
The Concept of WC-CrC-Ni Plasma-Sprayed Coating with the Addition of YSZ Nanopowder for Cylinder Liner Applications
 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Plasma-Spraying Process and Coating Properties Analysis
- A
- pure cast iron (grade EN-GJL-250) cylinder liner;
- B
- sample with optimal parameters plasma-sprayed SJA 175 powder;
- C
- sample with optimal parameters plasma-sprayed SJA 175 + 5 wt. % of YSZ addition;
- D
- sample with optimal parameters plasma-sprayed SJA 175 + 10 wt. % of YSZ addition.
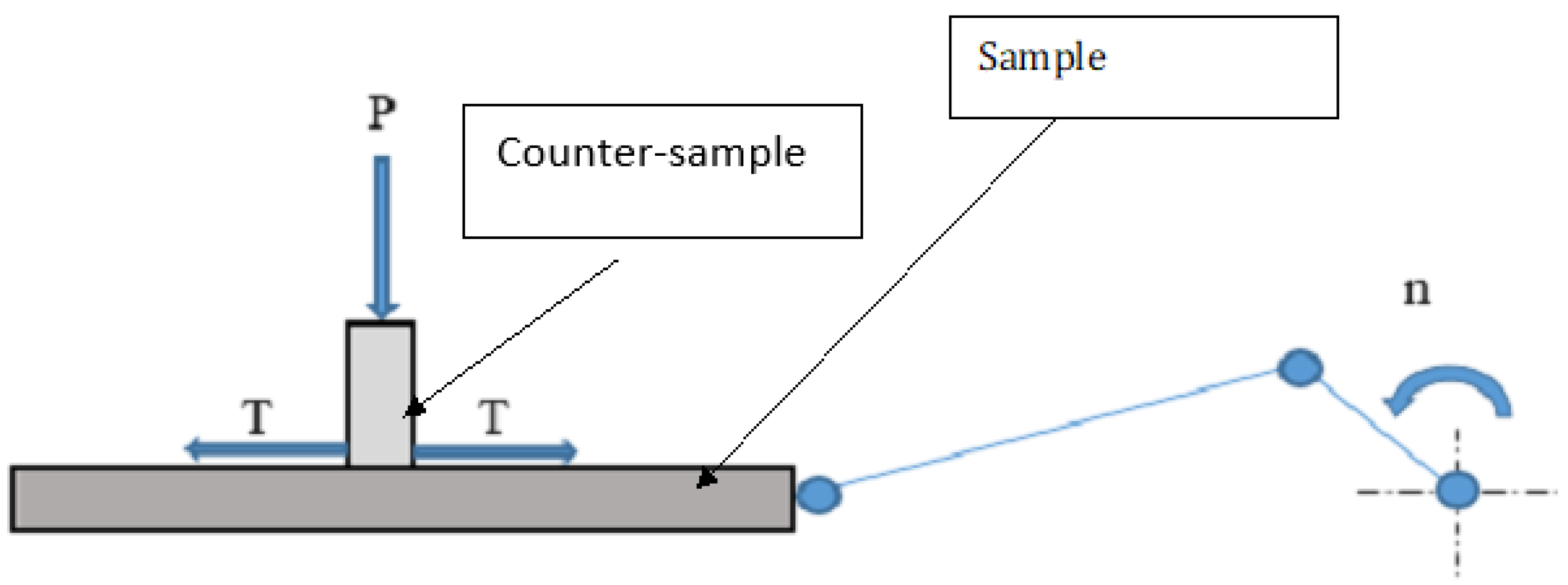
2.2. Method of Friction Resistance Analysis
- 5 Hz—At this reciprocating frequency, the working time of the friction assembly was 90 min;
- 7.55 Hz—At this reciprocating frequency, the working time was 88 min;
- 10 Hz—At this reciprocating frequency, the working time was 2 min.
3. Results and Discussion
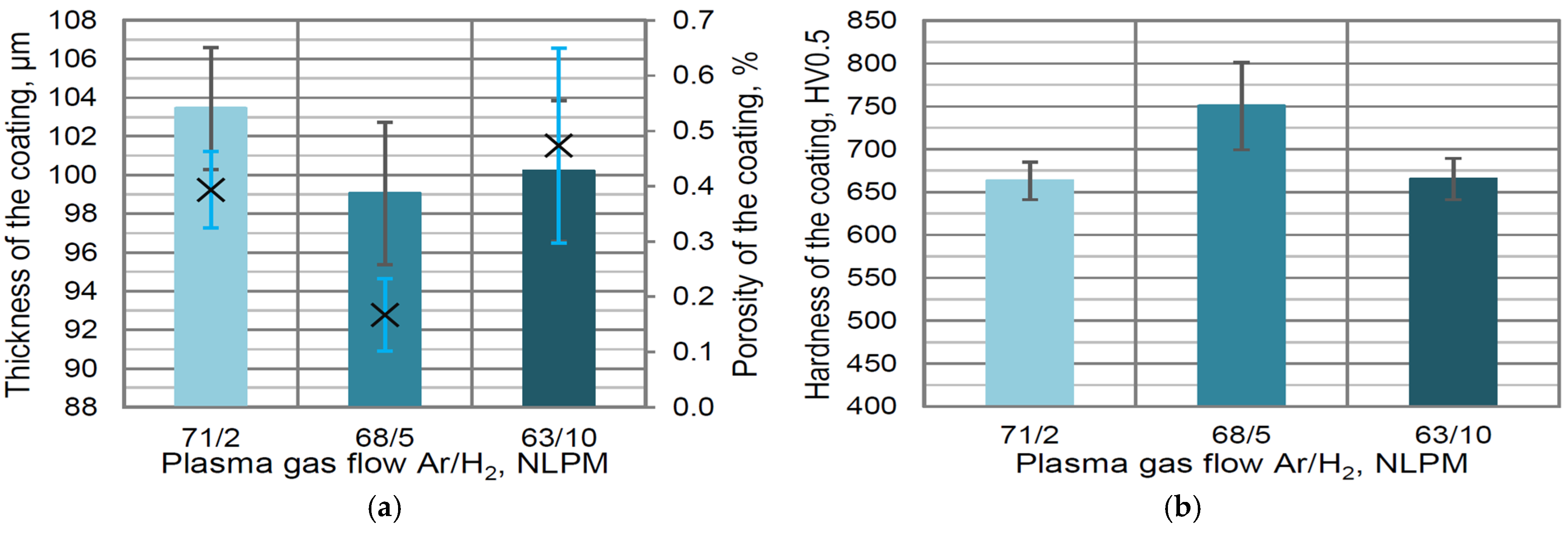
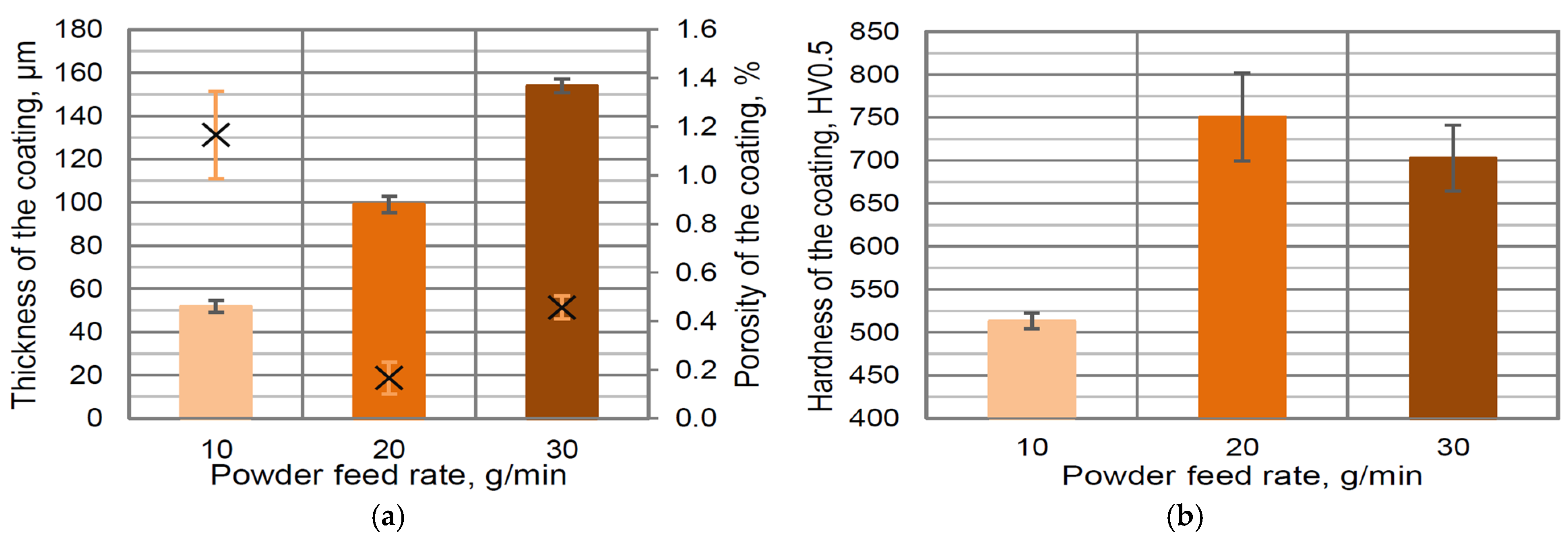
3.1. Influence of Plasma-Spraying Parameters on Properties of Coatings
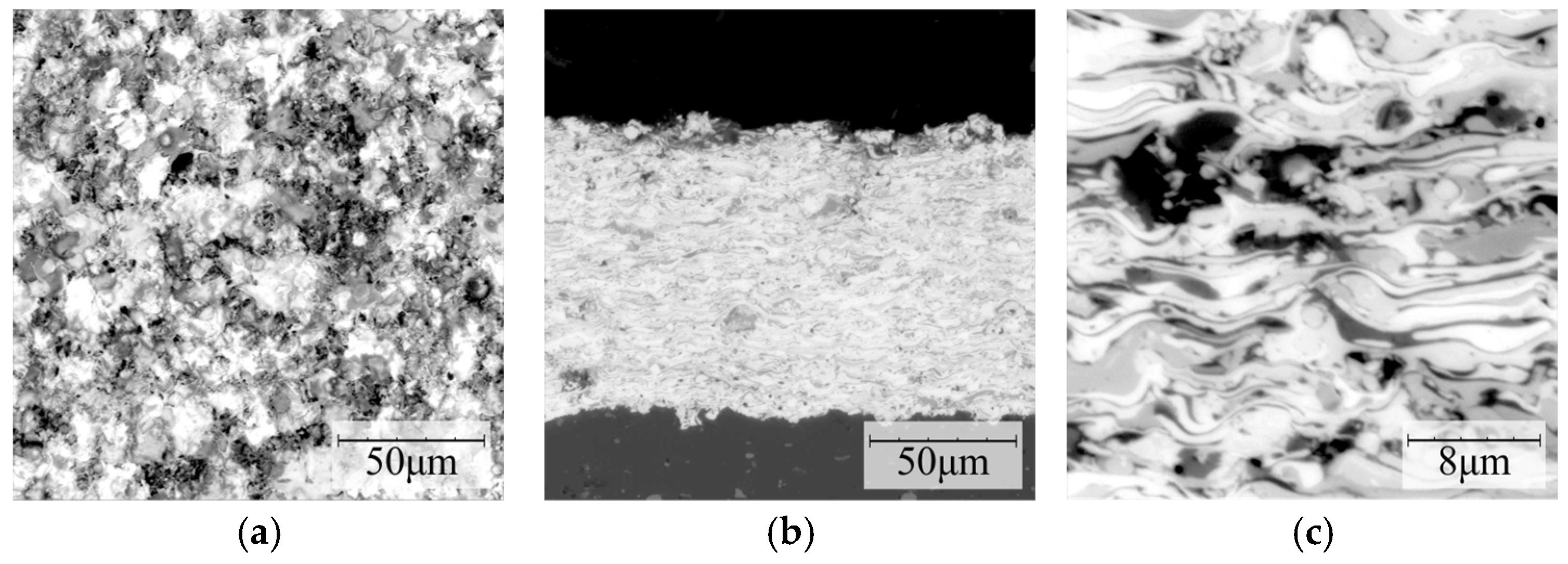
3.2. Microstructure, Phase Composition, and Hardness of Obtained Coatings
3.3. Friction Processes
4. Conclusions
- The new concept of WC-CrC-Ni powder modification was developed by adding nano-YSZ powder. The relationship between plasma-spraying parameters (power current, H2/Ar flow ratio, and powder feed ratio) and the thickness, porosity, and hardness of the coatings was analyzed.
- The reference parameters were selected as follows: power current I = 450 A, H2 flow 5 NLPM, and powder feed rate 20 g/min. The established values allowed us to achieve coatings with the optimal combination of the thickness (99 μm), porosity (0.16 vol. %), and hardness (751 HV05).
- The tribological properties of the WC-CrC-Ni plasma-sprayed coating with the addition of YSZ nanopowder for cylinder liner applications show that the D-type samples with optimal parameters plasma-sprayed SJA 175 + 10 wt. % of YSZ addition gives the lowest mean values of coefficient of friction; however, relative dispersion of the friction force, in this case, was the highest.
- The most stable operation conditions were provided by the B-type samples (sample with optimal parameters plasma-sprayed SJA 175 powder), for which the average friction force spread was 2.2%. However, for those samples, the mean values of the coefficient of friction were the highest. It should be emphasized that an increase in the hardness of the coatings resulted in a decrease in the COF.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Datta, A.; Carpenter, J.D.; Ott, R.D.; Blau, P.J. Tribological characteristics of electrolytic coatings for aluminum engine cylinder lining applications. SAE Tech. Pap. 2002, 111, 272–278. [Google Scholar]
- Zhang, Z.; Du, Q. Study on magnetic field assisted electrodeposition of Ni-SiC nanocoatings on the surface of automobile cylinder liner. Gongneng Cailiao/J. Funct. Mater. 2019, 50, 03081–03084, 03089. [Google Scholar]
- Mistry, K.; Fox, M.F.; Priest, M. Lubrication of an electroplated nickel matrix silicon carbide coated eutectic aluminium-silicon alloy automotive cylinder bore with an ionic liquid as a lubricant additive. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2009, 223, 563–569. [Google Scholar] [CrossRef]
- Pancrecious, J.K.; Deepa, J.P.; Jayan, V.; Bill, U.S.; Rajan, T.P.D.; Pai, B.C. Nanoceria induced grain refinement in electroless Ni-B-CeO2 composite coating for enhanced wear and corrosion resistance of Aluminium alloy. Surf. Coat. Technol. 2018, 356, 29–37. [Google Scholar] [CrossRef]
- Feng Su, J.; Nie, X.; Hu, H.; Tjong, J. Friction and counterface wear influenced by surface profiles of plasma electrolytic oxidation coatings on an aluminum A356 alloy. J. Vac. Sci. Technol. A Vac. Surf. Films 2012, 30, 061402. [Google Scholar] [CrossRef]
- Zhu, F.; Xu, J.; Sun, J.B.; Shen, Y.; Han, X. Wear Mechanism of Chromium Plated Cylinder Liner. Neiranji Xuebao/Trans. CSICE (Chin. Soc. Intern. Combust. Engines) 2017, 35, 274–279. [Google Scholar]
- Li, C.-D.; Wang, W.-W.; Jin, M.; Shen, Y.; Xu, J.-J. Friction Property of MoS2 Coatings Deposited on the Chemical-Etched Surface of Al-Si Alloy Cylinder Liner. J. Tribol. 2018, 140, 041302. [Google Scholar] [CrossRef]
- Rejowski, E.D.; de Oliveira, M.C.L.; Antunes, R.A.; Pillis, M.F. Structural Characterization and Corrosion Stability of a Si-Doped DLC Coating Applied on Cylinder Liner. J. Mater. Eng. Perform. 2014, 23, 3926–3933. [Google Scholar] [CrossRef]
- Beriet, P.; Knapp, A.; Brink, A.; Scherge, M.; Blaszczyk, M.; Möndel, A.; Seidel, K.; Ziegler, G.; Gramm, A.; Gramm, G. Investigations on cylinder liners with new electroplated iron layers. Tribol. Schmier. 2015, 62, 25–32. [Google Scholar]
- Singh, S.K.; Chattopadhyaya, S.; Pramanik, A.; Kumar, S.; Basak, A.K. Effect of lubrication on the wear behaviour of CrN coating deposited by PVD process. Int. J. Surf. Sci. Eng. 2019, 13, 60–78. [Google Scholar] [CrossRef]
- Kincaid, R.W.; Witherspoon, F.D. High Velocity Pulsed Wire-Arc Spray. In Proceedings of the International Thermal Spray Conference 2000, Montreal, QC, Canada, 8–11 May 2000; pp. 663–668. [Google Scholar]
- Bolot, R.; Liao, H.; Mateus, C.; Coddet, C.; Bordes, J.-M. Optimization of a rotating twin wire-arc spray gun. J. Therm. Spray Technol. 2007, 16, 783–790. [Google Scholar] [CrossRef]
- Rao, V.D.N.; Boyer, B.A.; Kabat, D.M.; Cikanek, H.A. Low cost plasmaspray coating as an alternative to cast iron cylinder liner in aluminum engines, American Society of Mechanical Engineers. Intern. Combust. Engine Div. 2000, 33, 165–168. [Google Scholar]
- Hwang, B.; Ahn, J.; Lee, S. Correlation of microstructure and wear resistance of ferrous coatings fabricated by atmospheric plasma spraying. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2002, 33, 2933–2945. [Google Scholar] [CrossRef] [Green Version]
- Cook, D.; Verpoort, C.; Kowalsky, K.; Dicks, R. Thermal spray of cylinder bores with the ford PTWA process. VDI BerichteIssue 2003, 1764, P151–P158. [Google Scholar]
- Bobzin, K.; Ernst, F.; Richardt, K.; Schlaefer, T.; Verpoort, C.; Flores, G. Thermal spraying of cylinder bores with the Plasma Transferred Wire Arc process. Surf. Coat. Technol. 2008, 202, 4438–4443. [Google Scholar] [CrossRef]
- Heuberger, A.; Izquierdo, P.; Haug, T.; Wittrowski, T.; Lampmann, F. Twin wire arc spraying as a new coating technology for liner-free cylinder bores. Weld. Cut. 2004, 3, 356–361. [Google Scholar]
- Darut, G.; Liao, H.; Coddet, C.; Bordes, J.M.; Diaby, M. Steel coating application for engine block bores by Plasma Transferred Wire Arc spraying process. Surf. Coat. Technol. 2015, 268, 115–122. [Google Scholar] [CrossRef]
- Lee, J.; Kim, J.; Lee, C. Effects of carbon contents and gas type on hardness and wear resistance of ferrous coating fabricated by twin wire arc spray process. Proc. Int. Therm. Spray Conf. 2017, 1, 235–238. [Google Scholar]
- Byrnes, L.; Kramer, M.; Flores, G. HVOF-coating and honing of cylinder bores: Method and apparatus for the application of thermal spray coatings onto aluminium engine cylinder bores and final honing process. VDI BerichteIssue 2003, 1764, 97–110. [Google Scholar]
- Edrisy, A.; Perry, T.; Alpas, A.T. Investigation of scuffing damage in aluminum engines with thermal spray coatings. Wear 2005, 259, 1056–1062. [Google Scholar] [CrossRef]
- Biyiklioğlu, O.; Tat, M.E. Tribological assessment of NiCr, Al2O3/TiO2, and Cr3C2/NiCr coatings applied on a cylinder liner of a heavy-duty diesel engine. Int. J. Engine Res. 2021, 22, 2267–2280. [Google Scholar] [CrossRef]
- Barbezat, G. The state of the art of the ROTAPLASMA technology for the internal coating of cylinder bore for the automotive industry. In Proceedings of the International Conference on Advances in Surface Treatment Research and Applications, ASTRA 2004, Hyderabad, India, 3–6 November 2003; pp. 650–653. [Google Scholar]
- McCullough, R. Sulzer Metco SUMEBore technology targets cylinder bore coating applications. Adv. Mater. Process. 2010, 168, 38–41. [Google Scholar]
- Barbezat, G. Advanced thermal spray technology and coating for lightweight engine blocks for the automotive industry. Surf. Coat. Technol. 2005, 200, 1990–1993. [Google Scholar] [CrossRef]
- Uozato, S.; Nakata, K.; Ushio, M. Evaluation of ferrous powder thermal spray coatings on diesel engine cylinder bores. Surf. Coat. Technol. 2005, 200, 2580–2586. [Google Scholar] [CrossRef]
- Vencl, A.; Mrdak, M.; Banjac, M. Correlation of microstructures and tribological properties of ferrous coatings deposited by atmospheric plasma spraying on Al-Si cast alloy substrate. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2009, 40, 398–405. [Google Scholar] [CrossRef]
- Liu, E.; Wang, F.; Du, S.; Zeng, Z.; Du, H.; Bai, Y. Effect of Cr2O3 on the microstructure and tribological performance of sprayed Fe-based coating on cylinder liner. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2020, 234, 435–447. [Google Scholar] [CrossRef]
- Song, E.P.; Hwang, B.; Lee, S.; Kim, N.J.; Ahn, J. Correlation of microstructure with hardness and wear resistance of stainless steel blend coatings fabricated by atmospheric plasma spraying. Mater. Sci. Eng. A 2006, 429, 189–195. [Google Scholar] [CrossRef]
- Lee, I.; Park, H.; Kim, J.; Lee, C. Correlation of microstructure with tribological properties in atmospheric plasma sprayed Mo-added ferrous coating. Surf. Coat. Technol. 2016, 307, 908–914. [Google Scholar] [CrossRef]
- Pandey, S.M.; Murtaza, Q.; Walia, R.S. Study of dry wear behavior and morphological characteristic of 60%Mo-20%NiCr-10%CrC-10%Mo+Fe based alloy coating by atmospheric plasma spray technique. Adv. Mater. Process. Technol. 2017, 3, 393–406. [Google Scholar] [CrossRef]
- Mao, J.Y.; Zheng, W.G. Research on laser remelting of plasma sprayed ceramic nanometer coatings on the inner wall of the cylinder liner. Adv. Mater. Res. 2014, 912–914, 301–304. [Google Scholar]
- Liu, L.; Xu, H.; Xiao, J.; Wei, X.; Zhang, G.; Zhang, C. Effect of heat treatment on structure and property evolutions of atmospheric plasma sprayed NiCrBSi coatings. Surf. Coat. Technol. 2017, 325, 548–554. [Google Scholar] [CrossRef]
- Tang, L.; Kang, J.-J.; He, P.-F.; Ding, S.-Y.; Chen, S.-Y.; Liu, M.; Xiong, Y.-C.; Ma, G.-Z.; Wang, H.-D. Effects of spraying conditions on the microstructure and properties of NiCrBSi coatings prepared by internal rotating plasma spraying. Surf. Coat. Technol. 2019, 374, 625–633. [Google Scholar] [CrossRef]
- Wang, X.; Sun, X.D.; Liu, E.Y.; Zhou, Z.M.; Zeng, Z.X.; Wu, X.D. Microstructure and tribological properties of Ni-base coatings under different lubrication conditions. Mater. Sci. Forum 2015, 816, 54–63. [Google Scholar]
- Hoffmeister, H.-W.; Grosse, T.; Gerdes, A. Investigation of the influence of different process setting parameters on the surface formation at honing of thermally sprayed layers. Procedia CIRP 2012, 1, 371–376. [Google Scholar] [CrossRef] [Green Version]
- Ernst, F.; Kube, D.; Klaus, G. Casting requirements on light metal crankcases for thermally sprayed Fe-based bore coatings. In Proceedings of the International Thermal Spray Conference, Houston, TX, USA, 21–24 May 2012; pp. 93–97. [Google Scholar]
- Myalska, H.; Szymański, K.; Moskal, G. Microstructure and properties of WC-Co HVAF coatings obtained from standard, superfine and modified by sub-micrometric carbide powders. Arch. Metall. Mater. 2015, 60, 759–766. [Google Scholar] [CrossRef]
- Myalska, H.; Moskal, G.; Szymański, K. Microstructure and properties of WC-Co coatings, modified by sub-microcrystalline carbides, obtained by different methods of high velocity spray processes. Surf. Coat. Technol. 2014, 260, 303–309. [Google Scholar] [CrossRef]
- Sosnowy, P.; Góral, M.; Kotowski, S.; Hanula, G.; Gwizdała, J.; Drzał, J.; Kobylarz, M.; Borowski, P.; Gargała, R. The influence of temperature on erosion resistance of carbide coatings deposited by APS method. Solid State Phenom. 2015, 227, 251–254. [Google Scholar]
- Goral, M.; Pytel, M.; Sosnowy, P.; Kotowski, S.; Drajewicz, M. Microstructural characterization of thermal barrier coatings deposited by APS and LPPS thin film methods. Solid State Phenom. 2013, 197, 1–5. [Google Scholar]
- Kubaszek, T.; Góral, M.; Różański, R.; Szczepański, Ł. Influence of plasma spraying conditions on the microstructure and functional properties of WC-Cr-Ni metaloceramic layers. J. Met. Mater. 2019, 71, 3–7. [Google Scholar] [CrossRef]
- Pędrak, P.; Dychtoń, K.; Drajewicz, M.; Góral, M. Synthesis of Gd2Zr2O7 Coatings Using the Novel Reactive PS-PVD Process. Coatings 2021, 11, 1208. [Google Scholar] [CrossRef]
- Kumari, K.; Anand, K.; Bellacci, M.; Giannozzi, M. Effect of microstructure on abrasive wear behavior of thermally sprayed WC-10Co-4Cr coatings. Wear 2010, 268, 1309–1319. [Google Scholar] [CrossRef]
- Kim, H.-J.; Lee, C.-H.; Hwang, S.-Y. Fabrication of WC-Co coatings by cold spray deposition. Surf. Coat. Technol. 2005, 191, 335–340. [Google Scholar] [CrossRef]
- Berger, L.-M.; Saaro, S.; Naumann, T.; Kašparova, M.; Zahálka, F. Influence of feedstock powder characteristics and spray processes on microstructure and properties of WC-(W,Cr)2C-Ni hardmetal coatings. Surf. Coat. Technol. 2010, 205, 1080–1087. [Google Scholar] [CrossRef]
- Vinayo, M.E.; Kassabji, F.; Guyonnet, J.; Fauchais, P. Plasma sprayed WC-Co coatings: Influence of spray conditions (atmospheric and low pressure plasma spraying) on the crystal structure, porosity and hardness. J. Vac. Sci. Technol. A Vac. Surf. Films 1986, 3, 2483–2489. [Google Scholar] [CrossRef]
- Subrahmanyam, J.; Srivastava, M.P.; Sivakumar, R. Characterization of plasma-sprayed WC-Co coatings. Mater. Sci. Eng. 1986, 84, 209–214. [Google Scholar] [CrossRef]
- Rastegar, F.; Richardson, D.E. Alternative to chrome: HVOF cermet coatings for high horse power diesel engine. Surf. Coat. Technol. 1997, 90, 156–163. [Google Scholar] [CrossRef]
- Grabon, W.; Koszela, W.; Pawlus, P.; Ochwat, S. Improving tribological behaviour of piston ring–cylinder liner frictional pair by liner surface texturing. Tribol. Int. 2013, 61, 102–108. [Google Scholar] [CrossRef]
- Grabon, W.; Pawlus, P.; Wos, S.; Koszela, W.; Wieczorowski, M. Effects of honed cylinder liner surface texture on tribological properties of piston ring-liner assembly in short time tests. Tribol. Int. 2017, 113, 137–148. [Google Scholar] [CrossRef]
- Kim, J.-K.; Xavier, F.-A.; Kim, D.-E. Tribological properties of twin wire arc spray coated aluminum cylinder liner. Mater. Des. 2015, 84, 231–237. [Google Scholar] [CrossRef]
- Kubaszek, T.; Zgódka, P.; Słyś, A.; Góral, M.; Drajewicz, M. The influence of selected plasma spraying parameters on microstructure and porosity of molybdenum coating. Ochr. Przed Koroz. 2022, 65, 312–315. [Google Scholar] [CrossRef]
- Shen, Y.; Yu, B.; Lv, Y.; Li, B. Comparison of Heavy-Duty Scuffing Behavior between Chromium-Based Ceramic Composite and Nickel-Chromium-Molybdenum-Coated Ring Sliding against Cast Iron Liner under Starvation. Materials 2017, 10, 1176. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Grabon, W.; Pawlus, P.; Wos, S.; Koszela, W.; Wieczorowski, M. Evolutions of cylinder liner surface texture and tribological performance of piston ring-liner assembly. Tribol. Int. 2018, 127, 545–556. [Google Scholar] [CrossRef]
- Zhmud, B.; Tomanik, E.; Grabon, W.; Schorr, D.; Brodmann, B. Optimizing the Piston/Bore Tribology: The Role of Surface Specifications, Ring Pack, and Lubricant. Warrendale, PA. SAE Int. 2020. [Google Scholar] [CrossRef]
- Grabon, W.; Pawlus, P.; Wos, S.; Koszela, W.; Wieczorowski, M. Effects of cylinder liner surface topography on friction and wear of liner-ring system at low temperature. Tribol. Int. 2018, 121, 148–160. [Google Scholar] [CrossRef]
- Grabon, W.A. A new approach to the description of height distribution of plateau honed cylinder liner surface texture during the initial stage of wear. Wear 2018, 408–409, 34–42. [Google Scholar] [CrossRef]
- Wang, Q.; Zhang, Y.; Ding, X.; Wang, S.; Ramachandran, C.S. Effect of WC Grain Size and Abrasive Type on the Wear Performance of HVOF-Sprayed WC-20Cr3C2-7Ni Coatings. Coatings 2020, 10, 660. [Google Scholar] [CrossRef]
- Szala, M.; Walczak, M.; Świetlicki, A. Effect of Microstructure and Hardness on Cavitation Erosion and Dry Sliding Wear of HVOF Deposited CoNiCrAlY, NiCoCrAlY and NiCrMoNbTa Coatings. Materials 2022, 15, 93. [Google Scholar] [CrossRef]
- Ding, X.; Ke, D.; Yuan, C.; Ding, Z.; Cheng, X. Microstructure and Cavitation Erosion Resistance of HVOF Deposited WC-Co Coatings with Different Sized WC. Coatings 2018, 8, 307. [Google Scholar] [CrossRef] [Green Version]
- Brezinová, J.; Landová, M.; Guzanová, A.; Dulebová, Ľ.; Draganovská, D. Microstructure, Wear Behavior and Corrosion Resistance of WC-FeCrAl and WC-WB-Co Coatings. Metals 2018, 8, 399. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Power current, A | 300, 450, 600 |
| Hydrogen/Argon flow rate, NLPM (total flow 73 NLPM) | 2/71, 5/68, 10/63 |
| Powder feed rate, g/min | 10, 20, 30 |
| Carrier gas flow rate, NLPM | 6 |
| Spray distance, mm | 100 |
| Injection nozzle diameter, mm | 1.8 |
| Plasma gun feed rate, mm/s | 1000 |
| Time of deposition, s | 180 |
| Sample Designation * | Sa, µm | Sk, µm | Spk, µm | Svk, µm | Sdq |
|---|---|---|---|---|---|
| A | 0.94 | 2.41 | 1.44 | 2.23 | 0.11 |
| B | 0.70 | 2.05 | 0.41 | 1.36 | 0.094 |
| C | 0.50 | 1.45 | 0.28 | 1.01 | 0.079 |
| D | 0.39 | 1.02 | 0.21 | 0.98 | 0.067 |
| Reciprocating Frequency | 5 Hz | 7.5 Hz | 10 Hz | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Sample Type * | Time [min] | |||||||||
| 0 | 15 | 30 | 60 | 88 | 90 | 120 | 150 | 178 | 180 | |
| A | 0.66 | 2.02 | 2.70 | 2.72 | 3.44 | 4.29 | 3.64 | 5.09 | 4.38 | 0.74 |
| B | 3.10 | 1.87 | 1.25 | 0.00 | 0.63 | 1.93 | 1.93 | 1.93 | 2.58 | 6.90 |
| C | 4.44 | 5.68 | 4.44 | 4.44 | 1.92 | 1.32 | 0.66 | 1.32 | 2.63 | 1.40 |
| D | 7.72 | 6.78 | 8.25 | 5.45 | 6.12 | 4,37 | 5.23 | 5.83 | 5.63 | 9.00 |
| Counter-Samples Co-Operating with Samples * | Average Weight before Tribological Test, g | Average Weight after Tribological Test, g | Average Relative Weight Loss, % |
|---|---|---|---|
| A | 0.9391 | 0.9382 | 0.10 |
| B | 1.1170 | 1.0913 | 2.30 |
| C | 1.1355 | 1.1179 | 1.56 |
| D | 1.1291 | 1.1137 | 1.36 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Goral, M.; Kubaszek, T.; Grabon, W.A.; Grochalski, K.; Drajewicz, M. The Concept of WC-CrC-Ni Plasma-Sprayed Coating with the Addition of YSZ Nanopowder for Cylinder Liner Applications. Materials 2023, 16, 1199. https://0-doi-org.brum.beds.ac.uk/10.3390/ma16031199
Goral M, Kubaszek T, Grabon WA, Grochalski K, Drajewicz M. The Concept of WC-CrC-Ni Plasma-Sprayed Coating with the Addition of YSZ Nanopowder for Cylinder Liner Applications. Materials. 2023; 16(3):1199. https://0-doi-org.brum.beds.ac.uk/10.3390/ma16031199
Chicago/Turabian StyleGoral, Marek, Tadeusz Kubaszek, Wieslaw A. Grabon, Karol Grochalski, and Marcin Drajewicz. 2023. "The Concept of WC-CrC-Ni Plasma-Sprayed Coating with the Addition of YSZ Nanopowder for Cylinder Liner Applications" Materials 16, no. 3: 1199. https://0-doi-org.brum.beds.ac.uk/10.3390/ma16031199