1. Introduction
Asphalt concrete pavement accounts for approximately 95% of the total length of road in Japan. Cement concrete pavement accounts for less than 5% of the total length because of the concerns of construction costs and traffic noise, yet it has adequate durability and superior life-cycle cost. Most concrete pavement requires a relatively long curing term before traffic service, which negatively affects its use as a pavement material.
Fly ash collected from coal-burning power plants has remarkable properties that can improve the performance of cement concrete when added, and the powder material is, thus, often used as a supplemental binder of Portland cement in concrete (fly ash concrete). The greatest concern about fly ash concrete is the gradual strength development at an early age. Thus, when fly ash concrete is employed as a pavement material, the traffic service must be further delayed.
Limestone powder can be added to improve strength development via the micro-filler effect and help accelerate the reaction at an early age. Bentz
et al. [
1] reported the properties of high-volume fly ash (HVFA) mixtures enhanced with the addition of limestone powder. Bentz
et al. [
2] used limestone powder with a particle size of up to five micrometers as a cement-replacement material for HVFA concrete and found that the early-age reaction was accelerated by replacing 5% of the cement volume with limestone powder. Yoshitake
et al. [
3,
4] examined the tensile properties of HVFA concrete made with limestone aggregate and powder. In particular, they presented the uniaxial tensile strength and tensile Young’s modulus of the HVFA concrete. In addition, they addressed the possibility of recyclable concrete for cement production.
Fundamental properties and applications of HVFA concrete were summarized in high-performance and high-volume fly ash concrete [
5]. Additionally, applications for road pavement have been introduced in the literature on HVFA concrete. Das [
6] examined various properties of fresh and hardened HVFA concrete applicable for road pavement. That study investigated the design of rigid pavement using the HVFA concrete and compared the cost performance with that of conventional concrete pavement.
Naik
et al. [
7] reported the mechanical properties and durability of HVFA concrete pavement incorporating classes C and F of fly ash. In addition, Naik
et al. [
8] conducted a field study to investigate the long-term performance of concrete pavements made with a high volume of class-C and -F fly ash. They described long-term performances (ages of 7 to 14 years) and reported that long-term compressive strengths of class-F fly ash concretes were better than those of Class-C fly ash concretes. Atis and Celik [
9] investigated the relations between abrasion resistance and compressive/flexural strengths of pavement concrete made with a high volume of class-F fly ash. They presented a strong linear relation between abrasion resistance and flexural strength. Atis [
10] examined the strength properties of roller-compacted and workable HVFA concretes having cement replacement ratios of 50% and 70%. According to their investigation, the HVFA concrete had higher compressive and tensile strengths than normal concrete made without fly ash. They concluded that HVFA concrete is an adequate material for both structural and pavement applications. Kumar
et al. [
11] performed a laboratory test to examine compressive and flexural strengths of pavement concretes. The tested concretes were made with three water-cementitious material ratios (
w/cm = 0.40, 0.34, 0.30) and 20%–60% cement replacement by fly ash. The test results showed that the concrete containing 40% fly ash developed the maximum strength. Rashad
et al. [
12] prepared HVFA concretes blended with silica fume and granulated blast-furnace slag, and conducted compression and abrasion tests. They reported that concrete containing 50% fly ash, 10% silica fume and 10% granulated blast-furnace slag had the maximum compressive strength among the HVFA concrete specimens. Nassar
et al. [
13] reported a field investigation of HVFA concrete pavement, including strength of concrete cores at the age of 270 days and abrasion resistance. They addressed that HVFA concrete can contribute economic construction and improve the service life of the infrastructure.
According to the definition of HVFA concrete [
5], fly ash is used as a cementitious material to replace 50% or more of the cement by mass. A concern about HVFA concrete is the strength development at an early age, while HVFA concrete has numerous advantages for structural application. Concrete pavement often requires an adequate early strength for practical use, and the strength development should thus be improved. The present study aims to develop a fly ash concrete pavement having adequate strength at an early age. The ratio of cement replacement by fly ash was designed as 40% (
FA/cm = 0.4) by referring to previous investigations [
7,
11]. To improve the strength development at an early age, limestone powder was added to the fly ash concrete. Furthermore, crushed limestone was used as all fine and coarse aggregates in the concrete following previous studies [
3,
4]. Concrete made with limestone aggregate has a remarkably low coefficient of thermal expansion, which reduces thermal cracking in concrete pavement. It is of interest that all components of the concrete are materials that can be used in manufacturing Portland cement [
14,
15]. In particular, the recycling of the concrete is relatively feasible because steel-reinforcement is seldom used in most concrete pavements. The present study focuses on developing a recyclable fly ash concrete pavement having adequate early strength and confirming the recyclability for cement production. This paper presents fundamental properties of the recycled cement made from the fly ash concrete pavement.
4. Conclusions
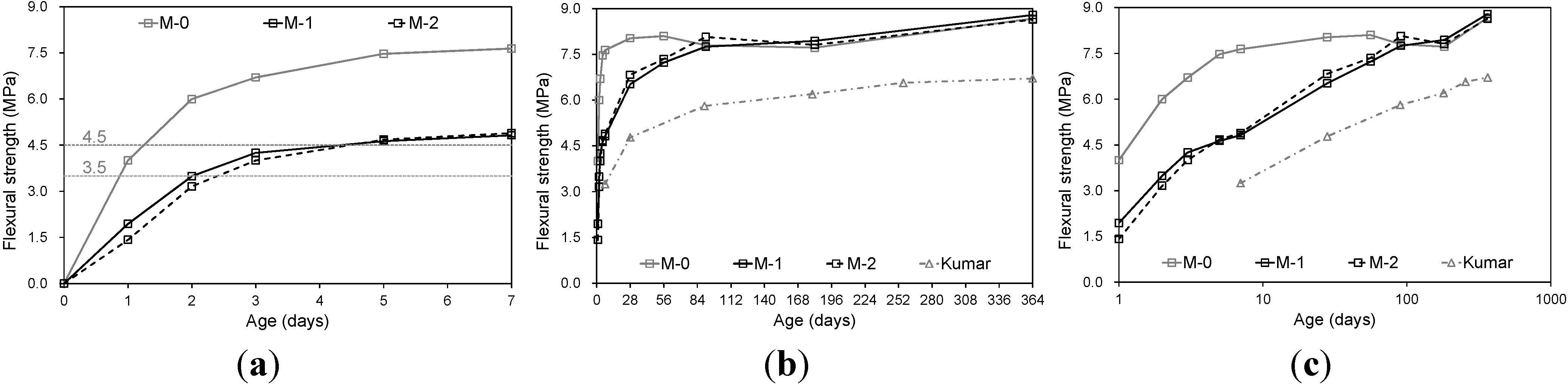
The present study investigated recyclable pavement concrete made with a cement-replacement ratio of 40% by mass. The early-age strength is the most concern relating to the practical use of fly ash concrete, and the study thus aimed to develop a concrete pavement having adequate early strength. Limestone aggregate was used to ensure recyclability for cement production, and limestone powder was added to the concrete of very low water-cementitious material ratio (w/cm = 0.33) to improve strength development at an early age. The study examined the development of flexural strength up to age of 364 days, and examined physical and chemical properties of the recycled cement to confirm recyclability. The conclusions drawn from the results of the study are as follows.
The fly ash concrete with limestone powder achieved the minimum strength (3.5 MPa) for passable pavement at an age of two days, and the specified strength (4.5 MPa) of most concrete pavement at an age of seven days. Furthermore, the matured fly ash concrete achieved a strength almost equal to that of the control concrete without fly ash despite the concrete being made with a unit cement weight of 200 kg/m3.
The fly ash concrete was used in cement manufacturing as a primary calcium material. Fundamental examinations revealed that the chemical and physical properties of the recycled cement meet the quality of ordinary Portland cement defined in Japanese industrial standards. It is concluded that the recyclable fly ash concrete pavement is a preferred material in terms of sustainability.
Although the recycled cement made in the test furnace has shown promising test results, further investigations are necessary to confirm the practical use of the cement, such as production process and cost performance.





{kind=link}
