Evaluation of Binding Effects in Wood Flour Board Containing Ligno-Cellulose Nanofibers

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Pulverisation of Wood Flour to Make LCNF

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Disk clearance (μm) | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1pass | 2pass | 3pass | 4pass | 5pass | 6pass | 7pass | 8pass | ||||||||
| W0 | - | - | - | - | - | - | - | - | |||||||
| W1 | 250 | - | - | - | - | - | - | - | |||||||
| W2 | 250 | ► | 250 | - | - | - | - | - | - | ||||||
| W3 | 250 | ► | 250 | ► | 200 | - | - | - | - | - | |||||
| W4 | 250 | ► | 250 | ► | 200 | ► | 200 | - | - | - | - | ||||
| W5 | 250 | ► | 250 | ► | 200 | ► | 200 | ► | 180 | - | - | - | |||
| W6 | 250 | ► | 250 | ► | 200 | ► | 200 | ► | 180 | ► | 180 | - | - | ||
| W7 | 250 | ► | 250 | ► | 200 | ► | 200 | ► | 180 | ► | 180 | ► | 160 | - | |
| W8 | 250 | ► | 250 | ► | 200 | ► | 200 | ► | 180 | ► | 180 | ► | 160 | ► | 160 |
2.3. Fabrication of Wood Flour Board
2.4. Physical Testing
3. Results and Discussion
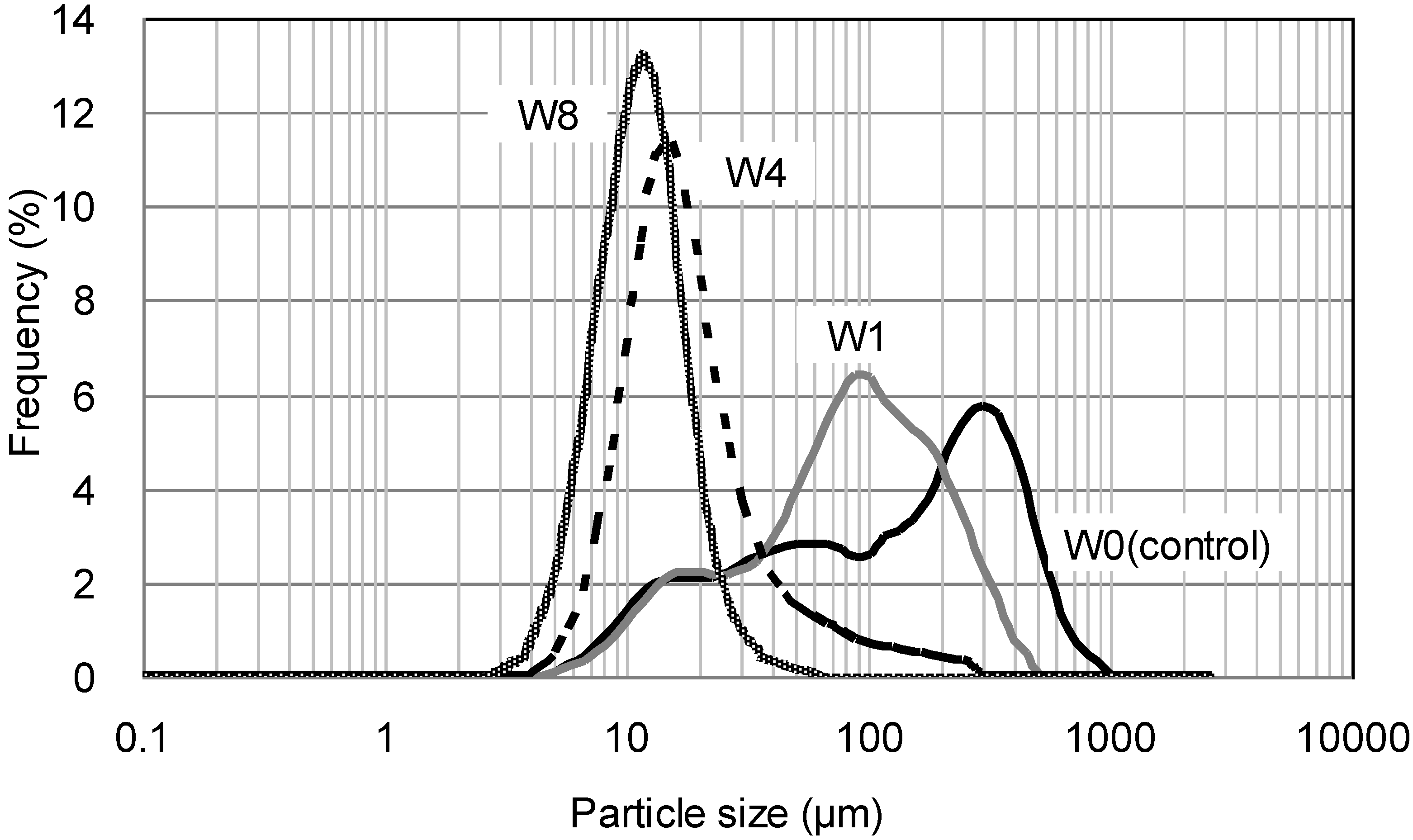
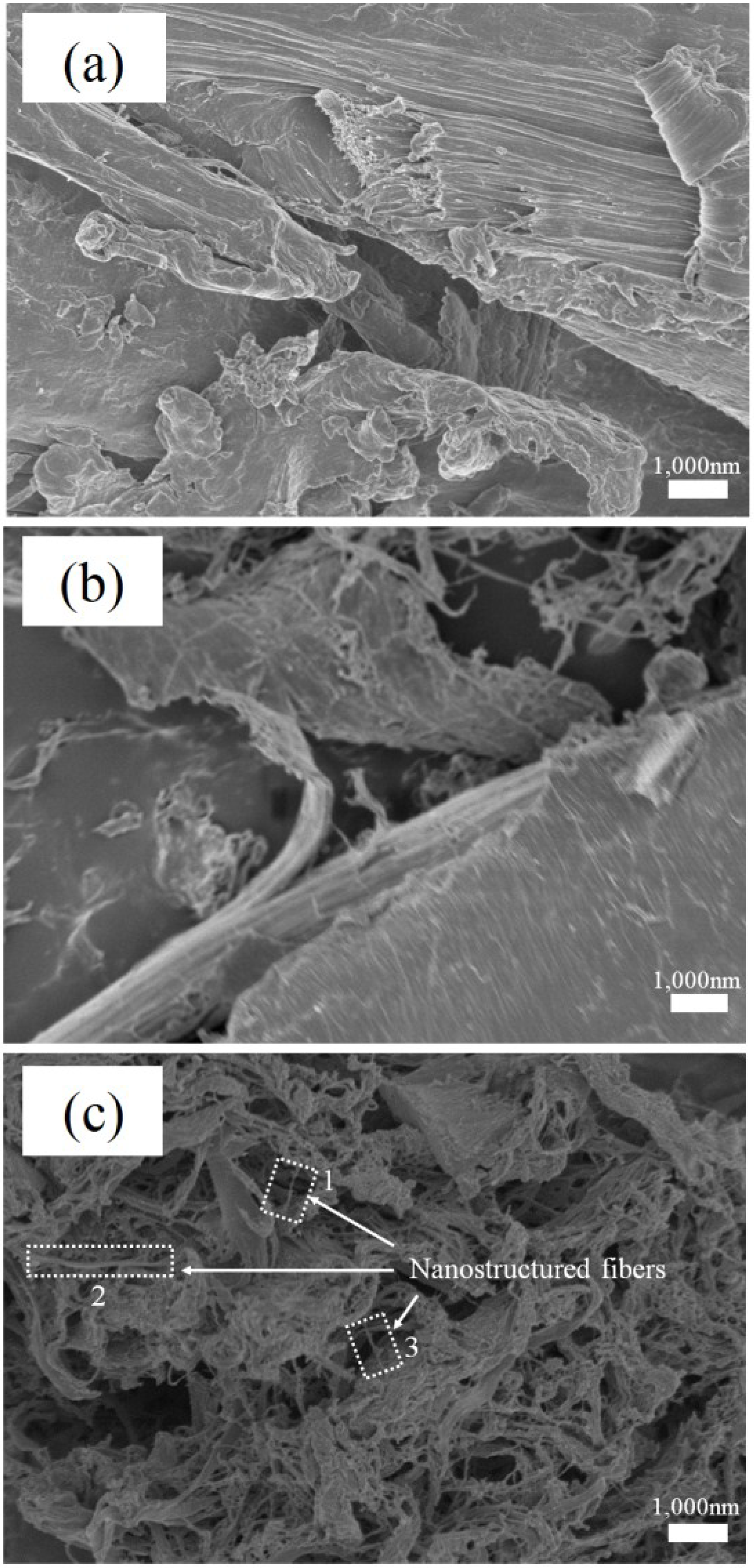
3.1. Evaluation of LCNF Structure
| Median median particle size of LCNF after disk milling | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Samples | W0 | W1 | W2 | W3 | W4 | W5 | W6 | W7 | W8 |
| Median particle size (μm) | 126.9 | 79.3 | 54.0 | 19.7 | 15.2 | 12.0 | 12.0 | 11.1 | 10.5 |


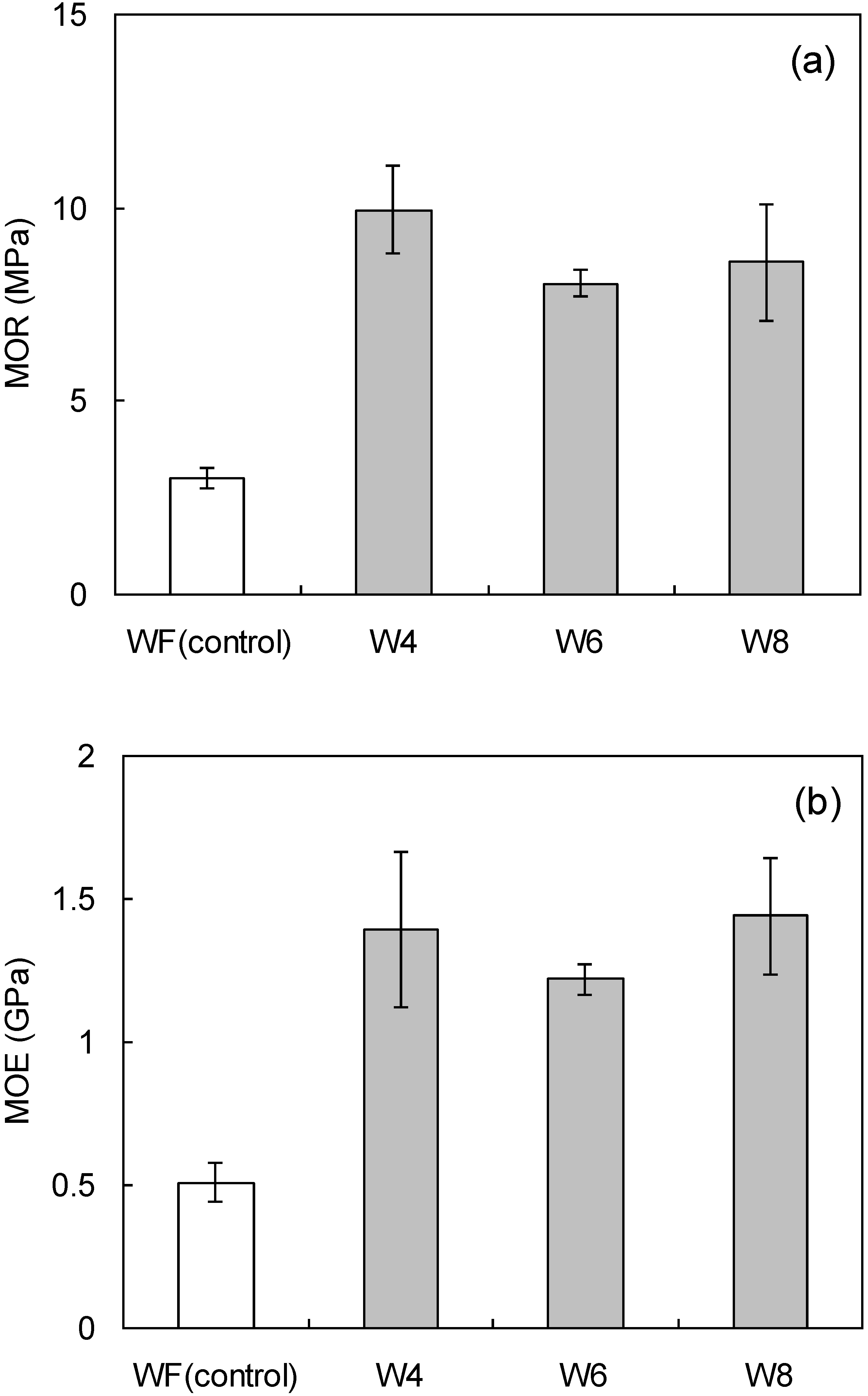
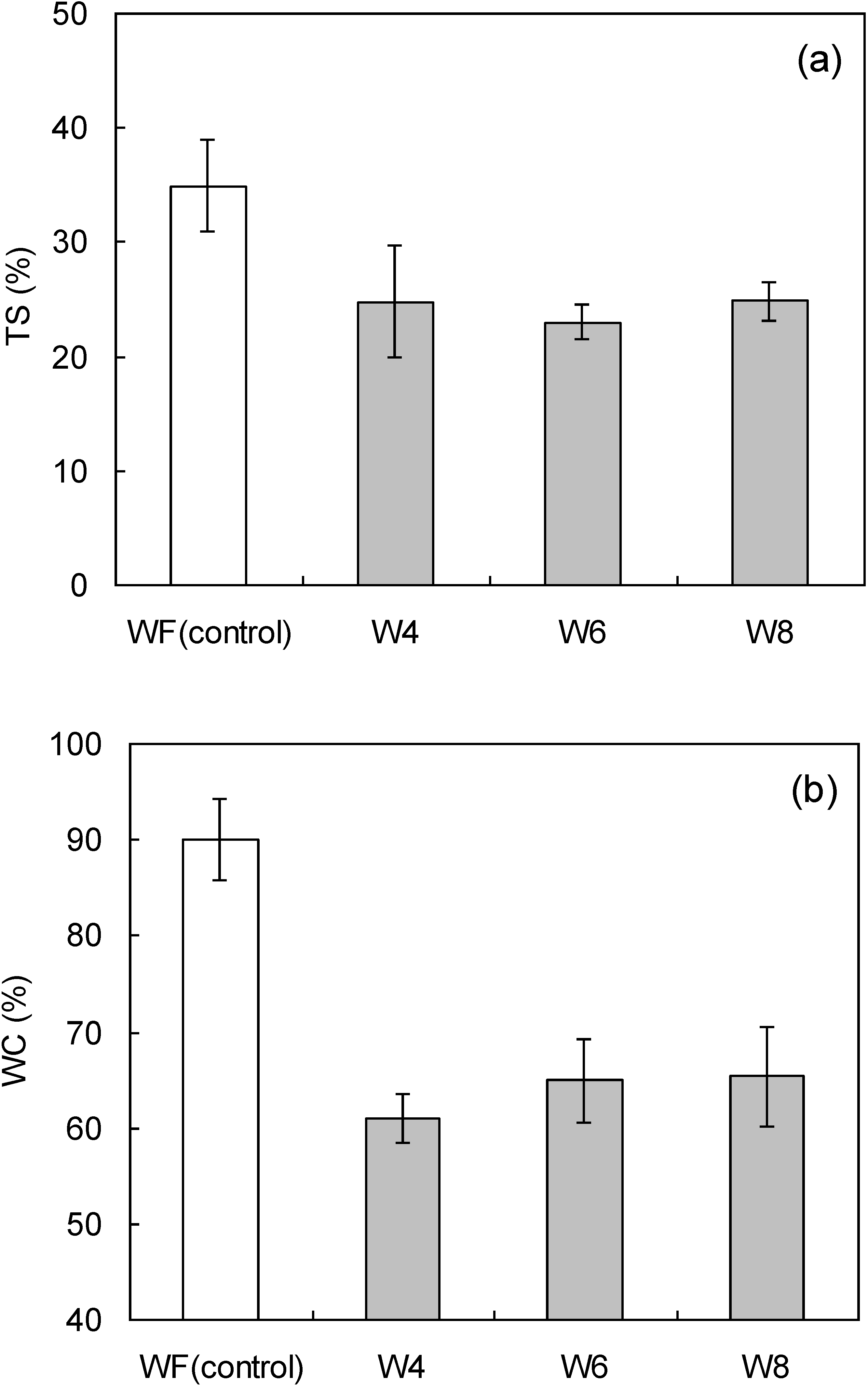
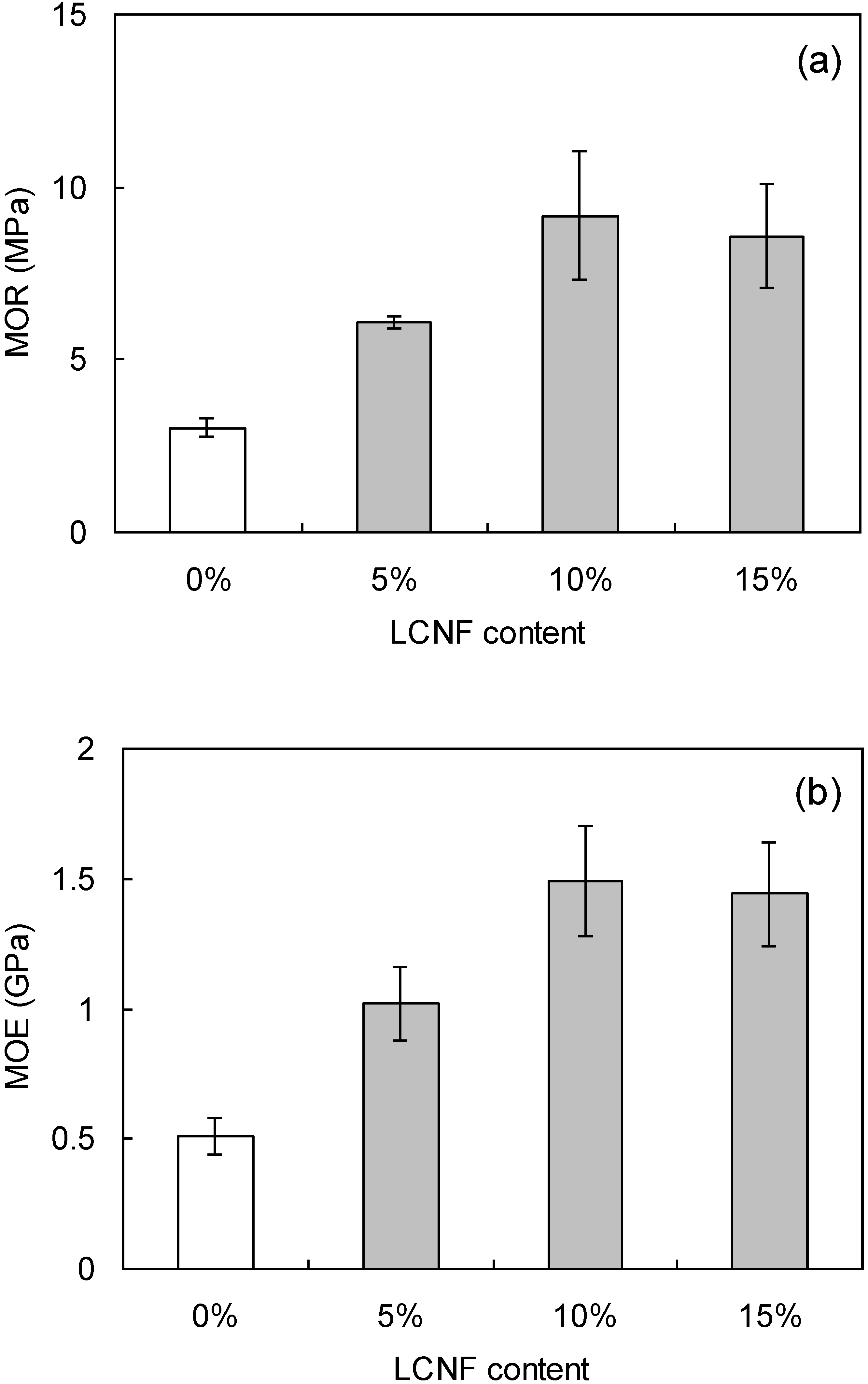
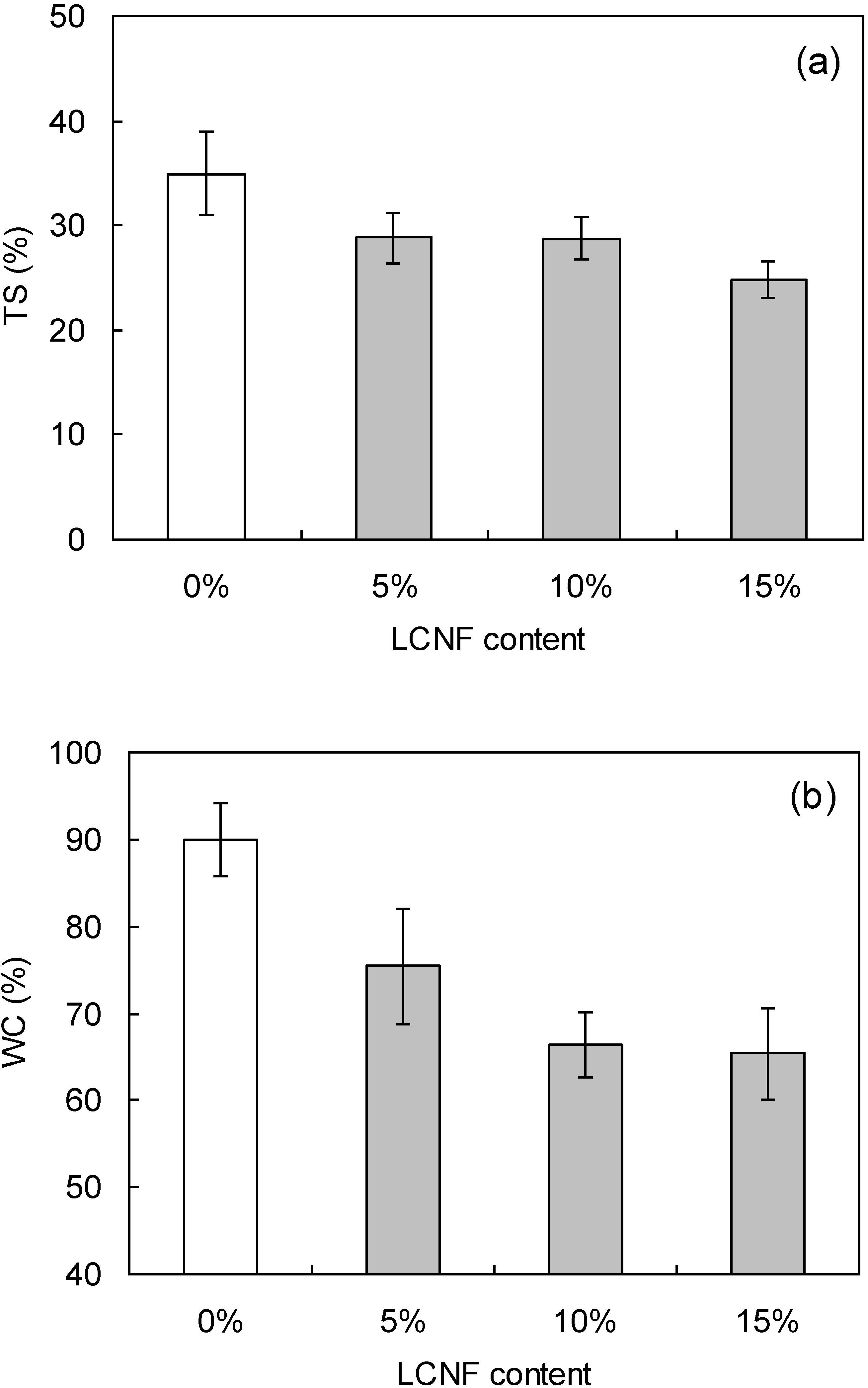
3.2. The Binding Effects of LCNF in Wood Flour Boards
| Samples | Density (g/cm3) | Standard deviation |
|---|---|---|
| WF (control) | 0.97 | 0.02 |
| W4 | 0.96 | 0.02 |
| W6 | 0.97 | 0.01 |
| W8 | 0.97 | 0.03 |


| Samples | Density (g/cm3) | Standard Deviation |
|---|---|---|
| WF (control) | 0.97 | 0.02 |
| WF:LCNF = 95:5 | 0.97 | 0.03 |
| WF:LCNF = 90:10 | 0.99 | 0.02 |
| WF:LCNF = 85:15 | 0.97 | 0.03 |


4. Conclusions
Author Contributions
Conflicts of Interest
References
- Pizzi, A. Recent developments in eco-efficient bio-based adhesives for wood bonding: Opportunities and issues. J. Adhes. Sci. Technol. 2006, 20, 829–846. [Google Scholar] [CrossRef]
- Umemura, K.; Ueda, T.; Kawai, S. Characterization of wood-based molding with citric acid. J. Wood Sci. 2011, 58, 38–45. [Google Scholar] [CrossRef] [Green Version]
- Umemura, K.; Ueda, T.; Sasa, S.M.; Kawai, S. Application of citric acid as natural adhesive for wood. J. Appl. Polym. Sci. 2012, 123, 1991–1996. [Google Scholar] [CrossRef]
- Umemura, K.; Ueda, T.; Kawai, S. Effects of molding temperature on physical properties of wood-based molding bonded with citric acid. For. Prod. J. 2012, 62, 63–68. [Google Scholar]
- Umemura, K.; Sugihara, O.; Kawai, S. Investigation of a new natural adhesive composed of citric acid and sucrose for particleboard. J. Wood Sci. 2013, 59, 203–208. [Google Scholar] [CrossRef] [Green Version]
- Ikeda, K.; Takatani, M.; Sakamoto, K.; Okamoto, T. Development of fully bio-based composite: Wood/cellulose diacetate/poly(lactic acid) composite. Holzforshung 2008, 62, 154–156. [Google Scholar] [CrossRef]
- Takatani, M.; Ikeda, K.; Sakamoto, K.; Okamoto, T. Cellulose esters as compatibillizers in wood/poly (lactic acid) composite. J. Wood Sci. 2008, 54, 54–61. [Google Scholar] [CrossRef]
- Kondo, T. New aspects of cellulose nanofiber. Mokuzai Gakkaishi 2008, 54, 107–115. (In Japanese) [Google Scholar]
- Yano, H. New Development of Bio-Based Materials; CMC Publishing Co., Ltd.: Chiyoda, Japan, 2007; pp. 63–70. (In Japanese) [Google Scholar]
- Lee, S.; Ohkita, T. Mechanical and thermal flow properties of wood flour biodegradable polymer composites. J. Appl. Polym. Sci. 2003, 90, 1900–1905. [Google Scholar] [CrossRef]
- Nakagaito, A.N.; Yano, H. Novel highstrength biocomposites based on microfibrillated cellulose having nano-order-unit weblike network structure. Appl. Phys. A 2005, 80, 155–159. [Google Scholar] [CrossRef]
- Okubo, K.; Fujii, T.; Yamashita, N. Improvement of interfacial adhesion in bamboo polymer composite enhanced with microfibrillated cellulose. JSME Int. J. Ser. A 2005, 48, 199–204. [Google Scholar] [CrossRef]
- Abe, K.; Iwamato, S.; Yano, H. Obtaining cellulose nanofibers with uniform width of 0.15 nm from wood. Biomacromolecules 2007, 8, 3276–3278. [Google Scholar]
- Sehaqui, H.; Allais, M.; Zhou, Q.; Berglund, L.A. Wood cellulose biocomposites with fibrous structure at micro-and nanoscale. Compos. Sci. Technol. 2011, 71, 382–387. [Google Scholar] [CrossRef]
- Takahashi, H.; Endoh, K.; Suzuki, H. Studies on handling process of wood fiber for dry processing of fibreboard. I. On particle size of ground fiber. Mokuzai Gakkaishi 1972, 18, 9–13. (In Japanese) [Google Scholar]
- Takahashi, H.; Endoh, K.; Suzuki, H. Studies on handling process of wood fiber for dry processing of fibreboard. II. Particle size distribution of ground wood fiber. Mokuzai Gakkaishi 1972, 18, 15–19. (In Japanese) [Google Scholar]
- Takahashi, H.; Endoh, H.; Ohsawa, K.; Moriyama, M.; Endoh, K. Effects of characteristics of fiber ground by refiner on physical properties of fibreboard. I. Shape of a fiber and mechanical strength of fiberboard. Mokuzai Gakkaishi 1974, 20, 430–434. (In Japanese) [Google Scholar]
- Kojima, Y.; Minamino, J.; Isa, A.; Suzuki, S.; Ito, H.; Makise, R.; Okamoto, M. Binding effect of cellulose nanofibers in wood flour board. J. Wood Sci. 2013, 59, 396–401. [Google Scholar] [CrossRef]
- Japanese Industrial Standards. In JIS Standard Specification for Fibreboards, JIS A-5905; Japanese Standards Association: Tokyo, Japan, 1994.
© 2014 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Kojima, Y.; Isa, A.; Kobori, H.; Suzuki, S.; Ito, H.; Makise, R.; Okamoto, M. Evaluation of Binding Effects in Wood Flour Board Containing Ligno-Cellulose Nanofibers. Materials 2014, 7, 6853-6864. https://0-doi-org.brum.beds.ac.uk/10.3390/ma7096853
Kojima Y, Isa A, Kobori H, Suzuki S, Ito H, Makise R, Okamoto M. Evaluation of Binding Effects in Wood Flour Board Containing Ligno-Cellulose Nanofibers. Materials. 2014; 7(9):6853-6864. https://0-doi-org.brum.beds.ac.uk/10.3390/ma7096853
Chicago/Turabian StyleKojima, Yoichi, Akiko Isa, Hikaru Kobori, Shigehiko Suzuki, Hirokazu Ito, Rie Makise, and Masaki Okamoto. 2014. "Evaluation of Binding Effects in Wood Flour Board Containing Ligno-Cellulose Nanofibers" Materials 7, no. 9: 6853-6864. https://0-doi-org.brum.beds.ac.uk/10.3390/ma7096853