
The Machinability of Flat-Pressed, Single-Layer Wood-Plastic Particleboards while Drilling—Experimental Study of the Impact of the Type of Plastic Used


Abstract
:1. Introduction
- Quality problem index (QPI);
- Cutting force problem index (CFPI).
- Experimental determination of the relative machinability indices (quality problem index and cutting force problem index) for WPCs and a few standard particleboards in order to compare them with each other in this regard;
- Checking whether the type and percentage of plastic used in WPCs have a statistically significant effect on the machinability.
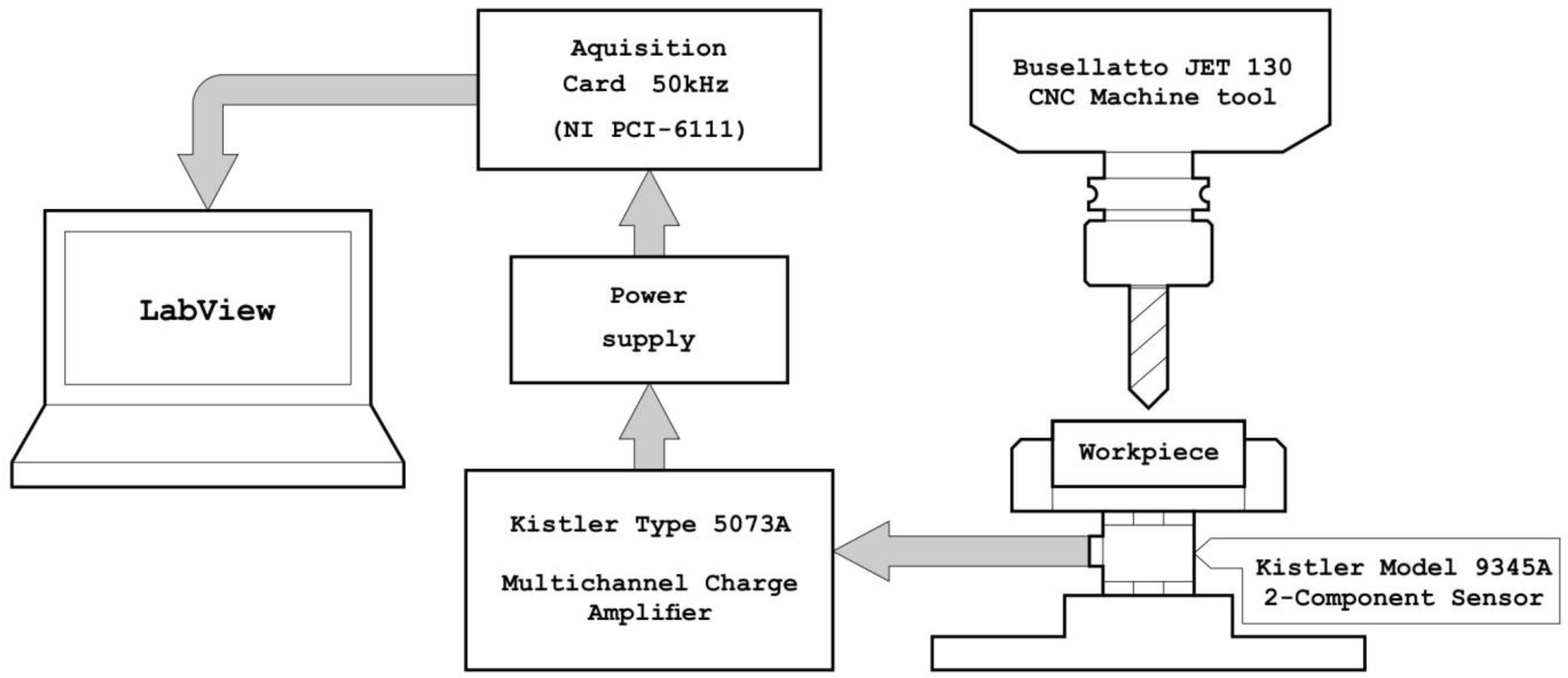
2. Materials and Methods
3. Results and Discussion
4. Conclusions
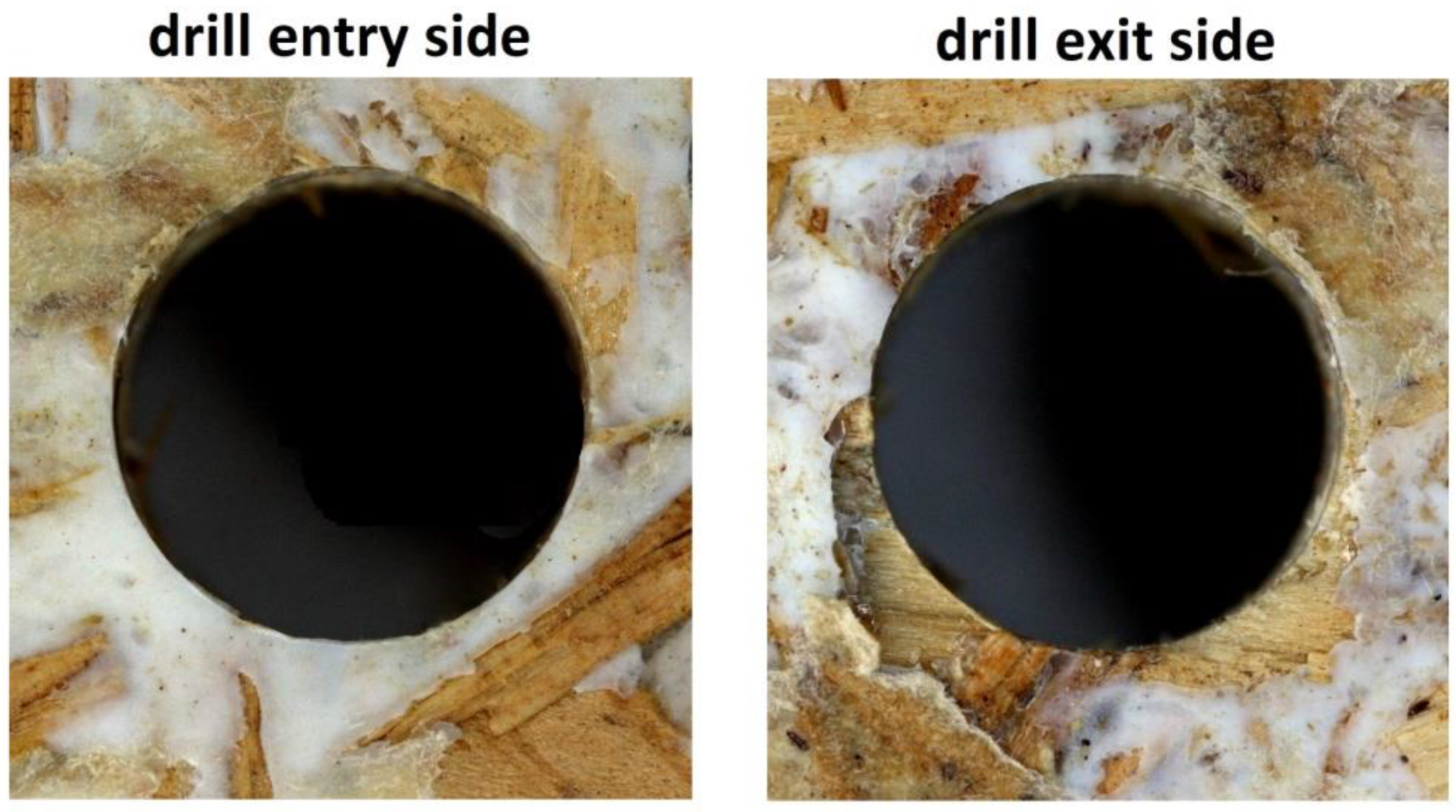
- The results of the study suggest that both the type of plastic and the percentage of plastic were significant factors in relation to hole quality on the drill entry side, but only one of them (the type of the plastic) influenced the quality on the drill exit side. From this point of view, polystyrene (PS) and polypropylene (PP) were far more advantageous plastics than polyethylene (PE). In general, the more plastic, the better the quality on the drill entry side, but there was no statistically significant difference between the 50% and 70% plastic content.
- Analogously, both the plastic type and the plastic percentage were significant factors in relation to torque, but only one of them (the plastic type) influenced the feed force. From this point of view, polyethylene (PE) was a far more advantageous plastic than polystyrene (PS) or polypropylene (PP). The last two plastics (PS and PP) did not differ significantly from each other.
- Generally, W-PP and W-PS composites were alike, and the machinability of W-PP and W-PS composites was relatively good, similar to the machinability of raw, standard particleboard P4. However, W-PE composite turned out to be the best wood-based board out of all the tested ones (even better than standard MDF) from the point of view of the cutting force criterion. On the other hand, the general quality of the holes made in W-PE composite was very poor (not much better than for raw, standard particleboard P5, but clearly better than for standard OSB).
- It is worth considering other plastics (not only other thermoplastics, but also thermoset polymers) in further research.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Pałubicki, B.; Hlásková, L.; Rogoziński, T. Influence of Exhaust System Setup on Working Zone Pollution by Dust during Sawing of Particleboards. Int. J. Environ. Res. Public Health 2020, 17, 3626. [Google Scholar] [CrossRef] [PubMed]
- Pałubicki, B. Cutting Forces in Peripheral Up-Milling of Particleboard. Materials 2021, 14, 2208. [Google Scholar] [CrossRef]
- EN 320; Particleboards and Fibreboards—Determination of Resistance to Axial Withdrawal of Screws; CEN: Brussels, Belgium, 2011.
- Podziewski, P.; Szymanowski, K.; Górski, J.; Czarniak, P. Relative Machinability of Wood-Based Boards in the Case of Drilling—Experimental Study. BioResources 2018, 13, 1761–1772. [Google Scholar] [CrossRef] [Green Version]
- Podziewski, P.; Śmietańska, K.; Górski, J. Experimental Verification of a Highly Simplified, Preliminary Machinability Test for Wood-Based Boards in the Case of Drilling. Forests 2021, 12, 1334. [Google Scholar] [CrossRef]
- Rogoziński, T.; Wilkowski, J.; Górski, J.; Czarniak, P.; Podziewski, P.; Szymanowski, P. Dust Creation in CNC Drilling of Wood Composites. Bioresources 2015, 10, 3657–3665. [Google Scholar] [CrossRef] [Green Version]
- Górski, J.; Podziewski, P.; Szymanowski, K. Fundamentals of experimental studies of wood and wood based materials machinability. In Wood Machining and Processing—Product and Tooling Quality Development; Górski, J., Zbieć, M., Eds.; WULS-SGGW Press: Warsaw, Poland, 2010; pp. 5–24. [Google Scholar]
- Sommerhuber, P.F.; Wenker, J.L.; Rüter, S.; Krause, A. Life Cycle Assessment of Wood-Plastic Composites: Analysing Alternative Materials and Identifying an Environmental Sound End-of-Life Option. Resour. Conserv. Recycl. 2017, 117, 235–248. [Google Scholar] [CrossRef]
- Völtz, L.R.; Di Guiseppe, I.; Geng, S.; Oksman, K. The Effect of Recycling on Wood-Fiber Thermoplastic Composites. Polymers 2020, 12, 1750. [Google Scholar] [CrossRef] [PubMed]
- Partanen, A.; Carus, M. Biocomposites, find the real alternative to plastic—An examination of biocomposites in the market. Reinf. Plast. 2019, 63, 317–321. [Google Scholar] [CrossRef]
- Falk, R.H.; Vos, D.; Cramer, S.M. The comparative performance of woodfiber-plastic and wood-based panels. In Proceedings of the 5th International Conference on Woodfiber-Plastic Composites, Madison, WI, USA, 26–27 May 1999; pp. 270–274. Available online: https://www.fpl.fs.fed.us/documnts/pdf1999/falk99f.pdf (accessed on 21 November 2021).
- Sellers, T., Jr.; Miller, G.D., Jr.; Katabian, M. Recycled thermoplastics reinforced with renewable lignocellulosic materials. For. Prod. J. 2000, 50, 24–28. [Google Scholar]
- Borysiuk, P.; Wilkowski, J.; Krajewski, K.; Auriga, R.; Skomorucha, A.; Auriga, A. Selected properties of flat-pressed wood-polymer composites for high humidity conditions. BioResources 2020, 15, 5156–5178. [Google Scholar] [CrossRef]
- Zbieć, M.; Borysiuk, P.; Mazurek, A. Polyethylene bonded composite chipboard. Part 2 Machining tests. In Proceedings of 7th International Science Conference: Chip and Chipless Woodworking Processes, Terchová, Slovakia, 9–11 September 2010; pp. 237–242. [Google Scholar]
- Zbieć, M.; Borysiuk, P.; Mazurek, A. Thermoplastic bonded composite chipboard Part 2—Machining tests. In Proceedings of the 8th International Science Conference: Chip and Chipless Woodworking Processes, TU Zvolen, Slovakia, 6–8 September 2012; pp. 399–405. [Google Scholar]
- Wilkowski, J.; Borysiuk, P.; Górski, J.; Czarniak, P. Analysis of relative machinability indexes of wood particle boards bonded with waste thermoplastics. Drew.-Wood 2013, 56, 139–144. [Google Scholar]
- Somsakova, Z.; Zajac, J.; Michalik, P.; Kasina, M. Machining of Wood Plastic Composite (Pilot Experiment). Mater. Plast. 2012, 49, 55–57. [Google Scholar]
- Boeglin, N.; Triboult, P.; Masson, D. A feasibility study on boards from wood and plastic waste: Bending properties, dimensional stability and recycling of the board. Holz Als Roh-Und Werkst. 1997, 55, 13–16. [Google Scholar] [CrossRef]
- Borysiuk, P. Die Anwendung den thermoplastischen Kunststoffabfälle zur Spanplatten- und Sperrholzherstellung. Ann. Wars. Agric. Univ. For. Wood Technol. 2004, 55, 50–56. [Google Scholar]
- Borysiuk, P.; Pawlicki, J.; Niecewicz, D. New types of raw materials in technologies of wood-based materials. In Proceedings of the COST Conference Action E44–E49 Wood Resources and Panel Properties, Valencia, Spain, 12–13 June 2006; pp. 277–281. [Google Scholar]
- Borysiuk, P.; Mamiński, M.; Nicewicz, D.; Boruszewski, P.; Zado, A. Waste thermoplastics as binder for green and recycled wood bonding in particleboard manufacturing. In Proceedings of the International Panel Products Symposium, Dipoli Conference Centre, Espoo, Finland, 24–26 September 2008; pp. 249–254. [Google Scholar]
- Rahman, K.-S.; Islam, M.N.; Ratul, S.B.; Dana, N.H.; Musa, S.M.; Hannan, M.O. Properties of flat-pressed wood plastic composites as a function of particle size and mixing ratio. J. Wood Sci. 2018, 64, 279–286. [Google Scholar] [CrossRef] [Green Version]
- EN 312; Particleboards—Specifications; CEN: Brussels, Belgium, 2010.
- EN 323; Wood-Based Panels: Determination of Density; CEN: Brussels, Belgium, 1999.
- EN 310; Wood-Based Panels: Determination of Modulus of Elasticity in Bending and of Bending Strength; CEN: Brussels, Belgium, 1993.
- EN 1534; Wood Flooring and Parquet: Determination of Resistance to Indentation—Test Method; CEN: Brussels, Belgium, 2002.
- EN 317; Particleboards and Fibreboards: Determination of Swelling in Thickness after Immersion in Water; CEN: Brussels, Belgium, 1993.
- Saechtling, H. 2000: Plastics; WNT: Warsaw, Poland, 2000. [Google Scholar]
- Zajchowski, S.; Ryszkowska, J. Wood-polymer composites-general characteristics and their preparation from waste materials. J. Polim. 2009, 54, 754–762. [Google Scholar] [CrossRef] [Green Version]
- Kuciel, S.; Liber-Kneć, A.; Zajchowski, S. 2010 Composites based on polypropylene recyclates and natural fibers. J. Polim. 2010, 55, 718–725. [Google Scholar] [CrossRef] [Green Version]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Board Type | Density (kg/m3) (Standard Deviation) | Modulus of Rupture (MOR) (N/mm2) (Standard Deviation) | Modulus of Elasticity (MOE) (N/mm2) (Standard Deviation) | Brinell Hardness (HB) (Standard Deviation) | Main Application |
|---|---|---|---|---|---|
| Raw MDF | 746 (7.75) | 33.9 (2.45) | 4180 (106) | 4 (0.07) | Furniture components: frames, doors |
| Raw particleboard P4 | 649 (4.39) | 13.1 (0.71) | 3204.4 (75) | 2.6 (0.20) | Furniture components: upholstered furniture frames |
| Melamine faced particleboard P3 | 666 (6.46) | 15.4 (1.66) | 2948.4 (37) | 2.1 (0.05) | Furniture components: frames, doors |
| Raw particleboard P5 | 725 (17.51) | 21.1 (1.09) | 3802.9 (108) | 4.7 (0.04) | Furniture industry, construction |
| OSB | 595 (25.98) | 30.9 (3.57) | 5490.1 (133) | 4.2 (0.41) | Building construction, flooring |
| Feature | Particleboard Type | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Polyethylene Bonded (PE) | Polystyrene Bonded (PS) | Polypropylene Bonded (PP) | |||||||
| Thermoplastic Ratio | 30% | 50% | 70% | 30% | 50% | 70% | 30% | 50% | 70% |
| Density (kg/m3) (Standard deviation) | 650 (20) | 672 (24) | 670 (22) | 652 (24) | 675 (33) | 668 (28) | 655 (22) | 669 (24) | 652 (28) |
| MOR (N/mm2) (Standard deviation) | 8.6 (0.7) | 11.6 (0.8) | 11.3 (0.7) | 9.9 (0.8) | 18.6 (1.4) | 20.4 (1.1) | 13.3 (1.4) | 17.9 (1.8) | 16.5 (4.1) |
| MOE (N/mm2) (Standard deviation) | 1006 (18) | 1141 (63) | 870 (71) | 1330 (145) | 2022 (70) | 1681 (129) | 1619 (24) | 1651 (169) | 1364 (227) |
| Internal bond (N/mm2) (Standard deviation) | 0.62 (0.08) | 0.93 (0.05) | 1.49 (0.11) | 0.52 (0.07) | 0.86 (0.09) | 1.68 (0.12) | 1.73 (0.12) | 1.29 (0.10) | 1.25 (0.10) |
| Screw holding (N/mm2) (Standard deviation) | 84 (9.0) | 90.5 (10.2) | 83.5 (9.4) | 108 (11.1) | 135 (12.3) | 167 (14.2) | 113 (10.3) | 153 (13.1) | 154 (13.5) |
| Thickness swelling after 24 h (%) (Standard deviation) | 23.2 (3.4) | 9.6 (1.0) | 3.8 (0.5) | 31 (3.7) | 5.4 (0.8) | 2.2 (0.3) | 19.5 (2.6) | 6 (0.7) | 1.5 (0.2) |
| Water absorption after 24 h (%) (Standard deviation) | 80 (9.0) | 52 (6.3) | 34.7 (4.8) | 88.9 (9.3) | 56.2 (5.7) | 34.4 (4.2) | 57.3 (7.1) | 30.4 (4.0) | 19.5 (2.8) |
| Feature | Thermoplastic Type | ||
|---|---|---|---|
| Polyethylene (PE) | Polystyrene (PS) | Polypropylene (PP) | |
| Density (kg/m3) | 915–935 | 1040–1060 | 900–920 |
| MOR (N/mm2) | 8–23 | 40–70 | 21–37 |
| MOE (N/mm2) | 200–500 | 3100–3300 | 1100–1300 |
| Source | Sum Sq. | df | Mean Sq. | F | Prob > F |
|---|---|---|---|---|---|
| Plastic type | 6.7493 | 2 | 3.37465 | 14.89 | 2.84912 × 10−6 |
| Plastic percentage | 7.5142 | 2 | 3.75709 | 16.58 | 8.31225 × 10−7 |
| Error | 19.2591 | 85 | 0.22658 | ||
| Total | 33.5226 | 89 |
| Source | Sum Sq. | df | Mean Sq. | F | Prob > F |
|---|---|---|---|---|---|
| Plastic type | 13.226 | 2 | 6.61308 | 6.45 | 0.0025 |
| Plastic percentage | 0.796 | 2 | 0.39813 | 0.39 | 0.6795 |
| Error | 87.192 | 85 | 1.02578 | ||
| Total | 101.214 | 89 |
| Source | Sum Sq. | df | Mean Sq. | F | Prob > F |
|---|---|---|---|---|---|
| Plastic type | 64,173.7 | 2 | 32,086.8 | 86.33 | 0 |
| Plastic percentage | 5192.9 | 2 | 2596.5 | 6.99 | 0.0012 |
| Error | 64,669.4 | 174 | 371.7 | ||
| Total | 134,424.7 | 178 |
| Source | Sum Sq. | df | Mean Sq. | F | Prob > F |
|---|---|---|---|---|---|
| Plastic type | 18,988,422 | 2 | 949,421.2 | 120.89 | 0 |
| Plastic percentage | 2992.18 | 2 | 1496.1 0 | 2.19 | 0.8267 |
| Error | 13,664,941 | 174 | 7853.4 | ||
| Total | 3,268,966 | 178 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Górski, J.; Podziewski, P.; Borysiuk, P. The Machinability of Flat-Pressed, Single-Layer Wood-Plastic Particleboards while Drilling—Experimental Study of the Impact of the Type of Plastic Used. Forests 2022, 13, 584. https://0-doi-org.brum.beds.ac.uk/10.3390/f13040584
Górski J, Podziewski P, Borysiuk P. The Machinability of Flat-Pressed, Single-Layer Wood-Plastic Particleboards while Drilling—Experimental Study of the Impact of the Type of Plastic Used. Forests. 2022; 13(4):584. https://0-doi-org.brum.beds.ac.uk/10.3390/f13040584
Chicago/Turabian StyleGórski, Jarosław, Piotr Podziewski, and Piotr Borysiuk. 2022. "The Machinability of Flat-Pressed, Single-Layer Wood-Plastic Particleboards while Drilling—Experimental Study of the Impact of the Type of Plastic Used" Forests 13, no. 4: 584. https://0-doi-org.brum.beds.ac.uk/10.3390/f13040584