
NiTi–Cu Bimetallic Structure Fabrication through Wire Arc Additive Manufacturing
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
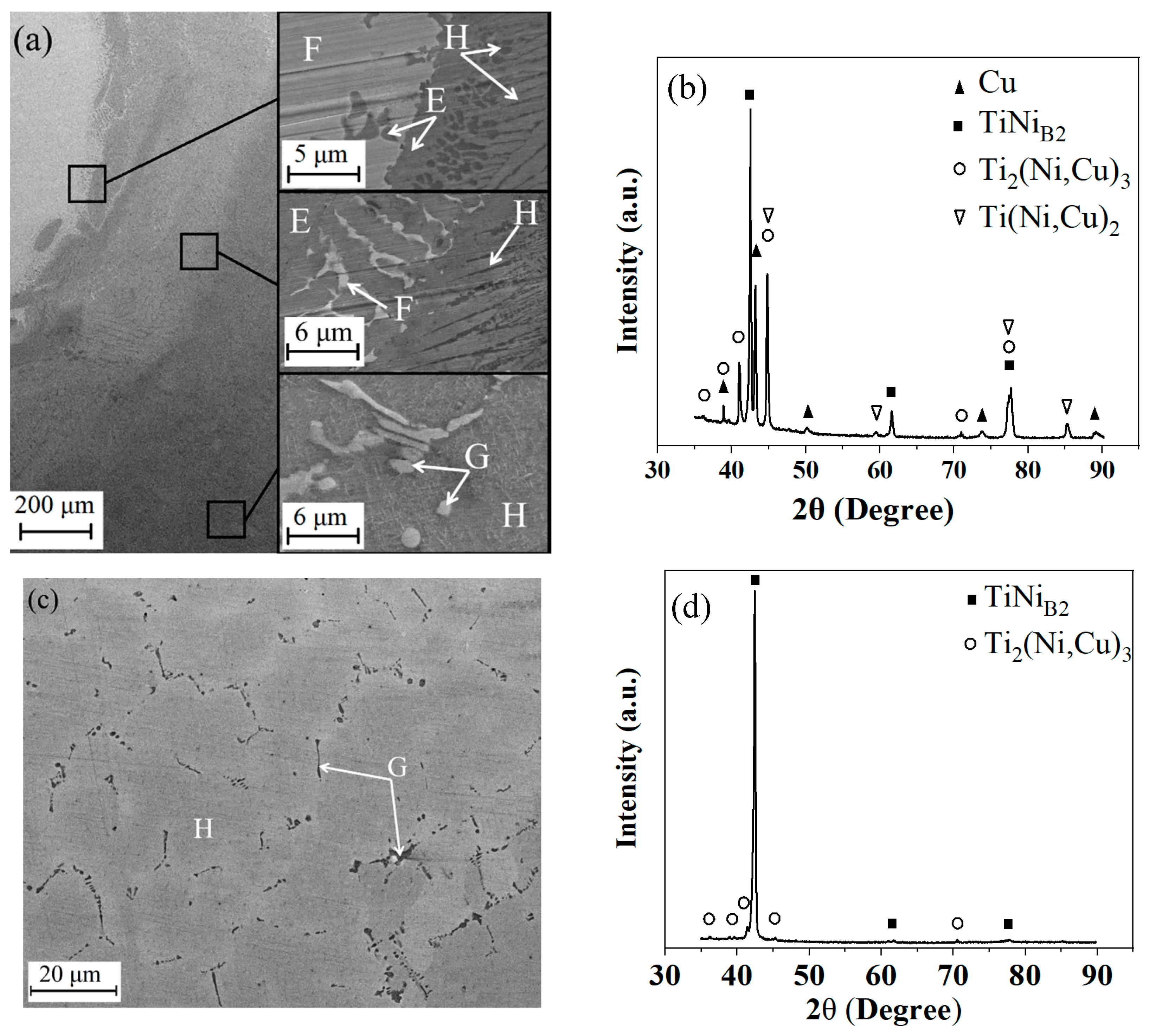
3.1. SEM and XRD Results
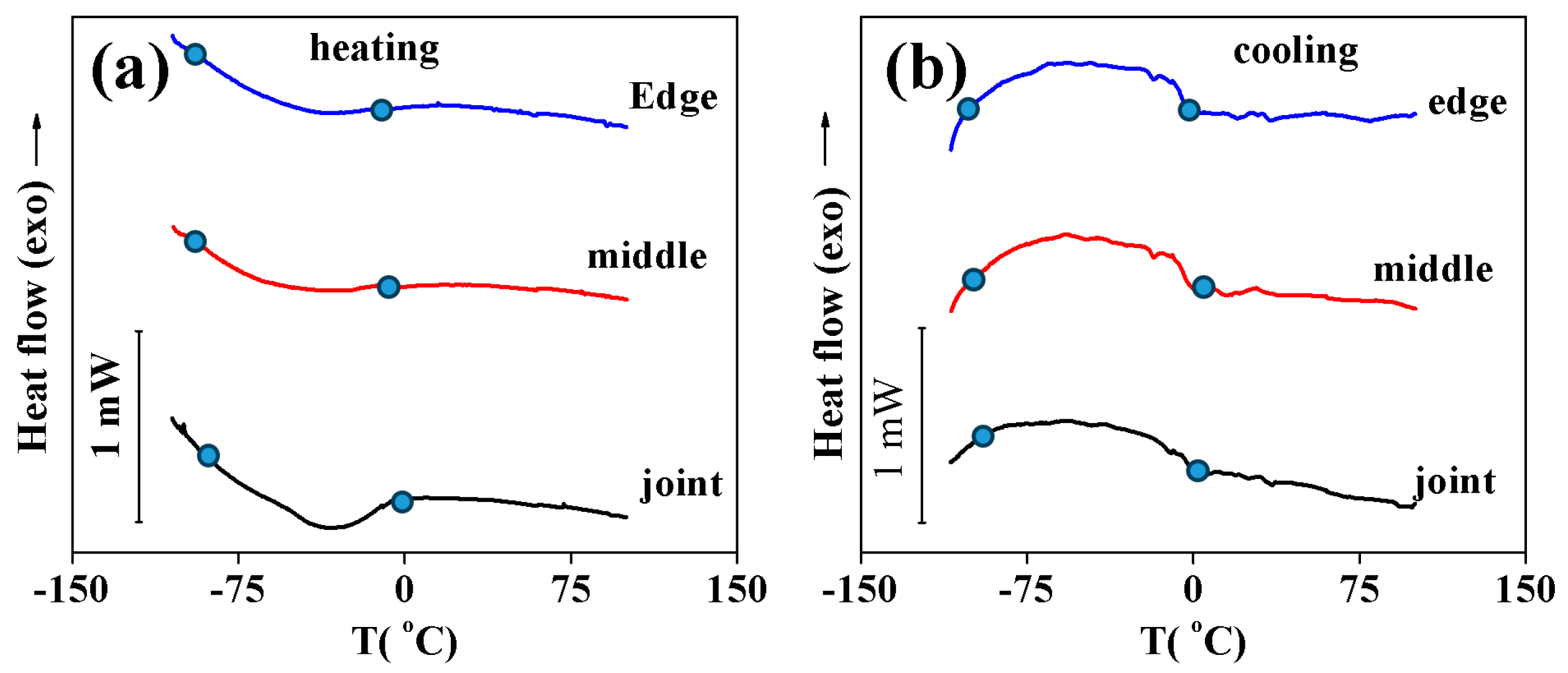
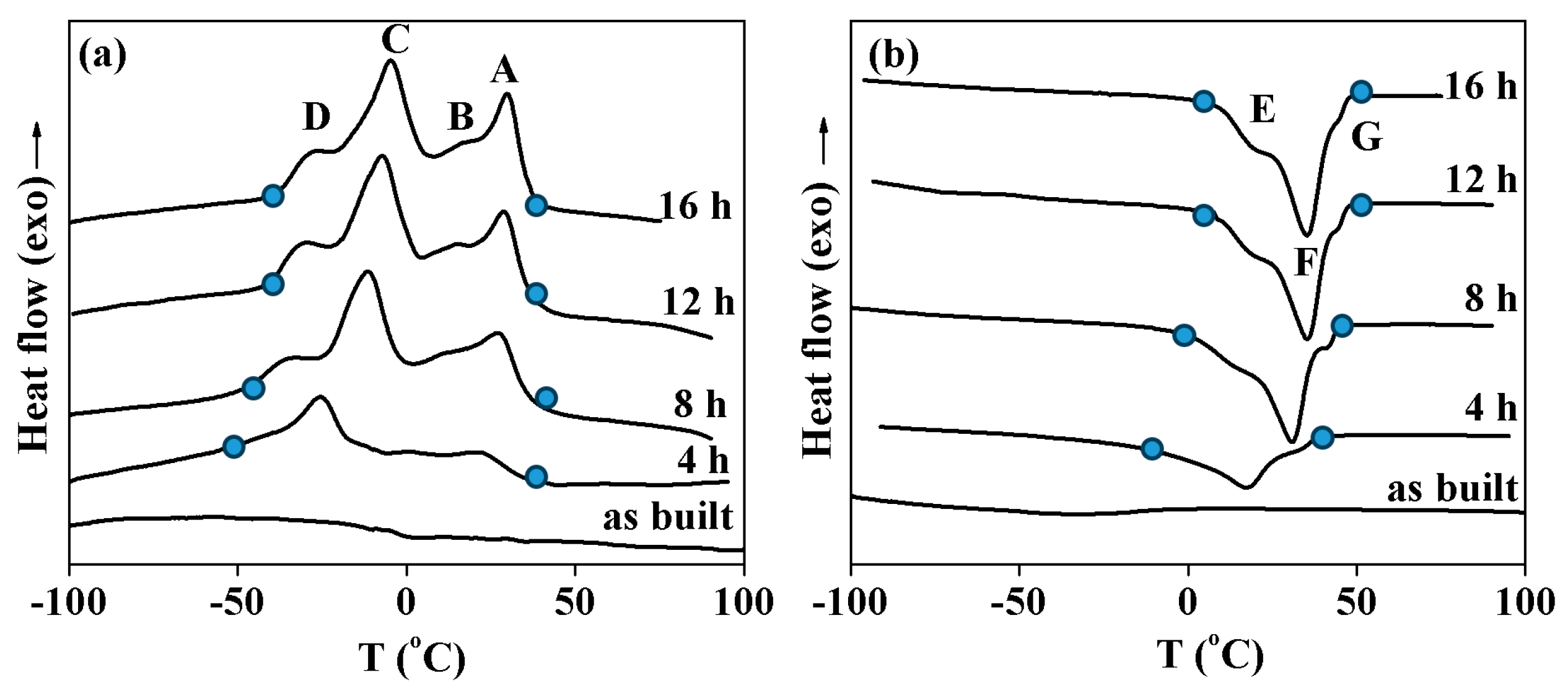
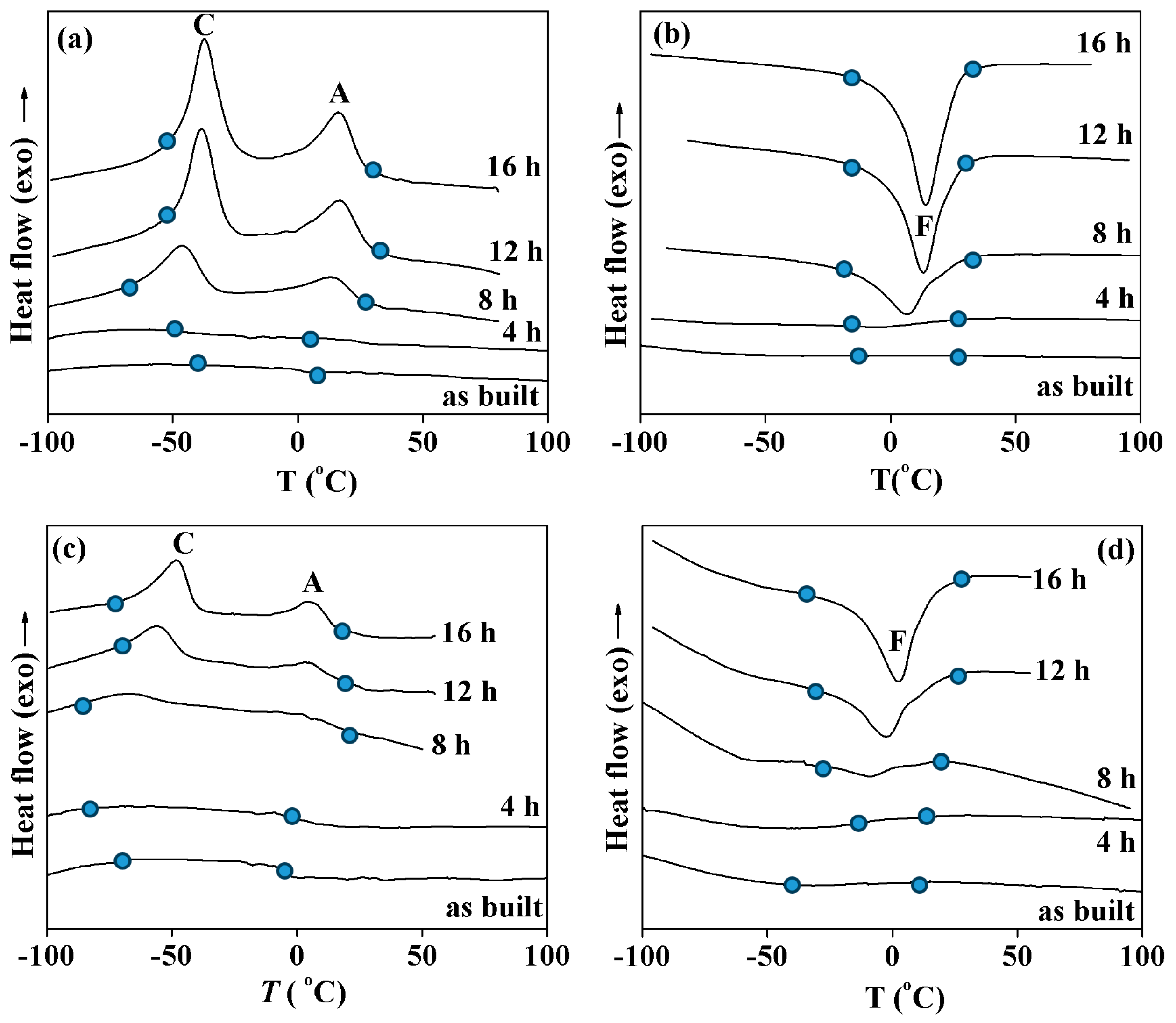
3.2. DSC Result
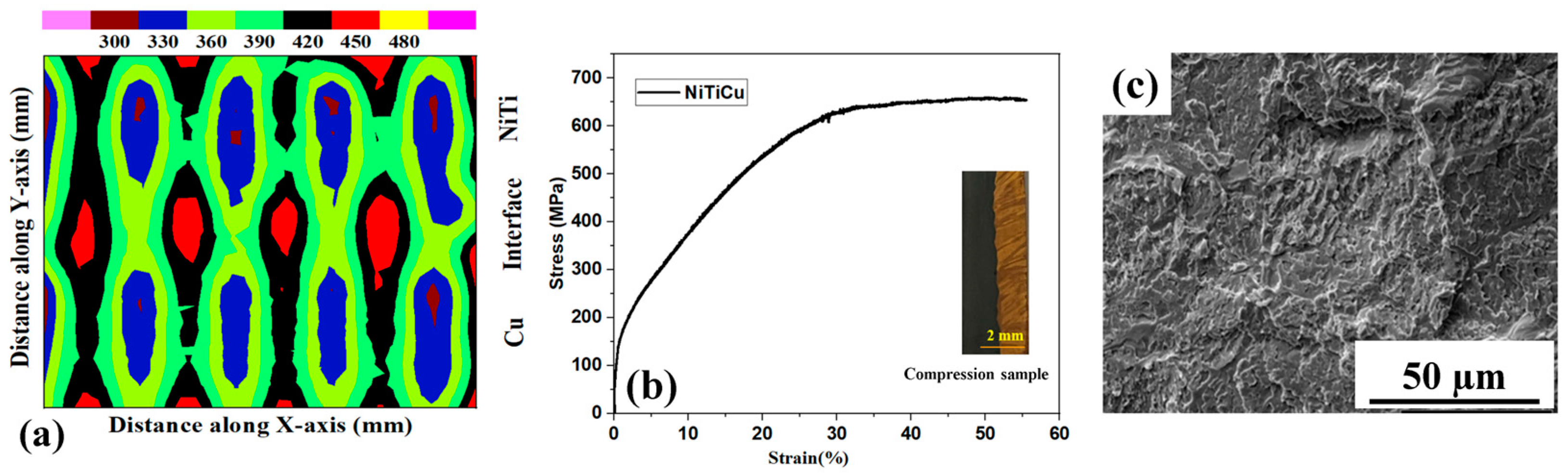
3.3. Hardness and Compression Tests
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mehrpouya, M.; Gisario, A.; Rahimzadeh, A.; Nematollahi, M.; Baghbaderani, K.S.; Elahinia, M. A prediction model for finding the optimal laser parameters in additive manufacturing of NiTi shape memory alloy. Int. J. Adv. Manuf. Technol. 2019, 105, 4691–4699. [Google Scholar] [CrossRef]
- Cheng, Q.; Guo, N.; Fu, Y.; Zhang, D.; Zhang, S.; Zhang, X.; He, J. Study on preparation and stiffness of NiTi shape memory alloy/2A12 aluminum alloy laminated structure. Int. J. Adv. Manuf. Technol. 2022, 122, 4179–4189. [Google Scholar] [CrossRef]
- Spindler, C.; Juhre, D. Development of a shape memory alloy actuator using generative manufacturing. Int. J. Adv. Manuf. Technol. 2018, 97, 4157–4166. [Google Scholar] [CrossRef]
- Wu, M.H.; Schetky, L.M. Industrial applications for shape memory alloys. In Proceedings of the International Conference on Shape Memory and Superelastic Technologies, Pacific Grove, CA, USA, 30 April–4 May 2000; Volume 171. [Google Scholar]
- Jani, J.M.; Leary, M.; Subic, A.; Gibson, M.A. A review of shape memory alloy research, applications and opportunities. Mater. Des. (1980–2015) 2014, 56, 1078–1113. [Google Scholar] [CrossRef]
- Hartl, D.J.; Lagoudas, D.C. Aerospace applications of shape memory alloys. Proc. Inst. Mech. Eng. Part G J. Aerosp. Eng. 2007, 221, 535–552. [Google Scholar] [CrossRef]
- Casati, R.; Vedani, M.; Tuissi, A. Thermal cycling of stress-induced martensite for high-performance shape memory effect. Scr. Mater. 2014, 80, 13–16. [Google Scholar] [CrossRef]
- Teshome, F.B.; Peng, B.; Oliveira, J.P.; Zeng, Z. Dissimilar laser welding of NiTi to Ti6Al4V via Zr interlayer. Mater. Manuf. Process. 2022, 38, 461–470. [Google Scholar] [CrossRef]
- Li, H.; Sun, D.; Gu, X.; Dong, P.; Lv, Z. Effects of the thickness of Cu filler metal on the microstructure and properties of laser-welded TiNi alloy and stainless steel joint. Mater. Des. 2013, 50, 342–350. [Google Scholar] [CrossRef]
- Panton, B.; Pequegnat, A.; Zhou, Y.N. Dissimilar laser joining of NiTi SMA and MP35N wires. Metall. Mater. Trans. A 2014, 45, 3533–3544. [Google Scholar] [CrossRef]
- Gugel, H.; Schuermann, A.; Theisen, W. Laser welding of NiTi wires. Mater. Sci. Eng. A 2008, 481, 668–671. [Google Scholar] [CrossRef]
- Vannod, J.; Bornert, M.; Bidaux, J.E.; Bataillard, L.; Karimi, A.; Drezet, J.M.; Hessler-Wyser, A. Mechanical and microstructural integrity of nickel–titanium and stainless steel laser joined wires. Acta Mater. 2011, 59, 6538–6546. [Google Scholar] [CrossRef]
- Pouquet, J.; Miranda, R.M.; Quintino, L.; Williams, S. Dissimilar laser welding of NiTi to stainless steel. Int. J. Adv. Manuf. Technol. 2012, 61, 205–212. [Google Scholar] [CrossRef]
- Zeng, Z.; Panton, B.; Oliveira, J.P.; Han, A.; Zhou, Y.N. Dissimilar laser welding of NiTi shape memory alloy and copper. Smart Mater. Struct. 2015, 24, 125036. [Google Scholar] [CrossRef]
- Zhang, W.; Ao, S.; Oliveira, J.P.; Li, C.; Zeng, Z.; Wang, A.; Luo, Z. On the metallurgical joining mechanism during ultrasonic spot welding of NiTi using a Cu interlayer. Scr. Mater. 2019, 178, 416–417. [Google Scholar] [CrossRef]
- Zhao, C.; Wang, Z.; Li, D.; Kollo, L.; Luo, Z.; Zhang, W.; Prashanth, K.G. Selective laser melting of Cu-Ni-Sn: A comprehensive study on the microstructure, mechanical properties, and deformation behavior. Int. J. Plast. 2021, 138, 102926. [Google Scholar] [CrossRef]
- Scudino, S.; Unterdorfer, C.; Prashanth, K.G.; Attar, H.; Ellendt, N.; Uhlenwinkel, V.; Eckert, J. Additive manufacturing of Cu-10Sn bronze. Mater. Lett. 2015, 156, 202–204. [Google Scholar] [CrossRef]
- Zhao, C.; Wang, Z.; Li, D.; Kollo, L.; Luo, Z.; Zhang, W.; Prashanth, K.G. Cu-Ni-Sn alloy fabricated by melt spinning and selective laser melting: A comparative study on the microstructure and formation kinetics. J. Mater. Res. Technol. 2020, 9, 13097–13105. [Google Scholar] [CrossRef]
- Joshi, G.R.; Badheka, V.J. Processing of bimetallic steel-copper joint by laser beam welding. Mater. Manuf. Process. 2019, 34, 1232–1242. [Google Scholar] [CrossRef]
- Tam, B.; Pequegnat, A.; Khan, M.I.; Zhou, Y. Resistance micro welding of Ti-55.8 wt pct Ni nitinol wires and the effects of pseudoelasticity. Metall. Mater. Trans. A 2012, 43, 2969–2978. [Google Scholar] [CrossRef]
- Fox, G.; Hahnlen, R.; Dapino, M.J. Fusion welding of nickel–titanium and 304 stainless steel tubes: II Tungsten inert gas welding. J. Intell. Mater. Syst. Struct. 2013, 24, 962–972. [Google Scholar] [CrossRef]
- Barcellona, A.; Fratini, L.; Palmeri, D.; Maletta, C.; Brandizzi, M. Friction stir processing of Niti shape memory alloy: Microstructural characterization. Int. J. Mater. Form. 2010, 3, 1047–1050. [Google Scholar] [CrossRef]
- Daly, M.; Pequegnat, A.; Zhou, Y.; Khan, M.I. Enhanced thermomechanical functionality of a laser processed hybrid NiTi–NiTiCu shape memory alloy. Smart Mater. Struct. 2012, 21, 045018. [Google Scholar] [CrossRef]
- Steen, W.M.; Mazumder, J. Laser Material Processing; Springer Science Business Media: Berlin/Heidelberg, Germany, 2010. [Google Scholar]
- Oliveira, J.P.; Fernandes, F.B.; Miranda, R.M.; Schell, N.; Ocaña, J.L. Residual stress analysis in laser welded NiTi sheets using synchrotron X-ray diffraction. Mater. Des. 2016, 100, 180–187. [Google Scholar] [CrossRef]
- Zoeram, A.S.; Mousavi, S.A. Laser welding of Ti–6Al–4V to Nitinol. Mater. Des. 2014, 61, 185–190. [Google Scholar] [CrossRef]
- Baffa, F.; Venturini, G.; Campatelli, G.; Galvanetto, E. Effect of stepover and torch tilting angle on a repair process using WAAM. Adv. Manuf. 2022, 10, 541–555. [Google Scholar] [CrossRef]
- Sarathchandra, D.T.; Davidson, M.J.; Visvanathan, G. Parameters effect on SS304 beads deposited by wire arc additive manufacturing. Mater. Manuf. Process. 2020, 35, 852–858. [Google Scholar] [CrossRef]
- Ke, W.C.; Oliveira, J.P.; Cong, B.Q.; Ao, S.S.; Qi, Z.W.; Peng, B.; Zeng, Z. Multi-layer deposition mechanism in ultra-high-frequency pulsed wire arc additive manufacturing (WAAM) of NiTi shape memory alloys. Addit. Manuf. 2022, 50, 102513. [Google Scholar] [CrossRef]
- Peng, C.; Jia, Y.; Liang, J.; Xu, L.; Wang, G.; Mu, Y.; Sun, K.; Ma, P.; Prashanth, K.G. Electron beam melting of (FeCoNi)86Al7Ti7 high-entropy alloy. J. Alloys Compd. 2023, 960, 170752. [Google Scholar] [CrossRef]
- Fang, Y.; Ma, P.; Wei, S.; Zhang, Z.; Yang, D.; Yang, H.; Wan, S.; Prashanth, K.G.; Jia, Y. Selective laser melting of AlCoCrFeMnNi high entropy alloy: Effect of heat treatment. J. Mater. Res. Technol. 2023, 26, 7845–7856. [Google Scholar] [CrossRef]
- Patil, V.V.; Mohanty, C.P.; Prashanth, K.G. Selective laser melting of a novel 13Ni400 maraging steel: Material characterization and process optimization. J. Mater. Res. Technol. 2023, 27, 3979–3995. [Google Scholar] [CrossRef]
- Zeng, Z.; Cong, B.Q.; Oliveira, J.P.; Ke, W.C.; Schell, N.; Peng, B.; Qi, Z.W.; Ge, F.G.; Zhang, W.; Ao, S.S. Wire and arc additive manufacturing of a Ni-rich NiTi shape memory alloy: Microstructure and mechanical properties. Addit. Manuf. 2020, 32, 101051. [Google Scholar] [CrossRef]
- Lin, Z.; Song, K.; Yu, X. A review on wire and arc additive manufacturing of titanium alloy. J. Manuf. Process 2021, 70, 24–45. [Google Scholar] [CrossRef]
- McDonald Schetky, L. Shape memory alloy applications in space systems. Mater. Des. 1991, 12, 29–32. [Google Scholar] [CrossRef]
- Zeng, Z.; Oliveira, J.P.; Yang, M.; Song, D.; Peng, B. Functional fatigue behavior of NiTi-Cu dissimilar laser welds. Mater. Des. 2016, 114, 282–287. [Google Scholar] [CrossRef]
- ASTM E384-17; Standard Test Method for Microindentation Hardness of Materials. ASTM: West Conshohocken, PA, USA, 2015.
- ASTM E9; Standard Test Method for Compression Testing of Metals. ASTM: West Conshohocken, PA, USA, 2015.
- Singh, S.; Demidova, E.; Resnina, N.; Belyaev, S.; Palani, I.A.; Paul, C.P.; Prashanth, K.G. Mechanical Properties, Microstructure, and Actuation Behavior of Wire Arc Additive Manufactured Nitinol: Titanium Bimetallic Structures. 3D Print. Addit. Manuf. 2022; accepted manuscript in press. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Wire Feed Rate (m/min) | Argon Gas Flow Rate (L/min) | Voltage (V) | Stand off Distance (mm) |
|---|---|---|---|---|
| NiTi | 5 | 20 | 15 | 20 |
| Cu | 16.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Singh, S.; Demidova, E.; Resnina, N.; Belyaev, S.; Iyamperumal, P.A.; Paul, C.P.; Prashanth, K.G. NiTi–Cu Bimetallic Structure Fabrication through Wire Arc Additive Manufacturing. Materials 2024, 17, 1006. https://0-doi-org.brum.beds.ac.uk/10.3390/ma17051006
Singh S, Demidova E, Resnina N, Belyaev S, Iyamperumal PA, Paul CP, Prashanth KG. NiTi–Cu Bimetallic Structure Fabrication through Wire Arc Additive Manufacturing. Materials. 2024; 17(5):1006. https://0-doi-org.brum.beds.ac.uk/10.3390/ma17051006
Chicago/Turabian StyleSingh, Shalini, Elena Demidova, Natalia Resnina, Sergey Belyaev, Palani Anand Iyamperumal, Christ Prakash Paul, and Konda Gokuldoss Prashanth. 2024. "NiTi–Cu Bimetallic Structure Fabrication through Wire Arc Additive Manufacturing" Materials 17, no. 5: 1006. https://0-doi-org.brum.beds.ac.uk/10.3390/ma17051006