2.1. Observation of Lignocellulose Nanofibers and Composites
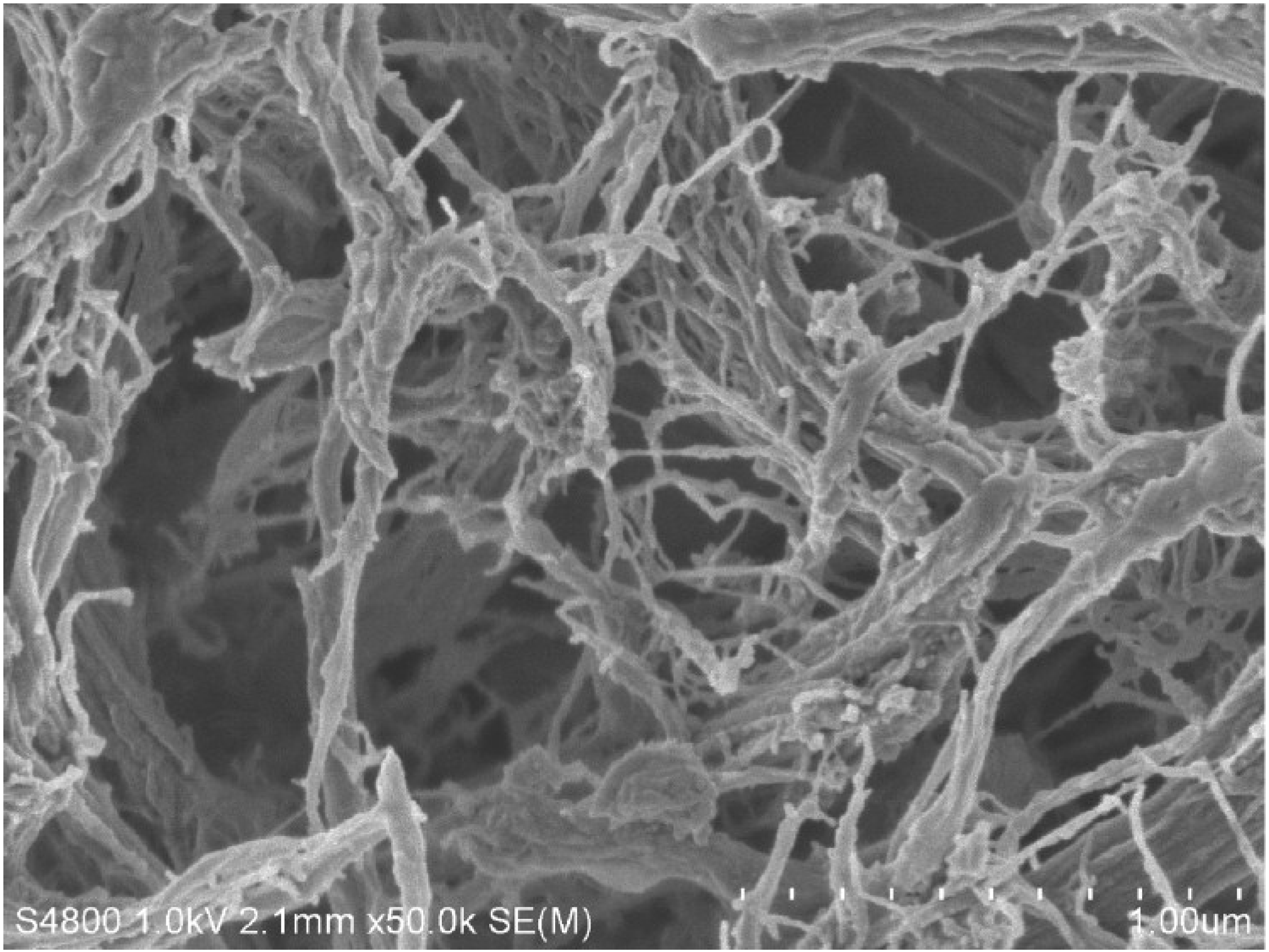
Figure 1 shows a scanning electron microscopic (SEM) image of the LCNFs, which were prepared from wood flour by wet-disk milling. It can be seen that the wall structure of the wood cells had disintegrated into fibers less than 1 μm in thickness. The SEM image shows that the fibers were 20 nm in thickness in the area with the highest degree of disintegration. In previous studies, using nitrogen gas adsorption measurements, the specific surface area of LCNFs was found to be 106 m
2/g [
6], a value that is similar to the one reported for cellulose nanofibers [
10]. The specific surface area of the fibers of untreated wood flour was 8 m
2/g. That the specific surface area of the LCNFs was 13 times higher than that of the wood flour fibers. It indicated the effectiveness of wet-disk milling in fibrillating the wood flour.
Figure 1.
Scanning electron micrographs of the lignocellulose nanofibers.
Figure 1.
Scanning electron micrographs of the lignocellulose nanofibers.
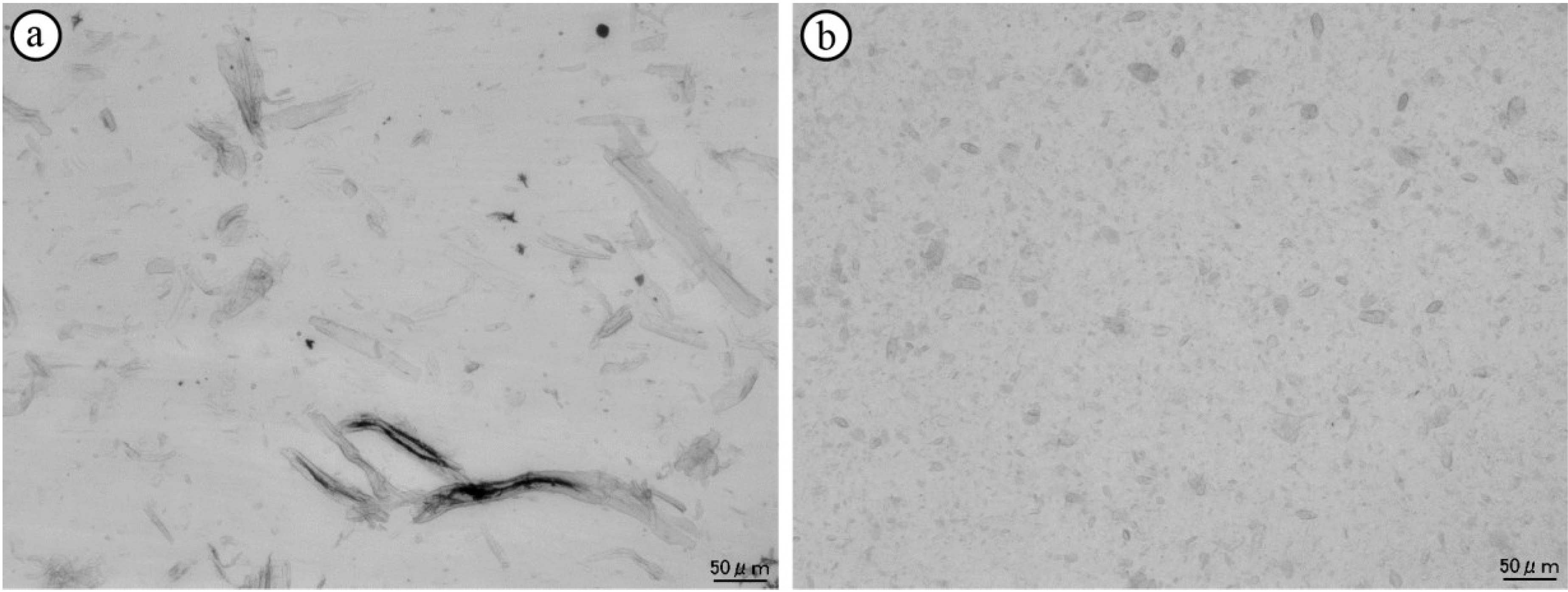
Figure 2 shows optical micrographs of the wood flour and LCNF composites. The original shape of the wood flour fibers can be observed in the composites (
Figure 2a). The LCNFs in the composites were smaller in diameter (less than 20 μm) than the wood flour fibers (
Figure 2b). Further, as can be seen from the images, the complete prevention of aggregation of the LCNFs could not be achieved by drying and the simultaneous compounding of the LCNF suspension in melted EBC at 105 °C. However, the degree of LCNF dispersion was improved, compared to the case in composites prepared using freeze-dried LCNFs in a previously reported study [
6]. Because evaporating the water during compounding requires lesser time and consumes lesser energy than does freeze drying, the fabrication process employed in this study should be suitable for the industrial production of composites.
Figure 2.
Optical micrographs of (a) wood flour and (b) lignocellulose nanofiber composites.The contents of wood flour and the lignocellulose nanofibers were both 5 wt%.
Figure 2.
Optical micrographs of (a) wood flour and (b) lignocellulose nanofiber composites.The contents of wood flour and the lignocellulose nanofibers were both 5 wt%.
2.2. Mechanical Properties
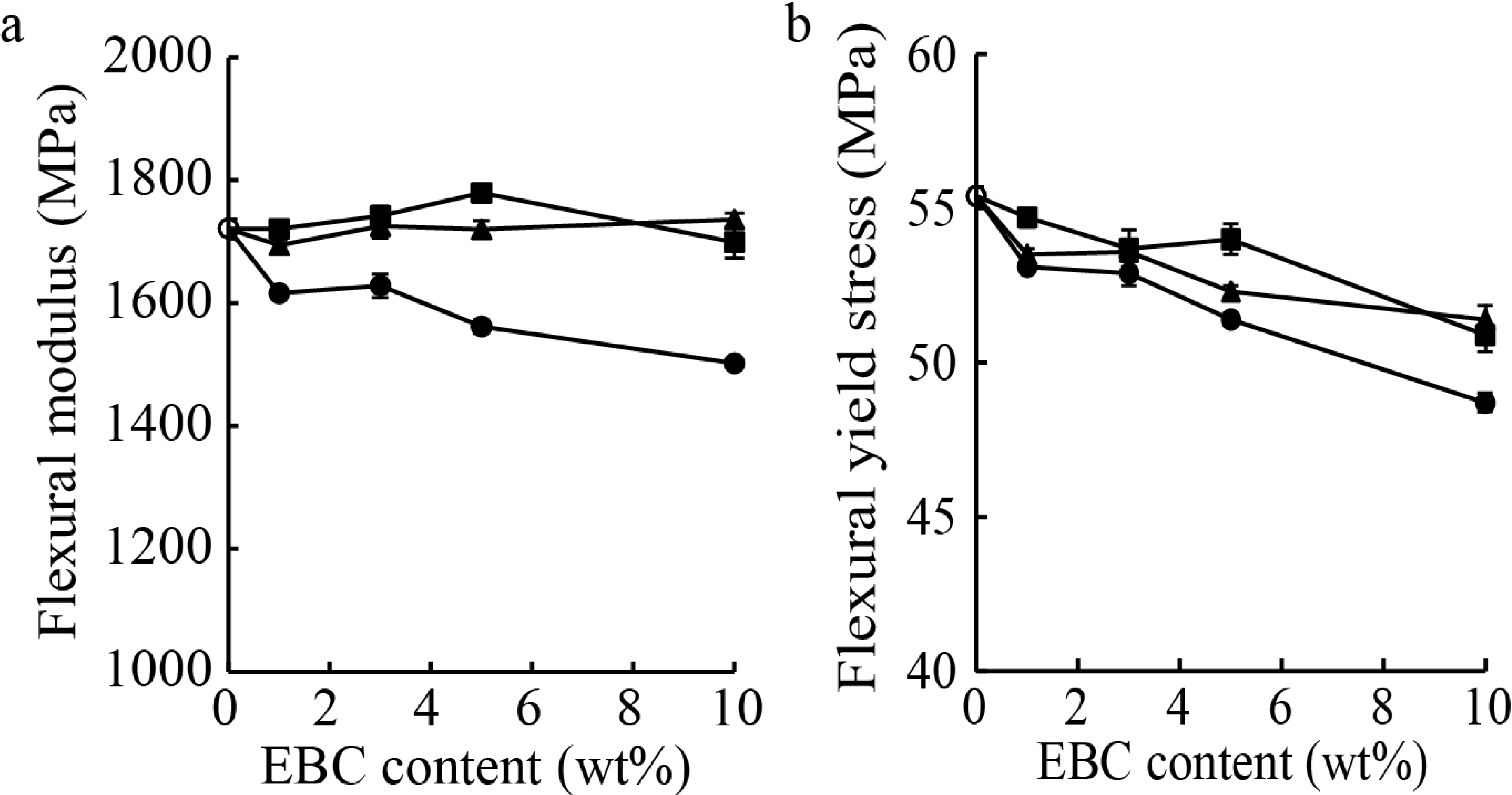
Figure 3 shows the flexural moduli and yield stresses of PP, the PP/EBC blends, and the prepared composites. Since EBC is softer than PP, the flexural moduli and yield stresses of the PP/EBC blends decreased with an increase in their EBC content. The wood flour and LCNF composites showed significantly higher flexural moduli (
Figure 3a) and higher yield stresses (
Figure 3b) than those of the PP/EBC blends for the same EBC contents. Furthermore, both composite types showed higher flexural moduli than that of neat PP. It was found that wood flour and the LCNFs acted as effective reinforcement fillers. Further, there was no significant difference in the flexural mechanical properties of the wood flour and LCNF composites.
Figure 3.
(a) Flexural moduli and (b) yield stresses of neat polypropylene (PP) (○), the PP/ethylene-butene copolymer (EBC) blends (●), and the wood flour (■) and lignocellulose nanofiber (LCNF) (▲) composites.
Figure 3.
(a) Flexural moduli and (b) yield stresses of neat polypropylene (PP) (○), the PP/ethylene-butene copolymer (EBC) blends (●), and the wood flour (■) and lignocellulose nanofiber (LCNF) (▲) composites.
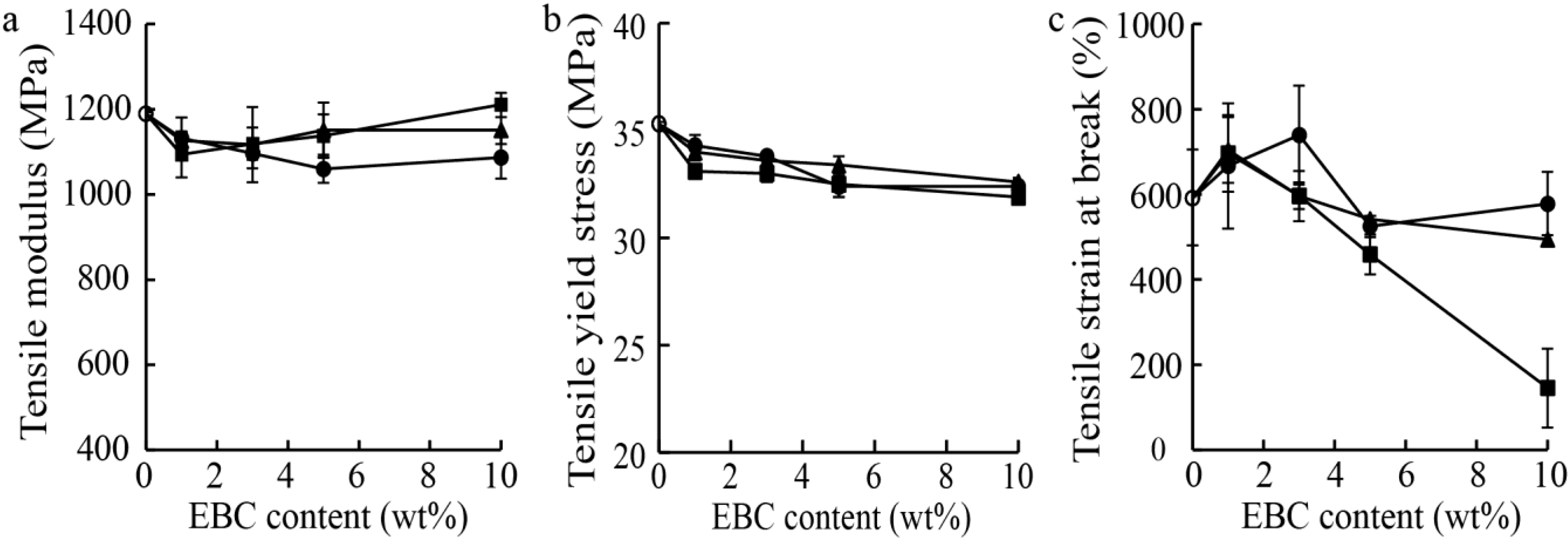
Figure 4 shows the tensile moduli, yield stresses, and strains at break of PP, the PP/EBC blends, and the fabricated composites. The effects of the addition of EBC on the tensile modulus were not significant (
Figure 4a). Further, the reinforcing effects of the addition of wood flour and the LCNFs on the tensile modulus and yield stress were also not significant. However, the strains at break of the composites containing 10 wt% wood flour were markedly lower than those of the other composites (
Figure 4c).
Figure 4.
(a) Tensile moduli, (b) stresses and (c) strains at break of neat PP (○), the PP/EBC blends (●), and the LCNF (▲) and wood flour (■) composites. The composites contained 1 wt% maleic anhydride-grafted PP (MAPP).
Figure 4.
(a) Tensile moduli, (b) stresses and (c) strains at break of neat PP (○), the PP/EBC blends (●), and the LCNF (▲) and wood flour (■) composites. The composites contained 1 wt% maleic anhydride-grafted PP (MAPP).
The aspect ratio of the LCNFs was larger than that of the wood flour fibers, as shown in
Figure 1 and
Figure 2a. It has been reported that using fillers with a larger aspect ratio in composites results in a higher reinforcing efficiency, owing to the effective transfer of stress from the matrix to the filler [
11,
12,
13]. However, the reinforcing effects of the LCNFs and wood flour on the moduli and stresses determined by the flexural and tensile tests were almost similar. This indicated that the LCNFs in the composites formed particle-shaped aggregations instead of remaining in the form of the original, large-aspect-ratio fibers.
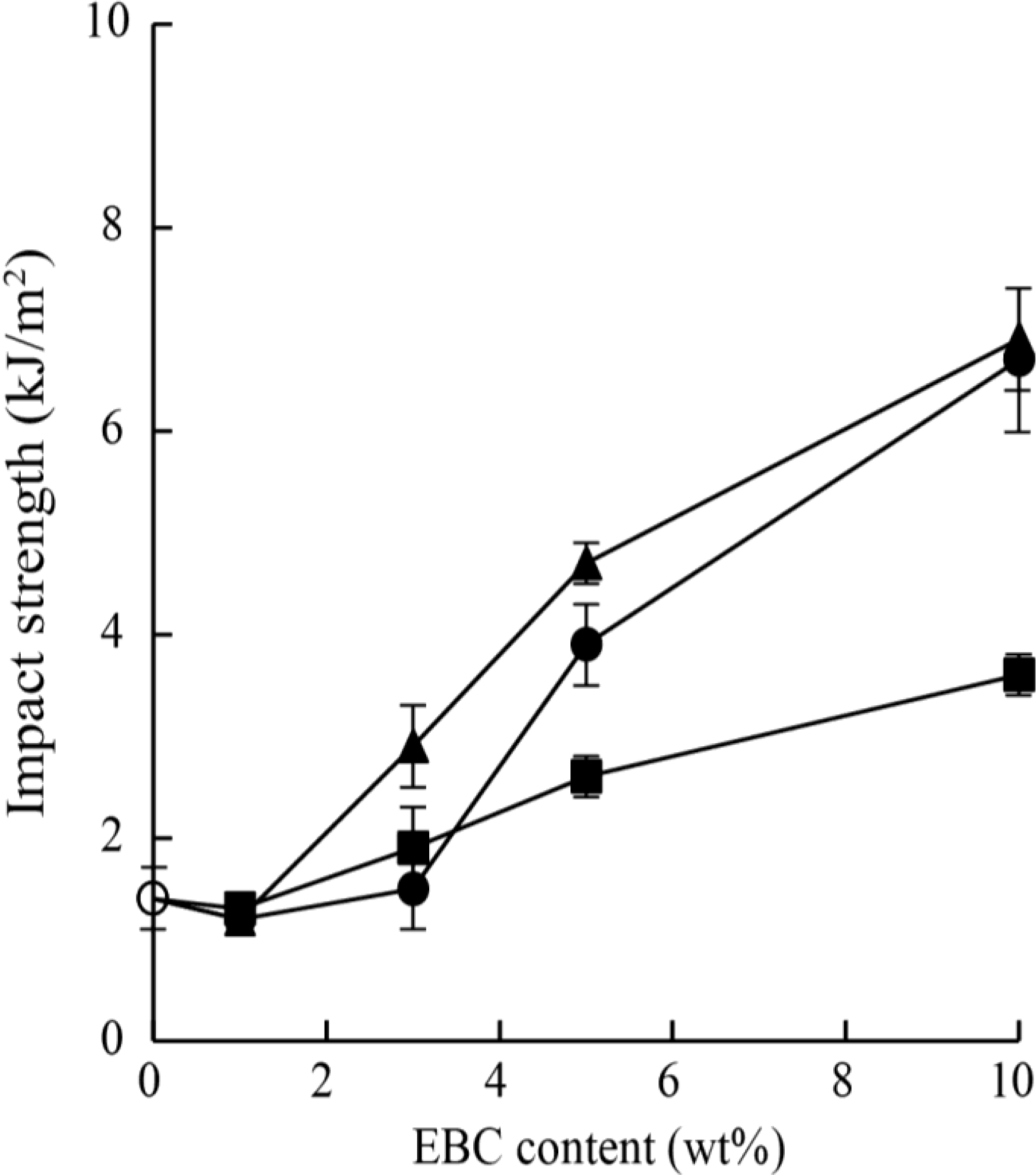
Figure 5 shows the Izod impact strengths of neat PP, the PP/EBC blends, and the fabricated composites. The addition of EBC in amounts greater than 5 wt% significantly increased the impact strength of PP. The LCNF composites showed the same or higher impact strengths than those of the specimens of the PP/EBC blends with the same EBC contents. However, the composites containing more than 5 wt% wood flour exhibited lower impact strengths than did the PP/EBC blends and LCNF composites with the same EBC content.
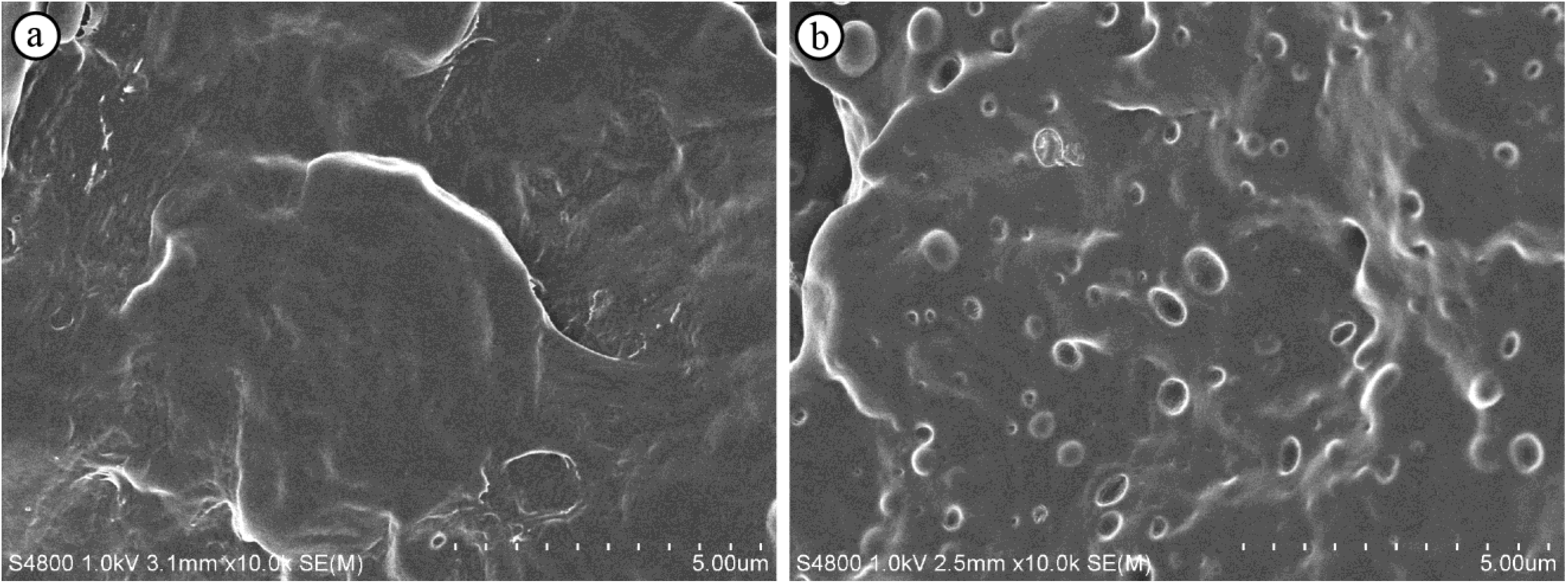
Figure 6 shows SEM images of the fractural surfaces of neat PP and PP/EBC blends (90/10) after the impact tests. EBC is immiscible with PP, but disperses well in it, and formed domains smaller than 500 nm in the PP matrix. The soft EBC domains acted as impact stress absorbers, resulting in an increase in the impact strength.
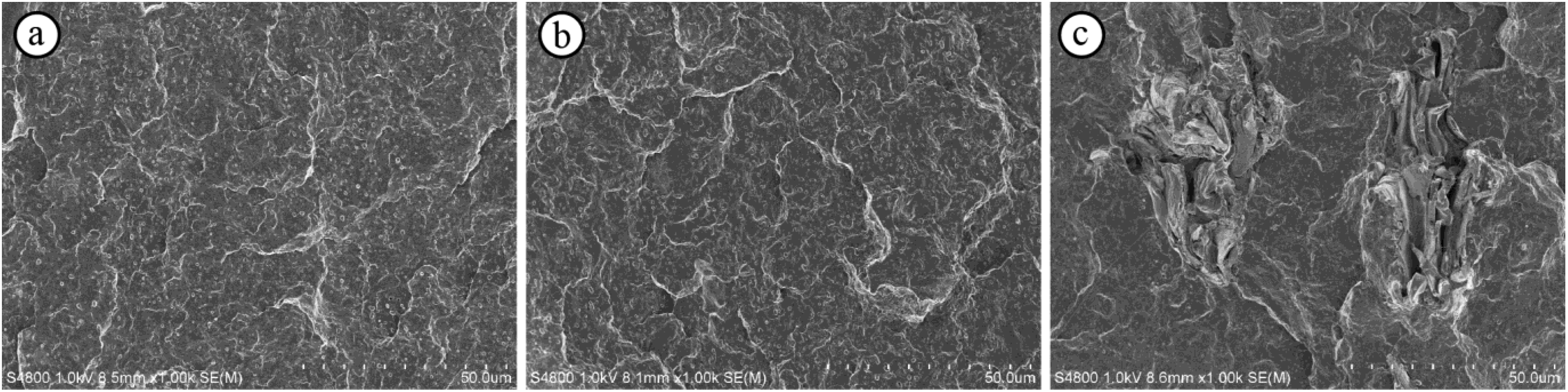
Figure 7 shows SEM images of the fractural surfaces after the impact tests of the PP/EBC blends and the wood flour and LCNF composites. Submicron sized-domains of EBC were observed in all the samples. Further, there was no significant difference between the surface morphologies of the specimens of the PP/EBC blends and those of the LCNF composites (
Figure 7a,b). The LCNFs in the composites were probably embedded within the PP matrix. On the other hand, wood flour was found on the fractural surfaces of the specimens of the corresponding composites (
Figure 7c). This indicated that the interface between the wood flour fibers and the PP matrix underwent delamination and that this is what resulted in the brittle fracturing of these specimens. That is to say, this is the reason these specimens exhibited low impact strengths.
Figure 5.
Izod impact strengths of neat PP (○), the PP/EBC blends (●) and the LCNF (▲) and wood flour (■) composites. The composites contained 1 wt% MAPP.
Figure 5.
Izod impact strengths of neat PP (○), the PP/EBC blends (●) and the LCNF (▲) and wood flour (■) composites. The composites contained 1 wt% MAPP.
Figure 6.
Scanning electron micrographs of the fractural surfaces after the impact tests of (a) the neat PP and (b) PP/EBC blend (90/10).
Figure 6.
Scanning electron micrographs of the fractural surfaces after the impact tests of (a) the neat PP and (b) PP/EBC blend (90/10).
Figure 7.
Scanning electron micrographs of fractural surfaces after the impact tests of the specimens of the (a) PP/EBC blend (90/10) and the (b) LCNF and (c) wood flour composites. The wood flour and LCNF contents of the composites were 10 wt%.
Figure 7.
Scanning electron micrographs of fractural surfaces after the impact tests of the specimens of the (a) PP/EBC blend (90/10) and the (b) LCNF and (c) wood flour composites. The wood flour and LCNF contents of the composites were 10 wt%.
The brittle fracture behavior of the specimens of the wood flour composites is shown along with the results of the tensile tests. When the composites were deformed by a large degree, voids formed owing to the delamination of the interface between the filler (wood flour and LCNFs) and the matrix (PP and EBC). The void size depended on the filler size, meaning that wood flour created larger voids in the composites than did the LCNFs. The larger voids resulted in fractures occurring more readily. This also explains why the specimens of the wood flour composites were more brittle than the specimens of the LCNF composites.
Thus, it can be surmised that LCNFs as a filler material are more effective in preventing the brittle fracture of composites than wood flour. The ductile fractural behavior of the specimens of the LCNF composites indicated that their impact strength was twice as high as that of the specimens of the wood flour composites with a filler content of 10 wt%. Further, the addition of the LCNFs not only countered the decrease in the flexural stiffness of PP resulting from the addition of EBC, but also increased its flexural stiffness.
2.3. Thermal Properties
The thermal properties of PP, the PP/EBC blends, and the wood flour and LCNF composites as measured by differential scanning calorimetry (DSC) are shown in
Table 1. There were no significant differences in the melting temperatures (
Tm) and heats of fusion (∆
Hm) of PP, the PP/EBC blends, and the composites during the first heating stage. On the other hand, the crystallization temperature (
Tc) of PP decreased during the cooling stage after the addition of EBC. Furthermore, the addition of wood-based fillers increased the
Tc of the PP/EBC blends with the same EBC contents. This result was attributable to the nucleation-inducing ability of the wood-based fillers. It has been reported that the addition of a wood-based filler increased not only the
Tc of PP during the nonisothermal cooling stage, but also its isothermal crystallization rate [
14,
15]. The surfaces of the wood-based fillers initiated nucleation at a higher rate, resulting in the growth of a greater number of crystals. Thus, this nucleation-inducing ability of the wood-based fillers increased the
Tc of the composites. Furthermore, since the interfaces between the LCNFs and PP in the composites were larger in area than those in case of the wood flour-based composites, the LCNFs acted as more effective nucleation agents than did wood flour. This resulted in the
Tc of the LCNF composites being higher than those of the wood flour composites.
Table 1.
Melting temperatures (Tm), heats of fusion (∆Hm), crystallization temperatures (Tc), crystallization enthalpies (∆Hc), and isothermal crystallization half-times at 135 °C (τ1/2) of PP, the PP/EBC blends, and the fabricated composites.
Table 1.
Melting temperatures (Tm), heats of fusion (∆Hm), crystallization temperatures (Tc), crystallization enthalpies (∆Hc), and isothermal crystallization half-times at 135 °C (τ1/2) of PP, the PP/EBC blends, and the fabricated composites.
| Constituents (wt%) | Tm (°C) | ∆Hm (J/g) | Tc (°C) | ∆Hc (J/g) | τ1/2 (min) |
|---|
| PP | EBC | Wood flour | LCNFs | MAPP |
|---|
| 100 | 0 | 0 | 0 | 0 | 160 | 90 | 121 | 95 | 11.8 |
| 95 | 5 | 0 | 0 | 0 | 161 | 89 | 119 | 94 | 20.2 |
| 90 | 10 | 0 | 0 | 0 | 160 | 88 | 119 | 95 | 19.5 |
| 89 | 5 | 5 | 0 | 1 | 161 | 87 | 121 | 98 | 7.9 |
| 79 | 10 | 10 | 0 | 1 | 158 | 88 | 122 | 97 | 7.1 |
| 89 | 5 | 0 | 5 | 1 | 159 | 87 | 124 | 98 | 4.3 |
| 79 | 10 | 0 | 10 | 1 | 159 | 89 | 125 | 98 | 3.3 |
In the case of the isothermal crystallization at 135 °C, the addition of EBC decreased the isothermal crystallization half-time (τ
1/2) of PP, meaning that the isothermal crystallization of the PP/EBC blends was slower than that of PP. However, the addition of the wood-based fillers increased the crystallization rates of PP and the PP/EBC blends. In addition, the LCNF composites showed higher crystallization rates than did the wood flour composites. These increases in the isothermal crystallization rates can also be explained by the reason used to describe the results of the nonisothermal crystallization analysis. In a previous study [
6], we had found that the improved dispersion of LCNFs in PP through solid-state shear pulverization induced fast isothermal crystallization, owing to the increase in the area of the filler-matrix interface. In this study, too, the increase in the interface area because of the fibrillation of wood flour caused the isothermal crystallization rate of the LCNF composites to be higher than that of the wood flour composites.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}