
Utilization of Gasification Coarse Slag Powder as Cement Partial Replacement: Hydration Kinetics Characteristics, Microstructure and Hardening Properties
Abstract
:1. Introduction
2. Materials and Methods
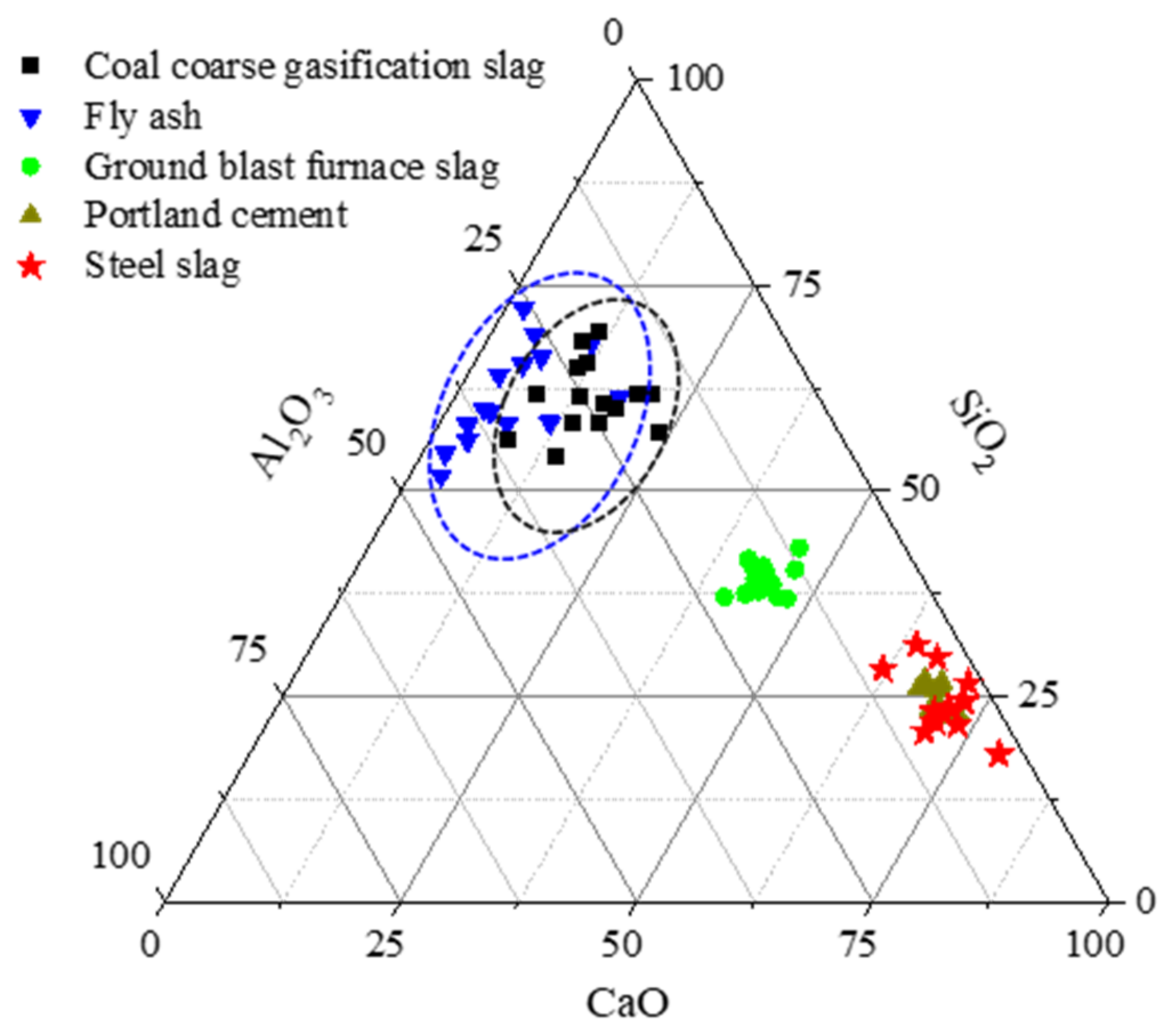
2.1. Materials
2.2. Methods
2.2.1. Dissolution Testing of the GFS Powder
2.2.2. Preparation of Blended Cement and Mortars Containing the GFS Powder
2.2.3. Performance Testing of the Blended Cement Containing GFS Powder
3. Results and Discussion
3.1. Analysis of the Dissolution Characteristics of the GFS Powder
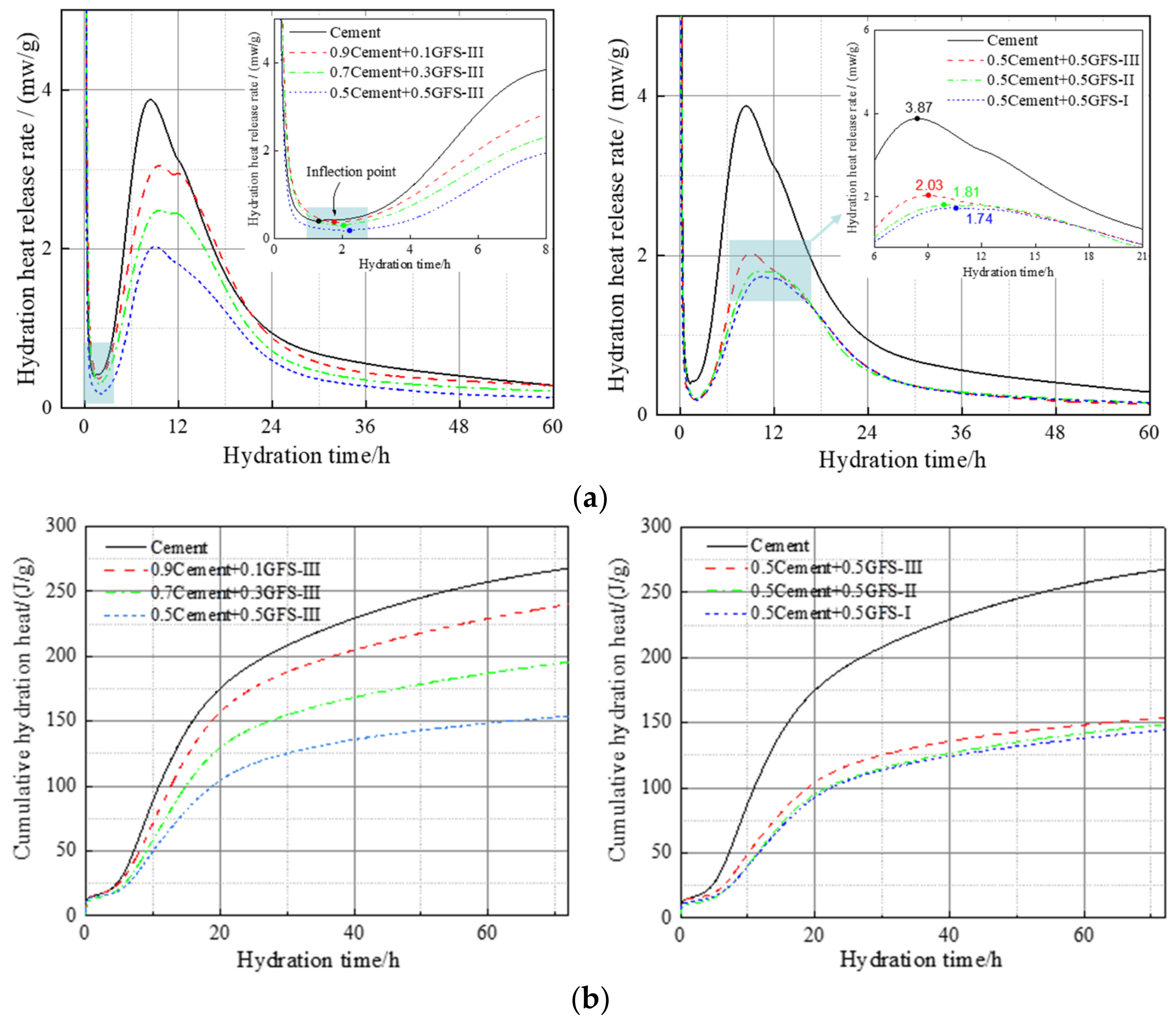
3.2. Effect of GFS Powder on the Hydration Heat Release of the Blended Cement
3.3. Kinetics of the Initial Hydration of the Blended Cement Containing GFS Powder
3.4. Degree of Reaction of Blended Cement and GFS Powder
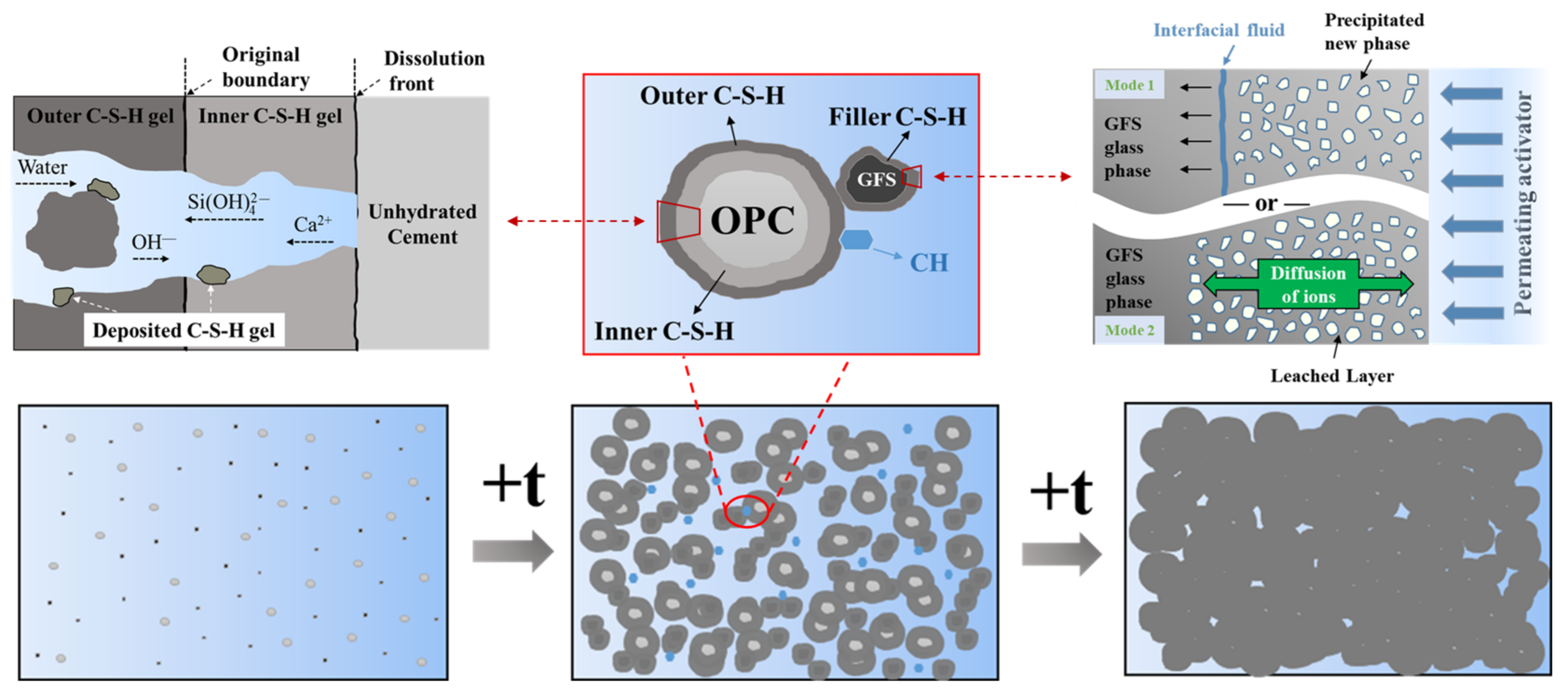
3.5. Effect of GFS Powder on the Microstructures and Compositions of the Cement Hydration Products
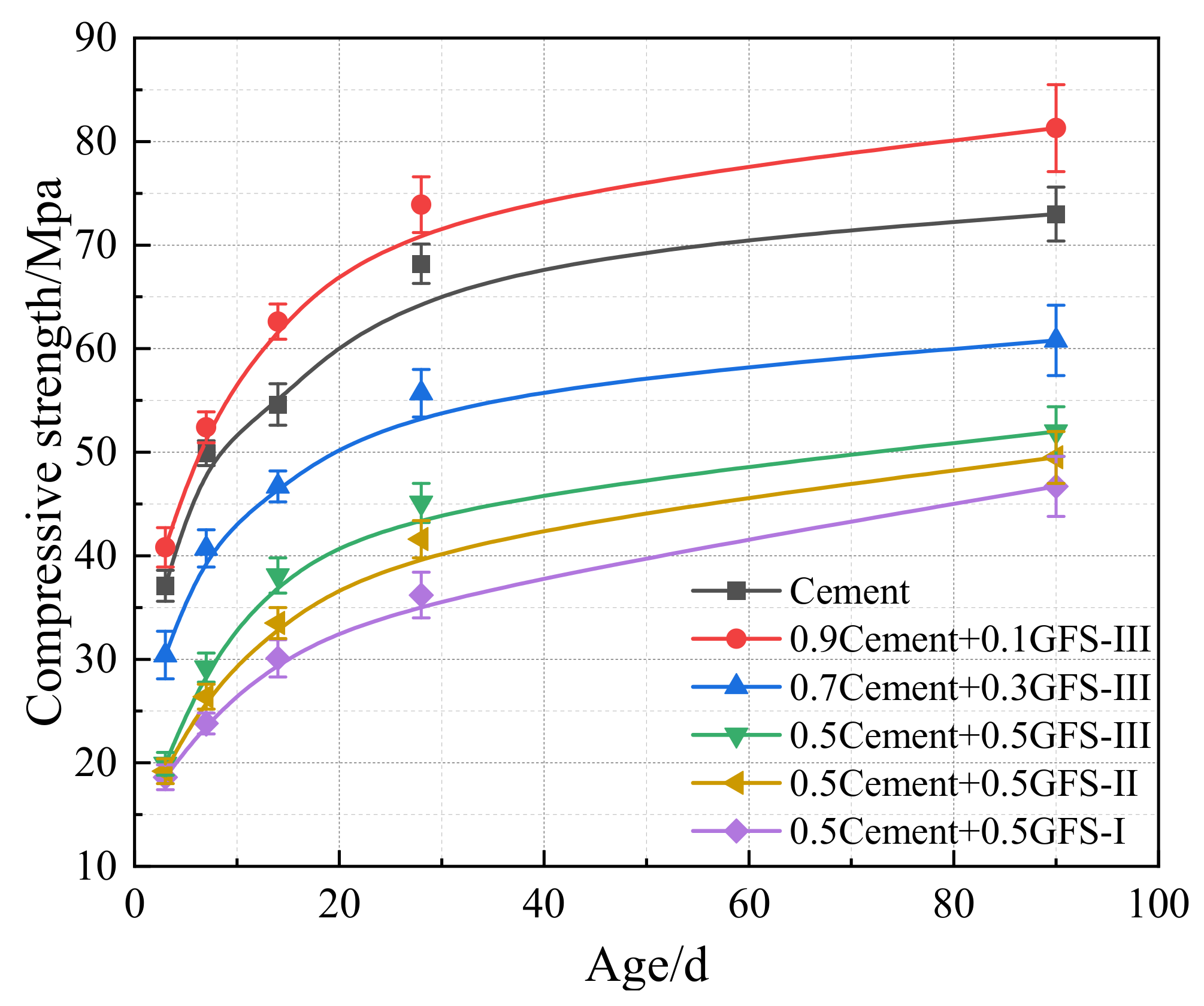
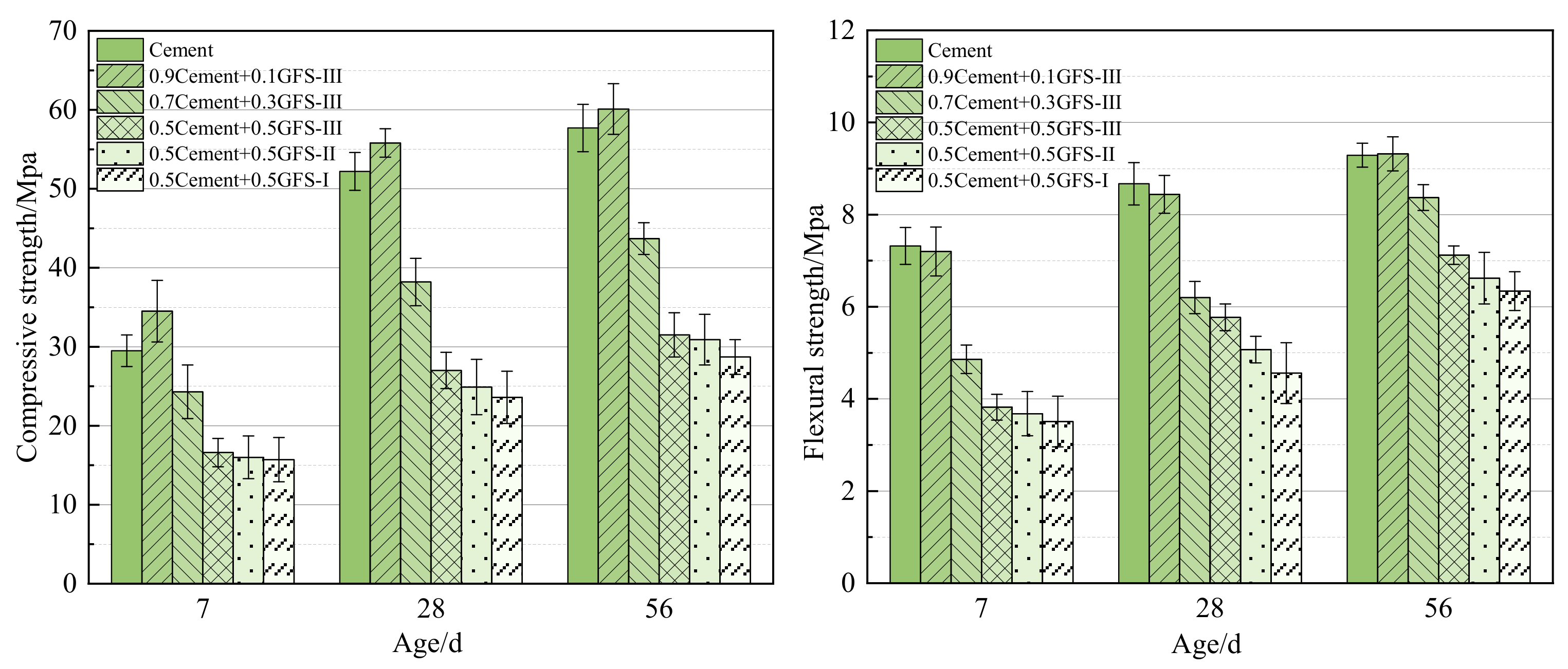
3.6. Effect of GFS Powder on the Strength of the Blended Cement and Mortar
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Crowe, J.A.; Li, R. Is the just transition socially accepted? Energy history, place, and support for coal and solar in Illinois, Texas, and Vermont. Energy Res. Soc. Sci. 2019, 59, 101309. [Google Scholar] [CrossRef]
- Hassan, A.S. Coal mining and environmental sustainability in South Africa: Do institutions matter? Environ. Sci. Pollut. Res. 2022, 30, 20431–20449. [Google Scholar] [CrossRef] [PubMed]
- Stanek, W.; Czarnowska, L.; Pikon, K.; Bogacka, M. Thermo-ecological cost of hard coal with inclusion of the whole life cycle chain. Energy 2015, 92, 341–348. [Google Scholar] [CrossRef]
- Bloch, H.; Rafiq, S.; Salim, R. Economic growth with coal, oil and renewable energy consumption in China: Prospects for fuel substitution. Econ. Model. 2015, 44, 104–115. [Google Scholar] [CrossRef] [Green Version]
- Akbarzadeh, H.; Chalaturnyk, R.J. Sequentially coupled flow-geomechanical modeling of underground coal gasification for a three-dimensional problem. Mitig. Adapt. Strateg. Glob. Change 2016, 21, 577–594. [Google Scholar] [CrossRef]
- Herdem, M.S.; Farhad, S.; Dincer, I.; Hamdullahpur, F. Thermodynamic modeling and assessment of a combined coal gasification and alkaline water electrolysis system for hydrogen production. Int. J. Hydrog. Energy 2014, 39, 3061–3071. [Google Scholar] [CrossRef]
- Kumari, G.; Vairakannu, P. CO2-O-2 dry reforming based underground coal gasification using low and high ash Indian coals. Fuel 2018, 216, 301–312. [Google Scholar] [CrossRef]
- Guo, Y.; Zhang, Y.; Zhao, X.; Xu, J.; Qiu, G.; Jia, W.; Wu, J.; Guo, F. Multifaceted evaluation of distribution, occurrence, and leaching features of typical heavy metals in different-sized coal gasification fine slag from Ningdong region, China: A case study. Sci. Total Environ. 2022, 831, 154726. [Google Scholar] [CrossRef]
- Wan, Z.; Duan, L.; Hu, X.; Li, X.; Fang, L.; Guo, Q.; Sun, D. Removal of mercury from flue gas using coal gasification slag. Fuel Process. Technol. 2022, 231, 107258. [Google Scholar] [CrossRef]
- Xin, J.; Liu, L.; Xu, L.; Wang, J.; Yang, P.; Qu, H. A preliminary study of aeolian sand-cement-modified gasification slag-paste backfill: Fluidity, microstructure, and leaching risks. Sci. Total Environ. 2022, 830, 154766. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, Y.; Zhang, J.; Zuo, J.; Zhang, J.; Qiu, F.; Wei, C.; Miao, S. Preparation of mesoporous coal gasification slag and applications in polypropylene resin reinforcement and deodorization. Powder Technol. 2021, 386, 437–448. [Google Scholar] [CrossRef]
- Ishiga, T.; Kiso, F.; Suetsugu, A.; Utano, M.; Yamashita, H.; Ueki, Y.; Yoshiie, R.; Naruse, I. Heating technique of slag-tapping hole in high-temperature coal gasifier. Fuel Process. Technol. 2015, 138, 100–108. [Google Scholar] [CrossRef]
- Li, Z.; Zhang, Y.; Zhao, H.; Chen, H.; He, R. Structure characteristics and composition of hydration products of coal gasification slag mixed cement and lime. Constr. Build. Mater. 2019, 213, 265–274. [Google Scholar] [CrossRef]
- Zhu, D.; Miao, S.; Xue, B.; Jiang, Y.; Wei, C. Effect of Coal Gasification Fine Slag on the Physicochemical Properties of Soil. Water Air Soil Pollut. 2019, 230, 155. [Google Scholar] [CrossRef]
- Wu, Y.-H.; Ma, Y.-L.; Sun, Y.-g.; Xue, K.; Ma, Q.-L.; Ma, T.; Ji, W.-X. Graded synthesis of highly ordered MCM-41 and carbon/zeolite composite from coal gasification fine residue for crystal violet removal. J. Clean. Prod. 2020, 277, 123186. [Google Scholar] [CrossRef]
- Montagnaro, F.; Brachi, P.; Salatino, P. Char-Wall Interaction and Properties of Slag Waste in Entrained-Flow Gasification of Coal. Energy Fuels 2011, 25, 3671–3677. [Google Scholar] [CrossRef]
- Guo, F.; Liu, H.; Guo, Y.; Zhang, Y.; Li, J.; Zhao, X.; Wu, J. Occurrence modes of water in gasification fine slag filter cake and drying behavior analysis-A case study. J. Environ. Chem. Eng. 2020, 9, 104585. [Google Scholar] [CrossRef]
- Yuan, N.; Zhao, A.; Hu, Z.; Tan, K.; Zhang, J. Preparation and application of porous materials from coal gasification slag for wastewater treatment: A review. Chemosphere 2021, 287, 132227. [Google Scholar] [CrossRef]
- Zhang, J.; Zuo, J.; Ai, W.; Zhang, J.; Zhu, D.; Miao, S.; Wei, C. Preparation of mesoporous coal-gasification fine slag adsorbent via amine modification and applications in CO2 capture. Appl. Surf. Sci. 2020, 537, 147938s. [Google Scholar] [CrossRef]
- Ambrosino, F.; Aprovitola, A.; Brachi, P.; Marra, F.S.; Montagnaro, F.; Salatino, P. Entrained-flow gasification of coal under slagging conditions: Relevance of fuel-wall interaction and char segregation to the properties of solid wastes. Fuel 2013, 114, 44–55. [Google Scholar] [CrossRef]
- Nakano, J.; Sridhar, S.; Bennett, J.; Kwong, K.-S.; Moss, T. Interactions of refractory materials with molten gasifier slags. Int. J. Hydrog. Energy 2011, 36, 4595–4604. [Google Scholar] [CrossRef]
- Zhang, J.; Zuo, J.; Yuan, W.; Fu, W.; Zhang, J.; Wei, C. Synthesis and characterization of silver nanoparticle-decorated coal gasification fine slag porous microbeads and their application in antistatic polypropylene composites. Powder Technol. 2022, 410, 117891. [Google Scholar] [CrossRef]
- Tang, Y.; Yin, R.; Ren, Y.; Zhang, J. Preparation of Sialon Powder from Coal Gasification Slag. J. Wuhan Univ. Technol.-Mater. Sci. Ed. 2010, 25, 1044–1046. [Google Scholar] [CrossRef]
- Luo, F.; Jiang, Y.; Wei, C. Potential of decarbonized coal gasification residues as the mineral admixture of cement-based material. Constr. Build. Mater. 2020, 269, 121259. [Google Scholar] [CrossRef]
- Blaisi, N.I.; Roessler, J.G.; Watts, B.E.; Paris, J.; Ferraro, C.C.; Townsend, T.G. Construction material properties of high temperature arc gasification slag as a portland cement replacement. J. Clean. Prod. 2018, 196, 1266–1272. [Google Scholar] [CrossRef]
- Mazurkiewicz, M.; Tkaczewska, E.; Pomykala, R.; Uliasz-Bochenczyk, A. Preliminary determination of the suitability of slags resulting from coal gasification as a pozzolanic raw material. Gospod. Surowcami Miner.-Miner. Resour. Manag. 2012, 28, 5–14. [Google Scholar] [CrossRef]
- Yin, C.; Zhao, J.; Liu, X.; Yu, Z.; Liu, H. Effect of Coal Water Slurry Gasification Slag on Soil Water Physical Characteristics and Properties in Saline-Alkali Soil Improvement. J. Sens. 2022, 2022, 11143. [Google Scholar] [CrossRef]
- Xiang, Y.; Jiao, Y.; Wang, L. Effect of sludge amino acid-modified magnetic coal gasification slag on plant growth, metal availability, and soil enzyme activity. J. Soil Water Conserv. 2020, 75, 515–526. [Google Scholar] [CrossRef]
- Liu, Z.; Guan, D.; Wei, W.; Davis, S.J.; Ciais, P.; Bai, J.; Peng, S.; Zhang, Q.; Hubacek, K.; Marland, G.; et al. Reduced carbon emission estimates from fossil fuel combustion and cement production in China. Nature 2015, 524, 335–338. [Google Scholar] [CrossRef] [Green Version]
- Fang, K.; Wang, D.; Zhao, J.; Zhang, M. Utilization of ladle furnace slag as cement partial replacement: Influences on the hydration and hardening properties of cement. Constr. Build. Mater. 2021, 299, 124265. [Google Scholar] [CrossRef]
- Ostovari, H.; Mueller, L.; Skocek, J.; Bardow, A. From Unavoidable CO2 Source to CO2 Sink? A Cement Industry Based on CO2 Mineralization. Environ. Sci. Technol. 2021, 55, 5212–5223. [Google Scholar] [CrossRef] [PubMed]
- Wan, X.; Jiang, T.; Li, S.; Nie, J. China’s carbon emissions structure and reduction potential on the supply-side and demand-side of energy: Under the background of four influencing factors. PLoS ONE 2021, 16, e0255387. [Google Scholar] [CrossRef] [PubMed]
- Wang, Q.; Sun, S.; Yao, G.; Wang, Z.; Lyu, X. Preparation and characterization of an alkali-activated cementitious material with blast-furnace slag, soda sludge, and industrial gypsum. Constr. Build. Mater. 2022, 340, 127735. [Google Scholar] [CrossRef]
- Zhao, J.; Long, B.; Yang, G.; Cheng, Z.; Liu, Q. Characteristics of alkali-activated slag powder mixing with seawater: Workability, hydration reaction kinetics and mechanism. Case Stud. Constr. Mater. 2022, 17, e01381. [Google Scholar] [CrossRef]
- Zhang, Y.; Liu, Z.; Wang, J.; Shao, C.; Li, J.; Wang, D. Study on the Hydration and Microstructure of B and B/Na Ion-Doped Natural Hydraulic Lime Composed with Silica Fume/Fly Ash. Sustainability 2022, 14, 10484. [Google Scholar] [CrossRef]
- Fu, B.; Cheng, Z.; Wang, D.; Li, N. Investigation on the utilization of coal gasification slag in Portland cement: Reaction kinetics and microstructure. Constr. Build. Mater. 2022, 323, 126587. [Google Scholar] [CrossRef]
- Zhu, Z.; Lian, X.; Zhai, X.; Li, X.; Guan, M.; Wang, X. Mechanical Properties of Ultra-High Performance Concrete with Coal Gasification Coarse Slag as River Sand Replacement. Materials 2022, 15, 7552. [Google Scholar] [CrossRef]
- Luo, F.; Wei, C. Effects of Decarbonized Coal Gasification Coarse Slag and Fine Ash on Properties of Cement Paste as Supplementary Cementitious Materials. J. Mater. Civ. Eng. 2022, 34, 04022281. [Google Scholar] [CrossRef]
- Narmluk, M.; Nawa, T. Effect of fly ash on the kinetics of Portland cement hydration at different curing temperatures. Cem. Concr. Res. 2011, 41, 579–589. [Google Scholar] [CrossRef] [Green Version]
- Dlapa, P.; Bodi, M.B.; Mataix-Solera, J.; Cerda, A.; Doerr, S.H. FT-IR spectroscopy reveals that ash water repellency is highly dependent on ash chemical composition. Catena 2013, 108, 35–43. [Google Scholar] [CrossRef]
- Kucharczyk, S.; Zajac, M.; Stabler, C.; Thomsen, R.M.; Ben Haha, M.; Skibsted, J.; Deja, J. Structure and reactivity of synthetic CaO-Al2O3-SiO2 glasses. Cem. Concr. Res. 2019, 120, 77–91. [Google Scholar] [CrossRef]
- Li, D.; Sun, R.; Wang, D.; Ren, C.; Fang, K. Study on the pozzolanic activity of ultrafine circulating fluidized-bed fly ash prepared by jet mill. Fuel 2021, 291, 120220. [Google Scholar] [CrossRef]
- Gharzouni, A.; Joussein, E.; Samet, B.; Baklouti, S.; Pronier, S.; Sobrados, I.; Sanz, J.; Rossignol, S. The effect of an activation solution with siliceous species on the chemical reactivity and mechanical properties of geopolymers. J. Sol-Gel Sci. Technol. 2015, 73, 250–259. [Google Scholar] [CrossRef]
- El Fami, N.; Ez-zaki, H.; Sassi, O.; Boukhari, A.; Diouri, A. Rheology, calorimetry and electrical conductivity related-properties for monitoring the dissolution and precipitation process of cement-fly ash mixtures. Powder Technol. 2022, 411, 117937. [Google Scholar] [CrossRef]
- Zhang, H.; Yang, Z.; Su, Y. Hydration kinetics of cement-quicklime system at different temperatures. Thermochim. Acta 2019, 673, 1–11. [Google Scholar] [CrossRef]
- Ding, Z.; Zhou, J.; Su, Q.; Sun, H.; Zhang, Y.; Wang, Q.; Bian, H.; Dong, F. Hydration Kinetics for Alkaline Activation of Slag from Color Variation Data. Molecules 2021, 26, 3764. [Google Scholar] [CrossRef] [PubMed]
- Liu, L.; Yang, P.; Qi, C.; Zhang, B.; Guo, L.; Song, K.-I. An experimental study on the early-age hydration kinetics of cemented paste backfill. Constr. Build. Mater. 2019, 212, 283–294. [Google Scholar] [CrossRef]
- Newlands, K.C.; Foss, M.; Matschei, T.; Skibsted, J.; Macphee, D.E. Early stage dissolution characteristics of aluminosilicate glasses with blast furnace slag- and fly-ash-like compositions. J. Am. Ceram. Soc. 2017, 100, 1941–1955. [Google Scholar] [CrossRef]
- Zhang, Z.; Liu, Y.; Huang, L.; Yan, P. A new hydration kinetics model of composite cementitious materials, part 1: Hydration kinetic model of Portland cement. J. Am. Ceram. Soc. 2020, 103, 1970–1991. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| SiO2 | Al2O3 | Fe2O3 | CaO | MgO | SO3 | Loss on Ignition | |
|---|---|---|---|---|---|---|---|
| Cement | 20.78 | 5.01 | 3.50 | 63.93 | 2.01 | 2.21 | 1.80 |
| GFS | 54.31 | 18.76 | 6.37 | 8.89 | 2.00 | 3.12 | 2.95 |
| NO. | Sample | Cement | GFS-I | GFS-II | GFS-III | w/b |
|---|---|---|---|---|---|---|
| 1 | Cement | 100 | 0.35 | |||
| 2 | 0.9Cement+0.1GFS-III | 90 | 10 | 0.35 | ||
| 3 | 0.7Cement+0.3GFS-III | 70 | 30 | 0.35 | ||
| 4 | 0.5Cement+0.5GFS-III | 50 | 50 | 0.35 | ||
| 5 | 0.9Cement+0.1GFS-II | 90 | 10 | 0.35 | ||
| 6 | 0.7Cement+0.3GFS-II | 70 | 30 | 0.35 | ||
| 7 | 0.5Cement+0.5GFS-II | 50 | 50 | 0.35 | ||
| 8 | 0.9Cement+0.1GFS-I | 90 | 10 | 0.35 | ||
| 9 | 0.7Cement+0.3GFS-I | 70 | 30 | 0.35 | ||
| 10 | 0.5Cement+0.5GFS-I | 50 | 50 | 0.35 |
| Samples | End Time of the Induction Period /h | Total Heat Release /J/g | Total Theoretical Heat Release /J/g |
|---|---|---|---|
| Cement | 1.36 | 267.67 | 267.67 |
| 0.5Cement+0.5GFS-I | 2.48 | 143.92 | 133.83 |
| 0.5Cement+0.5GFS-II | 2.41 | 145.77 | 133.83 |
| 0.9Cement+0.1GFS-III | 1.89 | 243.66 | 240.90 |
| 0.7Cement+0.3GFS-III | 2.08 | 195.53 | 187.37 |
| 0.5Cement+0.5GFS-III | 2.21 | 153.80 | 133.83 |
| Group | n | K1′ | K2′ | K3′ | Hydration Mechanism | α1 | α2 |
|---|---|---|---|---|---|---|---|
| Cement | 2.272 | 0.06335 | 0.0153 | 0.00367 | NG-I-D | 0.13 | 0.32 |
| 0.9Cement+0.1GFS-III | 1.990 | 0.05681 | 0.0139 | 0.00359 | NG-I-D | 0.18 | 0.34 |
| 0.7Cement+0.3GFS-III | 1.926 | 0.05323 | 0.01425 | 0.00366 | NG-I-D | 0.20 | 0.35 |
| 0.5Cement+0.5GFS-III | 1.914 | 0.05209 | 0.01556 | 0.00478 | NG-I-D | 0.19 | 0.39 |
| 0.5Cement+0.5GFS-II | 1.939 | 0.05177 | 0.01339 | 0.00397 | NG-I-D | 0.15 | 0.35 |
| 0.5Cement+0.5GFS-I | 1.961 | 0.05084 | 0.01331 | 0.00371 | NG-I-D | 0.15 | 0.36 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fang, K.; Wang, D.; Gu, Y. Utilization of Gasification Coarse Slag Powder as Cement Partial Replacement: Hydration Kinetics Characteristics, Microstructure and Hardening Properties. Materials 2023, 16, 1922. https://0-doi-org.brum.beds.ac.uk/10.3390/ma16051922
Fang K, Wang D, Gu Y. Utilization of Gasification Coarse Slag Powder as Cement Partial Replacement: Hydration Kinetics Characteristics, Microstructure and Hardening Properties. Materials. 2023; 16(5):1922. https://0-doi-org.brum.beds.ac.uk/10.3390/ma16051922
Chicago/Turabian StyleFang, Kuizhen, Dongmin Wang, and Yue Gu. 2023. "Utilization of Gasification Coarse Slag Powder as Cement Partial Replacement: Hydration Kinetics Characteristics, Microstructure and Hardening Properties" Materials 16, no. 5: 1922. https://0-doi-org.brum.beds.ac.uk/10.3390/ma16051922