

Multi-Attribute Decision Making: Parametric Optimization and Modeling of the FDM Manufacturing Process Using PLA/Wood Biocomposites


Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials and Manufacturing
2.2. Porosity Testing
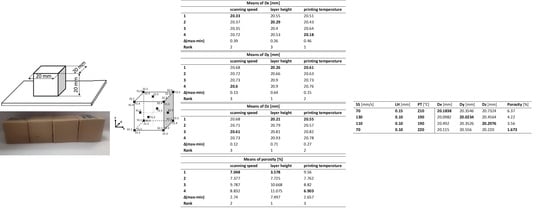
2.3. Dimensions Testing
3. Optimization Methodology
3.1. The Multiparametric Optimization Algorithm
3.2. The Monoparametric Optimization Algorithm
4. Results and Discussion
4.1. Experimental Results
4.2. Multiparametric Optimization Process
4.2.1. Grey Relational Analysis Results
4.2.2. Results of GRA-Coupled Taguchi Optimization Process in Multiparametric Problem
4.3. Taguchi Optimization of Dx, Dy, Dz, and Porosity as the Monoparametric Problems
4.3.1. x-Dimension Optimization
4.3.2. y-Dimension Optimization
4.3.3. z-Dimension Optimization
4.3.4. Porosity Optimization
4.4. Validation of the Optimization Process
4.4.1. Validation of the Multiparametric Optimization Approach
4.4.2. Monoparametric Optimization Approach Validation
5. Conclusions
- The integrated methodology of Grey Relational Analysis (GRA) with the Taguchi orthogonal array demonstrates a capacity to systematically identify and recommend optimal combinations of process parameters more effectively than the conventional monoparametric optimizations.
- The monoparametric optimization approach has resulted in specimens with highly satisfactory values for the targeted properties, making this approach highly efficient for the intended optimization goals. However, an analysis of additional properties revealed undesired outcomes, suggesting potential limitations of this singular optimization strategy.
- Among all the initial experimental combinations of process parameters investigated, the multiparametric optimization process determined that a scanning speed of 130 mm/s, a layer height of 0.1 mm, and a printing temperature of 220 °C yielded the printed biocomposite specimen with the most optimal characteristics (Dx = 20.14 mm, Dy = 20.01 mm, Dz = 20.18 mm, and porosity = 2.44%).
- Importantly, an optimization process identified a new combination of parameters, namely a scanning speed of 70 mm/s, a layer height of 0.1 mm, and a printing temperature of 220 °C, as the most optimal for achieving favorable geometrical accuracy (Dx = 20.115 mm, Dy = 20.556 mm, and Dz = 20.220 mm) and low porosity (1.673%) in the manufactured biocomposites.
- The Grey Relational Grade (GRG) of the experimental specimen, fabricated using an optimized set of process parameters (0.754), was closely aligned with the predicted value (0.782) which reflects the accuracy of this multiparametric optimization approach.
- The robustness and effectiveness of this coupled approach underscore its potential as a valuable strategy for enhancing the quality and performance of manufactured specimens in diverse applications.
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Trivedi, A.K.; Gupta, M.K.; Singh, H. PLA based biocomposites for sustainable products: A review. Adv. Ind. Eng. Polym. Res. 2023, 6, 382–395. [Google Scholar] [CrossRef]
- Ilyas, R.A.; Sapuan, S.; Harussani, M.M.; Hakimi, M.; Haziq, M.; Atikah, M.; Asyraf, M.; Ishak, M.; Razman, M.; Nurazzi, N.; et al. Polylactic Acid (PLA) Biocomposite: Processing, Additive Manufacturing and Advanced Applications. Polymers 2021, 13, 1326. [Google Scholar] [CrossRef]
- Hottle, T.; Bilec, M.; Landis, A. Sustainability assessments of bio-based polymers. Polym. Degrad. Stab. 2013, 98, 1898–1907. [Google Scholar] [CrossRef]
- Nagalakshmaiah, M.; Afrin, S.; Malladi, R.P.; Elkoun, S.; Robert, M.; Ansari, M.A.; Svedberg, A.; Karim, Z. Biocomposites: Present trends and challenges for the future. In Woodhead Publishing Series in Composites Science and Engineering, Green Composites for Automotive Applications; Woodhead Publishing: Sawston, UK, 2019; pp. 197–215. [Google Scholar] [CrossRef]
- Cywar, R.M.; Rorrer, N.A.; Hoyt, C.B.; Beckham, G.T.; Chen, E.Y.-X. Bio-based polymers with performance-advantaged properties. Nat. Rev. Mater. 2022, 7, 83–103. [Google Scholar] [CrossRef]
- Baranwal, J.; Barse, B.; Fais, A.; Delogu, G.L.; Kumar, A. Biopolymer: A Sustainable Material for Food and Medical Applications. Polymers 2022, 14, 983. [Google Scholar] [CrossRef] [PubMed]
- Rosenboom, J.G.; Langer, R.; Traverso, G. Bioplastics for a circular economy. Nat. Rev. Mater. 2022, 7, 117–137. [Google Scholar] [CrossRef] [PubMed]
- Rafiee, M.; Abidnejad, R.; Ranta, A.; Ojha, K.; Karakoc, A.; Paltakari, J. Exploring the Possibilities of Fdm Filaments Comprising Natural Fiber-reinforced Biocomposites for Additive Manufacturing. AIMS Mater. Sci. 2021, 8, 524–537. [Google Scholar] [CrossRef]
- Sam-Daliri, O.; Ghabezi, P.; Steinbach, J.; Flanagan, T.; Finnegan, W.; Mitchell, S.; Harrison, N. Experimental study on mechanical properties of material extrusion additive manufactured parts from recycled glass fibre-reinforced polypropylene composite. Compos. Sci. Technol. 2023, 241, 110125. [Google Scholar] [CrossRef]
- McNiffe, E.; Ritter, T.; Higgins, T.; Sam-Daliri, O.; Flanagan, T.; Walls, M.; Ghabezi, P.; Finnegan, W.; Mitchell, S.; Harrison, N.M. Advancements in functionally graded polyether ether ketone components: Design, manufacturing, and characterisation using a modified 3D printer. Polymers 2023, 15, 2992. [Google Scholar] [CrossRef] [PubMed]
- Zhang, H.; Zhang, L.; Zhang, H.; Wu, J.; An, X.; Yang, D. Fibre bridging and nozzle clogging in 3D printing of discontinuous carbon fibre-reinforced polymer composites: Coupled CFD-DEM modelling. Int. J. Adv. Manuf. Technol. 2021, 117, 3549–3562. [Google Scholar] [CrossRef]
- Ji, A.; Zhang, S.; Bhagia, S.; Yoo, C.G.; Ragauskas, A. 3D printing of biomass-derived composites: Application and characterization approaches. RSC Adv. 2020, 10, 21698–21723. [Google Scholar] [CrossRef]
- Xiao, X.; Chevali, V.S.; Song, P.; He, D.; Wang, H. Polylactide/hemp hurd biocomposites as sustainable 3D printing feedstock. Compos. Sci. Technol. 2019, 184, 107887. [Google Scholar] [CrossRef]
- Morvayová, A.; Contuzzi, N.; Casalino, G. Defects and residual stresses finite element prediction of FDM 3D printed wood/PLA biocomposite. Int. J. Adv. Manuf. Technol. 2023, 129, 2281–2293. [Google Scholar] [CrossRef]
- Bhayana, M.; Singh, J.; Sharma, A.; Gupta, M. A review on optimized FDM 3D printed Wood/PLA bio-composite material characteristics. Mater. Today Proc. 2023, in press. [Google Scholar] [CrossRef]
- Csizmadia, R.; Faludi, G.; Renner, K.; Móczó, J.; Pukánszky, B. PLA/wood biocomposites: Improving composite strength by chemical treatment of the fibers. Compos. Part A Appl. Sci. Manuf. 2013, 53, 46–53. [Google Scholar] [CrossRef]
- Trinh, B.M.; Ogunsona, E.O.; Mekonnen, T.H. Thin-structured and compostable wood fiber-polymer biocomposites: Fabrication and performance evaluation. Compos. Part A Appl. Sci. Manuf. 2021, 140, 106150. [Google Scholar] [CrossRef]
- Singh, T.; Pattnaik, P.; Aherwar, A.; Ranakoti, L.; Dogossy, G.; Lendvai, L. Optimal Design of Wood/Rice Husk-Waste-Filled PLA Biocomposites Using Integrated CRITIC–MABAC-Based Decision-Making Algorithm. Polymers 2022, 14, 2603. [Google Scholar] [CrossRef] [PubMed]
- Gao, G.; Xu, F.; Xu, J.; Tang, G.; Liu, Z. A Survey of the Influence of Process Parameters on Mechanical Properties of Fused Deposition Modeling Parts. Micromachines 2022, 13, 553. [Google Scholar] [CrossRef] [PubMed]
- Rajan, K.; Samykano, M.; Kadirgama, K.; Harun, W.S.W.; Rahman, M. Fused deposition modeling: Process, materials, parameters, properties, and applications. Int. J. Adv. Manuf. Technol. 2022, 120, 1531–1570. [Google Scholar] [CrossRef]
- Dey, A.; Yodo, N. A Systematic Survey of FDM Process Parameter Optimization and Their Influence on Part Characteristics. J. Manuf. Mater. Process. 2019, 3, 64. [Google Scholar] [CrossRef]
- Mohamed, O.A.; Masood, S.H.; Bhowmik, J.L.; Nikzad, M.; Azadmanjiri, J. Effect of Process Parameters on Dynamic Mechanical Performance of FDM PC/ABS Printed Parts Through Design of Experiment. J. Mater. Eng Perform 2016, 25, 2922–2935. [Google Scholar] [CrossRef]
- Sheoran, A.J.; Kumar, H. Fused Deposition modeling process parameters optimization and effect on mechanical properties and part quality: Review and reflection on present research. Mater. Today Proc. 2020, 21, 1659–1672. [Google Scholar] [CrossRef]
- Wang, S.; Ma, Y.; Deng, Z.; Zhang, S.; Cai, J. Effects of fused deposition modeling process parameters on tensile, dynamic mechanical properties of 3D printed polylactic acid materials. Polym. Test. 2020, 86, 106483. [Google Scholar] [CrossRef]
- Patil, A.; Walke, G.; Gawkhare, M. Grey relation analysis methodology and its application. Res. Rev. Int. J. Multidiscip. 2019, 4, 1–3. [Google Scholar] [CrossRef]
- Liu, S.; Forrest, J.; Yang, Y. A brief introduction to grey systems theory. In Proceedings of the 2011 IEEE International Conference on Grey Systems and Intelligent Services, Nanjing, China, 15–18 September 2011. [Google Scholar] [CrossRef]
- Contuzzi, N.; Casalino, G.; Russo Spena, P. Grey Relational Analysis vs. Response Surface Methodology for the Prediction of the Best Joint Strength in Hybrid Welding of TWIP/DP Steels. In Towards a Smart, Resilient and Sustainable Industry; Borgianni, Y., Matt, D.T., Molinaro, M., Orzes, G., Eds.; Springer: Berlin/Heidelberg, Germany, 2023; pp. 117–137. [Google Scholar] [CrossRef]
- Kanchana, J.; Prasath, V.; Krishnaraj, V.; Geetha Priyadharshini, B. Multi response optimization of process parameters using grey relational analysis for milling of hardened Custom 465 steel. Procedia Manuf. 2019, 30, 451–458. [Google Scholar] [CrossRef]
- Chakraborty, S.; Datta, H.N.; Chakraborty, S. Grey Relational Analysis-Based Optimization of Machining Processes: A Comprehensive Review. Process Integr. Optim. Sustain. 2023, 7, 609–639. [Google Scholar] [CrossRef]
- Prakash, J.U.; Sivaprakasam, P.; Jebarose Juliyana, S.; Ananth, S.; Sarala Rubi, C.; Sadhana, A.D. Multi-objective optimization using grey relational analysis for wire EDM of aluminium matrix composites. Mater. Today Proc. 2023, 72, 2395–2401. [Google Scholar] [CrossRef]
- Zaharudin, A.M.; Ria Jaafar, T.; Berhan, M.N.; Budin, S.; Aziurah, M. Taguchi method for optimizing the manufacturing parameters of friction materials. Int. J. Mech. Mater. Eng. 2012, 7, 83–88. [Google Scholar]
- Hamdi, A.; Merghache, S.M. Application of artificial neural networks (ANN) and gray relational analysis (GRA) to modeling and optimization of the material ratio curve parameters when turning hard steel. Int. J. Adv. Manuf. Technol. 2023, 124, 3657–3670. [Google Scholar] [CrossRef]
- Chengal Reddy, V.; Sivaiah, P.; Nishkala, T.; Dilip Kumar, M.; Jameel Basha, S.M.; Sudheera, M. Selection of best WEDM process parameters using grey relational analysis method. Mater. Today Proc. 2023. [Google Scholar] [CrossRef]
- Chohan, J.S.; Singh, R.; Boparai, K.S.; Penna, R.; Fraternali, F. Dimensional accuracy analysis of coupled fused deposition modeling and vapour smoothing operations for biomedical applications. Compos. Part B Eng. 2017, 117, 138–149. [Google Scholar] [CrossRef]
- Bhagia, S.; Bornani, K.; Agrawal, R.; Satlewal, A.; Ďurkovič, J.; Lagaňa, R.; Bhagia, M.; Yoo, C.G.; Zhao, X.; Kunc, V.; et al. Critical review of FDM 3D printing of PLA biocomposites filled with biomass resources, characterization, biodegradability, upcycling and opportunities for biorefineries. Appl. Mater. Today 2021, 24, 101078. [Google Scholar] [CrossRef]
- Ismail, K.I.; Yap, T.C.; Ahmed, R. 3D-Printed Fiber-Reinforced Polymer Composites by Fused Deposition Modelling (FDM): Fiber Length and Fiber Implementation Techniques. Polymers 2022, 14, 4659. [Google Scholar] [CrossRef] [PubMed]
- Surehali, S.; Tripathi, A.; Neithalath, N. Anisotropy in Additively Manufactured Concrete Specimens under Compressive Loading-Quantification of the Effects of Layer Height and Fiber Reinforcement. Materials 2023, 16, 5488. [Google Scholar] [CrossRef] [PubMed]
- AbouelNour, Y.; Gupta, N. In-situ monitoring of sub-surface and internal defects in additive manufacturing: A review. Mater. Des. 2022, 222, 111063. [Google Scholar] [CrossRef]
- de Almeida, F.A.; Santos, A.C.O.; Paiva, A.P.; Gomes, G.F.; Gomes, J.H.d.F. Multivariate Taguchi loss function optimization based on principal components analysis and normal boundary intersection. Eng. Comput. 2022, 38, 1627–1643. [Google Scholar] [CrossRef]
- Manni, A.; Saviano, G.; Bonelli, M.G. Optimization of the ANNs Predictive Capability Using the Taguchi Approach: A Case Study. Mathematics 2021, 9, 766. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factors | Levels | |||
|---|---|---|---|---|
| 1 | 2 | 3 | 4 | |
| SS [mm/s] | 70 | 90 | 110 | 130 |
| LH [mm] | 0.1 | 0.15 | 0.2 | 0.25 |
| PT [°C] | 190 | 200 | 210 | 220 |
| Specimen | ||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | |
| SS | 70 | 70 | 70 | 70 | 90 | 90 | 90 | 90 | 110 | 110 | 110 | 110 | 130 | 130 | 130 | 130 |
| LH | 0.1 | 0.15 | 0.2 | 0.25 | 0.1 | 0.15 | 0.2 | 0.25 | 0.1 | 0.15 | 0.2 | 0.25 | 0.1 | 0.15 | 0.2 | 0.25 |
| PT | 190 | 200 | 210 | 220 | 200 | 190 | 220 | 210 | 210 | 220 | 190 | 200 | 220 | 210 | 200 | 190 |
| Specimen | Dx [mm] | Dy [mm] | Dz [mm] | Porosity [%] |
|---|---|---|---|---|
| 1 | 20.70 | 20.26 | 20.00 | 4.32 |
| 2 | 20.00 | 20.53 | 20.77 | 5.77 |
| 3 | 20.32 | 20.95 | 20.74 | 9.62 |
| 4 | 20.29 | 20.97 | 21.23 | 8.48 |
| 5 | 20.46 | 20.26 | 20.13 | 1.53 |
| 6 | 20.25 | 20.61 | 20.68 | 8.39 |
| 7 | 20.29 | 21.06 | 20.98 | 8.94 |
| 8 | 20.48 | 20.94 | 21.06 | 10.65 |
| 9 | 20.89 | 20.50 | 20.53 | 6.02 |
| 10 | 20.00 | 20.99 | 20.73 | 7.75 |
| 11 | 20.12 | 20.64 | 20.65 | 12.87 |
| 12 | 20.37 | 20.79 | 20.52 | 12.51 |
| 13 | 20.14 | 20.01 | 20.18 | 2.44 |
| 14 | 20.89 | 20.52 | 20.96 | 8.99 |
| 15 | 20.88 | 20.95 | 20.88 | 11.24 |
| 16 | 20.98 | 20.91 | 20.89 | 12.66 |
| Combination of FDM Process Parameters | ||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | |
| Standardized values | ||||||||||||||||
| Dx | 0.29 | 1.00 | 0.68 | 0.70 | 0.53 | 0.74 | 0.70 | 0.51 | 0.09 | 1.00 | 0.88 | 0.62 | 0.86 | 0.09 | 0.10 | 0.00 |
| Dy | 0.77 | 0.51 | 0.11 | 0.09 | 0.76 | 0.43 | 0.00 | 0.11 | 0.54 | 0.07 | 0.40 | 0.26 | 1.00 | 0.52 | 0.10 | 0.15 |
| Dz | 1.00 | 0.38 | 0.40 | 0.00 | 0.90 | 0.44 | 0.21 | 0.14 | 0.57 | 0.41 | 0.47 | 0.58 | 0.86 | 0.22 | 0.28 | 0.28 |
| Porosity | 0.75 | 0.63 | 0.29 | 0.39 | 1.00 | 0.40 | 0.35 | 0.20 | 0.60 | 0.45 | 0.00 | 0.03 | 0.92 | 0.34 | 0.14 | 0.02 |
| Grey Relational Coefficient | ||||||||||||||||
| Dx | 0.41 | 1.00 | 0.61 | 0.63 | 0.52 | 0.66 | 0.62 | 0.50 | 0.35 | 1.00 | 0.80 | 0.57 | 0.78 | 0.35 | 0.36 | 0.33 |
| Dy | 0.68 | 0.50 | 0.36 | 0.35 | 0.68 | 0.47 | 0.33 | 0.36 | 0.52 | 0.35 | 0.46 | 0.40 | 1.00 | 0.51 | 0.36 | 0.37 |
| Dz | 1.00 | 0.45 | 0.45 | 0.33 | 0.83 | 0.47 | 0.39 | 0.37 | 0.54 | 0.46 | 0.49 | 0.54 | 0.78 | 0.39 | 0.41 | 0.41 |
| Porosity | 0.67 | 0.57 | 0.41 | 0.45 | 1.00 | 0.45 | 0.43 | 0.38 | 0.56 | 0.48 | 0.33 | 0.34 | 0.86 | 0.43 | 0.37 | 0.34 |
| Grey Relational Grade | ||||||||||||||||
| 0.69 | 0.63 | 0.46 | 0.44 | 0.76 | 0.51 | 0.44 | 0.40 | 0.49 | 0.57 | 0.52 | 0.46 | 0.85 | 0.42 | 0.37 | 0.36 | |
| Ranking | ||||||||||||||||
| 3 | 4 | 10 | 12 | 2 | 7 | 11 | 14 | 8 | 5 | 6 | 9 | 1 | 13 | 15 | 16 | |
| Means of Grey Relational Grade | |||
|---|---|---|---|
| Scanning speed | Layer height | Printing temperature | |
| 1 | 0.5553 | 0.699 | 0.5217 |
| 2 | 0.5297 | 0.5338 | 0.5563 |
| 3 | 0.5115 | 0.4489 | 0.444 |
| 4 | 0.5031 | 0.4179 | 0.5776 |
| Δ(max − min) | 0.0522 | 0.2811 | 0.1336 |
| Rank | 3 | 1 | 2 |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|
| Scanning speed | 3 | 0.006417 | 0.002139 | 0.2 | 0.89 |
| Layer height | 3 | 0.190388 | 0.063463 | 6.05 | 0.03 |
| Printing temperature | 3 | 0.041268 | 0.013756 | 1.31 | 0.355 |
| Error | 6 | 0.062963 | 0.010494 | ||
| Total | 15 | 0.301035 |
| Means of Dx [mm] | |||
|---|---|---|---|
| Scanning speed | Layer height | Printing temperature | |
| 1 | 20.33 | 20.55 | 20.51 |
| 2 | 20.37 | 20.29 | 20.43 |
| 3 | 20.35 | 20.4 | 20.64 |
| 4 | 20.72 | 20.53 | 20.18 |
| Δ(max − min) | 0.39 | 0.26 | 0.46 |
| Rank | 2 | 3 | 1 |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|
| Scanning speed | 3 | 0.4255 | 0.14184 | 1.48 | 0.311 |
| Layer height | 3 | 0.1803 | 0.06011 | 0.63 | 0.623 |
| Printing temperature | 3 | 0.4601 | 0.15338 | 1.6 | 0.285 |
| Error | 6 | 0.5738 | 0.09563 | ||
| Total | 15 | 1.6398 |
| Means of Dy [mm] | |||
|---|---|---|---|
| Scanning speed | Layer height | Printing temperature | |
| 1 | 20.68 | 20.26 | 20.61 |
| 2 | 20.72 | 20.66 | 20.63 |
| 3 | 20.73 | 20.9 | 20.73 |
| 4 | 20.6 | 20.9 | 20.76 |
| Δ(max − min) | 0.13 | 0.64 | 0.15 |
| Rank | 3 | 1 | 2 |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|
| Scanning speed | 3 | 0.04287 | 0.01429 | 0.31 | 0.819 |
| Layer height | 3 | 1.10687 | 0.36896 | 7.98 | 0.016 |
| Printing temperature | 3 | 0.06457 | 0.02152 | 0.47 | 0.717 |
| Error | 6 | 0.27739 | 0.04623 | ||
| Total | 15 | 1.49169 |
| Means of Dz [mm] | |||
|---|---|---|---|
| Scanning speed | Layer height | Printing temperature | |
| 1 | 20.68 | 20.21 | 20.55 |
| 2 | 20.71 | 20.79 | 20.57 |
| 3 | 20.61 | 20.81 | 20.82 |
| 4 | 20.73 | 20.93 | 20.78 |
| Δ(max − min) | 0.12 | 0.71 | 0.27 |
| Rank | 3 | 1 | 2 |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|
| Scanning speed | 3 | 0.03422 | 0.01141 | 0.25 | 0.861 |
| Layer height | 3 | 1.23787 | 0.41262 | 8.92 | 0.012 |
| Printing temperature | 3 | 0.22767 | 0.07589 | 1.64 | 0.277 |
| Error | 6 | 0.27759 | 0.04626 | ||
| Total | 15 | 1.77734 |
| Means of Porosity [%] | |||
|---|---|---|---|
| Scanning speed | Layer height | Printing temperature | |
| 1 | 7.048 | 3.578 | 9.56 |
| 2 | 7.377 | 7.725 | 7.762 |
| 3 | 9.787 | 10.668 | 8.82 |
| 4 | 8.832 | 11.075 | 6.903 |
| Δ(max − min) | 2.74 | 7.497 | 2.657 |
| Rank | 2 | 1 | 3 |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|
| Scanning speed | 3 | 19.64 | 6.5466 | 15.11 | 0.003 |
| Layer height | 3 | 143.729 | 47.9097 | 110.59 | 0 |
| Printing temperature | 3 | 16.376 | 5.4585 | 12.6 | 0.005 |
| Error | 6 | 2.599 | 0.4332 | ||
| Total | 15 | 182.344 |
| Dx [mm] | Dy [mm] | Dz [mm] | Porosity [%] |
|---|---|---|---|
| 20.115 | 20.556 | 20.220 | 1.673 |
| Dx | Dy | Dz | Porosity |
|---|---|---|---|
| Standardized values | |||
| 0.883 | 0.482 | 0.822 | 0.988 |
| Grey Relational Coefficient | |||
| 0.810 | 0.491 | 0.738 | 0.976 |
| Grey Relational Grade | |||
| 0.754 | |||
| SS [mm/s] | LH [mm] | PT [°C] | Dx [mm] | Dy [mm] | Dz [mm] | Porosity [%] |
|---|---|---|---|---|---|---|
| 70 | 0.15 | 210 | 20.1838 | 20.3546 | 20.7324 | 6.37 |
| 130 | 0.10 | 190 | 20.0982 | 20.0234 | 20.4564 | 4.22 |
| 110 | 0.10 | 190 | 20.492 | 20.3526 | 20.2976 | 3.56 |
| 70 | 0.10 | 220 | 20.115 | 20.556 | 20.220 | 1.673 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Morvayová, A.; Contuzzi, N.; Fabbiano, L.; Casalino, G. Multi-Attribute Decision Making: Parametric Optimization and Modeling of the FDM Manufacturing Process Using PLA/Wood Biocomposites. Materials 2024, 17, 924. https://0-doi-org.brum.beds.ac.uk/10.3390/ma17040924
Morvayová A, Contuzzi N, Fabbiano L, Casalino G. Multi-Attribute Decision Making: Parametric Optimization and Modeling of the FDM Manufacturing Process Using PLA/Wood Biocomposites. Materials. 2024; 17(4):924. https://0-doi-org.brum.beds.ac.uk/10.3390/ma17040924
Chicago/Turabian StyleMorvayová, Alexandra, Nicola Contuzzi, Laura Fabbiano, and Giuseppe Casalino. 2024. "Multi-Attribute Decision Making: Parametric Optimization and Modeling of the FDM Manufacturing Process Using PLA/Wood Biocomposites" Materials 17, no. 4: 924. https://0-doi-org.brum.beds.ac.uk/10.3390/ma17040924