
Effect of Heat Treatment on Microstructure and Mechanical Behavior of Ultrafine-Grained Ti-2Fe-0.1B

Abstract
:1. Introduction
2. Materials and Experimental Procedures
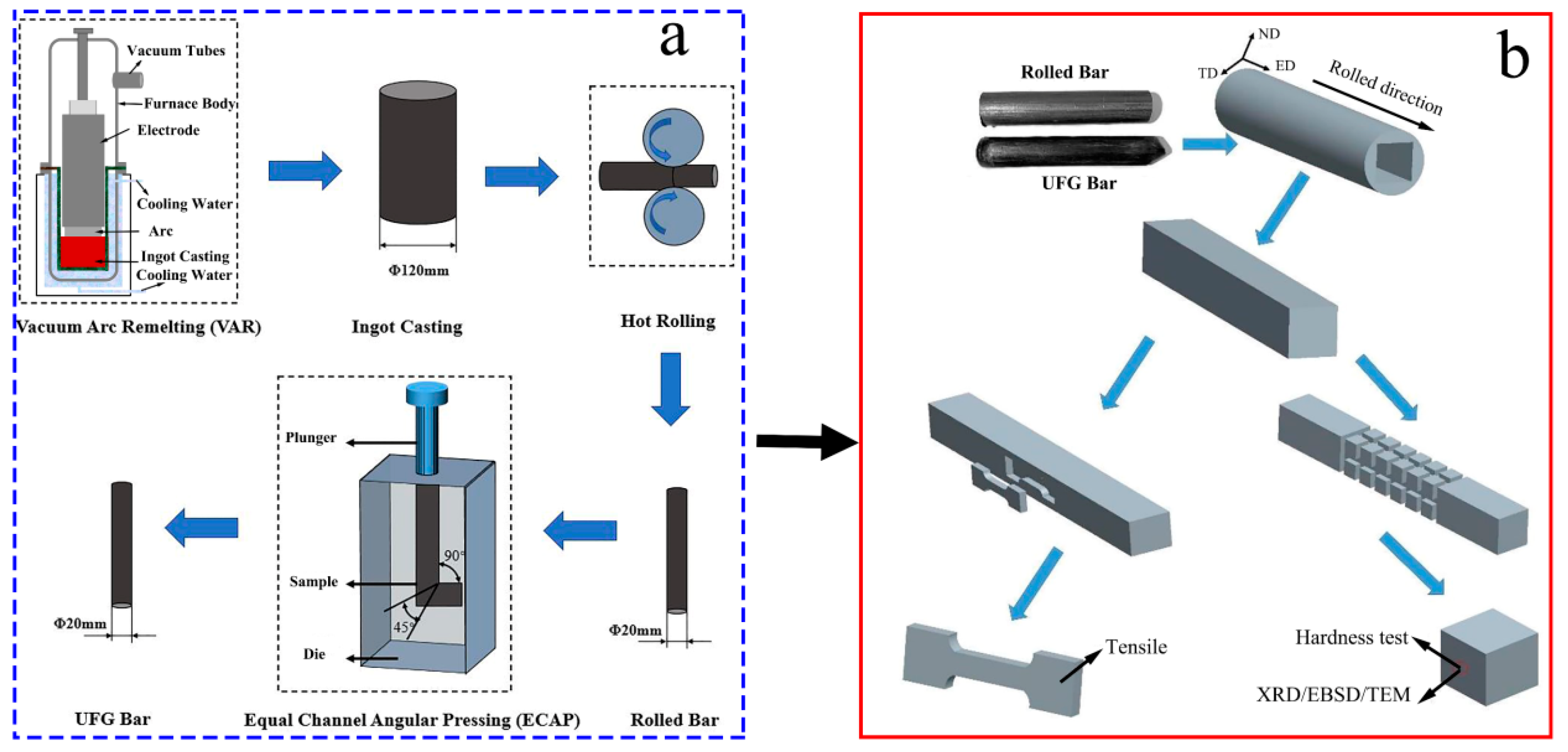
2.1. Materials
2.2. Microstructure Characterization
2.3. Thermal Analysis
2.4. Mechanical Properties Tests
3. Results
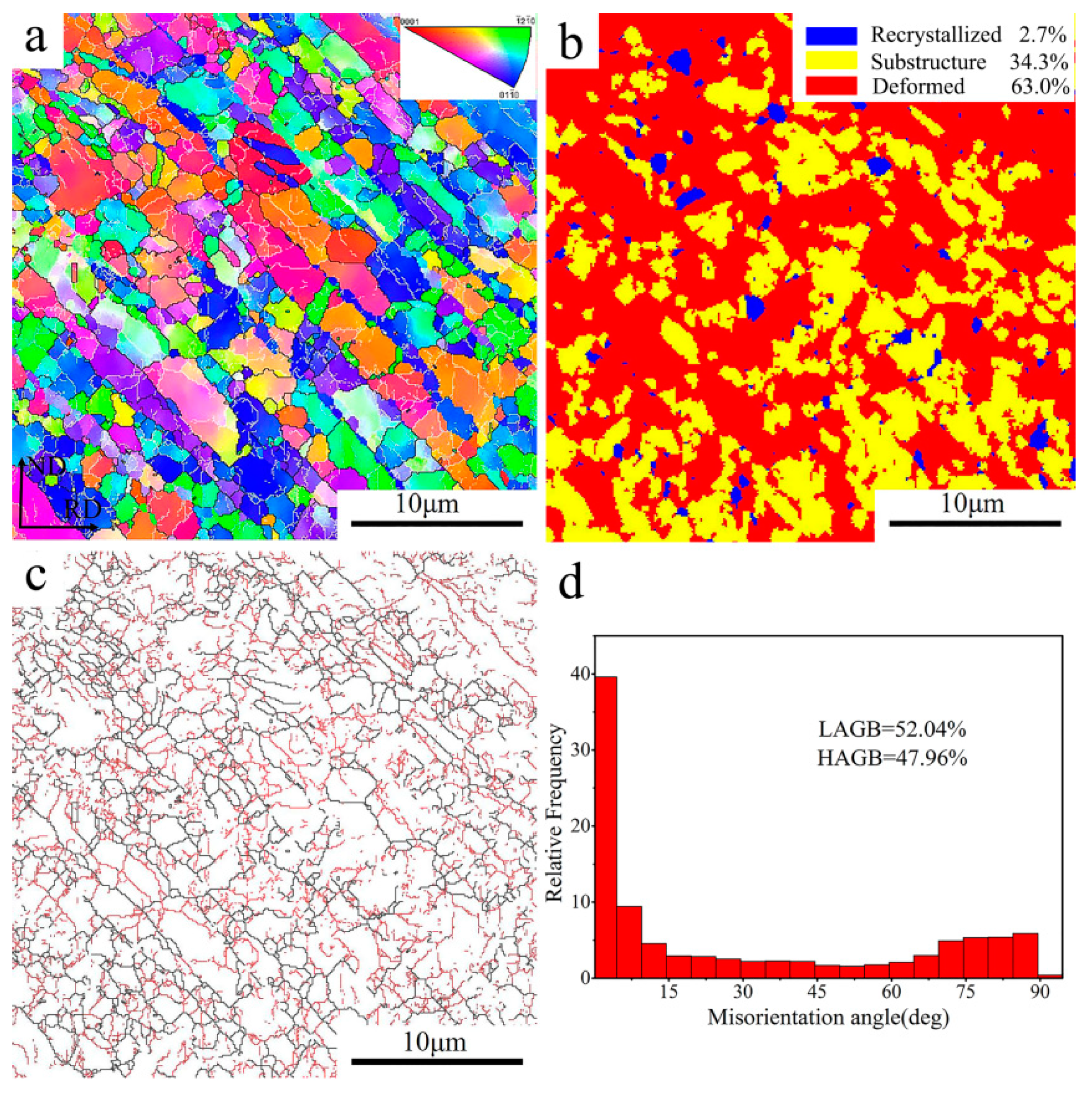
3.1. Initial Microstructure
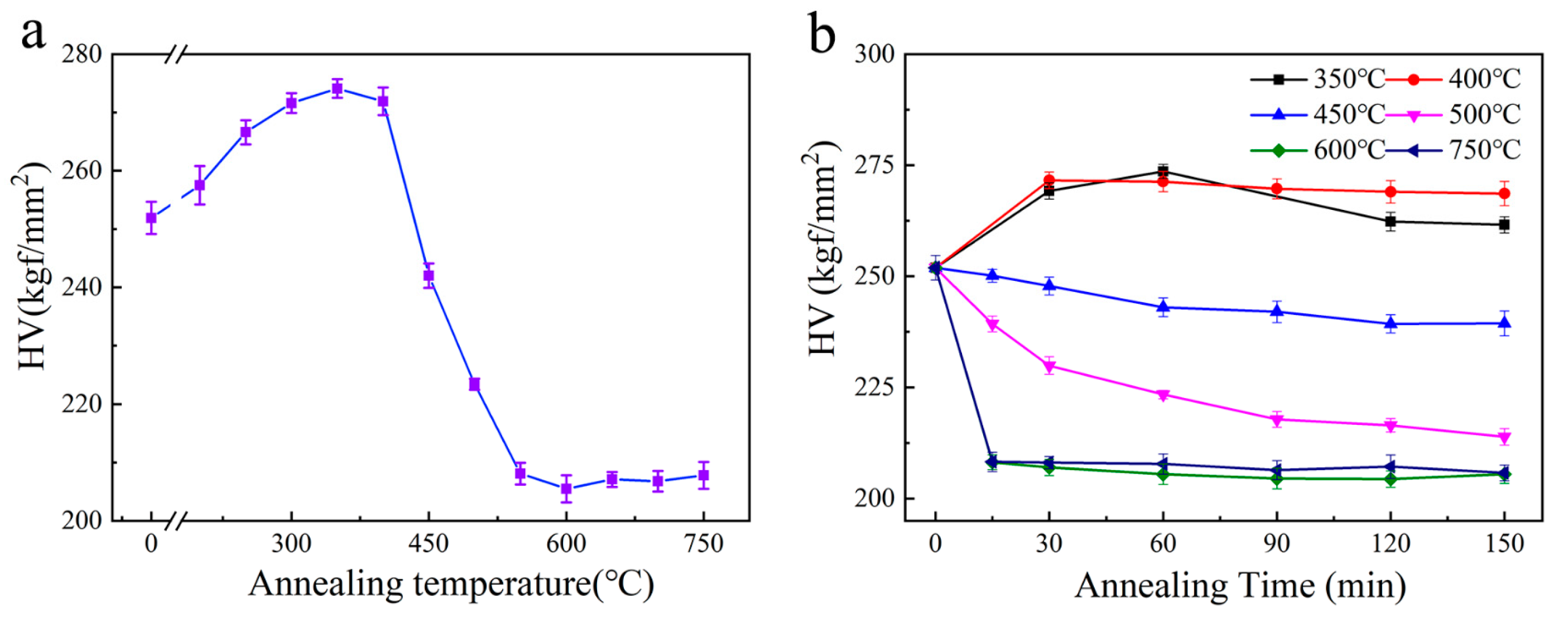
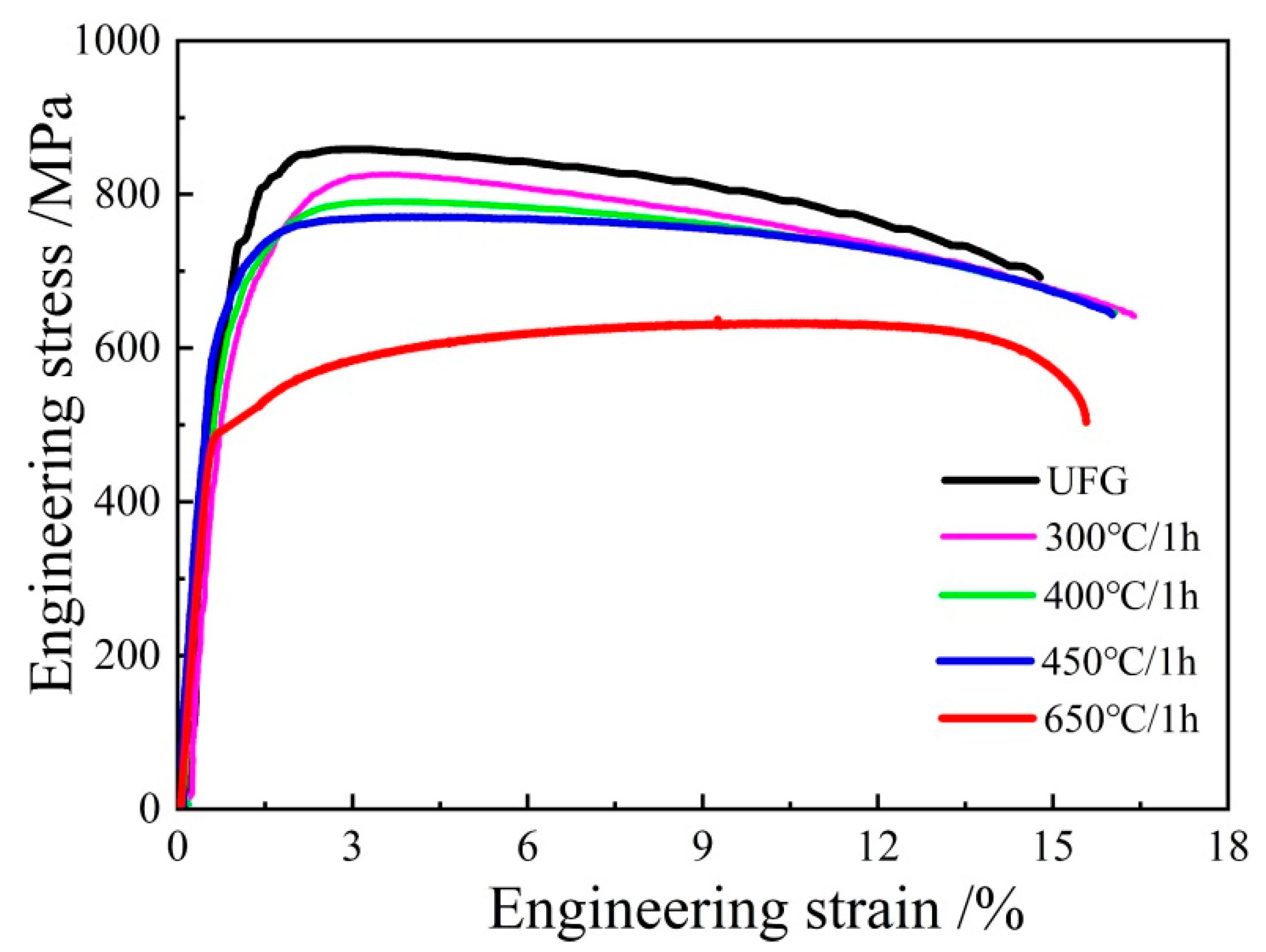
3.2. Mechanical Properties
3.3. Microstructural Stability
4. Discussion
4.1. Dislocation Substructures
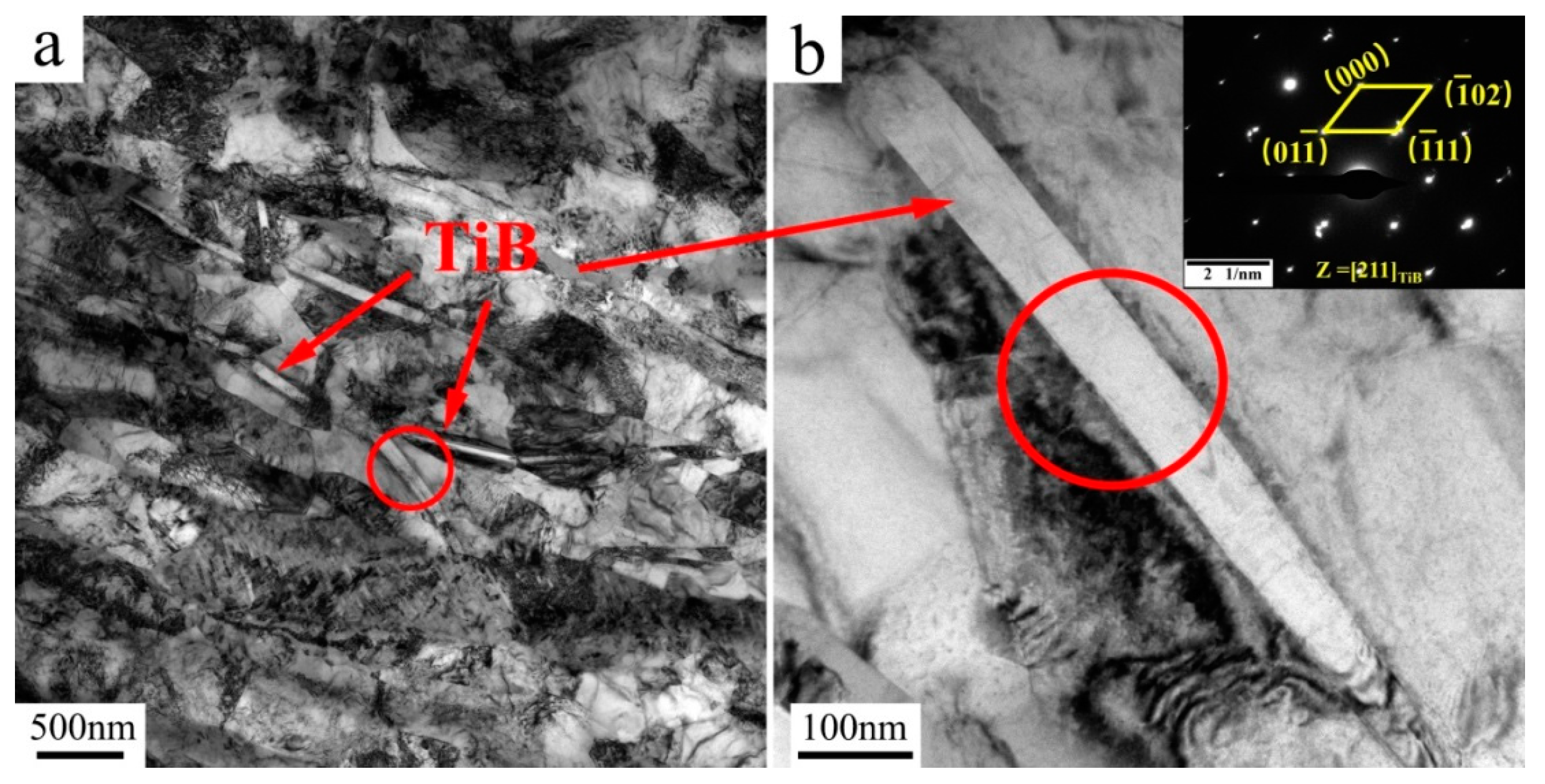
4.2. Effect of TiB Needles
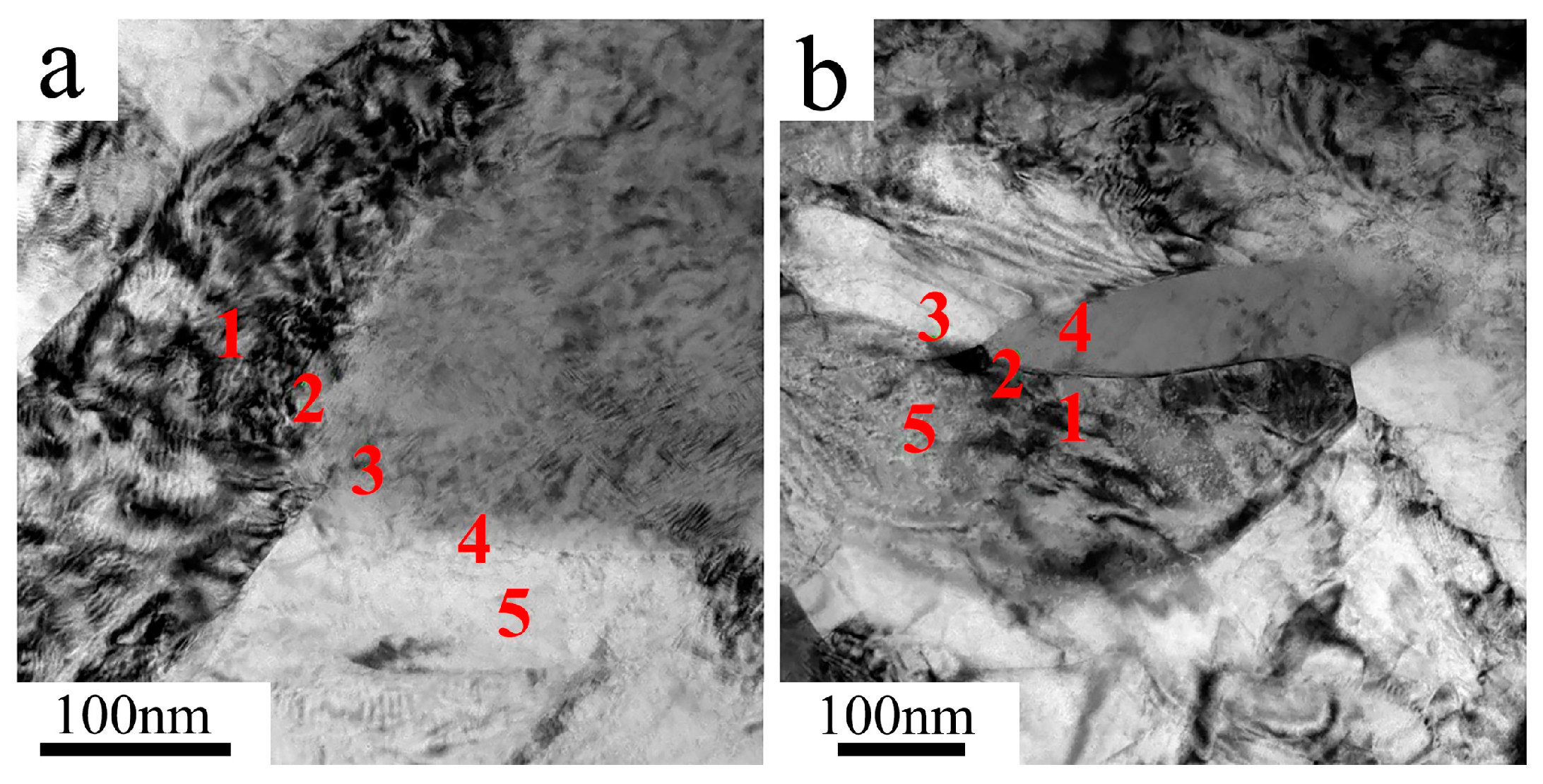
4.3. Segregation of Fe
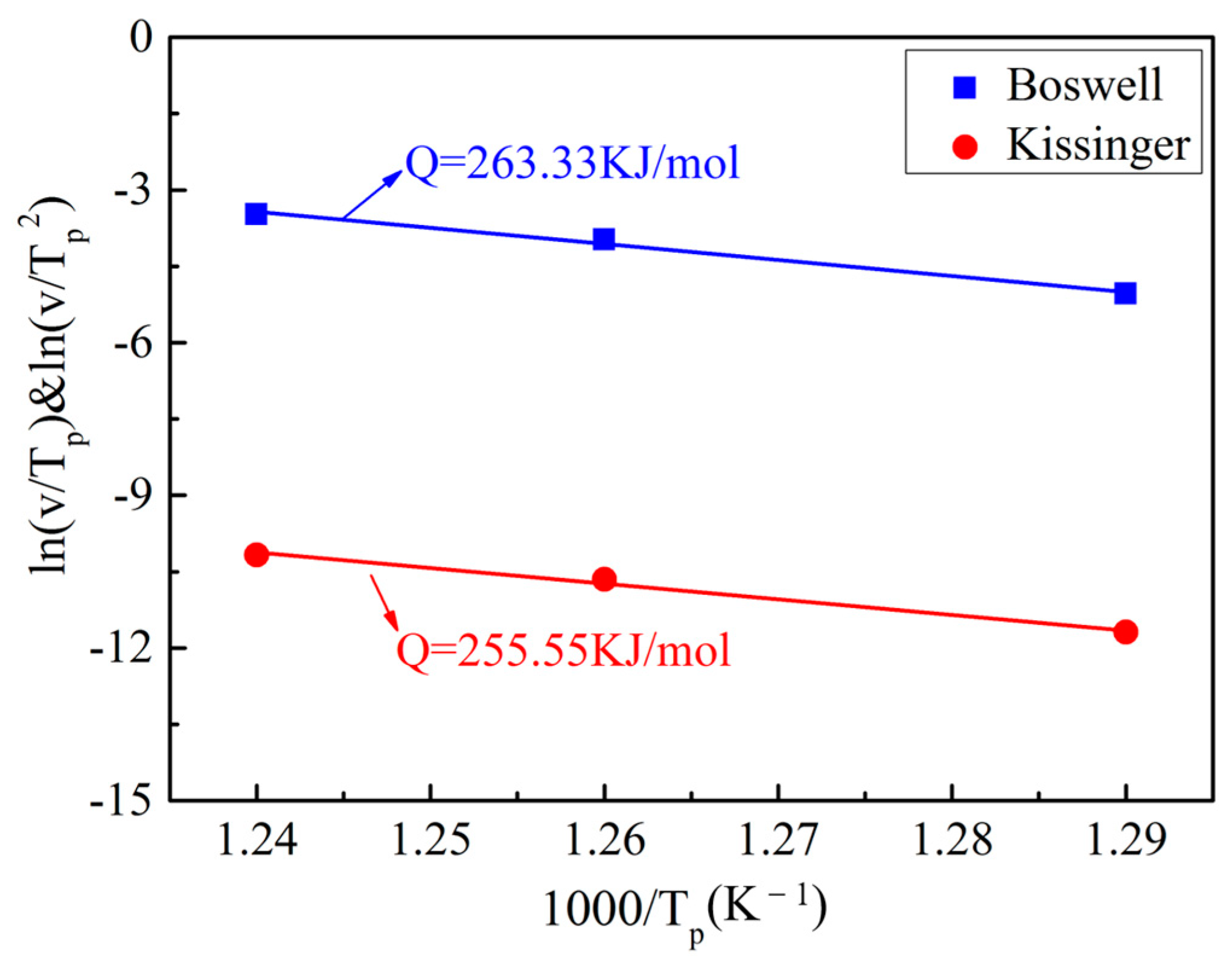
4.4. Thermal Stability
5. Conclusions
- Compared to the as-received UFG state, the microhardness of the sample remains almost unchanged and is kept stable at 242 HV when annealed at 450 °C during a long holding time. A good combination of strength (~786 MPa) and ductility (~16%) can be achieved for the UFG TiFeB alloy after annealing at 450 °C for 60 min.
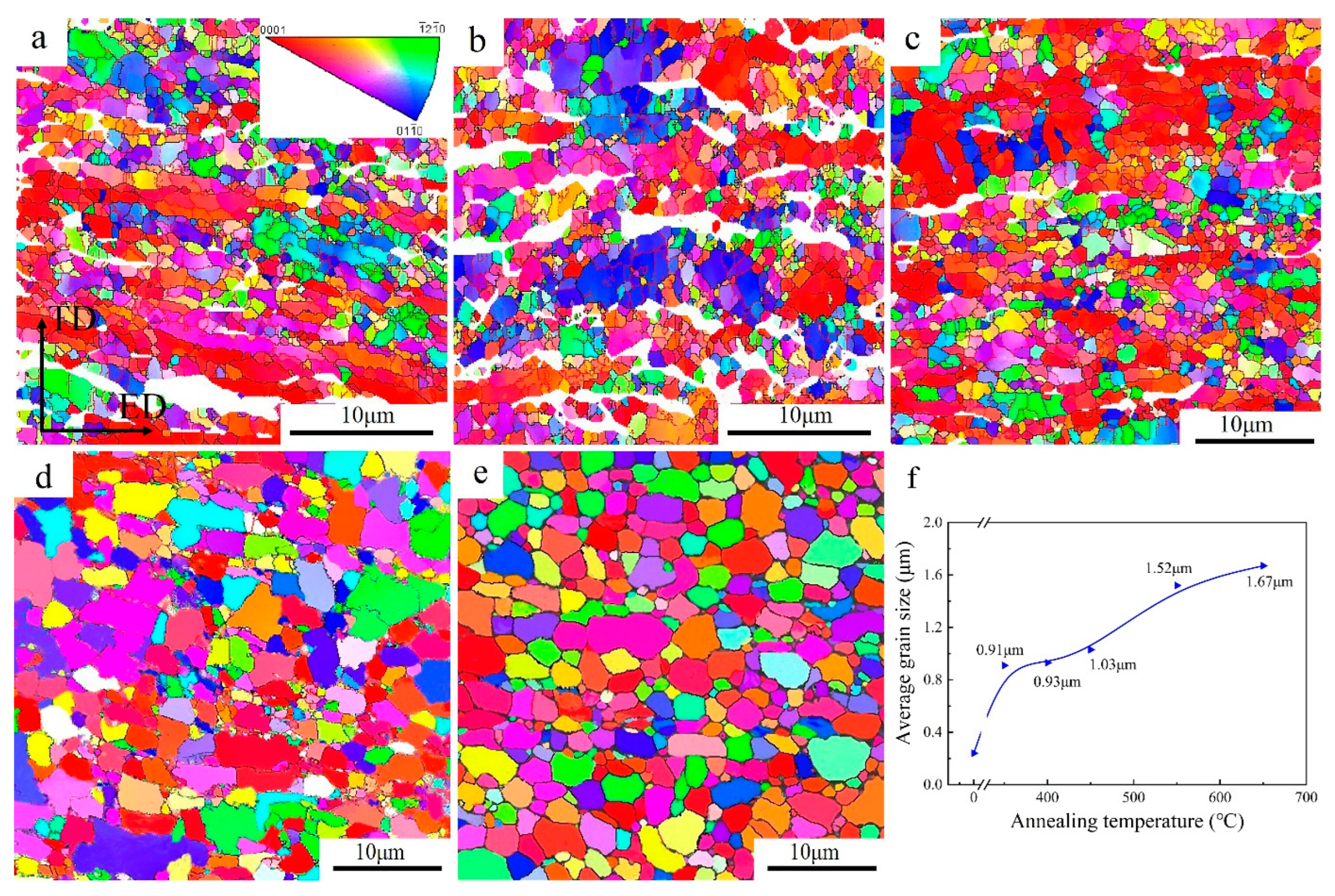
- When 300 °C < AT ≤ 450 °C, the average grain size still maintains an ultrafine level (0.91–1.03 μm), indicating that the UFG TiFeB alloy has a good thermal stability below 450 °C. Combined with the DSC test, the UFG TiFeB alloy has a higher recrystallization activation energy with an average value of 259.44 KJ/mol.
- The Fe enriched at the grain boundaries of the UFG TiFeB alloy was detected after annealing at 450 °C. It was supposed to reduce the stored energy of the materials and the driving force of grain growth, which is beneficial to the thermal stability of the alloy. In addition, the pinning of a small amount of the TiB phase at the grain boundary also contributes to the thermal stability of the alloy.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Valiev, R.Z.; Islamgaliev, R.K.; Alexandrov, I.V. Bulk nanostructured materials from severe plastic deformation. Prog. Mater Sci. 2000, 45, 103–189. [Google Scholar] [CrossRef]
- McFadden, S.X.; Mishra, R.S.; Valiev, R.Z.; Zhilyaev, A.P.; Mukherjee, A.K. Low-temperature superplasticity in nanostructured nickel and metal alloys. Nature 1999, 398, 684–686. [Google Scholar] [CrossRef]
- Sergueeva, A.V.; Stolyarov, V.V.; Valiev, R.Z.; Mukherjee, A.K. Enhanced superplasticity in a Ti-6Al-4V alloy processed by severe plastic deformation. Scr. Mater. 2000, 43, 819–824. [Google Scholar] [CrossRef]
- Semenova, I.P.; Raab, G.I.; Valiev, R.Z. Nanostructured titanium alloys: New developments and application prospects. Nanotechnologies Russ. 2014, 9, 311–324. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Zhilyaev, A.P.; Langdon, T.G. Functional and multifunctional properties of bulk nanostructured materials. In Bulk Nanostructured Materials; Wiley Online Library: Hoboken, NJ, USA, 2013; pp. 387–413. [Google Scholar] [CrossRef]
- Dyakonov, G.S.; Mironov, S.; Enikeev, N.; Semenova, I.P.; Valiev, R.Z.; Semiatin, S.L. Annealing behavior of severely-deformed titanium Grade 4. Mater. Sci. Eng. A 2019, 742, 89–101. [Google Scholar] [CrossRef]
- Chookajorn, T.; Murdoch, H.A.; Schuh, C.A. Design of stable nanocrystalline alloys. Science 2012, 337, 951–954. [Google Scholar] [CrossRef] [Green Version]
- Frolov, T.; Darling, K.A.; Kecskes, L.J.; Mishin, Y. Stabilization and strengthening of nanocrystalline copper by alloying with tantalum. Acta Mater. 2012, 60, 2158–2168. [Google Scholar] [CrossRef]
- Liang, N.; Zhao, Y.; Li, Y.; Topping, T.; Zhu, Y.; Valiev, R.; Lavernia, E. Influence of microstructure on thermal stability of ultrafine-grained Cu processed by equal channel angular pressing. J. Mater. Sci. 2018, 53, 13173–13185. [Google Scholar] [CrossRef]
- Zhang, X.; Misra, A. Superior thermal stability of coherent twin boundaries in nanotwinned metals. Scr. Mater. 2012, 66, 860–865. [Google Scholar] [CrossRef]
- Zhou, X.; Li, X.Y.; Lu, K. Enhanced thermal stability of nanograined metals below a critical grain size. Science 2018, 360, 526–530. [Google Scholar] [CrossRef] [Green Version]
- Dake, J.M.; Krill, C.E. Sudden loss of thermal stability in Fe-based nanocrystalline alloys. Scr. Mater. 2012, 66, 390–393. [Google Scholar] [CrossRef]
- Hoseini, M.; Hamid Pourian, M.; Bridier, F.; Vali, H.; Szpunar, J.A.; Bocher, P. Thermal stability and annealing behaviour of ultrafine grained commercially pure titanium. Mater. Sci. Eng. A 2012, 532, 58–63. [Google Scholar] [CrossRef]
- Chao, Q.; Hodgson, P.D.; Beladi, H. Thermal stability of an ultrafine grained Ti-6Al-4V alloy during post-deformation annealing. Mater. Sci. Eng. A 2017, 694, 13–23. [Google Scholar] [CrossRef]
- Zháňal, P.; Václavová, K.; Hadzima, B.; Harcuba, P.; Stráský, J.; Janeček, M.; Polyakova, V.; Semenova, I.; Hájek, M.; Hajizadeh, K. Thermal stability of ultrafine-grained commercial purity Ti and Ti–6Al–7Nb alloy investigated by electrical resistance, microhardness and scanning electron microscopy. Mater. Sci. Eng., A 2016, 651, 886–892. [Google Scholar] [CrossRef]
- Kilmametov, A.R.; Ivanisenko, Y.; Mazilkin, A.A.; Straumal, B.B.; Gornakova, A.S.; Fabrichnaya, O.B.; Kriegel, M.J.; Rafaja, D.; Hahn, H. The α→ω and β→ω phase transformations in Ti–Fe alloys under high-pressure torsion. Acta Mater. 2018, 144, 337–351. [Google Scholar] [CrossRef]
- Sandlöbes, S.; Korte-Kerzel, S.; Raabe, D. On the influence of the heat treatment on microstructure formation and mechanical properties of near-α Ti-Fe alloys. Mater. Sci. Eng. A 2019, 748, 301–312. [Google Scholar] [CrossRef]
- Deng, G.; Bhattacharjee, T.; Chong, Y.; Zheng, R.; Bai, Y.; Shibata, A.; Tsuji, N. Influence of Fe addition in CP titanium on phase transformation, microstructure and mechanical properties during high pressure torsion. J. Alloys Compd. 2020, 822, 153604. [Google Scholar] [CrossRef]
- Esteban, P.G.; Ruiz-Navas, E.M.; Gordo, E. Influence of Fe content and particle size the on the processing and mechanical properties of low-cost Ti–xFe alloys. Mater. Sci. Eng. A 2010, 527, 5664–5669. [Google Scholar] [CrossRef]
- Niu, J.; Guo, Y.; Li, K.; Liu, W.; Dan, Z.; Sun, Z.; Chang, H.; Zhou, L. Improved mechanical, bio-corrosion properties and in vitro cell responses of Ti-Fe alloys as candidate dental implants. Mater. Sci. Eng. C 2021, 122, 111917. [Google Scholar] [CrossRef]
- Singh, G.; Ramamurty, U. Reprint: Boron modified titanium alloys. Prog. Mater Sci. 2021, 120, 100815. [Google Scholar] [CrossRef]
- Wang, Y.; Li, X.; Alexandrov, I.; Ma, L.; Dong, Y.; Valiev, R.; Chang, H.; Zhang, B.; Wang, Y.; Zhou, L.; et al. Impact of equal channel angular pressing on mechanical behavior and corrosion resistance of hot-rolled Ti-2Fe-0.1B alloy. Materials 2020, 13, 5117. [Google Scholar] [CrossRef] [PubMed]
- Zhang, B.; Wang, Y.; Chang, H.; Alexandrov, I.V.; Sun, Z.; Dong, Y.; Valiev, R.Z.; Wang, Y.; Zhou, L. Effect of hydrogen on microstructure evolution and deformation behaviors of Ti-2Fe-0.1B alloy. J. Alloys Compd. 2022, 900, 163473. [Google Scholar] [CrossRef]
- Niu, J.; Dai, G.; Guo, Y.; Sun, Z.; Dan, Z.; Dong, Y.; Chang, H.; Alexandrov, I.V.; Zhou, L. Microstructure and mechanical properties of B modified Ti–Fe alloy manufactured by casting, forging and laser melting deposition. Compos. Part B Eng. 2021, 216, 108854. [Google Scholar] [CrossRef]
- Lütjering, G.; Williams, J. Titanium; Springer: Berlin/Heidelberg, Germany, 2007. [Google Scholar] [CrossRef]
- Rahmatabadi, D.; Tayyebi, M.; Najafizadeh, N.; Hashemi, R.; Rajabi, M. The influence of post-annealing and ultrasonic vibration on the formability of multilayered Al5052/MgAZ31B composite. Mater. Sci. Technol. 2021, 37, 78–85. [Google Scholar] [CrossRef]
- Chen, Y.; Sun, S.; Zhang, T.; Zhou, X.; Li, S. Effects of post-weld heat treatment on the microstructure and mechanical properties of laser-welded NiTi/304SS joint with Ni filler. Mater. Sci. Eng. A 2020, 771, 138545. [Google Scholar] [CrossRef]
- Liang, L.; Xu, M.; Chen, Y.; Zhang, T.; Tong, W.; Liu, H.; Wang, H.; Li, H. Effect of welding thermal treatment on the microstructure and mechanical properties of nickel-based superalloy fabricated by selective laser melting. Mater. Sci. Eng. A 2021, 819, 141507. [Google Scholar] [CrossRef]
- Kaczmarek, L.; Zawadzki, P.; Stegliński, M.; Wójcik, R.; Klich, M.; Kyzioł, K.; Kottfer, D.; Januszewicz, B.; Pawlowski, W. The effect of two-stage age hardening treatment combined with shot peening on stress distribution in the surface layer of 7075 aluminum alloy. Arch. Metall. Mater. 2015, 60, 1993–1997. [Google Scholar] [CrossRef] [Green Version]
- Amuthan, T.; Nagaprasad, N.; Krishnaraj, R.; Narasimharaj, V.; Stalin, B.; Vignesh, V. Experimental study of mechanical properties of AA6061 and AA7075 alloy joints using friction stir welding. Mater. Today Proc. 2021, 47, 4330–4335. [Google Scholar] [CrossRef]
- Stolyarov, V.V.; Zhu, Y.T.; Alexandrov, I.V.; Lowe, T.C.; Valiev, R.Z. Influence of ECAP routes on the microstructure and properties of pure Ti. Mater. Sci. Eng. A 2001, 299, 59–67. [Google Scholar] [CrossRef]
- Xun, J.; Lin, G.; Liu, H.; Zhao, S.; Chen, J.; Dai, X.; Zhang, R. Texture evolution and dynamic recrystallization of Zr–1Sn–0.3Nb–0.3Fe–0.1Cr alloy during hot rolling. Acta Metall. Sin. (Engl. Lett. ) 2020, 33, 215–224. [Google Scholar] [CrossRef] [Green Version]
- Chen, Y.J.; Li, Y.J.; Walmsley, J.C.; Dumoulin, S.; Roven, H.J. Deformation structures of pure titanium during shear deformation. Metall. Mater. Trans. A 2010, 41, 787–794. [Google Scholar] [CrossRef]
- Chen, Y.J.; Li, Y.J.; Walmsley, J.C.; Dumoulin, S.; Skaret, P.C.; Roven, H.J. Microstructure evolution of commercial pure titanium during equal channel angular pressing. Mater. Sci. Eng. A 2010, 527, 789–796. [Google Scholar] [CrossRef] [Green Version]
- Guo, Z.; Miodownik, A.P.; Saunders, N.; Schillé, J.P. Influence of stacking-fault energy on high temperature creep of alpha titanium alloys. Scr. Mater. 2006, 54, 2175–2178. [Google Scholar] [CrossRef]
- Völker, B.; Maier-Kiener, V.; Werbach, K.; Müller, T.; Pilz, S.; Calin, M.; Eckert, J.; Hohenwarter, A. Influence of annealing on microstructure and mechanical properties of ultrafine-grained Ti45Nb. Mater. Des. 2019, 179, 107864. [Google Scholar] [CrossRef]
- Sotniczuk, A.; Kuczyńska-Zemła, D.; Królikowski, A.; Garbacz, H. Enhancement of the corrosion resistance and mechanical properties of nanocrystalline titanium by low-temperature annealing. Corros. Sci. 2019, 147, 342–349. [Google Scholar] [CrossRef]
- Gu, Y.; Ma, A.; Jiang, J.; Li, H.; Song, D.; Wu, H.; Yuan, Y. Simultaneously improving mechanical properties and corrosion resistance of pure Ti by continuous ECAP plus short-duration annealing. Mater. Charact. 2018, 138, 38–47. [Google Scholar] [CrossRef]
- Kent, D.; Xiao, W.L.; Wang, G.; Yu, Z.; Dargusch, M.S. Thermal stability of an ultrafine grain β-Ti alloy. Mater. Sci. Eng. A 2012, 556, 582–587. [Google Scholar] [CrossRef]
- Xu, W.F.; Ma, J.; Luo, Y.X.; Fang, Y.X. Microstructure and high-temperature mechanical properties of laser beam welded TC4/TA15 dissimilar titanium alloy joints. Trans. Nonferrous Met. Soc. China 2020, 30, 160–170. [Google Scholar] [CrossRef]
- Fushen, W.; Ailun, W.; Yajun, C.; Shu, Z. High temperature mechanical properties of aeronautical TC4 titanium alloy. Hot Work. Technol. 2017, 46, 86–89. [Google Scholar] [CrossRef]
- Chang, L.; Zhou, B.B.; Ma, T.H.; Li, J.; He, X.H.; Zhou, C.Y. Comparisons of low cycle fatigue behavior of CP-Ti under stress and strain-controlled modes in transverse direction. Mater. Sci. Eng. A 2019, 746, 27–40. [Google Scholar] [CrossRef]
- Sakai, T.; Belyakov, A.; Kaibyshev, R.; Miura, H.; Jonas, J.J. Dynamic and post-dynamic recrystallization under hot, cold and severe plastic deformation conditions. Prog. Mater Sci. 2014, 60, 130–207. [Google Scholar] [CrossRef] [Green Version]
- Jing, K.; Cheng, X.; Liu, R.; Xie, X.F.; Xie, Z.M.; Wu, X.B.; Wang, H.; Li, G.; Fang, Q.F.; Liu, C.S.; et al. Enhanced mechanical properties and thermal stability of hot-rolled Mo-0.5%ZrC alloy. Mater. Sci. Eng. A 2022, 854, 143803. [Google Scholar] [CrossRef]
- Doherty, R.D.; Hughes, D.A.; Humphreys, F.J.; Jonas, J.J.; Jensen, D.J.; Kassner, M.E.; King, W.E.; McNelley, T.R.; McQueen, H.J.; Rollett, A.D. Current issues in recrystallization: A review. Mater. Sci. Eng. A 1997, 238, 219–274. [Google Scholar] [CrossRef] [Green Version]
- Fan, X.G.; Zhang, Y.; Zheng, H.J.; Zhang, Z.Q.; Gao, P.F.; Zhan, M. Pre-processing related recrystallization behavior in β annealing of a near-β Ti-5Al-5Mo-5V-3Cr-1Zr titanium alloy. Mater. Charact. 2018, 137, 151–161. [Google Scholar] [CrossRef]
- Lei, R.; Chen, G.; Xu, S.; Wang, M. Research progress on thermal stability of nanocrystalline materials. Rare Met. Mater. Eng. 2018, 47, 3571–3578. [Google Scholar]
- Abib, K.; Larbi, F.H.; Rabahi, L.; Alili, B.; Bradai, D. DSC analysis of commercial Cu–Cr–Zr alloy processed by equal channel angular pressing. Trans. Nonferrous Met. Soc. China 2015, 25, 838–843. [Google Scholar] [CrossRef]
- Contieri, R.J.; Zanotello, M.; Caram, R. Recrystallization and grain growth in highly cold worked CP-Titanium. Mater. Sci. Eng. A 2010, 527, 3994–4000. [Google Scholar] [CrossRef]
- Gale, W.F.; Totemeier, T.C. Smithells Metals Reference Book; Elsevier: Amsterdam, The Netherlands, 2003. [Google Scholar]
- Semenova, I.; Salimgareeva, G.; Costa, G.; Lefebvre, W.; Valiev, R. Enhanced strength and ductility of ultrafine-grained Ti processed by severe plastic deformation. Adv. Eng. Mater. 2010, 12, 803–807. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Spots | UFG | 450 °C/1 h | ||
|---|---|---|---|---|
| Ti | Fe | Ti | Fe | |
| 1 | 99.27 | 0.72 | 98.74 | 1.25 |
| 2 | 86.51 | 13.48 | 80.14 | 19.82 |
| 3 | 86.24 | 13.75 | 92.24 | 7.75 |
| 4 | 86.55 | 13.44 | 82.23 | 17.76 |
| 5 | 99.73 | 0.26 | 99.11 | 0.88 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mi, Y.; Wang, Y.; Wang, Y.; Dong, Y.; Chang, H.; Alexandrov, I.V. Effect of Heat Treatment on Microstructure and Mechanical Behavior of Ultrafine-Grained Ti-2Fe-0.1B. Materials 2023, 16, 2955. https://0-doi-org.brum.beds.ac.uk/10.3390/ma16082955
Mi Y, Wang Y, Wang Y, Dong Y, Chang H, Alexandrov IV. Effect of Heat Treatment on Microstructure and Mechanical Behavior of Ultrafine-Grained Ti-2Fe-0.1B. Materials. 2023; 16(8):2955. https://0-doi-org.brum.beds.ac.uk/10.3390/ma16082955
Chicago/Turabian StyleMi, Yaoyao, Yanhuai Wang, Yu Wang, Yuecheng Dong, Hui Chang, and I. V. Alexandrov. 2023. "Effect of Heat Treatment on Microstructure and Mechanical Behavior of Ultrafine-Grained Ti-2Fe-0.1B" Materials 16, no. 8: 2955. https://0-doi-org.brum.beds.ac.uk/10.3390/ma16082955