |
| 51.57 | 5.00 | Removal of the layer. | Adhesive |
| Load [N] | Distance “x” [mm] | Description | Type of Failure |
|---|---|---|---|
| <6.25 | <0.60 | Small cracks are visible from the beginning. | - |
| 6.25 | 0.60 | A crack with a small single chip, then small cracks. | - |
| 22.01 | 2.13 | The beginning of cracks extending from the outer edges of the crack. | Cohesive |
| 31.39 | 3.04 | Flaking, rolling, cracks, the beginning of increasing material uplift at the outer edges of the crack. | - |
| 37.46 | 3.63 | Spalling of the layer from the substrate and the first removal of the layer | Adhesive |
| 59.82 | 5.80 | Removal of the layer. | Adhesive |
| Load [N] | Distance “x” [mm] | Description | Type of Failure |
|---|---|---|---|
| <3.75 | <0.38 | From the beginning of the scratch, a longitudinal crack at the outer edge of the scratch. | - |
| 3.75 | 0.38 | Fine cracks as a result of passing through agglomerates. | - |
| 4.43 | 0.45 | Longitudinal crack in the crack at the inner edge. | - |
| 21.28 | 2.20 | Cracks from the outer edges of the crack, the beginning of material uplift at the edges. | - |
| 22.63 | 2.34 | Beginning of transverse cracks in the scratch. | Cohesive |
| 30.33 | 3.14 | Larger single transverse cracks. | Cohesive |
| 45.93 | 4.76 | Layer perforation. | - |
| 50.65 | 5.25 | Large layer perforation with cracks, chipping and exfoliation. | Adhesive |
| 56.72 | 5.88 | Removal of the layer. | Adhesive |
| Load [N] | Distance “x” [mm] | Description | Type of Failure |
|---|---|---|---|
| <1.92 | <0.18 | From the beginning, there are longitudinal and transverse cracks resulting from the conduction of the indenter through the agglomerates. | - |
| 1.92 | 0.18 | Small cracks growing in the further part of the scratch. | - |
| 3.95 | 0.40 | Minor chipping in the scratch at the cracks | - |
| 5.39 | 0.55 | Longitudinal cracks in the scratch and at the outer edges. | - |
| 19.84 | 2.05 | Cracks extending from the outer edges of the crack, material uplift at the outer edges. | - |
| 24.17 | 2.50 | Beginning of the transverse fracture network. | Cohesive |
| 33.51 | 3.47 | Larger transverse crack in the scratch. | Cohesive |
| 36.96 | 3.83 | Larger cracks with chipping. | Adhesive |
| 39.67 | 4.11 | Removal of the layer. | Adhesive |
| Load [N] | Distance “x” [mm] | Description | Type of Failure |
|---|---|---|---|
| <4.18 | 0.40 | From the beginning of the scratch, small cracks and detached agglomerates at the outer edges of the scratch. | - |
| 4.18 | 0.40 | Single crack with chipping and rolling. | - |
| 27.36 | 2.65 | Cohesive-type cracks with chipping in the scratch. | Cohesive |
| 28.08 | 2.72 | Small cracks from the outer edge of the scratch. | - |
| 34.58 | 3.35 | First removal of the layer from the substrate. | Adhesive |
| 86.20 | 8.36 | Complete removal of the layer. | Adhesive |
| Load [N] | Distance “x” [mm] | Description | Type of Failure |
|---|---|---|---|
| <6.27 | <0.60 | Small cracks are visible from the beginning of the scratch. | - |
| 6.27 | 0.60 | The beginning of increasing material uplift at the outer edges. | - |
| 19.63 | 1.90 | More pronounced transverse cracks with fine chipping | Cohesive |
| 33.85 | 3.28 | Cracks, peeling and rolling. | - |
| 40.24 | 3.90 | Larger single cracks with cohesive spalling, flaking and rolling. | Cohesive |
| 51.57 | 5.00 | First layer removal. | Adhesive |
| 68.99 | 6.69 | Complete removal of the layer. | Adhesive |
| Load [N] | Distance “x” [mm] | Description | Type of Failure |
|---|---|---|---|
| <8.90 | <0.86 | Small cracks in the scratch and along the outer edges of the scratch are visible from the beginning of the scratch. | - |
| 8.90 | 0.86 | Larger longitudinal cracks on the border of the crack edge. | - |
| 33.94 | 3.29 | Minor cracks from the outer edges of the scratch. | - |
| 37.96 | 3.68 | Large crack with cohesive chipping. | Cohesive |
| 48.47 | 4.70 | Layer chipping off the substrate. | Adhesive |
| 53.62 | 5.20 | Cracks and minor chipping. | Adhesive |
| 77.84 | 7.55 | Removal of the layer. | Adhesive |
| Load [N] | Distance “x” [mm] | Description | Type of Failure |
|---|---|---|---|
| <1.10 | <0.10 | Small local perforations from the beginning of the scratch. | - |
| 1.10 | 0.10 | Small cracks in the scratch, agglomerates falling off at the outer edges of the scratch. | - |
| 2.85 | 0.27 | Small cracks extending from the outer edges of the crack, a crack with agglomerate chipping. | - |
| 5.22 | 0.50 | Flaking of the material, minor cracks in the scratch. | - |
| 9.24 | 0.89 | Single minor cracks in the scratch. | - |
| 40.25 | 3.90 | Flaking and rolling, a greater number of cracks extending from the outer edges of the crack. | Cohesive |
| 56.94 | 5.52 | The beginning of single larger cracks with spalling and flaking. | Adhesive |
| 72.18 | 7.00 | Beginning of increasing layer perforation. | - |
| 86.30 | 8.37 | Removal of the layer. | Adhesive |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Czapczyk, K.; Zawadzki, P.; Wierzbicka, N. Influence of Dispersed Phase Content on the Mechanical Properties of Electroless Nanocomposite Ni-P/Si3N4 and Hybrid Ni-P/Si3N4/Graphite Layers Deposited on the AW-7075 Alloy. Materials 2023, 16, 6100. https://0-doi-org.brum.beds.ac.uk/10.3390/ma16186100
Czapczyk K, Zawadzki P, Wierzbicka N. Influence of Dispersed Phase Content on the Mechanical Properties of Electroless Nanocomposite Ni-P/Si3N4 and Hybrid Ni-P/Si3N4/Graphite Layers Deposited on the AW-7075 Alloy. Materials. 2023; 16(18):6100. https://0-doi-org.brum.beds.ac.uk/10.3390/ma16186100
Chicago/Turabian StyleCzapczyk, Kazimierz, Paweł Zawadzki, and Natalia Wierzbicka. 2023. "Influence of Dispersed Phase Content on the Mechanical Properties of Electroless Nanocomposite Ni-P/Si3N4 and Hybrid Ni-P/Si3N4/Graphite Layers Deposited on the AW-7075 Alloy" Materials 16, no. 18: 6100. https://0-doi-org.brum.beds.ac.uk/10.3390/ma16186100