

Modifying Water–Frost Resistance and Mechanical Properties of Lime Mortar Using Siliceous and Fluidised Bed Fly Combusted Ashes Activated with Cement

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
- L—hydrated lime consistent with EN 459-1: CL 90-S;
- K—siliceous fly ash from hard coal combustion consistent with EN 450-1: (loss on ignition ≤ 5%);
- F—fluidised bed ash from brown coal combustion; “Flubet”, Turów Power Station;
- C—Portland cement CEM I 42.5R; Górażdże Cement plant;
- P—quarz sand 0–2 mm; aggregate mine in Mietków;
- W—tap water.
2.2. Methods
2.2.1. Microstructure: The Semi-Quantitative Analysis SEM-EDS and the Phase Analysis XRD
2.2.2. Water Absorption Test
2.2.3. Water–Frost Resistance Test
2.2.4. Compressive Strength Test
2.2.5. Three-Point Bending Test
3. Results
3.1. Microstructure: The Semi-Quantitative Analysis SEM-EDS and the Phase Analysis XRD
3.2. Water Absorption Test and Water–Frost Resistance Test
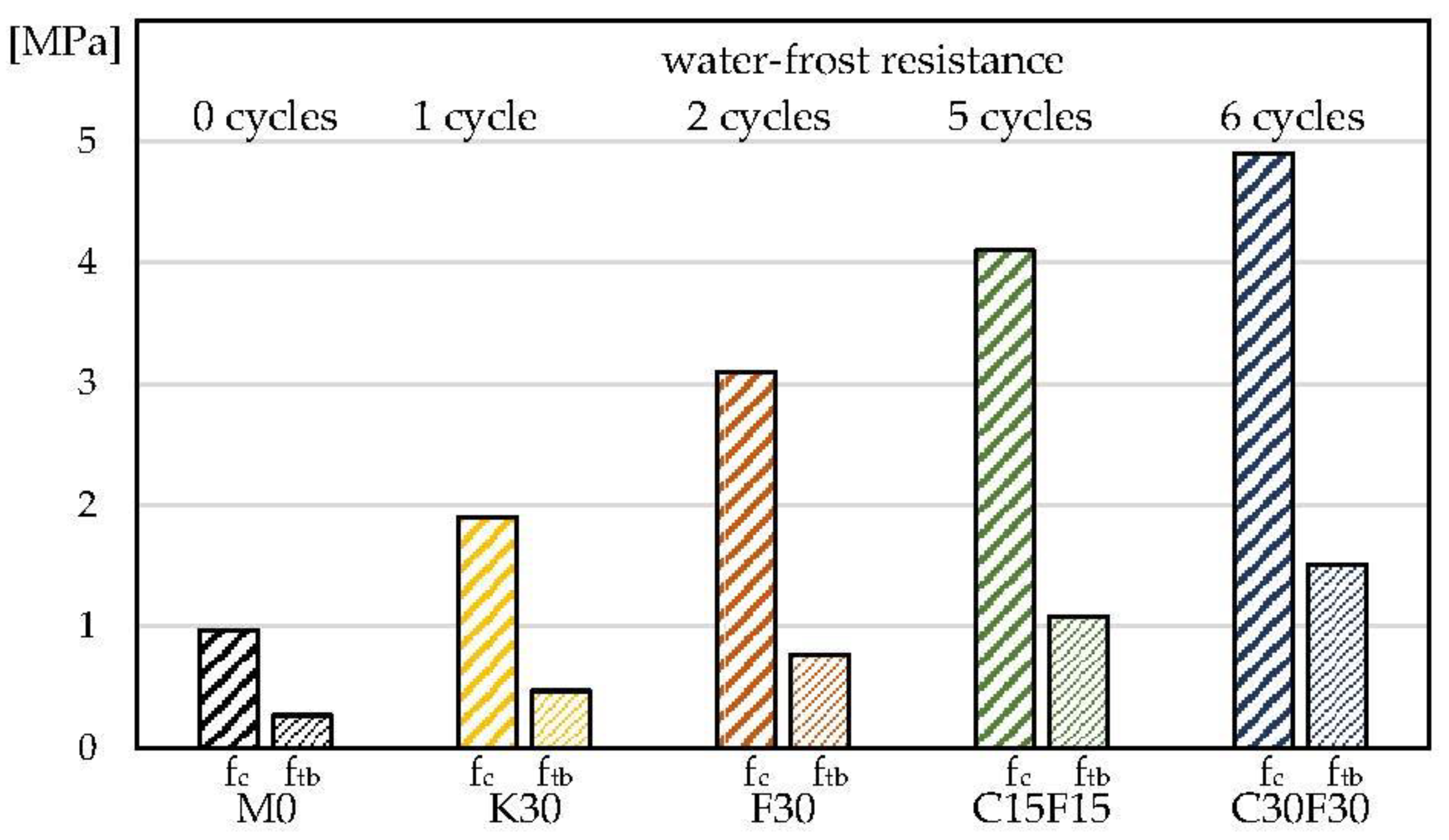
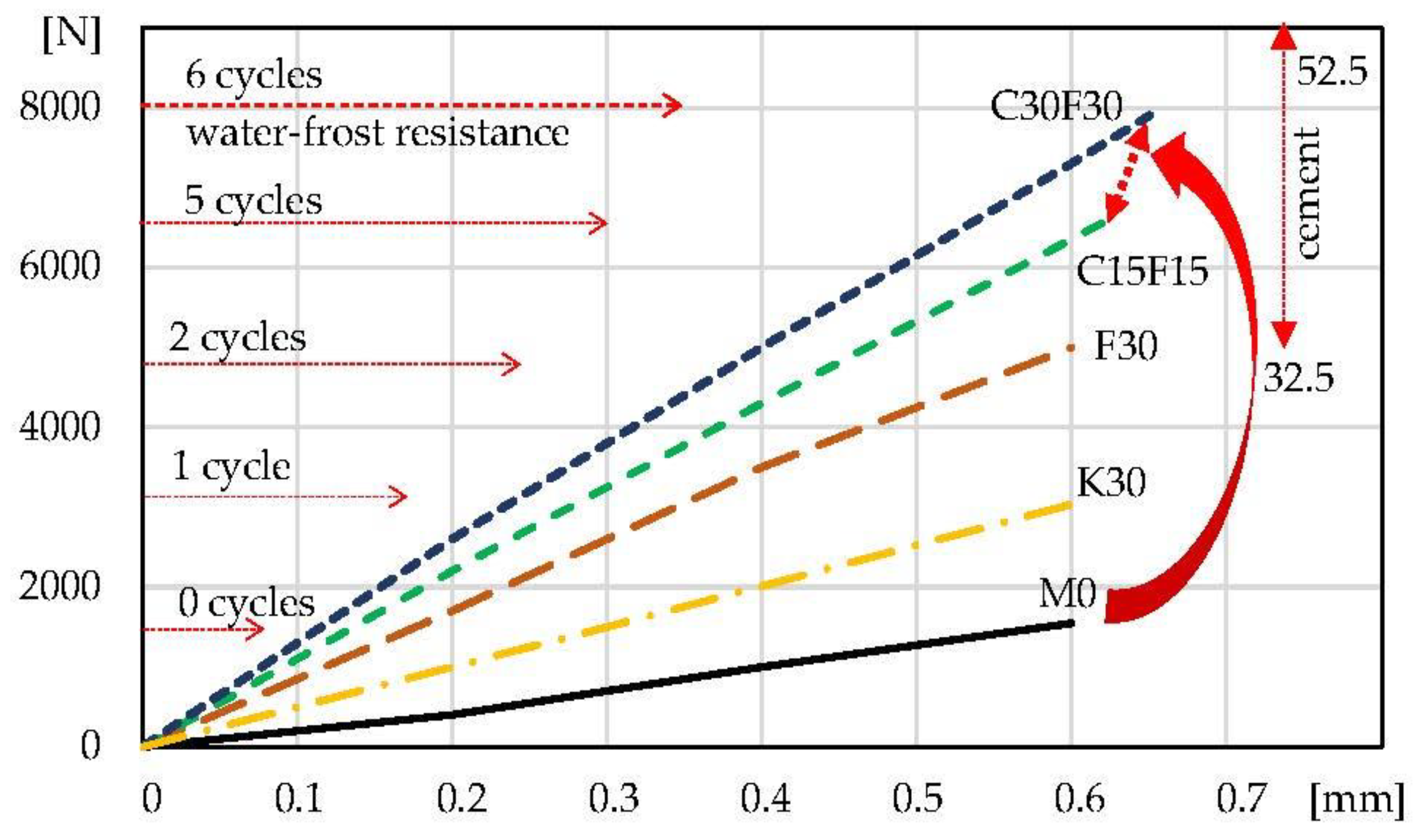
3.3. Mechanical Tests
4. Discussion
5. Conclusions
- (1)
- It is recommended to control the mineralogical composition of fluidised bed combustion fly ashes before their application in lime mortars to eliminate gypsum concentration and to use clean sand without impurities to eliminate the possibility of ettringite crystallisation.
- (2)
- The improvement in water–frost resistance of lime mortars with the addition of siliceous ash and fluidised bed ash was noticed. The obtained results indicate that the verified addition of fluidised bed ash improves water–frost resistance and strength parameters.
- (3)
- The effective addition of ash to lime mortars to improve their physical and mechanical properties should be 15–30% of the lime weight, and the water–frost resistance and the mechanical parameters can be activated by 15–30% cement content (also by its type and class).
- (4)
- Cement and ash additives representing 30% of lime weight affect the colour of traditional lime mortar, so (for architectural reasons) using white cement together with the addition of fluidised bed ash should be considered.
- (5)
- The obtained results of lime composite tests may be the basis for further modifications with various admixtures and additives increasing their durability.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Fusade, L.; Viles, H.; Wood, C.; Burns, C. The effect of wood ash on the properties and durability of lime mortar for repointing damp historic buildings. Constr. Build. Mater. 2019, 212, 500–513. [Google Scholar] [CrossRef]
- Forster, A.M. Building conservation philosophy for masonry repair part 2—‘Principles’. Struct. Surv. 2010, 28, 165–188. [Google Scholar] [CrossRef]
- Hughes, J.J. RILEM TC 203-RHM Repair mortars for historic masonry, The role of mortar in masonry an introduction to requirements for the design of repair mortars. Mater. Struct. 2012, 45, 1287–1294. [Google Scholar] [CrossRef]
- Laycock, E.A.; Pirrie, D.; Clegg, F.; Martin, A.; Bell, T.; Bidwell, P. An investigation to establish the source of the Roman lime mortars used in Wallsend, UK. Constr. Build. Mater. 2019, 196, 611–625. [Google Scholar] [CrossRef]
- Fuller, A.; Stegmaier, M.; Schulz, N.; Menke, M.; Schellhorn, H.; Knödler, F.; Maier, J.; Scheffknecht, G. Use of wood dust fly ash from an industrial pulverized fuel facility for rendering, Constr. Build. Mater. 2018, 189, 825–848. [Google Scholar] [CrossRef]
- Uliasz-Bocheńczyk, A.; Mokrzycki, E. The elemental composition of biomass ashes as a preliminary assessment of the recovery potential, Miner. Resour. Manag. 2018, 34, 115–132. [Google Scholar] [CrossRef]
- Martirena, F.; Monzó, J. Vegetable ashes as supplementary cementitious materials. Cem. Concr. Res. 2018, 114, 57–64. [Google Scholar] [CrossRef]
- ASTM C618-17; Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete. ASTM: West Conshohocken, PA, USA, 2017. [CrossRef]
- EN 450-1. Fly Ash for Concrete—Part 1: Definition, Specifications and Conformity Criteria. European Committee for Standardization: Brussels, Belgium, 2012.
- Kledyński, Z.; Machowska, A.; Pacewska, B.; Wilińska, I. Investigation of hydration products of fly ash–slag pastes. J. Therm. Anal. Calorim. 2017, 130, 351–363. [Google Scholar] [CrossRef] [Green Version]
- Małolepszy, J.; Łaskawiec, K. The today and tomorrow of autoclaved aerated concrete. Cem. Lime Concr. 2017, 5, 358–370. [Google Scholar]
- Magdziarz, A.; Dalai, A.K.; Koziński, J.A. Chemical composition, character and reactivity of renewable fuel ashes. Fuel 2016, 176, 135–145. [Google Scholar] [CrossRef]
- Ramezanianpour, A.A. Fly ash. In Cement Replacement Materials. Properties, Durability, Sustainability; Springer: Berlin/Heidelberg, Germany, 2014; pp. 47–156. [Google Scholar] [CrossRef]
- Lanzerstorfer, C. Fly ash from coal combustion: Dependence of the concentration of various elements on the particle size. Fuel 2018, 228, 263–271. [Google Scholar] [CrossRef]
- Pavlík, V.; Užáková, M. Effect of curing conditions on the properties of lime, lime–metakaolin and lime–zeolite mortars. Constr. Build. Mater. 2016, 102, 14–25. [Google Scholar] [CrossRef]
- Navrátilová, E.; Rovnaníková, P. Pozzolanic properties of brick powders and their effect on the properties of modified lime mortars. Constr. Build. Mater. 2016, 120, 530–539. [Google Scholar] [CrossRef]
- Matthes, W.; Vollpracht, A.; Villagrán, Y.; Kamali-Bernard, S.; Hooton, D.; Gruyaert, E.; Soutsos, M.; De Belie, N. Ground granulated blast-furnace slag. In Properties of Fresh and Hardened Concrete Containing Supplementary Cementitious Materials; Springer: Cham, Switzerland, 2018; pp. 1–53. [Google Scholar] [CrossRef]
- Yuksel, I. Blast-furnace slag. Waste Suppl. Cem. Mater. Concr. 2018, 286, 361–415. [Google Scholar] [CrossRef]
- Alberici, S.; de Beer, J.; van der Hoorn, I.; Maarten, S. Fly Ash and Blast Furnace Slag for Cement Manufacturing, BEIS Research 19. 2017. Available online: https://assets.publishing.service.gov.uk/government/uploads/system/uploads/attachment_data/file/660888/fly-ash-blast-furnace-slag-cement-manufacturing.pdf (accessed on 16 February 2023).
- Zuo, Y.; Nedeljković, M.; Ye, G. Pore solution composition of alkali-activated slag/fly ash pastes. Cem. Concr. Res. 2019, 115, 230–250. [Google Scholar] [CrossRef]
- Han, F.; Zhang, Z.; Liu, J.; Yan, P. Effect of water-to-binder ratio on the hydration kinetics of composite binder containing slag or fly ash. J. Therm. Anal. Calorim. 2017, 128, 855–865. [Google Scholar] [CrossRef]
- Anthony, E.; Granatstein, D. Sulfation phenomena in fluidized bed combustion systems. Prog. Energy Combust. Sci. 2001, 27, 215–236. [Google Scholar] [CrossRef]
- Scrivener, K.L.; Gartner, E.M. Eco-efficient cements: Potential economically viable solutions for a low-CO2 cement-based materials industry. Cem. Concr. Res. 2018, 114, 2–26. [Google Scholar] [CrossRef]
- Sideris, K.; Justnes, H.; Soutsos, M.; Sui, T. Fly ash. In Properties of Fresh and Hardened Concrete Containing Supplementary Cementitious Materials; De Belie, N., Soutsos, M., Gruyaert, E., Eds.; Springer International Publishing: Cham, Switzerland, 2018; pp. 55–98. [Google Scholar] [CrossRef]
- Marinković, S.; Dragaš, J. Fly ash. In Waste and Supplementary Cementitious Materials in Concrete; Woodhead Publishing: Sawston, UK, 2018. [Google Scholar] [CrossRef]
- Ma, X.; He, T.; Xu, Y.; Da, Y.; Wang, H.; Yang, R. Properties of composite sintered modified fluidized bed incineration fly ash as cement admixture. Constr. Build. Mater. 2023, 378, 131210. [Google Scholar] [CrossRef]
- Xu, G.; Shi, X. Characteristics and Applications of Fly Ash as a Sustainable Construction Material: A State-of-the-Art Review. Res. Cons. Rec. 2018, 136, 95–109. [Google Scholar] [CrossRef]
- Zheng, D.; Wang, D.; Cui, H.; Chen, H. Hydration characteristics of cement with high volume circulating fluidized bed fly ash. Constr. Build. Mater. 2023, 380, 131310. [Google Scholar] [CrossRef]
- Logoń, D. The effect of limit values of siliceous fly ash content on the durability of concrete structures in relation to exposure classes. Arch. Civ. Eng. 2021, 67, 99–110. [Google Scholar] [CrossRef]
- Myadraboina, H.; Setunge, S.; Patnaikuni, I. Pozzolanic index and lime requirement of low calcium fly ashes in high volume fly ash mortar. Constr. Build. Mater. 2017, 131, 690–695. [Google Scholar] [CrossRef]
- Giergiczny, Z. Fly ash and slag. Cem. Conc. Res. 2019, 124, 105826. [Google Scholar] [CrossRef]
- Rivera, F.; Martínez, P.; Castro, J.; López, M. Massive volume fly-ash concrete: A more sustainable material with fly ash replacing cement and aggregates. Cem. Concr. Compos. 2015, 63, 104–112. [Google Scholar] [CrossRef] [Green Version]
- Wilińska, I.; Pacewska, B. Influence of selected activating methods on hydration processes of mixtures containing high and very high amount of fly ash. J. Therm. Anal. Calorim. 2018, 133, 823–843. [Google Scholar] [CrossRef] [Green Version]
- Feng, J.; Liu, S.; Wang, Z. Effects of ultrafine fly ash on the properties of highstrength concrete. J. Therm. Anal. Calorim. 2015, 121, 1213–1223. [Google Scholar] [CrossRef]
- Duan, S.; Liao, H.; Ma, Z.; Cheng, F.; Fang, L.; Gao, H.; Yang, H. The relevance of ultrafine fly ash properties and mechanical properties in its fly ash-cement gelation blocks via static pressure forming. Constr. Build. Mater. 2018, 186, 1064–1071. [Google Scholar] [CrossRef]
- Bicer, A. Effect of fly ash particle size on thermal and mechanical properties of fly ash-cement composites. Therm. Sci. Eng. Prog. 2018, 8, 78–82. [Google Scholar] [CrossRef]
- Hsu, S.; Chi, M.; Huang, R. Effect of fineness and replacement ratio of ground fly ash on properties of blended cement mortar. Constr. Build. Mater. 2018, 176, 250–258. [Google Scholar] [CrossRef]
- Hamzaoui, R.; Bouchenafa, O.; Guessasma, S.; Leklou, N.; Bouaziz, A. The sequel of modified fly ashes using high energy ball milling on mechanical performance of substituted past cement. Mater. Des. 2016, 90, 29–37. [Google Scholar] [CrossRef]
- Supit, S.W.M.; Shaikh, F.U.A. Durability properties of high volume fly ash concrete containing nano-silica. Mater. Struct. 2015, 48, 2431–2445. [Google Scholar] [CrossRef]
- Giergiczny, Z. The Role of Calcium and Silicous Fly Ash in the Formulation of Modern Binders and Cementous Materials Properties; Publishing Cracow University of Technology: Cracow, Poland, 2006. (In Polish) [Google Scholar]
- Domanskaya, I.; Oleinik, V. Peculiarities of formation of phase structure and the hydraulic activity of high-calcium fly ash. In Progress in Materials Science and Engineering; Brebbia, C., Connor, J.J., Eds.; Springer International Publishing: Cham, Switzerland, 2018; pp. 149–154. [Google Scholar] [CrossRef]
- Jóźwiak-Niedźwiedzka, D.; Dąbrowski, M.; Bogusz, K.; Glinicki, M.A. Influence of slag cement on the permeability of concrete for biological shielding structures. Energies 2020, 13, 4582. [Google Scholar] [CrossRef]
- Wu, W.; Matalkah, F.; Darsanasiri, A.; Soroushian, P. Fluidized bed combustion coal fly ash: Comparative evaluation for potential use in alkali-activated binders. Int. J. Coal Prep. Util. 2019, 42, 51–66. [Google Scholar] [CrossRef]
- Nawaz, A.; Julnipitawong, P.; Krammart, P.; Tangtermsiriku, S. Effect and limitation of free lime content in cement-fly ash mixtures. Constr. Build. Mater. 2016, 102, 515–530. [Google Scholar] [CrossRef]
- Strigác, J.; Števulová, N.; Mikušinec, J.; Sobolev, K. The fungistatic properties and potential application of by-product fly ash from fluidized bed combustion. Constr. Build. Mater. 2018, 159, 351–360. [Google Scholar] [CrossRef]
- Nguyen, H.-A.; Chang, T.-P.; Shih, J.-Y.; Chen, C.-T.; Nguyen, T.-D. Influence of circulating fluidized bed combustion (CFBC) fly ash on properties of modified high volume low calcium fly ash (HVFA) cement paste. Constr. Build. Mater. 2015, 91, 208–215. [Google Scholar] [CrossRef]
- Prosek, Z.; Nezerka, V.; Hluzek, R.; Trejbal, J.; Tesárek, P.; Karra’a, G. Role of lime, fly ash, and slag in cement pastes containing recycled concrete fines. Constr. Build. Mater. 2019, 201, 702–714. [Google Scholar] [CrossRef]
- Kawabata, Y.; Takahashi, H.; Watanabe, S. The long-term suppression effects of fly ash and slag on the expansion of heat-cured mortar due to delayed ettringite formation. Constr. Build. Mater. 2021, 310, 125235. [Google Scholar] [CrossRef]
- Brandt, A.M.; Jóźwiak-Niedźwiedzka, D.; Małolepszy, J.; Marks, M.; Śliwiński, J.; Kasperkiewicz, J. The use of fly ashes from fluid boilers in structural concrete. Civ. Eng. Comm. PAN 2010, 72, 339–351. (In Polish) [Google Scholar]
- He, P.; Zhang, X.; Chen, H.; Zhang, Y. Waste-to-resource strategies for the use of circulating fluidized bed fly ash in construction materials. Powder Technol. 2021, 393, 773–785. [Google Scholar] [CrossRef]
- Małolepszy, J.; Mróz, R. Conditions of thaumasite formation in concrete and and its role in concrete. In Proceedings of the Concrete for Extreme Conditions: Proceedings of the International Conference Held at the University of Dundee, Scotland, UK, 5 July 2002; pp. 265–269. [Google Scholar]
- PN-B-04500:1985. Building Mortars—Physical Properties and Strength Tests. Polish Committee for Standardization: Warsaw, 2022. (In Polish)
- PN-B-06265:2022-08. Concrete—Specification, Performance, Production and Conformity. Polish Committee for Standardization: Warsaw, 2022. (In Polish)
- EN 196-1:2016-07. Methods of Testing Cement—Part 1: Determination of Strength. European Committee for Standardization: Brussels, Belgium, 2016.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Siliceous Fly Ash K (%) | Fluidised Fly Ash F (%) |
|---|---|---|
| LOI | 1.8–8.5 | 1.0–10.0 |
| SiO2 | 47.7–51.0 | 33.0–50.0 |
| Al2O3 | 20.0–28.6 | 13.0–32.0 |
| Fe2O3 | 5.8–8.8 | 5.0–10.0 |
| CaO | 3.6–6.2 | 8.0–18.0 |
| CaO free | - | 2.8–4.7 |
| MgO | 2.2–4.8 | 1.0–2.5 |
| SO3 | 0.2–0.7 | 3.0–12.0 |
| Na2O | 0.9–1.3 | 0.4–3.0 |
| K2O | 2.2–3.5 | 1.0–4.0 |
| Cl- | 0.01 | n.a. |
| Symbol | Proportion of Mortar Components | Weight Proportion |
|---|---|---|
| M0 | lime:sand | 1:4.5 |
| K30 | lime:sand:siliceous ash | 1:4.5:0.3 |
| F30 | lime:sand:fluidised bed ash | 1:4.5:0.3 |
| C15F15 | lime:sand:fluidised bed ash:cement | 1:4.5:0.15:0.15 |
| C30F30 | lime:sand:fluidised bed ash:cement | 1:4.5:0.3:0.3 |
| Symbol | Water Absorption—1 h Volume (%) | Water–Frost Resistance |
|---|---|---|
| M0 | 16.00 | 0 cycles—surface destruction |
| K30 | 18.22 | 1 cycle—surface destruction |
| F30 | 17.64 | 2 cycles—surface destruction |
| C15F15 | 18.80 | 5 cycles—cracks/surface destruction |
| C30F30 | 19.98 | 6 cycles—cracks/surface destruction |
| Symbol | fc [MPa] | ftb [MPa] | k = ftb/fc | tgαc | tgαtb | Wc [kJ] | Wtb [kJ] |
|---|---|---|---|---|---|---|---|
| M0 | 0.97 | 0.27 | 0.28 | 2583 | 575 | 465 | 11.50 |
| K30 | 1.9 | 0.47 | 0.25 | 5067 | 952 | 912 | 21.00 |
| F30 | 3.1 | 0.77 | 0.25 | 8333 | 1682 | 1500 | 40.70 |
| C15F15 | 4.1 | 1.08 | 0.26 | 10,581 | 1917 | 2034 | 55.20 |
| C30F30 | 4.9 | 1.51 | 0.31 | 12,154 | 2150 | 2567 | 96.75 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Logoń, D.; Kobaka, J.; Domski, J. Modifying Water–Frost Resistance and Mechanical Properties of Lime Mortar Using Siliceous and Fluidised Bed Fly Combusted Ashes Activated with Cement. Materials 2023, 16, 3013. https://0-doi-org.brum.beds.ac.uk/10.3390/ma16083013
Logoń D, Kobaka J, Domski J. Modifying Water–Frost Resistance and Mechanical Properties of Lime Mortar Using Siliceous and Fluidised Bed Fly Combusted Ashes Activated with Cement. Materials. 2023; 16(8):3013. https://0-doi-org.brum.beds.ac.uk/10.3390/ma16083013
Chicago/Turabian StyleLogoń, Dominik, Janusz Kobaka, and Jacek Domski. 2023. "Modifying Water–Frost Resistance and Mechanical Properties of Lime Mortar Using Siliceous and Fluidised Bed Fly Combusted Ashes Activated with Cement" Materials 16, no. 8: 3013. https://0-doi-org.brum.beds.ac.uk/10.3390/ma16083013